Указание Технологические указания по сварке узлов примыканий сборных железобетонных элементов для зданий серии П44/16
Ордена Ленина Главмосстроя при Мосгорисполкоме
МОСОРГСТРОЙ
ТЕХНОЛОГИЧЕСКИЕ УКАЗАНИЯ ПО СВАРКЕ УЗЛОВ ПРИМЫКАНИЙ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ ЭЛЕМЕНТОВ ДЛЯ ЗДАНИЙ СЕРИИ П44/16
Москва - 1881
Содержание
|
I. ОБЩИЕ ТРЕБОВАНИЯ II. СВАРКА ЗАКЛАДНЫХ И СОЕДИНИТЕЛЬНЫХ ДЕТАЛЕЙ ПРИ НИЗКИХ ТЕМПЕРАТУРАХ III. КОНТРОЛЬ КАЧЕСТВА СВАРКИ IV. ТЕХНИКА БЕЗОПАСНОСТИ V. ПРОТИВОКОРРОЗИЙНАЯ ЗАЩИТА СТАЛЬНЫХ СВЯЗЕЙ, ПРОТЕКТОРНЫМ ГРУНТОМ ОБОРУДОВАНИЕ, ИНСТРУМЕНТ, ИНВЕНТАРЬ И ПРИСПОСОБЛЕНИЯ ТЕХНОЛОГИЧЕСКИЕ КАРТЫ НА СВАРКУ УЗЛОВ СОЕДИНЕНИЙ ПАНЕЛЕЙ НАРУЖНЫХ СТЕН С ПАНЕЛЯМИ ВНУТРЕННИХ СТЕН И ПЕРЕКРЫТИЙ ТЕХНОЛОГИЧЕСКИЕ КАРТЫ НА СВАРКУ УЗЛОВ СОЕДИНЕНИЙ ПАНЕЛЕЙ ВНУТРЕННИХ СТЕН МЕЖДУ СОБОЙ ТЕХНОЛОГИЧЕСКИЕ КАРТЫ НА СВАРКУ УЗЛОВ СОЕДИНЕНИЙ ПАНЕЛЕЙ ПЕРЕКРЫТИЯ МЕЖДУ СОБОЙ технологические карты на сварку узлов соединений ЭЛЕМЕНТОВ ВХОДА ТЕХНОЛОГИЧЕСКИЕ КАРТЫ НА СВАРКУ УЗЛОВ СОЕДИНЕНИЙ ФРИЗОВЫХ ПАНЕЛЕЙ С ПАНЕЛЯМИ ПЕРЕКРЫТИЯ И ОПОРНЫМИ СТЕНАМИ ТЕХНОЛОГИЧЕСКИЕ КАРТЫ НА СВАРКУ УЗЛОВ СОЕДИНЕНИЙ ПАНЕЛЕЙ ВНУТРЕННИХ СТЕН ТЕХНОЛОГИЧЕСКИЕ КАРТЫ НА СВАРКУ УЗЛОВ СОЕДИНЕНИЙ ПАНЕЛЕЙ ПОКРЫТИЯ С ФРИЗОВЫМИ ПАНЕЛЯМИ, МЕЖДУ СОБОЙ И С ОГРАЖДАЮЩИМИ КОНСТРУКЦИЯМИ МАШИННОГО ПОМЕЩЕНИЯ ЛИФТОВ СПЕЦИФИКАЦИЯ ПРИЛОЖЕНИЕ Монтажные планы здания
|
Настоящий сборник технологических карт и рекомендаций предусматривает полуавтоматическую и ручную электродуговую сварку узлов примыканий сборных железобетонных элементов панельного жилого дома серии П44/16 и является обязательным документом при ведении сварочных работ на объектах Главмосстроя.
Указания предназначены для сварщиков; инженерно-технических работников строительных организаций, связанных с монтажом зданий.
Работа выполнена отделом внедрения передовых метопов труда треста Мосоргстрой (инж. Нечитайло В.Г., Скидоненко В.В., Михеев Н.Н., Сомов А.М., Шелягин В.Е.) и согласована с МНИИТЭП.
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
I. ОБЩИЕ ТРЕБОВАНИЯ
1. Технологические указания по сварке узлов примыканий сборных железобетонных элементов жилого дома серии П44/16 разработаны по чертежам "Каталога унифицированных изделий для строительства в городе Москве" (альбом РМ-1531-02, РМ-1531-03, РМ-1531-06, НДС, часть l - l ) с учетом требований СНиП III -15-76, СНиП III -16-73, СНиП III-18-75, ГОСТ 5264-68, ГОСТ 8713-70, ГОСТ 2.312-72, ГОСТ 12.3.003-75 и СН-393-78.
2. В текстовом материале Указаний изложены обшив требования к производству сварочных работ на монтаже, технологические указания по сварке закладных и соединительных деталей из арматурной стали, листового и профильного проката при низких температурах, контроль качества сварки, дефекты сварных швов и их устранение, техника безопасности при производстве работ по сварке и газовой резке, противокоррозионная защита стальных связей протекторным грунтом, перечень оборудования, инструмента инвентаря и приспособлений.
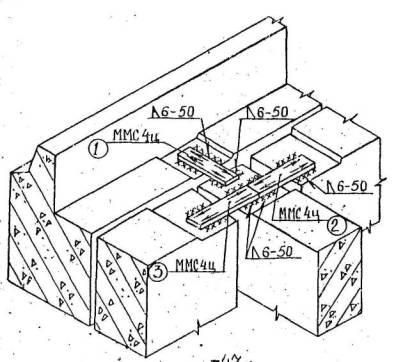
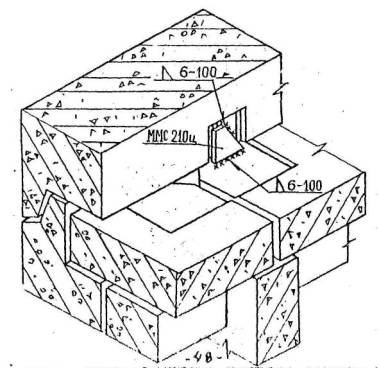
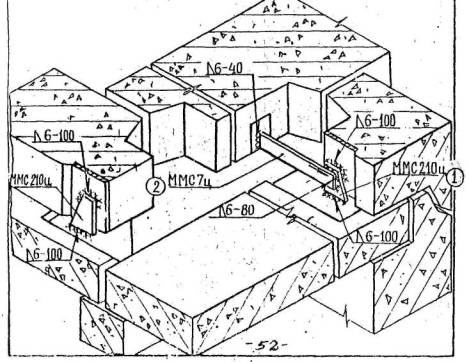
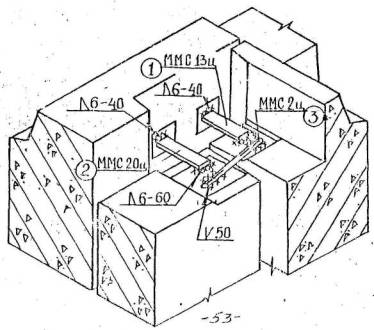
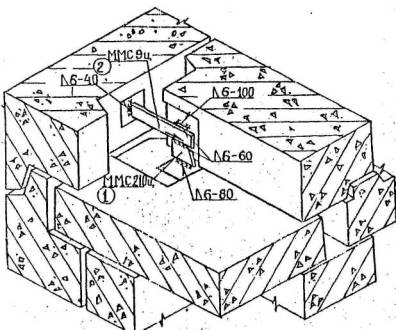
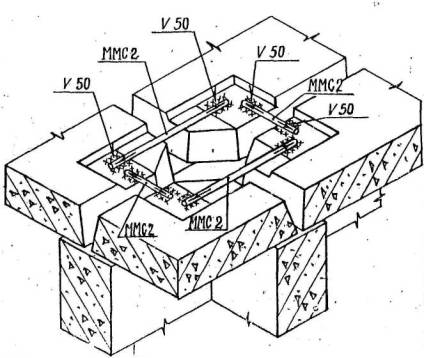
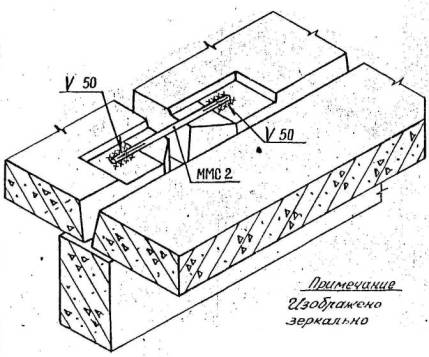
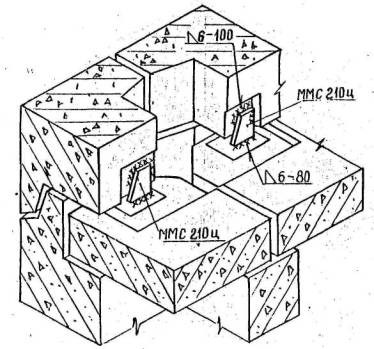
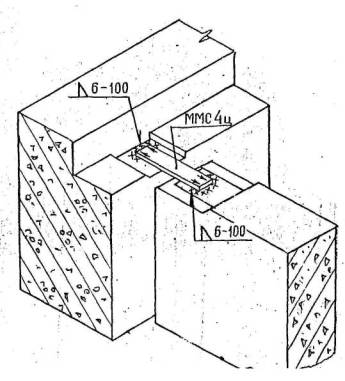
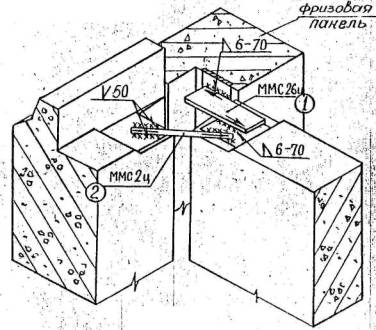
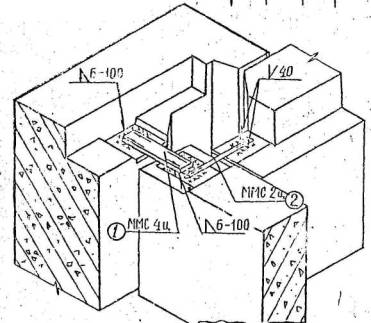
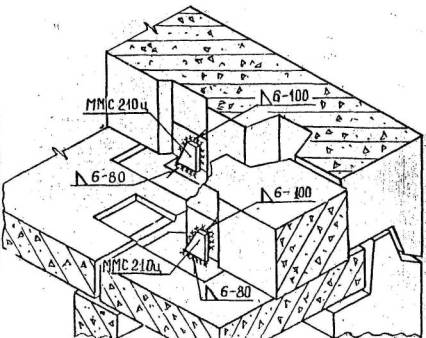
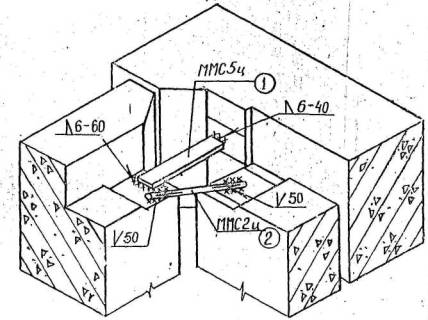
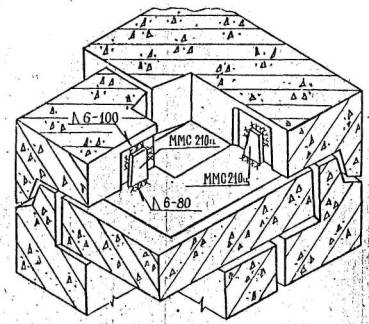
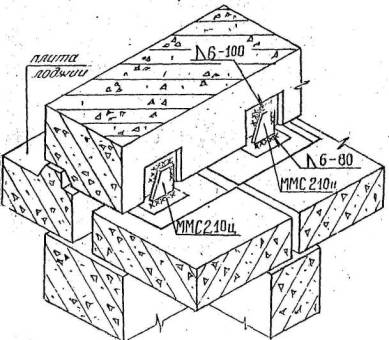
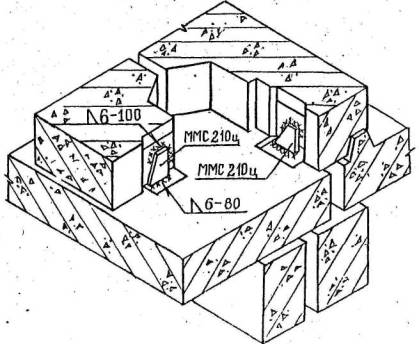
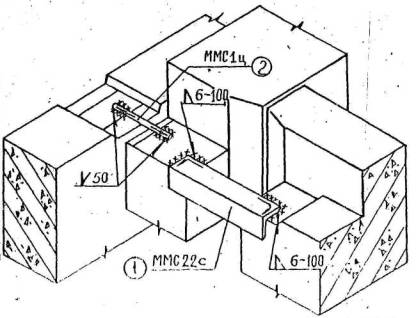
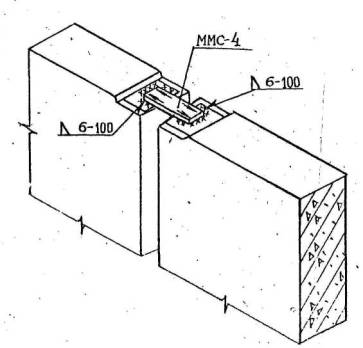
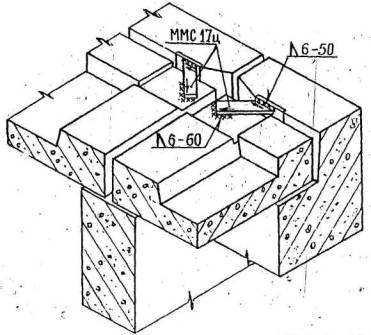
3. В технологических картах для большей наглядности узлы примыканий сборных железобетонных элементов изображены в аксонометрических проекциях. Кроме того, в картах приведены рекомендации по выбору способов сварки, сварочных материалов, оборудования и режимов сварки. Первая строка режимов приведена для полуавтоматической сварки голой легированной проволокой, вторая - для ручной электродуговой сварки.
Режимы сварки в картах указаны для производства работ при положительной температуре воздуха. При отрицательной температуре силу тока сварки следует повышать на 5% на каждые 10°С понижения температуры воздуха.
4. Расход сварочных материалов определен по ЕНиР с коэффициентом расхода: для электродов - 1,7 (по каталогу "Электроды для дуговой сварки и наплавки", Киев- 1967 г.) и для сварочной проволоки - 1,1 (по данным института им. Е.О. Патона). Коэффициент корректировки выхода наплавленного металла из одного электрода принят равным единице - для длины огарка 50 мм.
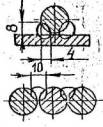
5. Сварные узлы на монтажных схемах обозначены знаками, например
![]()
где в числителе указан номер узла по проекту МНИИТЭП, а в знаменателе - лист карты, на которой дана технология сварки.
Примеры:
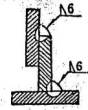
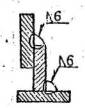
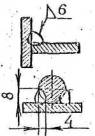
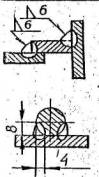
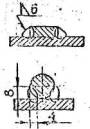
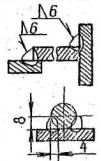
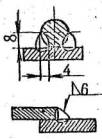
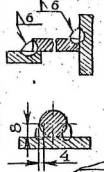
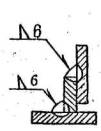
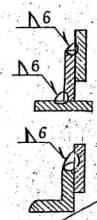
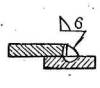
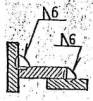
а) обозначение монтажного видимого сплошного шва углового, таврового или нахлесточного сварного соединения:
хххххххххх
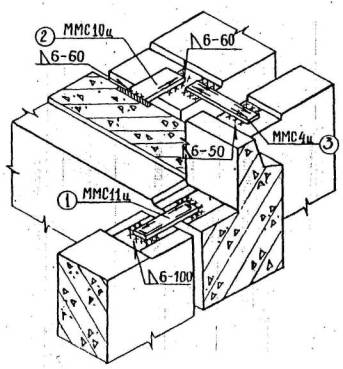
б) основное обозначение одностороннего шва без скоса кромок;
где: ∆ - условный графический, знак шва;
8 - катет шва, мм;
90 - длина шва, мм;
(1) - последовательность сварки по переходам.
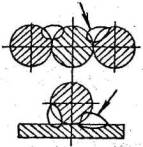
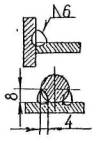
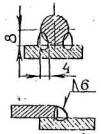
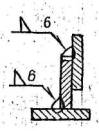
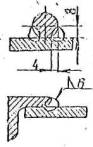
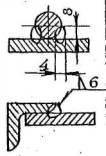
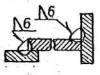
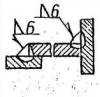
в) основное обозначение двустороннего шва в нахлесточном соединении стержней арматуры с плоским элементом:
![]()
где: V - условный графический знак шва;
В - ширина шва, мм (принимается равной 0,5 диаметра, на картах не показана);
e - длина шва, мм (по проекту);
(3) - последовательность сварки по переходам.
Направление сварки на чертежах технологических карт указано стрелками.
6. Сварку и прихватку сварных соединений должны производить электросварщики не ниже 3-го разряда, имеющие удостоверение, устанавливающее их квалификацию и характер работ, к которым они допущены.
Перед допуском сварщиков к работе они должны пройти технологические испытания, выполнить пробную сварку данных соединений в присутствии мастера или прораба.
7. Полуавтоматическая сварка голой легированной проволокой осуществляется с применением сварочной проволоки по ГОСТ 2246-70*.
Марки сварочной проволоки должны удостоверяться сертификатами. На мотках или катушках сварочной проволоки должны быть бирки.
Сварочную проволоку следует очищать от ржавчины, масла и др. загрязнений.
8. Для ручной электродуговой сварки применяются электроды, удовлетворяющие требованиям ГОСТ 9466-75 и ГОСТ 9467-75.
