Технологические трубопроводы нефтебаз. Справочное издание
 ГОСУДАРСТВЕННЫЙ КОМИТЕТ РОССИЙСКОЙ ФЕДЕРАЦИИ ПО ВЫСШЕМУ
ОБРАЗОВАНИЮ
ГОСУДАРСТВЕННЫЙ КОМИТЕТ РОССИЙСКОЙ ФЕДЕРАЦИИ ПО ВЫСШЕМУ
ОБРАЗОВАНИЮ
Тюменский индустриальный институт
Ю.Д. Земенков, Н.А. Малюшин, Л.М. Маркова, А.Е. Лощинин
ТЕХНОЛОГИЧЕСКИЕ НЕФТЕПРОВОДЫ НЕФТЕБАЗ
Справочное издание
Тюмень-1994 г.
В предлагаемом справочном издании приведены основные сведения о технологических трубопроводах нефтебаз: классификация трубопроводов, их назначение, детали и соединения трубопроводов, трубопроводная арматура, способы прокладки, методы монтажа трубопроводов и его элементов, испытание и сдача их в эксплуатацию.
Приведены технические характеристики насосов, применяемых на нефтебазах для осуществления операций по приему и отпуску нефтепродуктов. Рассмотрена совместная работа насосов и технологических трубопроводов.
В последних главах приведены методы механического и гидравлического расчета технологических трубопроводов.
Справочное издание предназначено для студентов, обучающихся по специальности «Проектирование, сооружение и эксплуатация газонефтепроводов и газонефтехранилищ». Оно может быть полезным инженерно-техническим работникам, занятым в системе хранения и распределения нефти и нефтепродуктов.
ВВЕДЕНИЕ
Современные нефтебазы - это сложные комплексы инженерно-технических сооружений, связанные между собой технологическими процессами, обеспечивающими прием, хранение и снабжение потребителей нефтью и нефтепродуктами. Выполнение всех основных операций на нефтебазах - перевалку нефти и нефтепродуктов крупными партиями с одного вида транспорта на другой, отпуск потребителю через сеть филиалов и автозаправочных станций, прием нефти и нефтепродуктов из магистральных и распределительных трубопроводов, нефтеналивных судов и барж, железнодорожных цистерн - невозможно представить без технологических трубопроводов.
Технологические трубопроводы работают в разнообразных условиях, находятся под воздействием значительных давлений и высоких температур, подвергаются коррозии и претерпевают периодические охлаждения и нагревы. Их конструкция делается все более сложной за счет увеличения рабочих параметров транспортируемого продукта и роста диаметров трубопроводов и ужесточения требований к надежности эксплуатируемых систем.
Затраты на сооружение и монтаж трубопроводов могут достигать 30% стоимости всего предприятия. В связи с этим делом первостепенной важности специализированных проектных, строительных и эксплуатирующих организаций являются техническое совершенствование и перевооружение технологических схем на основе внедрения новейших достижений науки и использования передовой техники. От правильного выбора конструкций, качественного изготовления элементов и организации строительства зависят экономия материальных ресурсов и сокращение потерь перекачиваемого продукта.
Все это требует от специалистов более глубоких знаний, четкого соблюдения правил и специальных технологических требований по строительству и монтажу трубопроводов. Предложенные в работе краткие сведения об основах теории и расчета трубопроводов, способах эксплуатации и испытаниях на прочность и герметичность могут быть использованы студентами при изучении курсов "Проектирование и эксплуатация нефтебаз" и "Сооружение и капитальный ремонт трубопроводов и хранилищ".
Оглавление
|
Введение 1. Назначение и устройство технологических трубопроводов нефтебаз 1.1. Назначение и состав трубопроводов 1.2. Условные проходы 1.3. Классификация трубопроводов 2. Трубы, детали и соединения стальных трубопроводов 2.1. Стальные трубы и их применение 2.2. Способы и типы соединений трубопроводов 2.3. Приварные детали трубопроводов 2.4. Опоры, подвески и опорные конструкции 2.5. Трубы, детали и соединения трубопроводов из пластмасс 2.6. Резино-тканевые трубопроводы 3. Трубопроводная арматура, детали контрольно-измерительных приборов и компенсаторы 3.1. Классификация и применение арматуры 3.2. Виды, обозначение и отличительная окраска арматуры 3.3. Компенсаторы 3.4. Контроль качества сварных соединений 4. Монтаж стальных межцеховых трубопроводов общего назначения 4.1. Способы прокладки межцеховых трубопроводов 4.2. Монтаж надземных трубопроводов 4.3. Монтаж подземных трубопроводов 4.4. Монтаж компенсаторов 4.5. Монтаж трубопроводов с обогревом 4.6. Защита подземных трубопроводов от почвенной коррозии 4.7. Тепловая изоляция трубопроводов 4.8. Приемка и техническое освидетельствование смонтированных трубопроводов 4.9. Методы испытаний трубопроводов и испытательное давление 4.10. Защитная и опознавательная окраска трубопроводов 4.11. Сдача и приемка трубопроводов в эксплуатацию 5. Насосные станции нефтебаз 6. Технологические схемы трубопроводов нефтебаз 7. Технологический расчет трубопроводов 7.1. Механический расчет трубопроводов нефтебаз 7.2. Гидравлический расчет изотермических трубопроводов 7.3. Гидравлический расчет неизотермических трубопроводов 7.4. Гидравлический расчет коллекторов 7.5. Гидравлический расчет сифонных трубопроводов 7.6. Гидравлический расчет разветвленных трубопроводных коммуникаций Список литературы
|
1.НАЗНАЧЕНИЕ И УСТРОЙСТВО ТЕХНОЛОГИЧЕСКИХ ТРУБОПРОВОДОВ НЕФТЕБАЗ
1.1.Назначение и состав трубопроводов
Трубопровод - сооружение, состоящее из плотно соединенных между собой труб, деталей трубопроводов, запорно-регулирующей аппаратуры, контрольно-измерительных приборов, средств автоматики, опор и подвесок, крепежных деталей, прокладок, материалов и деталей тепловой и противокоррозионной изоляции и предназначенное для транспортировки жидких и твердых нефтепродуктов.
К технологическим относятся находящиеся в пределах нефтебазы трубопроводы, по которым транспортируют различные вещества, в том числе сырье, полуфабрикаты, промежуточные и конечные продукты, отходы производства, необходимые для ведения технологического процесса или эксплуатации оборудования.
Условия изготовления и монтажа технологических трубопроводов определяются: разветвленной сетью большой протяженности и различием конфигурации обвязки технологического оборудования; разнообразием применяемых материалов, типов труб, их диаметров и толщин стенок; характером и степенью агрессивности транспортируемых веществ и окружающей среды; различием способов прокладки /в траншеях, без траншей, каналах, тоннелях, на стойках, двух- и многоярусных эстакадах на технологическом оборудовании, а также на разных высотах и часто в условиях, неудобных для производства работ/; количеством разъемных и неразъемных соединений, деталей трубопроводов, арматуры, компенсаторов, контрольно-измерительных приборов и опорных конструкций.
Для того, чтобы смонтировать 1 т стальных технологических трубопроводов, необходимо помимо труб израсходовать в среднем различных деталей и арматуры в количестве до 22% его массы.
1.2.Условные проходы
Основная характеристика трубопровода - внутренний диаметр, определяющий его проходное сечение, необходимое для прохождения заданного количества вещества при рабочих параметрах эксплуатации /давление, температура, скорость/. При строительстве трубопроводов для сокращения количества видов и типоразмеров входящих в состав трубопроводов соединительных деталей и арматуры используют единый унифицированный ряд условных проходов.