Электроды следует рассортировать по маркам и диаметрам и хранить на полках в сухом помещении. При длительном хранении электродов на складе (более 3-х месяцев) или на месте производства (более 2-х недель) электроды должны прокаливаться в электрической печи в течение 1 часа при температуре 180 - 220°С (для электродов типа Э46) и при температуре 400 - 450°С (для электродов типов Э42А-Ф, Э50А-ф). Прокалка электродов также обязательна при обнаружении влажности покрытия или пористости швов независимо от срока хранения электродов.
8. Все выполненные работы по сварке стыков закладных и соединительных деталей должны регистрироваться в "Журнале сварочных работ и антикоррозионной защиты". Журнал ведется мастером и контролируется производителем работ не реже одного раза в декаду, о чем делаются записи в журнале. Проверять качество и вносить в журнал сварочных работ замечания имеют право также лица, контролирующие строительство.
II. СВАРКА ЗАКЛАДНЫХ И СОЕДИНИТЕЛЬНЫХ ДЕТАЛЕЙ ПРИ НИЗКИХ ТЕМПЕРАТУРАХ
1. Соединение сварных узлов должно осуществляться полуавтоматической сваркой голой легированной проволокой (метод СОДГП) или ручной электродуговой.
2. Для получения высокого качества сварных соединений при низких температурах необходимо применять стали с температурой хладноломкости более высокой, чем температура, при которой эксплуатируется изделие. Указанным целям удовлетворяет мартеновская спокойная сталь, имеющая критическую температуру хрупкости около -40 С.
3. Для повышения качества сварных, соединений необходимо также обеспечить:
- использование сварочных материалов высокого качества, организацию сушки электродов;
- применение подогрева свариваемых изделий до 100-150°С пламенем газового резака при температуре воздуха ниже -30°С;
- применение постоянного тока на обратной полярности для ручной электродуговой сварки;
- строгое соблюдение технологии сборочно-сварочных работ (порядка сборки элементов, очистки закладных и соединительных деталей от бетона, ржавчины, масла, снега, последовательности сварки).
4. При сварке в условиях низких температур опасность образования трещин возникает в зоне, где прерывается процесс сварки, так как трещины в кратере или около него возникают при полном охлаждении шва. Следовательно, нужно организовать работу так, чтобы не было перерывов, способствующих охлаждению кратера. Кратеры следует заваривать, оставляя электрод неподвижным до обрыва дуги или совершая им обратное движение в сторону наложения шва.
Нельзя допускать также местных повреждений основного металла или металла сварных швов (надрезов, вмятин и т.п.), так как они могут стать очагом разрушения сварного соединении.
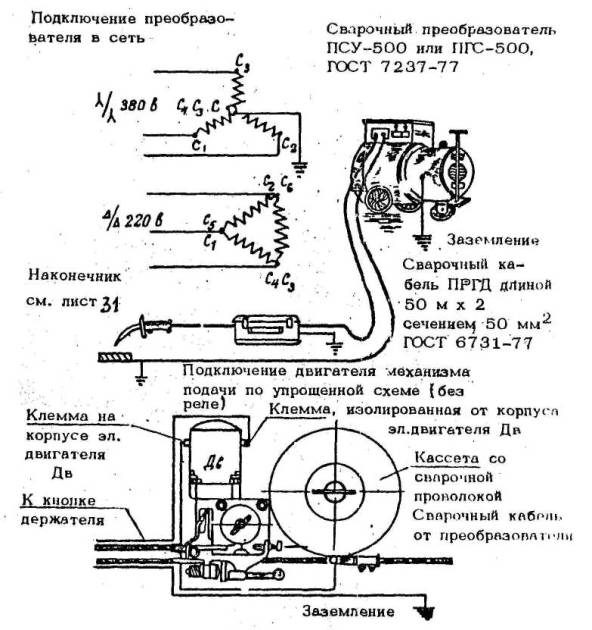
5. Полуавтоматическая сварка открытой дугой голой легированной проволокой производится шланговым полуавтоматом типа А-1114М от источника питания дуги постоянного тока на прямой полярности - преобразователей ПСГ-500, ПСУ-500 с жесткой внешней характеристикой. Сварка производится легированной проволокой сплошного сечения, марки Св-15ГСТЮЦА по ГОСТ 2246-70* без применения допол нительных защитных средств (флюсов, газов, покрытий и порошков).
Режимы сварки проволокой Св-15ГСТЮЦА с применением полуавтомата А-1114М, работающего по упрощенной электрической схеме, приведенной на листе, даны в табл. 1.
Таблица 1
|
Толщина металла, мм |
Диаметр свар. проволоки, мм |
Диаметр подающего ролика, мм |
Напряжение, В |
Сила тока, А |
Кол-во слоев |
|
6 - 10 |
1,6 |
25 |
25 |
170 |
1 |
|
12 - 16 |
2,0 |
30 |
27 |
190 |
2 |
Техника, сварки открытой дугой отличается от ручной электродуговой следующими особенностями:
а) сварка вертикальных швов ведется сверху вниз;
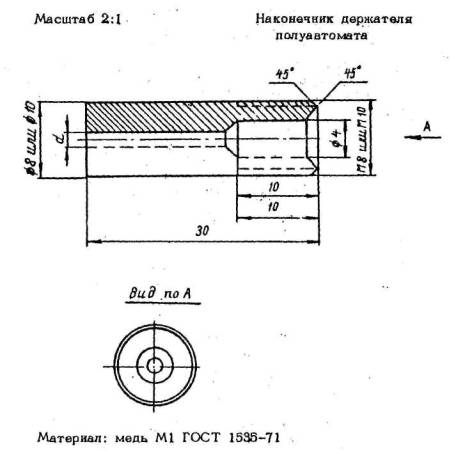
б) при сварке наконечник держателя полуавтомата должен быть расположен перпендикулярно к линии наложения шва;
в) вылет сварочной проволоки должен быть в пределах 12 - 15 мм.
6. Ручная электродуговая сварка осуществляется электродами типа Э46-Т по ГОСТ 9467-75 (марки АНО-3, АНО-4, МР-3, ОЗС-4) от источников питания дуги постоянного тока, обратной полярности - преобразователей ПСУ-500, ПД-500 и др.
Режимы сварки электродами АНО-3 и АНО-4 приведены в табл. 2.
Для электродов АНО-4 допускается сварка на повышенных режимах.
При отрицательных температурах силу тока сварки следует повышать на 5% на каждые 10°С понижения температуры.
Таблица 2
|
Диаметр электрода, мм |
Сила тока, А |
||
|
Пространственное положение шва |
|||
|
нижнее |
вертикальное |
потолочное |
|
|
3 |
110 - 140 |
90 - 110 |
100 - 120 |
|
4 |
160 - 200 |
130 - 160 |
150 - 180 |
|
5 |
180 - 270 |
140 - 170 |
- |
Схемы внешних соединений сварочного полуавтомата А-1114М
III. КОНТРОЛЬ КАЧЕСТВА СВАРКИ
1. Качество сварных соединений должно систематически контролироваться, следующими способами:
а) повседневной проверкой правильности выполнения технологического процесса;
б) наружным осмотром всех соединений невооруженным глазом и с помощью лупы 5 кратного увеличения, а также измерением фактических размеров швов;
в) механическим испытанием контрольных образцов.
При неудовлетворительных результатах испытания сварных контрольных образцов производятся повторные механические испытания образцов.
2. Прораб или мастер, которым поручено контролировать качество сварных соединений на строящемся здании, должны проверять:
а) перед сваркой:
- квалификацию сварщика;
- исправность сварочного оборудования;
- качество сварочных материалов;
- обеспеченность сварщика необходимым инструментом;
- подготовку сварных соединений под сварку;
- выбор режима сварки;
б) в процессе сварки:
- режимы сварки (напряжение дуги, сила тока, скорость подачи сварочной проволоки);
- технику выполнения сварки (последовательность наложения швов, направление сварки, вылет сварочной проволоки, угол наклона электрода);
- послойную зачистку сварных швов;
в) после сварки:
- зачистку сварных швов от шлака и окалины;
- простановку клейма сварщика;
- наличие дефектов в сварных швах, причины образования и способы устранения.
3. Дефекты швов должны быть устранены удалением бракованного металла с последующей заваркой и контролем качества наложенных швов.
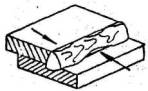
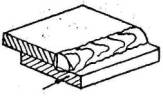
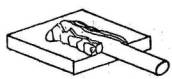
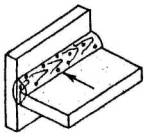
Дефекты сварных швов, причины их образования и способы устранения
|
Дефекты сварного шва, выявленные визуально или замером шаблонами |
Причины образования и устранение дефектов |
|
Смешение шва |
1. Низкая квалификация сварщика 2. Неправильный наклон электрода или держателя Дефектные места сварного шва подварить |
|
Неравномерное сечение шва |
1. Низкая квалификация сварщика 2. Неправильный режим сварки 3. Неправильное ведение электрода Подварка дефектных участков в соответствии с проектными разменами |
|
Наплывы или натеки |
1. Неправильный режим сварки 2. Неправильный наклон электрода или держателя 3. Наличие большого слоя окалины на свариваемых кромках Участки наплывов необходимо удалить, затем подварить сварной шов |
|
Подрезы при сварке арматуры с плоскими элементами проката |
1. Большая сила сварочного тока и напряжения дуги 2. Неправильный наклон электрода или держателя Подварить путем наложения ниточного шва |
|
Подрезы при сварке угловых швов |
1. Большая сила сварочного тока и напряжения дуги 2. Неправильный наклон электрода или держателя Подварить путем наложения дополнительного ниточного шва |
|
Незаплавленный кратер |
1. Резкий обрыв дуги 2. Большая сила тока или напряжения Кратер заварить. Режим сварки отрегулировать |
|
Поры |
1. Металл не очищенный от масла, ржавчины, грязи 2. Влажные электроды 3. Большая скорость сварки 4. Сварка длинной дугой Дефектные места вырубить и вновь заварить. Электроды перед сваркой просушить. Металл . очистить от грязи, ржавчины и пр. |