Условный проход Ду - номинальный внутренний диаметр присоединяемого трубопровода /мм/. Труба при одном и том же наружном диаметре может иметь различные номинальные внутренние диаметры. Для арматуры и соединительных деталей технологических трубопроводов наиболее часто применяют следующий ряд условных проходов /СТ СЭВ 254-76/, мм: 10, 15, 20, 25, 32, 40, 50, 65, 80, 100, 125, 150, 200, 250, 300, 350, 400, 500. Дня труб этот ряд - рекомендуемый, и Ду для них устанавливается в проекте, стандартах или технической документации.
При выборе трубы для трубопровода под условным проходом понимают ее расчетный округленный внутренний диаметр. Например, для труб наружным диаметром 219 мм и толщиной стенки 6 и 16 мм, внутренний диаметр которых соответственно равен 207 и 187 мм, в обоих случаях принимают ближайший из унифицированного ряда Ду, т.е. 200 мм.
Механическая прочность труб, соединительных деталей и арматуры при определенных интервалах температур транспортируемого по трубопроводу вещества или окружающей среды снижается. Понятие "условное давление" введено для учета изменений прочности соединительных деталей и арматуры трубопроводов под действием избыточного давления и температуры транспортируемого вещества или окружающей среды.
Условное давление Ру - наибольшее избыточное давление при температуре вещества или окружающей среды 20°С, при котором обеспечивается длительная работа арматуры и деталей трубопровода, имеющих заданные размеры, обоснованные расчетом на прочность при выбранных материалах и характеристиках их прочности, соответствующих температуре 20°С. Например, для арматуры и деталей трубопроводов из стали 20, работающих при избыточном давлении 4 МПа и транспортирующих вещество при температуре 20°С, условное давление Ру = 4 МПа, при температуре 350°С Ру = 6,3 МПа.
Для сокращения количества типоразмеров арматуры и деталей трубопроводов установлен унифицированный ряд условных давлений / ГОСТ 356-80/, МПа: 0,1; 0.16; 0,25; 0,4; 0,63; 1; 1,6; 2,5; 4; 6,3; 10; 12,5; 16; 20; 25; 32; 40; 50; 63; 80; 100; 160; 250.
Рабочее давление Рр - наибольшее избыточное давление, при котором обеспечивается заданный режим эксплуатации арматуры и деталей трубопроводов на прочность и плотность водой температурой не менее 5 и не более 70°С.
На трубопроводы и трубы ГОСТ 356-80 не распространяется, а является рекомендуемым. Ру и Рр для них устанавливаются проектом, стандартами или технической документацией.
1.3. Классификация трубопроводов
Технологические трубопроводы классифицируют по роду транспортируемого вещества, материалу труб, рабочим параметрам, степени агрессивности среды, месту расположения, категориям и группам.
По роду транспортируемого вещества технологические трубопроводы разделяются на нефтепроводы, газопроводы, паропроводы, водопроводы, мазутопроводы, маслопроводы, бензопроводы, кислотопроводы, щелочепроводы, а также специального назначения /трубопроводы густого и жидкого смазочного материала, трубопроводы с обогревом, вакуумпроводы/ и др.
По материалу, из которого изготовлены трубы, различают трубопроводы стальные /из углеродистой, легированной и высоколегированной стали/, из цветных металлов и их сплавов /медные, латунные, титановые, свинцовые, алюминиевые/, чугунные, неметаллические /полиэтиленовые, винипластовые, фторопластовые, стеклянные/, футерованные /резиной, полиэтиленом, фторопластом/, эмалированные, биметаллические и др.
По условному давлению транспортируемого вещества трубопроводы разделяют на вакуумные, работающие при давлении ниже 0,1 МПа, низкого давления, работающие при давлении до 10 МПа, высокого давления /более 10 МПа/ и безнапорные, работающие без избыточного давления.
По температуре транспортируемого вещества трубопроводы подразделяются на холодные /температура ниже 0°С/, нормальные /от 1 до 45°С/ и горячие /от 46°С и выше/.
По степени агрессивности транспортируемого вещества различают трубопроводы для неагрессивных, малоагрессивных, среднеагрессивных сред. Стойкость металла в коррозионных средах оценивают скоростью проникновения коррозии - глубиной коррозионного разрушения металла в единицу времени /мм/год/. К неагрессивной и малоагрессивной средам относят вещества, вызывающие коррозию стенки трубы, скорость которой менее 0,1 мм/год, среднеагрессивной - в пределах от 0,1 до 0,5 мм/год и агрессивной - более 0,5 мм/год. Для трубопроводов, транспортирующих неагрессивные и малоагрессивные вещества, обычно применяют трубы из углеродистой стали; транспортирующих среднеагрессивные вещества, - трубы из углеродистой стали с повышенной толщиной стенки /с учетом прибавки на коррозию/, из легированной стали, неметаллических материалов, футерованные; транспортирующих высокоагрессивные вещества, - только из высоколегированных сталей, биметаллические, из цветных металлов, неметаллические и футерованные.
По месторасположению трубопроводы бывают внутрицеховые, соединяющие отдельные аппараты и машины в пределах одной технологической установки или цеха и размещаемые внутри здания или на открытой площадке, и межцеховые, соединяющие отдельные технологические установки, аппараты, емкости, находящиеся в разных цехах.
Внутрицеховые трубопроводы по конструктивным особенностям могут быть обвязочные /около 70% общего объема внутрицеховых трубопроводов/ и распределительные /около 30%/. Внутрицеховые трубопроводы имеют сложную конфигурацию с большим количеством деталей, арматуры и сварных соединений. На каждые 100 м длины таких трубопроводов приходится выполнять до 80...120 сварных стыков. Масса деталей, включая арматуру, в таких трубопроводах достигает 41% от общей массы трубопровода в целом.
Межцеховые трубопроводы характеризуются довольно длинными прямыми участками /длиной до нескольких сот метров/ со сравнительно небольшим количеством деталей, арматуры и сварных соединений. Масса деталей в межцеховых трубопроводах /включая арматуру/ составляет около 3...4%, а масса П-образных компенсаторов - около 7%.
Стальные трубопроводы разделяют на категории в зависимости от рабочих параметров /температуры и давления/ транспортируемого по трубопроводу вещества и группы в зависимости от класса опасности вредных веществ и показателей пожарной опасности веществ.
По степени воздействия на организм человека все вредные вещества разделяют на четыре класса опасности / ГОСТ 12.1.005-76 и ГОСТ 12.1.007-76/: 1 - чрезвычайно опасные, 2 - высокоопасные, 3 - умеренно опасные, 4 - малоопасные.
По пожарной опасности / ГОСТ 12.1.004-76/ вещества бывают: негорючие НГ, трудногорючие - ТГ, горючие - ГВ, горючая жидкость - ГЖ, легковоспламеняющаяся жидкость - ЛВЖ, горючий газ - ГГ, взрывоопасные - ВВ.
Технологические стальные трубопроводы, рассчитанные на Ру до 10 МПа, в соответствии с инструкцией по проектированию технологических стальных трубопроводов на Р до 10 МПа / СН 527-80/ подразделяют на пять категорий /1- V/ и три группы /А, Б, В/, как показано в табл. 1.1.
Трубопроводы из пластмассовых труб /полиэтилена, полипропилена, поливинилхлорида/ в соответствии с инструкцией по проектированию технологических трубопроводов из пластмассовых труб /СН 550-82/ применяют для транспортировки веществ, к которым материал труб химически стоек или относительно стоек, и классифицируют по категориям и группам, установленным для стальных трубопроводов. При этом трубопроводы из пластмассовых труб запрещается применять для транспортирования вредных веществ 1-го класса опасности, взрывоопасных веществ и сжиженных углеводородных газов /СУГ/.
Трубопроводы из пластмассовых труб, по которым транспортируют вредные вещества 2-го и 3-го классов опасности, относят к категории 2 и группе А; легковоспламеняющиеся жидкости, горючие газы, горючие вещества, горючие жидкости относят к категории 3 и группе Б; а трудногорючие и негорючие - к категории 4 или 5 и группе В.
В общем случае категория трубопровода устанавливается проектом, при этом определяющим является тот параметр трубопровода, который требует отнесения его к наибольшей категории.
Таблица 1.1
Классификация технологических стальных трубопроводов по категориям и группам
|
Группа |
Транспортируемые вещества |
Категория трубопровода |
|||||||||
|
I |
II |
III |
IV |
V |
|||||||
|
Рраб., M П a |
t раб. , °С |
Рраб., МПа |
t раб. , °С |
Рраб., МПа |
t раб. , °С |
Рраб., МПа |
t раб. , °С |
Рраб., МПа |
t раб. , °С |
||
|
А |
Вредные: |
|
|
|
|
|
|
|
|
|
|
|
|
а) класс опасности I и 2; |
независимо |
|
|
|
|
|
|
|
|
|
|
|
6) класс опасности 3 |
свыше 1,6 |
свыше 300 |
до 1,6 |
до 300 |
|
|
|
|
|
|
|
Б |
Взрыво- и пожароопасные: |
|
|
|
|
|
|
|
|
|
|
|
|
а) взрывоопасные вещества (ВВ): горючие газы (ГГ) в т.ч. сжиженные |
Свыше 2,5 |
свыше 300 |
До 2,5 |
до 300 |
|
|
|
|
|
|
|
|
б) легковоспламеняющиеся жидкости |
Свыше 2,5 |
свыше 300 |
свыше 1,6 до 2,5 |
свыше 120 до 300 |
До 1,6 |
До 120 |
|
|
|
|
|
|
в) горючие жидкости (ПК); горючие вещества (ГВ) |
Свыше 2,5 |
свыше 350 |
свыше 2,5 до 6,3 |
свыше 250 до 350 |
свыше 1,6 до 2,5 |
свыше 120 до 250 |
До 1,6 |
До 120 |
|
|
|
В |
Трудногорючие (ТГ); негорючие (НГ) |
- |
- |
свыше 6,3 до 10 |
свыше 350 до 450 |
свыше 2,5 до 6,3 |
свыше 250 до 350 |
свыше 1,6 до 2,5 |
свыше 120 до 250 |
до 1,6 |
До 120 |
Примечания:
I. Группу и категорию трубопровода следует устанавливать по параметру, который требует отнесения его к более ответственной группе или категории.
2. Класс опасности вредных веществ следует определять по ГОСТ 12.1.006-76 и ГОСТ 12.1.007-76, взрыво- и пожароопасность - по ГОСТ 12.1.004-76.
3. Вредные вещества класса опасности 4 следует относить: взрыво- и пожароопасные - к группе В; негорючие - к группе В.
4. Параметры транспортируемого вещества следует принимать: рабочее давление - равные избыточному максимальному давлению, развиваемому источником давления (насос, компрессор и т.п.), или давлению, на которое отрегулированы предохранительные устройства; рабочую температуру - равной максимальной положительном или минимальной отрицательной температуре транспортируемого вещества, установленной технологическим регламентом; условное давление - в зависимости от рабочего давления, температуры и материала трубопровода по ГОСТ 356-80.
2. ТРУБЫ, ДЕТАЛИ И СОЕДИНЕНИЯ СТАЛЬНЫХ ТРУБОПРОВОДОВ
2.1. Стальные трубы и их применение
Стальные трубы широко используют для изготовления и монтажа технологических трубопроводов. В зависимости от физико-химических свойств и рабочих параметров транспортируемых веществ применяют стальные трубы различных способов изготовления, марок стали, диаметров и толщин стенок.
По способу изготовления стальные трубы подразделяют на бесшовные /горюче- и холоднодеформированные/ и электросварные /прямошовные и спиральные/.
Промышленность выпускает большое количество типоразмеров бесшовных и электросварных труб из углеродистой, низколегированной и высоколегированной сталей разных марок. При проектировании и сооружении технологических трубопроводов применение такого широкого ассортимента труб создает значительные трудности в комплектации материалами и деталями трубопроводов. Для сокращения типоразмеров и марок сталей труб СН 527-80, а также ведомственными нормативными документами установлены основные типы труб и пределы их применения для внутрицеховых и межцеховых технологических трубопроводов /табл. 2.1; 2.2; 2.3/.
В табл. 2.4 приведены технико-экономические характеристики некоторых трубопроводов нефтебаз.
Трубы второго сорта применять для технологических трубопроводов нефтебаз не допускается.
2.2. Способы и типы соединений трубопроводов
Соединения труб между собой, с арматурой, технологическим оборудованием, контрольно-измерительными приборами и средствами автоматики бывают неразъемные и разъемные. К неразъемным относятся соединения, получаемые путем сварки, пайки или склеивания, к разъемным - фланцевые, резьбовые, дюритовые, бугельные и др.
Сварные соединения / рис. 2.1/ могут быть различных видов: стыковые, раструбные, в некоторых случаях угловые /приварка штуцеров, плоских фланцев/.
Фланцевые соединения / рис. 2.2,а/ состоят из двух фланцев 3 и 4, прокладки 5 или уплотнительного кольца, соединительных болтов 2 /или шпилек/ с гайками. Герметичность соединения достигается за счет прокладок из упругого материала, установленных между торцовыми поверхностями фланцев.