IV. ТЕХНИКА БЕЗОПАСНОСТИ
При производстве электросварочных работ
1. К производству электросварочных работ допускаются сварщики, прошедшие медицинское освидетельствование, обученные правилам техники безопасности и получившие удостоверения на право производства работ.
2. Электросварщик во время работы должен быть одет в брезентовый костюм, брезентовые рукавицы и кожаные ботинки, а лицо и глаза должны быть защищены маской с защитным стеклом (светофильтром). При работе в условиях низких температур необходимо также обеспечить сварщиков теплой спецодеждой.
3. Подсобные рабочие, работающие, совместно с электросварщиком, в зависимости от условий обеспечиваются щитками или очками.
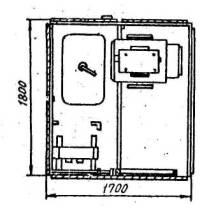
4. Для защиты сварочного оборудования от механических повреждений и атмосферных осадков его необходимо размещать в переносном сварочном посте конструкции треста Мосоргстрой (арх. № 3380, см. лист 25 ).
5. Подключать в электросеть и отключать из сети сварочное оборудование должны только электромонтеры. Запрещается производить эти операции сварщикам.
6. Со стороны низкого напряжения к сварочному оборудованию должны быть подключены провода сечением 50-70 мм2 марки ПРГД. Запрещается подавать напряжение на свариваемое изделие через систему последовательно соединенных металлических стержней, трубок, рельсов и др. предметов.
7. Сварочное оборудование, а также свариваемые конструкции и изделия должны быть заземлены.
8. Запрещается пользоваться неисправным оборудованием, а также производить ремонт сварочного оборудования при включенном рубильнике.
9. Запрещается производить электросварочные работы под открытым небом во время дождя, грозы или сильного снегопада. При силе ветра более шести баллов сварочные работы на высоте запрещаются.
10. При работе на высоте сварщики и другие рабочие должны быть снабжены проверенными и испытанными предохранительными поясами, без которых они не должны допускаться к производству работ.
11. Выполнять сварочные работы на высоте с лесов подмостей, люлек разрешается только после проверки этих устройств руководителем работ, а также принятия мер против загорания настилов и падения расплавленного металла на работающих или проходящих, внизу людей.
При производстве работ по газовой резке металла
1. К работе с аппаратурой для газовой резки допускаются рабочие, прошедшие медицинское освидетельствование и специальное обучение правилам техники безопасности и получившие удостоверения на право производства работ.
2. Во время работы газорезчик должен надевать защитные очки, брезентовый костюм с огнестойкой пропиткой и рукавицы. Запрещается работать в промасленной одежде, пропитанной бензином или керосином.
3. Расстояние от рабочего места газорезчика до огнеопасных материалов, электроустановок, а также до опасной монтажной зоны должно быть не менее 10 м.
4. Баллоны с горючим газом и кислородом должны устанавливаться, транспортироваться и храниться отдельно в специальных контейнерах.
5. Контейнеры с кислородом и горючим газом должны устанавливаться в стороне от проходов, электрических и нагревательных установок.
6. На баллонах с газом, оказавшихся неисправными, должна быть сделана надпись мелом: "Осторожно, баллон неисправен".
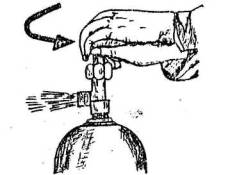
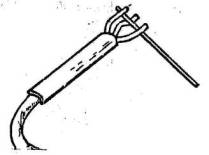
7. Перед присоединенном редуктора к вентилю баллона необходимо продуть штуцер вентиля (см. рис.), убедиться в исправности фибровой прокладки на штуцере редуктора и резьбы накидной гайки редуктора, в отсутствии на них загрязнений и масла. После установки редуктора надо убедиться в плотности его присоединения к баллону путем кратковременного открытия вентиля баллона.
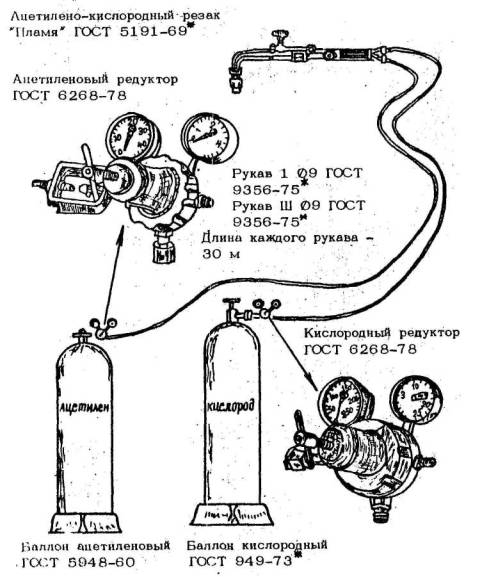
8. Перед присоединением рукава к редуктору и резаку необходимо проверить исправность резьбы накидной гайки штуцера. Присоединение рукавов должно быть плотным, надежным во избежание отрыва во время работы. Схему соединений поста см. лист 18.
9. Рукава должны применяться в соответствии с их назначением. Не допускается применение кислородных рукавов для подачи ацетилена и наоборот.
10. Присоединение и отсоединение рукавов должно производиться при закрытых вентилях.
11. Пересечение рукавов с тросами, электрокабелями, сварочными проводами и пневматическими шлангами не допускается.
12. При отсутствии специальных бензоустойчивых рукавов применять бензин для резки металла запрещается.
13. Запрещается подходить с зажженным резаком к бачку с горючим.
14. Не разрешается работать резаком, пропускающим горючее.
15. При воспламенении рукава или редуктора немедленно закрыть вентиль на кислородном баллоне и на баллоне с горючим газом.
Схема поста для ацетилено-кислородной резки металла
16. Во избежание обратного удара пламени следует держать резак на расстоянии 7 - 10 мм от металла. При возникновении обратного удара и хлопков необходимо закрыть на резаке ацетиленовый и кислородный вентили, перекрыть вентили на баллонах, охладить резак в воде, проверить рукава и продуть их газами. После охлаждения резака необходимо прочистить сопло латунной шпилькой, отрегулировать давление и продуть резак кислородом.
17. Отогревание замерзших вентилей кислородных баллонов допускается только чистой ветошью, смоченной в горячей воде.
18. Давление в бачке с горючим не должно превышать давления подводимого кислорода.
19. Отбор кислорода или пропан-бутана из баллона может производиться до остаточного давления не ниже 0,5 кгс/см2.
20. Этилированный бензин для газовой резки применять запрещается.
21. Следует соблюдать правильную очередность пользования запорными вентилями при зажигании резака. Первым должно быть пущено горючее, затем подогревающий кислород и зажжено пламя; после подогрева испарителя необходимо открыть вентиль кислорода. При тушении сначала закрыть вентиль горючего, а затем - вентиль подачи кислорода.
Правила противопожарной безопасности
1. Сварщик или резчик может приступить к работе только после получения специального квалификационного удостоверения с талоном по технике пожарной безопасности и прохождения противопожарного техминимума на строительной площадке.
2. Рабочее место при производстве огневых работ должно быть очищено от горючих и легковоспламеняющихся материалов, а сгораемые конструкции и изделия - защищены металлическими экранами и листами.
3. Рабочее место необходимо обеспечить средствами пожаротушения (огнетушителем, ящиком с песком и баком с водой).
4. После окончания работы необходимо тщательно проверить рабочее место, а также нижележащие площадки и этажи и с целью обнаружения скрытых очагов загораний, устранить нарушение, могущее привести к возникновению пожара.
5. При обнаружении очагов пожара необходимо немедленно вызнать пожарную команду и принять меры к ликвидации загорания или пожара имеющимися средствами пожаротушения,
V. ПРОТИВОКОРРОЗИЙНАЯ ЗАЩИТА СТАЛЬНЫХ СВЯЗЕЙ, ПРОТЕКТОРНЫМ ГРУНТОМ
1. Для предотвращения разрушения металла стальные закладные и соединительные детали в сопряжениях наружных и внутренних поясных блоков, изделий фриза, настилов перекрытия и лоджий должны иметь защитное противокоррозийное цинковое покрытие толщиной, 0,12 - 0,15 мм согласно СНиП II -28-73, а после их сварки зона сварного шва шириной 20-40 мм должна быть окрашена цинковым протекторным грунтом толщиной 0,12 - 0,15 мм согласно ВСН-19-67 Главмосстроя.
2. Цинковый протекторный грунт должен быть приготовлен на заводе или в лаборатории, в готовом виде - в герметически закрытых банках емкостью 0,5-1 литр либо разнокомпонентно, но с точной дозировкой: цинковая пыль- в пакете, лак - в пузырьке.
3. Для нанесения протекторного грунта на оцинкованные закладные и соединительные стальные детали в построенных условиях в теплое и холодное время года применяется, -ручной комбинированный бачок РКБ-1М (см. лист 22). В комплект входит металлическая щетка и филенчатая кисть. Протекторный грунт наливают в круглую емкость бачка, а скипидар и растворитель - в прямоугольные боковые емкости.
4. Перед нанесением протекторного грунта поверхность сварного шва и прилагающего цинкового покрытия очищают от брызг металла, шлака и пыли с помощью металлической щетки, доведя ее до стального блеска, затем ветошью, смоченной в скипидаре, протирают ее. В зимнее время это делают не позднее чем через 10 мин. после сварки, чтобы металл был теплым.
5. Протекторный грунт наносится кистью в 2 - 3 слоя, причем каждый последующий слой наносится по высохшему предыдущему слою до получения толщины пленки 0,12-0,15 мм, что устанавливается магнитным толщиномером ИТП-1 Ленинаканского приборостроительного завода. Рекомендуется последовательно окрашивать 5-7 узлов, переходя по кругу от одного к другому для послойной окраски.
6. Кисть промывают в растворителе Р-4 или Р-5 ( ГОСТ 7827-77), в котором, кроме этого, можно разбавлять загустевший грунт.
7. При температуре наружного воздуха ниже 5°С пространство между стенками бачка заполняют горячей водой с добавкой нитрита натрия в количестве 5% от веса воды, а сам бачок утепляют ватным кожухом.
8. При нанесении протекторного грунта, образующего пары ацетона и растворителя, запрещается: курить, зажигать спички, подогревать воду в бачке, вести сварочные работы в зоне 10 м от места работы.
9. При размешивании состава протекторного грунта рабочему необходимо производить эти операции только в защитных очках.
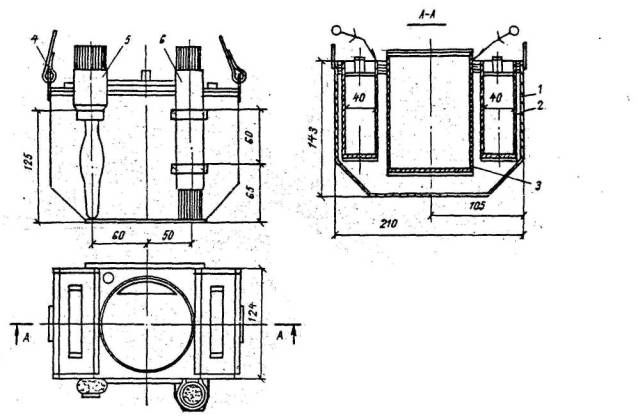
Схема бачка для протекторно-цинкового грунта:
1 - бачок для воды; 2 - бачок для скипидара и растворителя; 3 - бачок для
протекторно-цинкового грунта; 4 - ремень; 5 - щетка филенчатая; 6 - щетка
торцовая металлическая
ОБОРУДОВАНИЕ, ИНСТРУМЕНТ, ИНВЕНТАРЬ И ПРИСПОСОБЛЕНИЯ
|
№ п/п |
Наименование, назначение, ГОСТ или № чертежа |
Иллюстрации |
|
1 |
Пост переносной для размещения сварочного оборудования Чертеж № 3580 треста Мосоргстрой |
|
|
Схемы внешних, соединений сварочные о оборудования см. лист .11 |
|
|
|
2 |
Преобразователь однопостовой сварочный типа ПСУ-500 или ПД-500 Сварочный кабель ПРГД длиной 50 м ´ 2 сечением 50 мм ГОСТ 6731-77 |
|
|
3 |
Маска сварщика ГОСТ 1361-69 со светофильтрами ГОСТ 9497-60,мар ки: Э-2 - для ручной электродуговой и сварки СОДГП |
|
|
4 |
Каска для предохранения головы от ударов ГОСТ 9819-61 |
|
|
5 |
Электрододержатель Чертеж № 1164 треста Мосоргстрой |
|
|
6 |
Молоток шанцевый (2,19 кг) ГОСТ 11042-72 |
|
|
7 |
Зубило слесарное 20 ´ 50° ГОСТ 7211-72 |
|
|
8 |
Метр металлический складной для проверки размеров деталей в сварных швов ГОСТ 7253-57 |
|
|
9 |
Ключ разводной для монтажа оборудования ГОСТ 7255-75 |
|
|
10 |
Щетка металлическая торцевая для очистки деталей от ржавчины, грязи Чертеж № 3858.04 треста Мосоргстрой |
|
|
11 |
Щетка стальная прямоугольная для очистки деталей от ржавчины, грязи Изготовляется промышленностью |
|
|
12 |
Отвертка А-200 ´ 0,9 для монтажа оборудования ГОСТ 17199-71 |
|
|
13 |
Пояс предохранительный для предотвращения падения при работе на высоте ГОСТ 5718-67 |
|
|
14 |
Молоток для обивки шлака, окалины, бетона Изготовляется на стройплощадке |
|
|
15 |
Плоскогубцы для монтажа оборудования ГОСТ 5547-75 |
|
|
16 |
Столик-стремянка для сварки узлов Чертеж № 2677 треста Мосоргстрой |
|