Таблица 2.1
Рабочие параметры применения стальных труб для технологических трубопроводов на Ру до 10 МПа
|
Стальные |
Рабочие параметры |
||||
|
ГОСТ, ТУ и группа поставки |
Марка стали |
Размеры, мм |
Ру, МПа |
Температура, ° С |
|
|
толщина стенки |
наружный диаметр |
||||
|
Сварные |
|||||
|
ГОСТ 10705-80 Группа В |
20 |
|
14…530 |
|
От -40 до 300 |
|
ГОСТ 20295-74 |
20 |
До 12 |
159…377 |
4,0 |
От -40 до 400 |
|
Группа В |
17 ГС |
|
|
|
От -40 до 300 |
|
ГОСТ 362-75, легкие и обыкновенные |
Независимо 10,20 |
До 4,5 |
17…165 |
1,6 |
От 0 до 175 “-20” 200 |
|
ГОСТ 11068-81 |
12X1 8Н10Т |
До 4 |
15…89 |
1,6 |
От -70 до 450 |
|
Бесшовные |
|||||
|
ГОСТ 8732-78 ГОСТ 8731-74 Группа В |
10,20 10Г2 |
До 18 |
25…426 |
10 |
От -40 до 450 “-50” 450 |
|
ГОСТ 8734-75 ГОСТ 8733-74 Группа В |
10,20 10Г2 |
До 6 |
14…108 |
|
От -40 до 450 “-70” 450 |
|
ГОСТ 550-75 |
20 10Г215Х5М, 15Х5М-У |
До 18 |
14…426 |
10 |
От -40 до 450 “-70” 450
От -40 до 450 |
|
ТУ 14-3-460-75 ГОСТ 9940-81 ГОСТ 9941-81 |
12Х1МФ 12Х18Н10Т 08Х22Н6Т |
До 18 До 16 До 12 |
14…426 55…325 15…220 |
|
От -40 до 450 От -70 до 450 От -40 до 300 |
Таблица 2.2
Трубы стальные из низколегированных сталей
|
Днар, мм |
Толщина стенки, мм |
|
|
бесшовные горячедеформированные ГОСТ 8732-78 |
электросварные холоднодеформированные ГОСТ 10707-80 |
|
|
25; 28; 32; 38; 42; 45; 50 |
2,5; 2,8; 3,0; 4,0; 4,5; 5; 5,5; 6; 7; 8 |
1; 1,2; 1,4; 1,5; 1,6; 1.8; 2,0; 2,2; 2,5 |
|
54; 57; 60; 63,5; 68; 70; 73; 76 |
3; 3,5; 4; 4.5; 5; 5,5; 6; 7; 8; 9; 10 |
1,4; 1,5; 1,6; 1,8; 2.0; 2.2; 2,5; 2,8; 3,0; 3,2; 3,5 |
|
83; 89; 95; 102 |
3,5; 4; 4,5; 5; 5,5; 6; 7; 8; 9 |
2,5; 2,8; 3,0; 3,2; 3,5 |
|
108; 114; 121; 127; 133 |
4; 4,5; 5; 5,5; 6; 7; 8; 9; 11; 12-14 |
|
|
140; 146; 152; 159 |
4,5; 5; 5,5; 6; 7; 8; 9; 10; 11; 12-16 |
|
|
168; 180; 194; |
5; 5.5; 6; 7; 8; 9; 10; 11; 12-18 |
|
|
203; 219; 245; 273; 299; 325 |
6-18 |
|
|
351; 377; 402; 426; 450; 480 |
8-18 |
|
Таблица 2.3
Трубы из углеродистых сталей
|
Днар, мм |
Марка стали |
Толщина стенки, мм |
|
Сварные прямошовные трубы |
||
|
426 |
Сталь обыкновенная ВСт4сп5 |
7; 8; 9 |
|
426 |
Сталь углеродистая 0,8; 10; 15; 20 |
7; 8; 9 |
|
325 |
Сталь обыкновенная ВСт3сп5 |
8 |
|
273 |
- " - ВСт2сп5 |
7; 8 |
|
219 |
|
6; 7; 7,6 |
|
168 |
|
6; 7 |
|
114 |
|
4 |
|
Сварные спиральношовные трубы |
||
|
377 |
БСт3спб |
6 |
|
325 |
ВСт3спб |
5; 6 |
|
273 |
ВСт3Гпсб |
4,5; 5 |
|
219 |
|
4; 4,5; 5 |
|
159 |
|
3,8; 4 |
Таблица 2.4
Технико-экономические характеристики трубопроводов нефтебаз
|
Днар, мм |
Двн, мм |
δ, мм |
G 1 м, кг |
Цена 1 м. на руб., на 1987г. |
Затраты на монтаж, руб., на 1987г. |
|
57 76 89 108 114 159 219 273 325 426 |
50 69 81 100 105 150 209 261 313 414 |
3,5 3,5 4,0 4,0 4,5 4,5 5,0 6,0 6,0 6.0 |
4,62 6,26 9,39 10.30 12,20 17,20 26,40 39,50 47,20 62,20 |
0,82 1,09 1,45 1.76 2.09 3,00 4,57 6,69 7,99 11,40 |
0,38 0,43 0,64 0,67 0,68 0,96 0,98 1,47 1,76 1,94 |
Рис. 2.1. Виды неразъемных сварных соединений труб и деталей трубопроводов:
а - стыковое продольное с односторонним швом; б - стыковое продольное с двусторонним швом; в - стыковое поперечное с односторонним швом без скоса кромок; г - стыковое поперечное с односторонним швом со скосом кромок; д - стыковое поперечное с подкладным кольцом без расточки; е - стыковое поперечное с подкладным кольцом с внутренней расточкой; ж - стыковое контактное; з - угловое одностороннее без скоса кромок; u - угловое двустороннее без скоса кромок; к - угловое одностороннее со скосом кромок; л - раструбное; м - раструбное с муфтой.
Рис. 2.2. Фланцевое /а/ и муфтовое /б/ соединения трубопроводов:
1, 6- трубы; 2 - болт с гайкой; 3, 4 - фланцы; 5 - прокладка; 7 - муфта; 8 - контргайка
Конструкция фланцев зависит от рабочих параметров и физико-химических свойств транспортируемого вещества, материала труб и других факторов. Фланцы могут привариваться к трубе или устанавливаться на резьбе. Применяют фланцы, свободно сидящие на трубе и удерживаемые на ней за счет отбортовки концов труб или приваренных к трубам колец.
Недостатки фланцевых соединений: большой расход металла, высокая стоимость изготовления, а также меньшая по сравнению с неразъемными сварными соединениями надежность в эксплуатации - при частом изменении температуры или давления транспортируемого вещества возможно ослабление соединения и, как следствие, возникновение утечек» В связи с этим технологические трубопроводы соединяют, как правило, на сварке.
Резьбовые соединения технологических трубопроводов используют ограниченно, главным образом, при прокладке систем густого и жидкого смазочного материала, коммуникаций высокого давления, на трубопроводах из водогазопроводных труб, а также для присоединения резьбовой трубопроводной арматуры и контрольно-измерительных приборов и автоматики.
В муфтовом соединении / рис. 2.2,б/, применяемом в основном для водогазопроводных труб, на конце одной трубы нарезается удлиненная резьба /сгон/, на которой полностью могут поместиться муфта 7 и контргайка 8, на конце другой трубы - резьба длиной, равной примерно половине длины муфты. Трубы соединяют путем свинчивания муфты со сгона на другой конец трубы до конца резьбы.
Штуцерные соединения подразделяют на приварные / рис. 2.3,а,б/ и неприварные / рис. 2.3,в,г/. Герметичность штуцерных соединений достигается за счет прокладок или непосредственного контакта сфероконических поверхностей.
Бугельные соединения - быстроразъемные. Они сравнительно дорогие; их целесообразно использовать для таких участков трубопроводов, которые требуют частой разборки, а также для трубопроводов специального назначения.
Бугельные соединения применяют различных конструкций. Соединение труб с выступом / рис. 2.4,а/ состоит из двух хомутов 1, связанных общим шарниром и стягиваемых эксцентриковым зажимом 3. Соединение труб, имеющих на концах канавку / рис. 2.4,б/. стягивают болтами 4. Особенность соединения, приведенного на рис. 2.4,в, - отбортовка концов труб и наличие внутреннего вкладыша 5.
Рис. 2.3. Штуцерные соединения трубопроводов:
а - приварные встык, б - приварные враструб, в - на отбортованных трубах, г - на конической резьбе, д - с врезающимся кольцом; 1 - соединяемые трубы, 2 - ниппель, 3 - накидная гайка, 4 - штуцер, 5 - прокладка, 6 - кольцо
Рис.2.4. Бугельные соединения трубопроводов:
а - с эксцентриковым зажимом труб с выступом, б - с канавкой, в - с болтовым зажимом отбортованных труб; 1 - хомут, 2 - резиновое уплотнение, 3 - эксцентриковый зажим, 4 - болт с гайкой, 5 - внутренний вкладыш
2.3. Приварные детали трубопроводов
При изготовлении и монтаже стальных технологических трубопроводов используют большое количество приварных деталей, которые предназначены для изменения направления потока транспортируемого вещества /отводы/ или диаметра трубопровода /переходы/, разветвления /тройники, ответвления/, закрытия свободных концов трубопроводов /заглушки, днища/. Основные типы и размеры приварных деталей стандартизованы или нормализованы.
Отводы по способу изготовления и конструкции разделяются на бесшовные крутоизогнутые, гнутые, сварные и штампосварные.
Бесшовные крутоизогнутые отводы / рис. 2.5, а/ характеризуются малым радиусом изгиба /1...1,5/ Ду, одинаковой толщиной стенки на выпуклой и вогнутой образующих, небольшими габаритами, поэтому их применение при монтаже обеспечивает компактное сооружение трубопроводов и оборудования и, как следствие, экономию производственной площади. Такие отводы изготовляют Ду 40...600 мм на Ру до 10 МПа.
Гнутые отводы / рис. 2.5, б/ изготовляют Ду 10...400 мм на Ру до 10 МПа из бесшовных и электросварных труб гибкой на тру-богибочных станках в холодном и горячем состоянии.
Сварные /секционные/ отводы / рис. 2.5, в/ изготовляют Ду 150...1400 мм из бесшовных и электросварных труб путем вырезки отдельных секций и их последующей сборки и сварки. Радиус изгиба сварных отводов обычно небольшой, равный /1...1,5/ Ду. Применяют отводы для трубопроводов на Ру до 6,3 МПа и только в тех случаях, когда отсутствуют крутоизогнутые или гнутые отводы. Для трубопроводов пара и горячей воды, контролируемых Гостехнадзором, сварные отводы применяют только для трубопроводов III и IV категорий.
Штампосварные отводы изготовляют Ду 600...1400 мм из листовой стали путем штамповки полуотводов на прессах с последующей сборкой и сваркой двух продольных швов. Такие отводы используют для трубопроводов Ду 600 мм и более вместо сварных секционных.
Ответвления и тройники по конструкции подразделяются на равнопроходные - без уменьшения диаметра ответвления и переходные - с уменьшением диаметра ответвления.
Разнообразие конструкций ответвлений и тройников вызвано тем, что прочность участка трубопровода в местах образования отверстия резко снижается. В зависимости от запаса прочности трубопровода и соотношения диаметра ответвления и диаметра основной магистрали требуется местное его усиление, что достигается применением укрепляющих элементов.
Рис. 2.5. Отводы:
а - бесшовный, или штампованный, крутоизогнутый; б - гнутый; в - сварной
Равнопроходные сварные ответвления, в которых наблюдается наибольшее снижение прочности трубопровода, получают путем врезки без укрепляющих элементов / рис. 2.6,а/. Такие ответвления Ду до 400 мм применяют обычно на Ру до 1,6 МПа.
Переходы по конструкции подразделяют на концентрические / рис. 2.7,а/, которые применяют преимущественно для трубопроводов, расположенных вертикально, и эксцентрические / рис. 2.7,б/ - для трубопроводов, расположенных горизонтально.
Использование эксцентрических переходов позволяет избежать образования "мешков" в трубопроводе, облегчает удаление продукта из трубопровода при его отключении.
Фланцы - наиболее распространенная деталь разъемного соединения трубопроводов, что объясняется простотой конструкции, легкостью сборки и разборки и распространенностью фланцевой трубопроводной арматуры.
Для того, чтобы создать необходимую герметичность фланцевого соединения трубопровода, между фланцами устанавливают прокладку, а соприкасающимся уплотнительным поверхностям придают специальную форму. В зависимости от давления и физико-химических свойств транспортируемого вещества предусмотрено шесть типов уплотнительных поверхностей фланцев / рис. 2.8/. Чтобы обеспечить взаимозаменяемость фланцев всех типов, их присоединительные размеры /наружный диаметр, диаметр болтовой окружности, количество и диаметр болтовых отверстий/ и размеры уплотнительных поверхностей стандартизованы ГОСТ 12815-80 и приняты одинаковыми при одних и тех же условных давлениях и проходах независимо от конструкции и материала фланца.
2.4. Опоры, подвески и опорные конструкции
Опоры предназначены для крепления горизонтальных и вертикальных стальных трубопроводов к зданиям, сооружениям и оборудованию. По назначению и устройству их подразделяют на неподвижные и подвижные опоры; по способу крепления к трубе - на приварные и хомутовые.
Неподвижные опоры / рис. 2.9/ должны жестко удерживать участок трубопровода и не допускать его перемещения относительно поддерживающих конструкций. Такие опоры воспринимают вертикальные нагрузки от веса трубопровода и продукта, осевые нагрузки от тепловых деформаций трубопровода и сил трения подвижных опор, а также нагрузки от гидравлических ударов, вибрации и пульсации. Корпуса неподвижных опор приваривают или прикрепляют болтами к несущим конструкциям трубопровода. При использовании хомутовых неподвижных опор, чтобы предотвратить проскальзывание трубы в опоре, к трубе приваривают специальные упоры. В зависимости от осевых сил, воспринимаемых опорой, упоры могут быть выполнены с одним или двумя хомутами или скобами.
Рис. 2.6. Ответвления и тройники:
а - врезка без укрепляющих элементов; б - врезка с усиленным штуцером; в - врезка с усиленным корпусом /сварной тройник/; г - врезка с накладным воротником; д - штампованный тройник; е - отбортованный в трубе штуцер; ж - врезная седловина; з- накладная седловина
Рис. 2.7. Переходы:
I - бесшовные, II - сварные; а - концентрический, б - эксцентрический, в - вальцованный, г - лепестковый
Рис. 2.8. Уплотнительные поверхности фланцев:
а - без выступов; б - с соединительным выступом; в - с выступом и впадиной; г - с шипом и пазом; д - под прокладку овального сечения; е - под линзовую прокладку
Рис. 2.9. Неподвижные опоры трубопроводов:
а - приварная; б, в - однохомутовая; г - двуххомутовая; д - бескорпусная
Подвижные опоры / рис. 2.10/ должны поддерживать трубопровод и обеспечивать свободное его перемещение под влиянием тепловых деформаций. Подвижные опоры подразделяют на скользящие, катковые, направляющие, пружинные, шариковые и другие. Наиболее широко применяют скользящие опоры, которые перемещаются вместе с трубой по поверхности несущих конструкций трубопровода. Чтобы уменьшить трение между пятой опоры и опорной поверхностью, используют катковые /роликовые/ опоры, отличающиеся от скользящих наличием катков.
Подвески служат для крепления горизонтальных / рис. 2.11,а,б/ и вертикальных / рис. 2.11, в/ линий трубопроводов к конструкциям зданий, сооружений и оборудованию или специальным конструкциям, длина тяги 4, регулируемая гайками или муфтами, устанавливается проектом, при этом ее рекомендуется принимать от 150 до 2000 мм с шагом 50 мм.
2.5. Трубы, детали и соединения трубопроводов из пластмасс
Использование неметаллических материалов для технологических трубопроводов позволяет снизить расход стали и цветных металлов, повысить срок службы трубопроводов, уменьшить расходы на их антикоррозионную защиту и тепловую изоляцию. В последние годы для технологических трубопроводов все шире используют пластмассовые трубы, что обусловлено следующими факторами: высокой коррозионной стойкостью, меньшей по сравнению с металлическими массой /в 6...8 раз легче/, меньшим гидравлическим сопротивлением, благодаря чему их пропускная способность повышается на 25...30%; простотой обработки и соединений; меньшей трудоемкостью и себестоимостью транспортирования и монтажа. Недостаток большинства пластмассовых труб - их сравнительно небольшая теплостойкость и ползучесть под воздействием температуры и длительных постоянных нагрузок.