Катушка для сварочной проволоки
Изготовляется на строительной площадке
|
Диаметр электродной проволоки, мм |
d - диаметр отверстия мм |
|
1,6 |
1.8 |
|
2,0 |
2,2 |
|
2,5 |
2,7 |
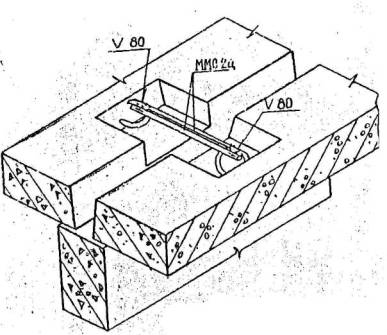
ТЕХНОЛОГИЧЕСКИЕ КАРТЫ НА СВАРКУ УЗЛОВ СОЕДИНЕНИЙ ПАНЕЛЕЙ НАРУЖНЫХ СТЕН С ПАНЕЛЯМИ ВНУТРЕННИХ СТЕН И ПЕРЕКРЫТИЙ
|
|
Соединение наружной стены с внутренней |
УЗЕЛ 02-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока ЭП-439, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 5ц |
|
0,05 |
0,08 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||

|
|
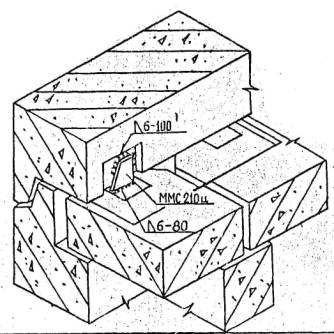
Соединение наружной стены с панелью перекрытия |
УЗЕЛ 02-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока ЭП-439, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 210ц |
|
0,04 |
0,06 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||
|
|
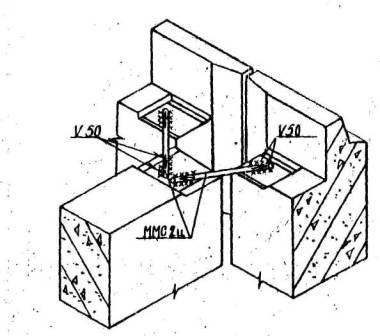
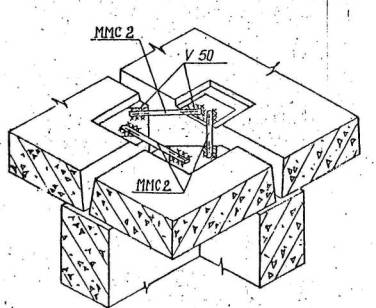
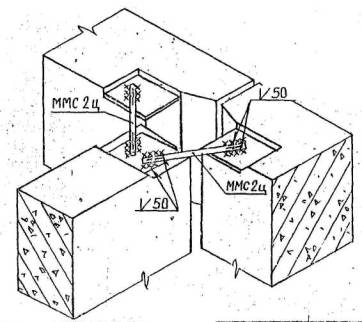
Соединение наружных стен с панелью внутренней стены |
УЗЕЛ 03-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока ЭП-439, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 2ц |
|
0,14 |
0,21 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||

|
|
Соединение панелей наружных стен с панелями перекрытия |
УЗЕЛ 03-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока ЭП-439, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 210ц |
|
0,07 |
0,11 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||

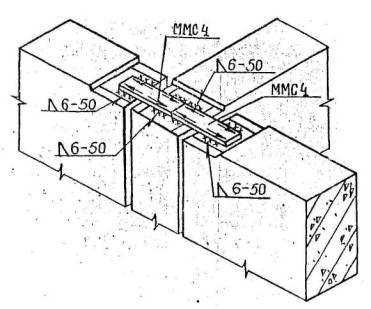
|
|
Соединение панелей наружных и внутренних стен |
УЗЕЛ 04-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока ЭП-439, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
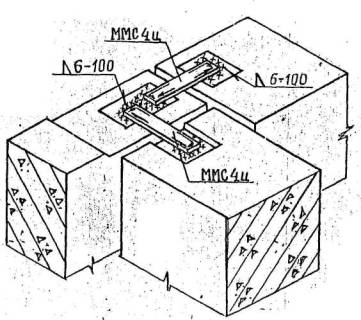
|
(1) ММС 4ц
ММС 5ц (2) |
|
0,08 |
0,13 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||

|
|
Соединение панелей наружных стен с панелью перекрытия |
УЗЕЛ 04-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока ЭП-439, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 210ц |
|
0,07 |
0,11 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||

|
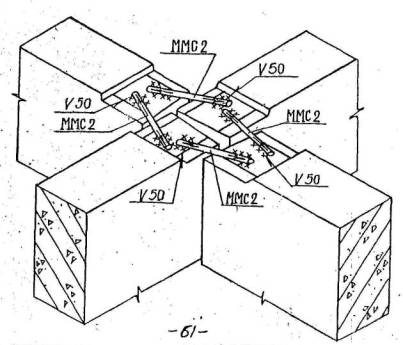
|
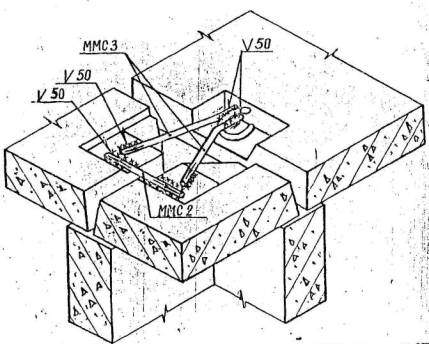
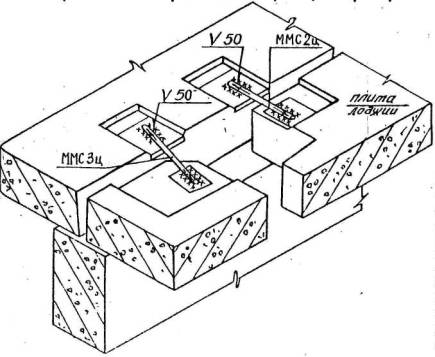
Стык наружных панелей с внутренней стеной |
УЗЕЛ 05н-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока ЭП-439, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 2ц ММС 3ц ММС 30ц |
|
0,24 |
0,38 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||

|
|
Соединение панелей наружных стен с панелью перекрытия |
УЗЕЛ 05н-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока ЭП-439, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 210ц |
|
0,07 |
0,11 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||

|
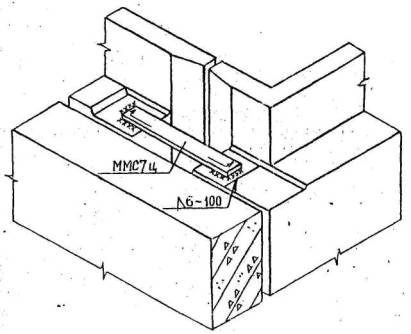
|
Соединение панелей наружных стен |
УЗЕЛ 06н-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока Св-15ГСТЮЦА, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 7ц |
|
0,04 |
0,06 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||