Рис. 2.10. Подвижные опоры трубопроводов:
а - скользящая приварная; б - скользящая хомутовая; в - скользящая для трубопроводов с хладоагентом; г - катковая хомутовая; д - бескорпусная
Рис. 2.11. Подвески
а - жесткая с одной тягой для горизонтальных трубопроводов, б - пружинная с одной тягой для горизонтальных трубопроводов, в - пружинная для вертикальных трубопроводов; 1 - хомут, 2 - серьга, 3 - ушко, 4 - тяга, 5 - блок пружин, 6 - диски, 7 - пружина, 8 - упор
Пластические массы разделяют на термопластичные /термопласты/ и термореактивные /реактопласты/. К термопластам относят такие материалы, которые способны размягчаться при нагревании и затвердевать при охлаждении. Их можно перерабатывать в изделия методами экструзии, формования, прессования и сварки. К реактопластам относят такие материалы, которые при нагревании легко переходят в вязкотекучее состояние, а при продолжительном нагревании - в твердое нерастворимое состояние, после чего не могут больше размягчаться и перерабатываться.
Для изготовления труб и деталей трубопроводов широко применяют термопласты: полиэтилен /ПЭ/, поливинилхлорид /ПБХ/, полипропилен /ПП/, фторопласт и ограниченно - реактопласты: стеклопластики и фаолит.
2.6. Резино-тканевые трубопроводы
Кроме стальных труб на нефтебазах применяют рукава резинотканевые и металлические с подвижным швом. На техническую характеристику рукавов / табл. 2.5/ влияют условия применения и среда /сорт нефтепродукта/, для которой они предназначены.
Напорно-всасывающие маслобензостойкие рукава с закрытой проволочной спиралью используются для перекачки авиационных и автомобильных бензинов, реактивных и дизельных топлив, авиационных и автотракторных масел, работающих в интервале температур окружающей среды и перекачиваемого продукта от -45 до +/60 ÷ 80/°С. Эти рукава выдерживают без деформаций и отслаивания внутреннего слоя разряжение не менее 530 мм рт. ст.
Эксплуатация рукавов должна производиться в строгом соответствии с техническими данными и инструкциями, разработанными для каждого типа рукавов. Нельзя использовать одни и те же рукава для перекачки нефтепродуктов, агрессивных жидкостей, подачи воздуха или воды.
Сроки эксплуатации резино-тканевых маслобензостойких рукавов зависят от продолжительности их хранения /до начала эксплуатации/ и условий дальнейшей эксплуатации /температура окружающей среды и перекачиваемого продукта, вид продукта/.
Как показала практика эксплуатации, резино-тканевые рукава обладают существенным недостатком: кондиционные топлива даже после непродолжительного их нахождения в рукавах /20 - 30 мин/ теряют свои качества вследствие контакта топлив с внутренним резиновым слоем рукава. Происходит вымывание из резины наполнителей, добавляемых в нее для улучшения физико-механических показателей.
Таблица 2.5
Техническая характеристика резино-тканевых рукавов
|
Внутрен. диаметр, мм |
Длина рукава, м |
Рабочее давление, МПа |
Масса 1 м ру- кава, кг |
Мшим. радиус изгиба, мм |
Испытат. давлен., МПа |
Разруш. давлен. МПа |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
9 |
10 и бол. |
0,15 - 2,5 |
- |
- |
- |
- |
|
11 |
То же |
0,15 - 2,5 |
- |
- |
- |
- |
|
16 |
|
0,15 - 2,5 |
- |
- |
- |
- |
|
16 |
2-18 |
5,0 |
0,68 |
160 |
6,2 |
15 |
|
18 |
10 и бол. |
0,15 - 2,5 |
- |
- |
- |
- |
|
20 |
2-18 |
0,35; 1,0 |
- |
250 |
- |
- |
|
25 |
2-18 |
0,35; 1,0 |
1,4 |
250 |
_ |
_ |
|
25 |
До 18 |
0,5 |
1,7 |
300 |
1,0 |
1,5 |
|
25 |
10 и бол. |
0,15 - 2,5 |
|
- |
- |
- |
|
25 |
До 20 |
0,6 |
- |
- |
1,2 |
2,4 |
|
25 |
3 |
4,5 |
1,31 |
250 |
5,6 |
13,5 |
|
32 |
До 18 |
0,5 |
2,1 |
300 |
1,0 |
1,5 |
|
32 |
2-18 |
0,35; 1,0 |
1,7 |
300 |
- |
- |
|
32 |
10 и бол. |
0,15 - 2,0 |
|
- |
- |
- |
|
32 |
3 |
4,5 |
1,95 |
320 |
5,6 |
13,5 |
|
38 |
До 18 |
0,5 |
2,4 |
300 |
1,0 |
1,5 |
|
38 |
2-18 |
0,35; 1,0 |
2,0 |
300 |
- |
- |
|
38 |
10 и бол. |
0,15 - 2,0 |
- |
- |
- |
- |
|
38 |
До 20 |
0,4 |
- |
- |
0,8 |
1,6 |
|
38 |
3 |
4,0 |
2,1 |
400 |
5,0 |
12,0 |
|
50 |
До 18 |
0,5 |
3,0 |
400 |
1,0 |
1,5 |
|
50 |
10 и бол. |
0,15 - 2,0 |
- |
- |
- |
- |
|
50 |
До 20 |
0,4 |
- |
- |
0,8 |
1,6 |
|
50 |
38,5 |
0,85 |
1,5 |
- |
1,5 |
2,2 |
|
50 |
3 |
4,0 |
2,6 |
500 |
5,0 |
12,0 |
|
65 |
До 18 |
0,5 |
5,0 |
- |
1,0 |
1,5 |
|
65 |
2-18 |
0,35; 1,0 |
3,5 |
- |
- |
- |
|
65 |
10 и бол. |
0,15 - 1,5 |
- |
- |
- |
- |
|
65 |
До 20 |
0,6 |
- |
- |
1,2 |
2,0 |
|
75 |
9 |
0,5 |
4,0 |
400 |
1,0 |
1,5 |
|
75 |
До 18 |
0,5 |
4,5 |
500 |
1,0 |
1,5 |
|
75 |
2-18 |
0,35; 1,0 |
4,0 |
- |
- |
- |
|
75 |
10 и бол. |
0,15 - 0,35 |
2 |
- |
- |
- |
|
75 |
38,5 |
0,85 |
- |
- |
1,5 |
2,2 |
|
75 |
3 |
2,5 |
3,5 |
700 |
3,1 |
7,5 |
|
100 |
9 |
0,8 |
6,0 |
600 |
1,6 |
2,4 |
|
100 |
2-18 |
0,35 - 1,0 |
5,4 |
- |
- |
- |
|
100 |
10 и бол. |
0,15; 0,35 |
- |
- |
- |
- |
|
100 |
До 18 |
1,0 |
3,3 |
- |
1,2 |
1,8 |
|
100 |
40 |
1,0 |
2,8 |
- |
1,5 |
3,0 |
|
100 |
3 |
1,5 |
4,2 |
1000 |
1,9 |
4,5 |
|
125 |
2-18 |
0,35; 1,0 |
- |
- |
- |
- |
|
125 |
10 и бол. |
0,15 - 0,35 |
- |
- |
- |
- |
|
125 |
3 |
1,5 |
6,0 |
1250 |
1,9 |
4,5 |
|
150 |
2,4; 8 |
0,35; 1,0 |
8,5 |
- |
- |
- |
|
150 |
10 и бол. |
0,15 - 0,35 |
- |
- |
- |
- |
|
150 |
До 18 |
1,0 |
6,3 |
- |
1,2 |
1,8 |
|
150 |
3 |
1,5 |
8,5 |
1500 |
1,9 |
4,5 |
|
175 |
2,4; 8 |
0,35; 1,0 |
9,8 |
- |
- |
- |
|
200 |
2,4; 8 |
0,35; 1,0 |
11,5 |
- |
- |
- |
|
200 |
3 |
1,5 |
11,5 |
2000 |
1,9 |
4,5 |
|
225 |
2,4; 8 |
0,35; 1,0 |
13,5 |
- |
- |
- |
|
250 |
2,4; 8 |
0,35; 1,0 |
15,3 |
- |
- |
- |
|
250 |
3 |
1,0 |
- |
2500 |
1,3 |
3,0 |
|
275 |
2,4; 8 |
0,35; 1,0 |
17,2 |
- |
- |
- |
|
300 |
2,4; 8 |
0,35; 1,0 |
19,2 |
- |
- |
- |
|
325 |
2,4; 8 |
0,35; 1,0 |
21,5 |
- |
- |
- |
3. ТРУБОПРОВОДНАЯ АРМАТУРА, ДЕТАЛИ КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ И КОМПЕНСАТОРЫ
3.1. Классификация и применение арматуры
Трубопроводной арматурой называют устанавливаемые на трубопроводах или оборудовании устройства, которые предназначены для отключения, распределения, регулирования, смешивания или сброса транспортируемых веществ.