|
|
Соединение панелей наружных стен с панелями перекрытия |
УЗЕЛ 06н-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока Св-15ГСТЮЦА, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
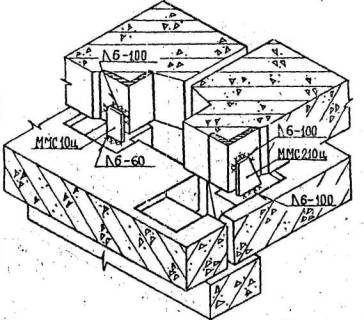
ММС 10ц ММС 210ц |
|
0,08 |
0,12 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||
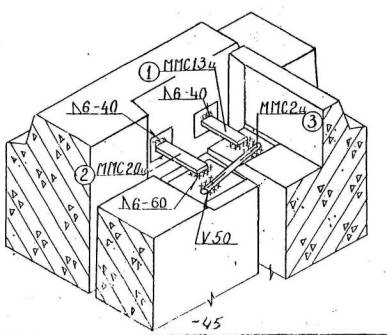
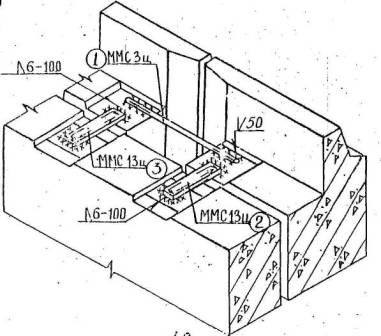
|
|
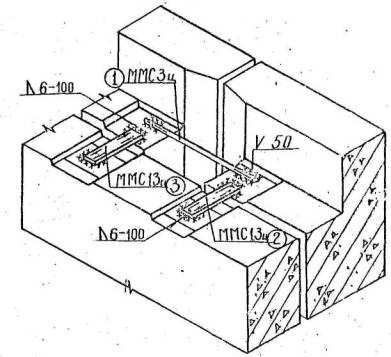
Соединение наружных торцевых панелей с внутренней стеной |
УЗЕЛ 07н-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока Св-15ГСТЮЦА, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 13ц (1) ММС 20ц (2) ММС 2ц (3) |
|
0,11 |
0,17 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||
|
|
Соединение наружных торцевых панелей с панелями перекрытия |
УЗЕЛ 07н-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока Св-15ГСТЮЦА, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 210ц (1) ММС 9ц (2) |
|
0,08 |
0,12 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||
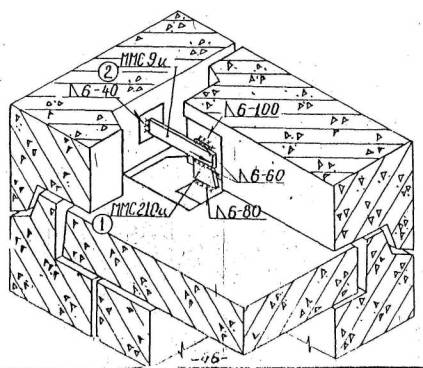
|
|
Соединение наружной торцевой панели с панелями внутренних стен |
УЗЕЛ 09н-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока Св-15ГСТЮЦА, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 4ц |
|
0,13 |
0,19 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||
|
|
Соединение наружной панели с панелями перекрытия |
УЗЕЛ 09н-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока Св-15ГСТЮЦА, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 210ц |
|
0,04 |
0,06 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||
|
|
Соединение наружных торцевых панелей с внутренней стеной |
УЗЕЛ 10н-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока Св-15ГСТЮЦА, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 3ц (1) ММС 13ц (2)(3) |
|
0,15 |
0,23 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||
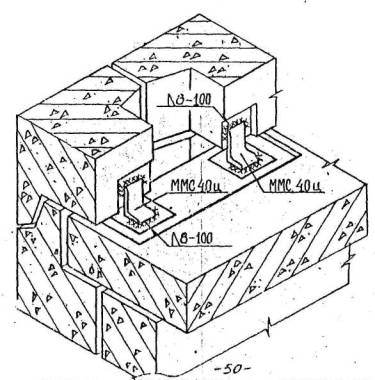
|
|
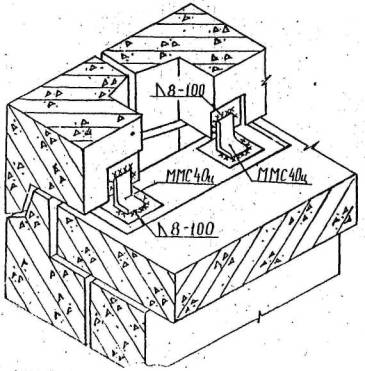
Соединение наружных торцевых панелей с панелями перекрытия |
УЗЕЛ 10н-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока Св-15ГСТЮЦА, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 40ц |
|
0,14 |
0,21 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||

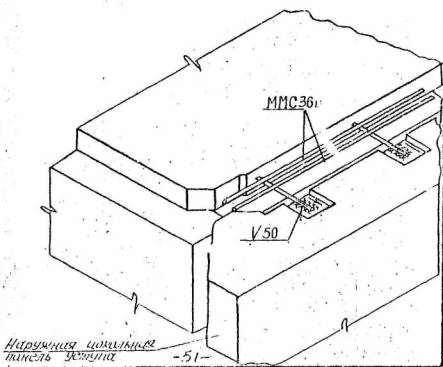
|
|
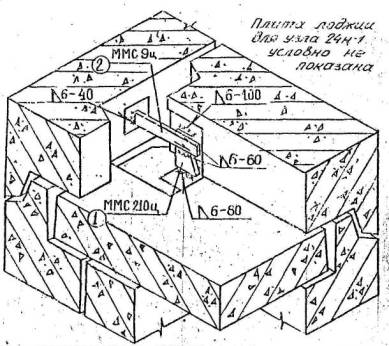
Сварка арматурного вкладыша между панелями перекрытия и наружными цокольными панелями угла уступа |
УЗЕЛ 22-1а 23-1а |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока Св-15ГСТЮЦА, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 36ц |
|
0,07 |
0,11 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||

|
|
Сопряжение наружных стеновых панелей с панелями перекрытия над техподпольем |
УЗЕЛ 22-1а 23-1а |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока Св-15ГСТЮЦА, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 210ц (1) ММС 7ц (2) |
|
0,11 |
0,17 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||
|
|
Соединение наружных торцевых панелей с внутренней стеной |
УЗЕЛ 24н-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока Св-15ГСТЮЦА, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 13ц (1) ММС 20ц (2) ММС 2ц (3) |
|
0,11 |
0,17 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||
|
|
Соединение наружных торцевых панелей с панелями перекрытия |
УЗЕЛ 24н-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока Св-15ГСТЮЦА, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 210ц (1) ММС 9ц (2) |
|
0,08 |
0,12 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||

ТЕХНОЛОГИЧЕСКИЕ КАРТЫ НА СВАРКУ УЗЛОВ СОЕДИНЕНИЙ ПАНЕЛЕЙ ВНУТРЕННИХ СТЕН МЕЖДУ СОБОЙ
|
|
Сопряжение панелей внутренних стен |
УЗЕЛ 06-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока Св-15ГСТЮЦА, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 5 |
|
0,03 |
0,05 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||

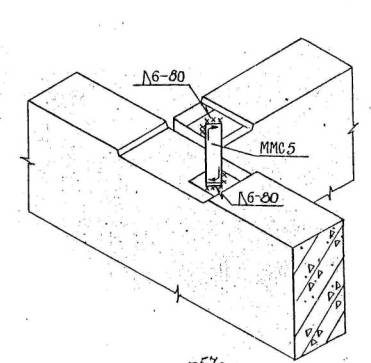
|
|
Сопряжение панелей внутренних стен |
УЗЕЛ 06-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока Св-15ГСТЮЦА, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 5 |
|
0,04 |
0,06 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||

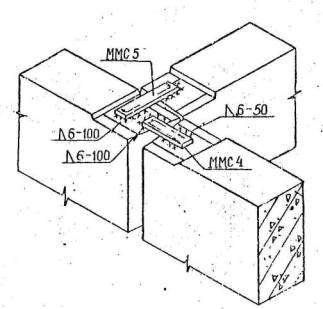
|
|
Сопряжение панелей внутренних стен |
УЗЕЛ 07-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока Св-15ГСТЮЦА, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 4 ММС 5 |
|
0,08 |
0,13 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||

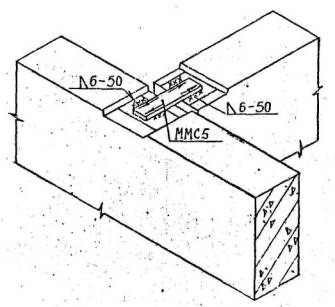
|
|
Сопряжение панелей внутренних стен |
УЗЕЛ 08-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока Св-15ГСТЮЦА, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 4 |
|
0,08 |
0,13 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||
|
|
Сопряжение панелей внутренних стен |
УЗЕЛ 08-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока Св-15ГСТЮЦА, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 2 |
|
0,22 |
0,34 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||

ТЕХНОЛОГИЧЕСКИЕ КАРТЫ НА СВАРКУ УЗЛОВ СОЕДИНЕНИЙ ПАНЕЛЕЙ ПЕРЕКРЫТИЯ МЕЖДУ СОБОЙ
|
|
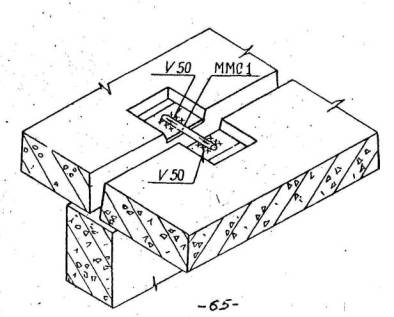
Соединение панелей перекрытия между собой |
УЗЕЛ 01-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока Св-15ГСТЮЦА, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 1 |
|
0,07 |
0,11 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||
|
|
Соединение панелей перекрытия между собой |
УЗЕЛ 01а-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока Св-15ГСТЮЦА, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 2ц |
|
0,11 |
0,17 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||

|
|
Соединение панелей перекрытия между собой |
УЗЕЛ 02-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока Св-15ГСТЮЦА, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 2 |
|
0,2 |
0,32 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||

|
|
Соединение панелей перекрытия между собой |
УЗЕЛ 02а-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока ЭП-439, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 2 ММС 3 |
|
0,14 |
0,21 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||
|
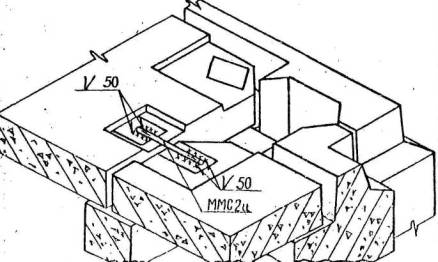
|
Соединение панелей перекрытия между собой |
УЗЕЛ 03-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока ЭП-439, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 2 |
|
0,28 |
0,42 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||
|
|
Соединение панелей перекрытия между собой |
УЗЕЛ 04-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока ЭП-439, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 2 |
|
0,07 |
0,11 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||

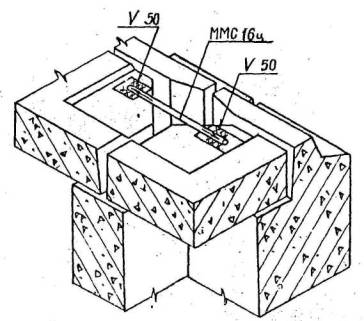
|
|
Соединение панелей перекрытия между собой |
УЗЕЛ 06-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока Св-15ГСТЮЦА, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 16ц |
|
0,07 |
0,11 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||
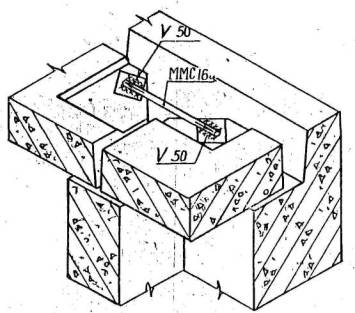
|
|
Соединение панелей перекрытия между собой |
УЗЕЛ 08-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока Св-15ГСТЮЦА, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 16ц |
|
0,07 |
0,11 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||

|
|
Соединение панелей перекрытия между собой |
УЗЕЛ 13-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока Св-15ГСТЮЦА, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 2ц |
|
0,07 |
0,11 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||

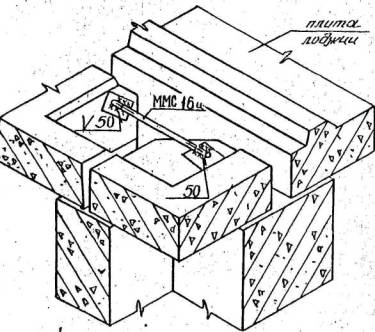
|
|
Соединение панелей перекрытия между собой |
УЗЕЛ 18-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока Св-15ГСТЮЦА, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 16ц |
|
0,07 |
0,11 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||

|
|
Соединение панелей перекрытия между собой |
УЗЕЛ 20-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока Св-15ГСТЮЦА, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 2ц ММС 3ц |
|
0,14 |
0,21 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||

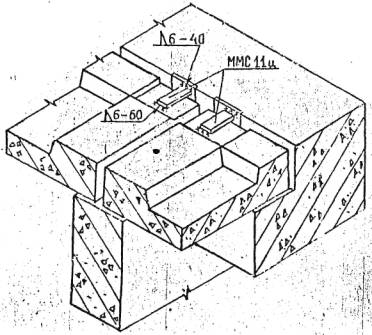
технологические карты на сварку узлов соединений ЭЛЕМЕНТОВ ВХОДА
|
|
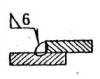
Узлы элементов входа |
УЗЕЛ 01 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока Св-15ГСТЮЦА, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
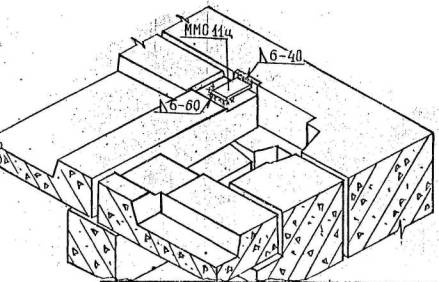
ММС 4ц (3) ММС 10ц (2) ММС 11ц (1) |
|
0,11 |
0,17 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||
|
|
Узлы элементов входа |
УЗЕЛ 03 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока Св-15ГСТЮЦА, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 4ц |
|
0,04 |
0,06 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||

|
|
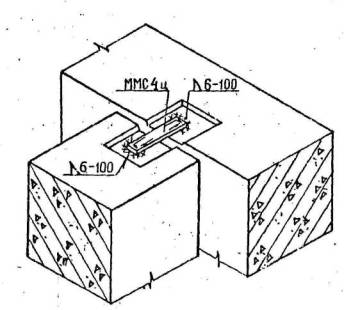
Узлы элементов входа |
УЗЕЛ 04 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока Св-15ГСТЮЦА, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 4с |
|
0,08 |
0,13 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||

|
|
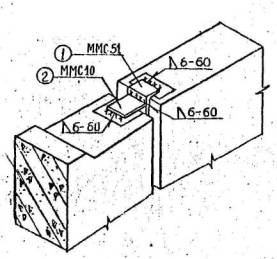
Узлы элементов входа |
УЗЕЛ 05 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока Св-15ГСТЮЦА, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 10 (2) ММС 51 (1) |
|
0,04 |
0,06 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||

ТЕХНОЛОГИЧЕСКИЕ КАРТЫ НА СВАРКУ УЗЛОВ СОЕДИНЕНИЙ ФРИЗОВЫХ ПАНЕЛЕЙ С ПАНЕЛЯМИ ПЕРЕКРЫТИЯ И ОПОРНЫМИ СТЕНАМИ
|
|
Вертикальный стык наружных фризовых стен с внутренней опорной стеной |
УЗЕЛ 01а-1 01-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока ЭП-439, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 2ц |
|
0,14 |
0,21 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||

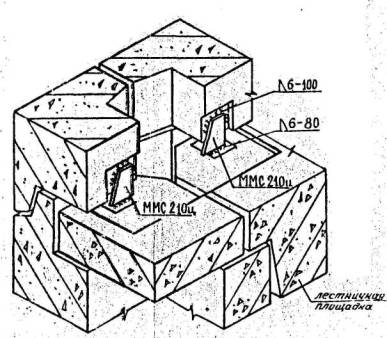
|
|
Стык фризовых панелей с панелями перекрытия и лестничной площадкой |
УЗЕЛ 01а-1, 01-1 02-1, 03-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока ЭП-439, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 210ц |
|
0,07 |
0,11 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||
|
|
Стык наружной фризовой стены с опорной внутренней стеной |
УЗЕЛ 02-1 18-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока ЭП-439, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 44 |
|
0,04 |
0,06 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||

|
|
Вертикальный стык фризовых панелей с внутренней стеной машинного помещения |
УЗЕЛ 03-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока ЭП-439, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 26ц (1) ММС 2ц (2) |
|
0,1 |
0,15 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||
|
|
Стык угла уступа фризовых панелей с внутренней стеной |
УЗЕЛ 04-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока ЭП-439, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 4ц (1) ММС 2ц (2) |
|
0,11 |
0,17 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||
|
|
Вертикальный стык фризовых панелей с внутренней стеной |
УЗЕЛ 04-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока ЭП-439, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 210ц |
|
0,07 |
0,11 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||
|
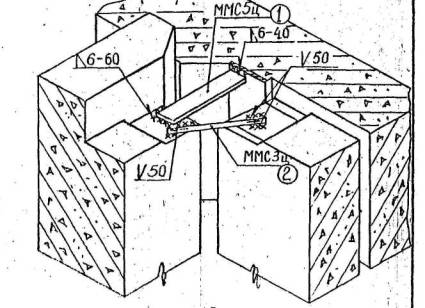
|
Сопряжение фризовых панелей с опорной стенкой |
УЗЕЛ 05н-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока Св-15ГСТЮЦА, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 5ц (1) ММС 2ц (2) |
|
0,1 |
0,14 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||
|
|
Сопряжение фризовых панелей с плитами перекрытия |
УЗЕЛ 05н-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока Св-15ГСТЮЦА, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 210ц |
|
0,07 |
0,11 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||

|
|
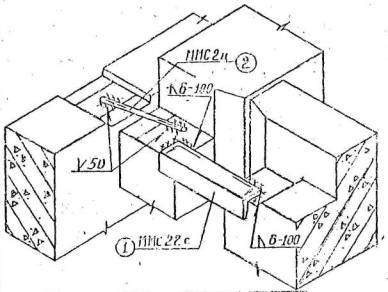
Сопряжение фризовых панелей с опорной стенкой |
УЗЕЛ 06н-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока Св-15ГСТЮЦА, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 2ц (2) ММС 22с (1) |
|
0,11 |
0,17 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||
|
|
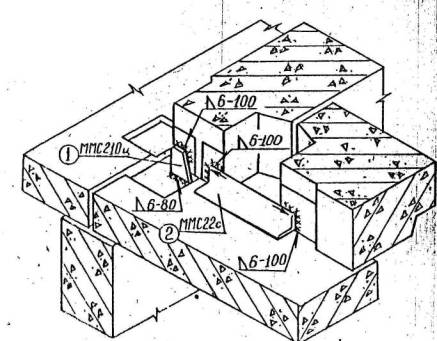
Сопряжение фризовых панелей с плитами перекрытий |
УЗЕЛ 06н-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока Св-15ГСТЮЦА, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 210ц (1) ММС 22с (2) |
|
0,08 |
0,12 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||

|
|
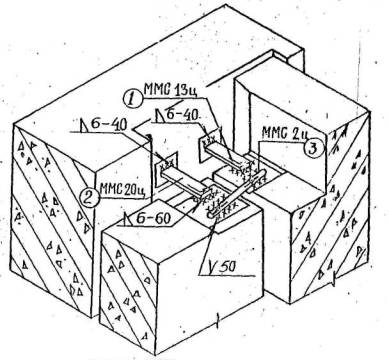
Сопряжение фризовых панелей с опорной стенкой |
УЗЕЛ 07н-1 24н-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока Св-15ГСТЮЦА, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 2ц (3) ММС 13ц (1) ММС 20ц (2) |
|
0,11 |
0,17 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||
|
|
Сопряжение фризовых панелей с панелью перекрытия |
УЗЕЛ 07н-1 24н-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока Св-15ГСТЮЦА, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 210ц (1) ММС 9ц (2) |
|
0,08 |
0,12 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||

|
|
Сопряжение фризовых панелей между собой и с внутренней опорной стенкой |
УЗЕЛ 10н-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока Св-15ГСТЮЦА, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 3ц (1) ММС 13ц (2)(3) |
|
0,15 |
0,23 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||
|
|
Сопряжение фризовых панелей с панелями перекрытия |
УЗЕЛ 10н-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока Св-15ГСТЮЦА, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 40ц |
|
0,14 |
0,21 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||

|
|
Стык наружной фризовой панели с панелями перекрытия |
УЗЕЛ 18-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока ЭП-439, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 210ц |
|
0,07 |
0,11 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||

|
|
Сопряжение фризовых панелей с опорной стенкой |
УЗЕЛ 22-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока ЭП-439, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 5ц (1) ММС 3ц (2) |
|
0,06 |
0,1 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||
|
|
Сопряжение фризовых панелей с балконной панелью перекрытия |
УЗЕЛ 22-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока ЭП-439, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 210ц |
|
0,07 |
0,11 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||
|
|
Сопряжение фризовых панелей с панелями перекрытия |
УЗЕЛ 23-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока ЭП-439, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 210ц (1) ММС 22ц (2) |
|
0,08 |
0,12 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||