По назначению арматуру подразделяют на:
запорную - для отключения потока транспортируемого вещества /вентили, задвижки, краны и поворотные затворы/;
регулирующую - для регулирования параметров вещества путем изменения его расхода /регулирующие вентили и клапаны, регуляторы давления прямого действия и смесительные клапаны/;
предохранительную - для предохранения оборудования и трубопроводов от недопустимого повышения давления /предохранительные, пропускные и обратные клапаны, а также разрывные мембраны/;
разную - для выполнения различных функций /конденсатоотводчики, смотровые фонари, ловушки и др./.
По принципу действия арматура может быть:
управляемой, рабочий цикл которой выполняется по соответствующий командам в моменты, определяемые рабочими условиями или приборами; управляемая арматура по способу управления подразделяется на арматуру с ручным приводом, приводную и под дистанционное управление;
автономной, рабочий цикл которой совершается рабочей средой без каких-либо посторонних источников энергии /регуляторы давления прямого действия, конденсатоотводчики/.
Арматура с ручным приводом управляется вращением маховика или рукоятки, насаженных на шпиндель или ходовую гайку непосредственно или передающих движение через редуктор.
Приводная арматура снабжена приводом, который установлен непосредственно на ней. Привод может быть электрическим, электромагнитным, с мембранным или электрическим исполнительным механизмом, пневматическим, сильфонным, пневматическим, гидравлическим и пневмогидравлическим. Арматура под дистанционное управление имеет управление от привода, который не устанавливается непосредственно на ней.
В зависимости от области и условий применения трубопроводную арматуру разделяют на две группы:
общетехнического назначения, к которой относят аркатуру, устанавливаемую на трубопроводах, по которым транспортируют неагрессивные и малоагрессивные жидкости и газы при рабочих температурах и давлениях; корпусные детали такой арматуры изготовляют из серого и ковкого чугуна, латуни, углеродистой или легированной стали;
специального назначения для особых условий работы, к которой относят арматуру, устанавливаемую на трубопроводах, транспортирующих продукты с такими свойствами или параметрами, которые требуют применения легированных и высоколегированных сталей, бронзы, чугуна, обладающих высокой коррозионной стойкостью или жаропрочностью, защитных покрытий или неметаллических материалов.
По способу присоединения к трубопроводам арматура подразделяется на: фланцевую, имеющую присоединительные патрубки с фланцами и применяемую для любых технологических трубопроводов; приварную, имеющую патрубки для сварки с трубопроводом и применяемую для трубопроводов с повышенными требованиями к плотности соединения; муфтовую, имеющую на присоединительных концах внутреннюю резьбу и цапковую - наружную; цапковая арматура иногда снабжается накидными гайками под отбортованные трубы; муфтовую и цапковую арматуру из чугуна применяют для трубопроводов Ду до 100 мм, транспортирующих вещества группы В, а из стали - для трубопроводов Ду до 40 мм, транспортирующих любые вещества.
Арматуру из стали используют для любых давлений и температур и изготовляют из углеродистой, легированной и высоколегированной сталей, а также с внутреннем покрытием коррозионно-стойкими материалами.
Арматуру из чугуна не допускается применять для трубопроводов, подвергаемых вибрации, работающих на растяжение, а также эксплуатируемых при резко переменном температурном режиме.
Арматуру из цветных металлов и сплавов используют только в тех случаях, когда физико-химические свойства транспортируемого вещества не допускают использования арматуры из чугуна или стали.
Трубопроводную арматуру поставляют с заводов-изготовителей испытанной на прочность и плотность, комплектно с ответными фланцами, прокладками и крепежными деталями.
3.2. Виды, обозначение и отличительная окраска арматуры
Вид арматуры. По способу перемещения запорного или регулирующего органа и его конструкции арматура подразделяется на задвижки, вентили, клапаны, краны к т.д.
У задвижек запорный или регулирующий орган перемешается вдоль уплотнительных поверхностей корпуса перпендикулярно оси потока продукта. Задвижки могут быть полнопроходными и суженными, в последних диаметр отверстия уплотнительных колец меньше диаметра трубопровода.
По форме запорного органа задвижки подразделяются на клиновые и параллельные / рис. 3.1/. Преимущество задвижек - малое гидравлическое сопротивление /в 30...40 раз меньше, чем у вентилей/. Это достигается тем, что при вращении шпинделя 4 диск 1 или клин 9 полностью выдвигается в верхнюю часть корпуса 2. Задвижки по сравнению с вентилями имеют меньшие размеры и массу, что позволяет их устанавливать в труднодоступных местах. Задвижками управляют вручную или с помощью электропривода 10, обычно с дистанционным управлением.
У вентилей запорный или регулирующий орган перемещается возвратно-поступательно параллельно оси потока транспортируемого вещества / рис. 3.2/. Вентили имеют сальниковое уплотнение 5 шпинделя 4. Затвор 2 соединяется со шпинделем шарнирно и отрывается от седла без скольжения, благодаря чему исключается повреждение уплотнительных поверхностей 1. В отличие от кранов и задвижек вентили имеют повышенное гидравлическое сопротивление, так как потоку рабочей среды приходится менять свое направление. Чтобы уменьшить гидравлическое сопротивление, применяют прямоточные вентили, у которых золотник в открытом положении не мешает проходу рабочей среды.
Клапаны по назначению подразделяются на запорные, регулирующие, предохранительные, обратные, перепускные, отсечные, дыхательные.
Запорный клапан предназначен для перекрытия потока транспортируемого вещества.
Рис. 3.1. Задвижки:
а - клиновая с выдвижным шпинделем, б - клиновая с невыдвижным шпинделем; 1 - корпус, 2 - крышка, 3 - клин /затвор/, 4 - шпиндель, 5 - маховик
Рис. 3.2. Запорные вентили:
а - фланцевый, тип 15ч14бр; б - приварной, тип 15с65бк; 1 - уплотнительная поверхность, 2 - затвор, 3 - крышка, 4 -шпиндель, 5 - уплотнение, 6 - втулка, 7 - маховик
Регулирующий клапан служит для регулирования давления или количества транспортируемого вещества.
Предохранительные клапаны предназначены для защиты трубопроводов и оборудования от недопустимого давления путем сброса транспортируемого вещества. Они приводятся в действие либо давлением среды на клапан, либо посредством импульса /побудителя/ от вспомогательного клапана небольшого диаметра.
Предохранительные клапаны бывают рычажные / рис. 3.3, а/ и пружинные / рис. 3.3, б/ - одинарные и двойные. У двойных клапанов два запорных органа /два затвора/ размещены в одном корпусе.