|
|
Сопряжение фризовых панелей с опорной стенкой |
УЗЕЛ 23-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока ЭП-439, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 1ц (2) ММС 22с (1) |
|
0,08 |
0,13 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||
ТЕХНОЛОГИЧЕСКИЕ КАРТЫ НА СВАРКУ УЗЛОВ СОЕДИНЕНИЙ ПАНЕЛЕЙ ВНУТРЕННИХ СТЕН
|
|
Сопряжение панелей внутренних стен |
УЗЕЛ 02-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока ЭП-439, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 4 |
|
0,04 |
0,06 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||
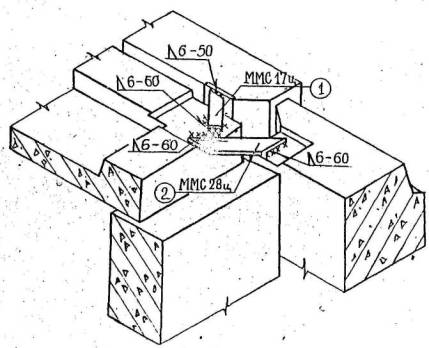
ТЕХНОЛОГИЧЕСКИЕ КАРТЫ НА СВАРКУ УЗЛОВ СОЕДИНЕНИЙ ПАНЕЛЕЙ ПОКРЫТИЯ С ФРИЗОВЫМИ ПАНЕЛЯМИ, МЕЖДУ СОБОЙ И С ОГРАЖДАЮЩИМИ КОНСТРУКЦИЯМИ МАШИННОГО ПОМЕЩЕНИЯ ЛИФТОВ
|
|
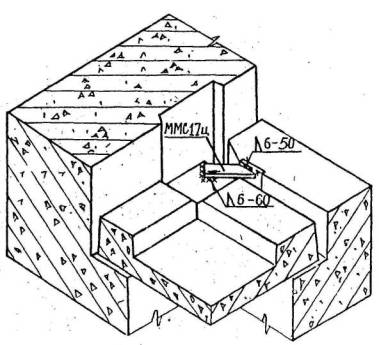
Сопряжение наружных фризовых панелей с панелями перекрытия |
УЗЕЛ 01-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока Св-15ГСТЮЦА, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
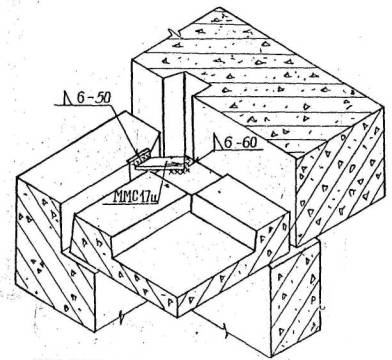
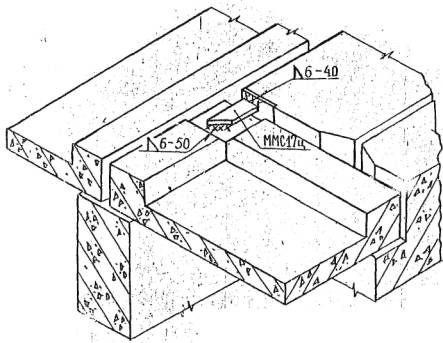
ММС 17ц |
|
0,05 |
0,07 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||
|
|
Сопряжение панелей перекрытия с наружной фризовой панелью |
УЗЕЛ 02-1 09-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока Св-15ГСТЮЦА, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 11ц |
|
0,04 |
0,06 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||
|
|
Сопряжение панелей перекрытия с наружными фризовыми панелями |
УЗЕЛ 03-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока Св-15ГСТЮЦА, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
(1) ММС 17ц ММС 28ц (2) |
|
0,05 |
0,07 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||
|
|
Сопряжение панелей перекрытия с фризовой панелью |
УЗЕЛ 04-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока Св-15ГСТЮЦА, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 11ц |
|
0,02 |
0,03 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||

|
|
Сопряжение наружных фризовых стен с панелью перекрытия |
УЗЕЛ 05-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока Св-15ГСТЮЦА, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 17ц |
|
0,02 |
0,03 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||

|
|
Сопряжение панели покрытия с наружной фризовой стеной угла уступа |
УЗЕЛ 06-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока Св-15ГСТЮЦА, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 17ц |
|
0,02 |
0,03 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||
|
|
Сопряжение панели покрытия с наружными фризовыми панелями |
УЗЕЛ 07-1 |
|||||||
|
Марка свариваемых деталей по переходам |
Эскиз шва сварного соединения |
Расход на узел, кг |
Режимы сварки |
||||||
|
Проволока Св-15ГСТЮЦА, Æ 1,6 мм |
Электрода типа Э46-Т, Æ 5 мм |
Число слоев |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки |
||||
|
ММС 17ц |
|
0,02 |
0,03 |
1 |
210 |
28 |
176 |
||
|
1 |
220 |
|
|
||||||
|
|
|||||||||
СПЕЦИФИКАЦИЯ
|
№ п/п |
Марка связи |
Сечение, мм |
Длина |
Масса, кг |
|
1. |
ММС 1 |
Æ 12 А1 |
170 |
0,15 |
|
2. |
ММС 1ц |
Æ 12 А1 |
170 |
0,15 |
|
3. |
ММС 2 |
Æ 14 А1 |
220 |
0,27 |
|
4. |
ММС 2ц |
Æ 14 А1 |
220 |
0,27 |
|
5. |
ММС 3ц |
Æ 14 А1 |
270 |
0,33 |
|
6. |
ММС 4ц |
-6 ´ 40 |
170 |
0,32 |
|
7. |
ММС 5ц |
-6 ´ 40 |
220 |
0,41 |
|
8. |
ММС 7ц |
-6 ´ 40 |
270 |
0,51 |
|
9. |
ММС 9ц |
-8 ´ 40 |
200 |
0,50 |
|
10. |
ММС 10ц |
-6 ´ 60 |
100 |
0,28 |
|
11. |
ММС 11ц |
-6 ´ 40 |
100 |
0,28 |
|
12. |
ММС 13ц |
-6 ´ 40 |
140 |
0,26 |
|
13. |
ММС 16ц |
Æ 14 А1 |
420 |
0,51 |
|
14. |
ММС 17ц |
-6 ´ 40 |
130 |
0,25 |
|
15. |
ММС 20ц |
-6 ´ 40 |
200 |
0,38 |
|
16. |
ММС 26ц |
-6 ´ 80 |
200 |
0,75 |
|
17. |
ММС 28ц |
-6 ´ 60 |
220 |
0,15 |
|
18. |
ММС 30ц |
Æ 14 А1 |
380 |
0,71 |
|
19. |
ММС 36ц |
Æ 14 А1 |
каркас |
|
|
20. |
ММС 40ц |
63 ´ 8 |
100 |
0,57 |
|
21. |
ММС 51ц |
63 ´ 8 |
60 |
0,59 |
|
22. |
ММС 210ц |
-6 ´ 60 |
100 |
0,51 |
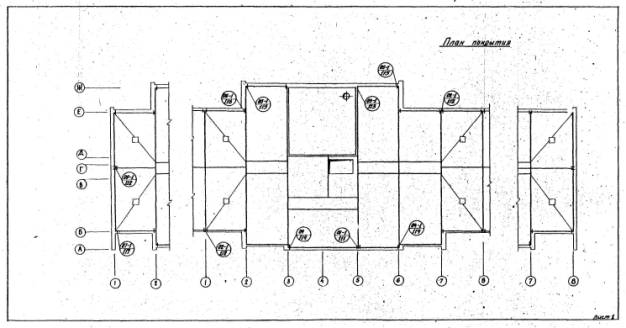
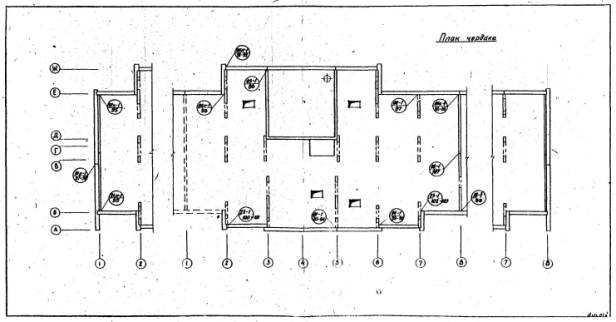
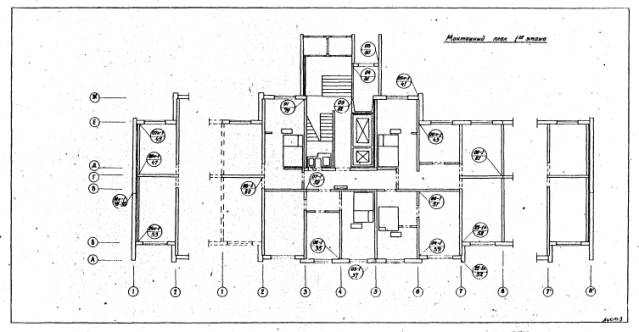
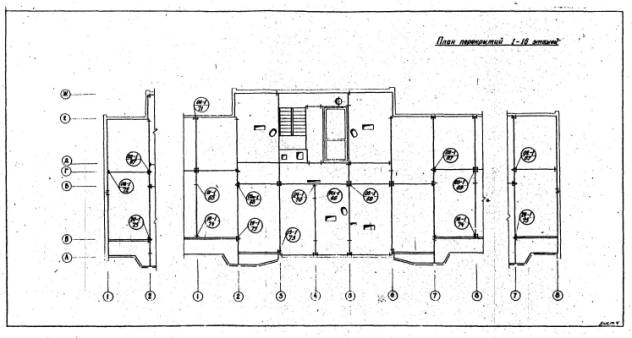
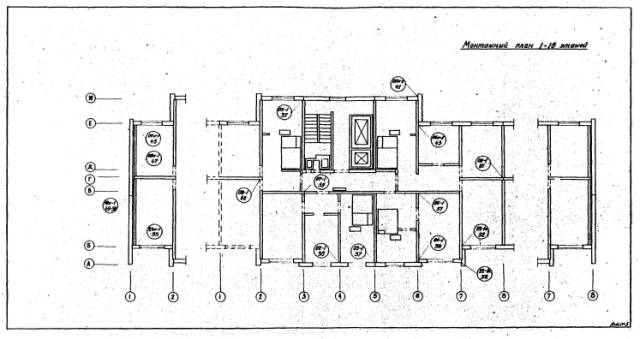
ПРИЛОЖЕНИЕ
Монтажные планы здания