Обратные клапаны пропускают транспортируемое вещество только в одном направлении и автоматически закрываются при его обратном движении. Клапаны предохраняют трубопроводы, аппараты и машины от попадания в них при прекращении работы продукта из потока обратного направления.
Обратные клапаны подъемные / рис. 3.4, а/ и поворотные / рис. 2.9, б/ изготовляют Ду от 15 до 1000 мм на различные давления и температуру. Обратные клапаны в основном устанавливают на трубопроводах для газовых и жидких сред.
Перепускные клапаны поддерживают давление рабочей среды на требуемом уровне путем перепуска ее через ответвление трубопровода.
Отсечными называются клапаны, предназначенные для быстрого перекрытия потока вещества.
Дыхательные клапаны предназначены для выпуска накопившихся паров или воздуха и предотвращения образования вакуума.
Кранами называется арматура, в которой запорный или регулирующий орган в форме тела вращения или части его поворачивается вокруг своей оси, перпендикулярной оси потока транспортируемого вещества. По конструкции затвора краны подразделяются на конусные / рис. 3.5, а/, шаровые / рис. 3.5, б/ и цилиндрические. Шаровые краны, широко применяемые, имеют шаровую пробку 6, которая обеспечивает малое гидравлическое сопротивление и высокие эксплуатационные качества. По способу уплотнения затвора краны могут быть натяжные и сальниковые. В натяжных кранах затвор уплотняется подтягиванием гайки, навернутой на нижний конец пробки, которая проходит через дно корпуса: в сальниковых /см. рис. 3.5, а/ - подтяжкой сальника 2.
Обозначение и отличительная окраска. Знание условных обозначений и отличительной окраски трубопроводной промышленной арматуры позволяет правильно определить ее тип и материал, условия применения в трубопроводах и тем самым обеспечивает возможность контроля и грамотное выполнение монтажных работ.
Рис. 3.3. Предохранительные малоподъемные клапаны:
а - однорычажный ранцевый, тип 17ч3бр; б - пружинный фланцевый, тип 17с11нж; 1 - корпус. 2 - затвор, 3 - шпиндель, 4 - крышка, 5 - рычаг, 6 - груз, 7 - пружина
Рис. 3.4. Обратные сланцевые клапаны:
а - подъемный, тип 16ч3бр; б - поворотный, тип 19ч16бр; 1 - корпус, 2 - подъемный затвор, 3 - крышка, 4 - поворотный затвор
Рис. 3.5. Фланцевые сальниковые краны:
а - пробковый, тип 11ч8бк; б - шаровой, тип 11ч37п; 1 - втулка, 2 - сальник, 3 - корпус, 4 - конусная пробка, 5 - отжимный болт, 6 - шаровая пробка
Условное обозначение, или шифр, арматуры состоит из цифровых и буквенных знаков, включающих пять элементов, расположенных последовательно. Например, 30ч925бр. Первое двузначное число обозначает тип арматуры: кран -11; запорное устройство указателя уровня - 12; вентиль - 13, 14, 15; обратный подъемный клапан - 16; предохранительный клапан - 17; обратный поворотный клапан - 19; задвижка - 30 и 31; конденсатоотводчик - 45 и т.д.
Первое буквенное обозначение указывает материал корпуса: сталь углеродистая - с; сталь легированная - лс; сталь нержавеющая - нж; чугун серый - ч; чугун ковкий - кч; латунь или бронза - б; пластмассы /кроме винипласта/ - п.
Однозначное число указывает привод: механический с червячной передачей - 3; то же, с цилиндрической - 4; то же, с конической - 5; пневматический - 6; гидравлический - 7; электромагнитный - 8; электрический - 9. При отсутствии привода число не ставится.
Следующее двузначное число - конструкция данного вида арматуры /номер модели/ по каталогу.
Буквы в конце условного обозначения указывают материал уплотнительных колец /буквенное обозначение/: латунь и бронза - бр; нержавеющая сталь - нж; кожа - к; эбонит - э; резина - р; пластмассы /кроме винипласта/ - п; без вставных или направленных колец - бк.
В том случае, если арматура имеет внутреннее покрытие, обозначение материала этого покрытия объединяется с обозначением материала уплотнительных колец: гуммирование - гм; эмалирование - эм; футерование пластмассой - п; освинцовывание -св.
Для арматуры с электроприводом во взрывозащищенном исполнении в конце обозначения добавляют букву Б /например, 30 ч 906брБ/, а в тропическом исполнении - букву Т /30ч6брТ/. Б отдельных случаях после букв, обозначающих материал уплотнительных поверхностей, добавляют цифру, указывающую на вариант исполнения изделия.
1. Индекс 15с916ж1, где 15 - вентиль, с - корпус выполнен из углеродистой стали, 9 - привод электрический, 16 - номер по каталогу, нж - уплотнительные поверхности изготовлены из нержавеющей стали, 1 - вариант исполнения.
2. Индекс 11б9бк, где 11 - кран, 6 - корпус выполнен из латуни или бронзы, 9 - номер по каталогу, бк - уплотнительные поверхности изготовлены непосредственно на самом корпусе, т.е. затвор без вставных колец.
Отличительную окраску чугунной и стальной арматуры наносят на необработанные поверхности /корпус, крышку, сальник, кроме приводных устройств/. Арматуру из углеродистой стали окрашивают в серый цвет, из легированной - в синий, с корпусом из кислотостойкой и нержавеющей стали - в голубой, из чугуна серого и ковкого - в черный. Арматуру из цветных металлов и пластмасс не окрашивают.
В зависимости от материала уплотнительных деталей затвора используют дополнительную отличительную окраску приводного устройства арматуры /маховика, рычага/: если уплотнительное устройство изготовлено из бронзы или латуни - в красный цвет, из нержавеющей стали - в голубой, из алюминия - в алюминиевый, из баббита - в желтый, из кожи и резины - в коричневый. Арматуру, футерованную или имеющую внутреннее покрытие /кроме диафрагмы/, дополнительно окрашивают: эмалированную - в красный, гуммированную - в зеленый, покрытую пластмассой - в синий цвет.
3.3. Компенсаторы
Все трубопроводы при изменении температуры транспортируемого продукта и окружающей среды подвержены температурным деформациям /удлинению, укорочению/.
Вследствие теплового удлинения в трубопроводе возникают значительные продольные усилия, которые оказывают давление на конечные закрепленные точки /опоры/, стремясь сдвинуть их с места. Эти усилия настолько значительны, что могут разрушить опоры 1 / рис. 3.4, а/, вызвать продольный изгиб трубопровода 2 или привести к нарушению фланцевых и сварных соединений.
Для защиты трубопровода от дополнительных нагрузок, возникающих при изменении температуры, его проектируют и конструктивно выполняют так, чтобы он мог свободно удлиняться при нагревании и укорачиваться при охлаждении без перенапряжения материала к соединительных труб. Способность трубопровода к деформации под действием тепловых удлинений в пределах допускаемых напряжений в материале труб называется компенсацией тепловых удлинений.
Способность трубопровода компенсировать тепловые удлинения за счет конфигурации участка линии и упругих свойств металла без специальных устройств, встраиваемых в трубопровод, называется самокомпенсацией / рис. 3.6, б/. Самокомпенсация осуществляется благодаря тому, что в линии трубопровода 2, кроме прямых участков между неподвижными опорами 1. имеются повороты или изгибы /отводы/. Расположенный между двумя прямыми участками поворот или отвод обеспечивает компенсацию значительной части удлинения благодаря эластичности конструкции, а остальная часть компенсируется за счет упругих свойств металла прямого участка трубопровода.
Б зависимости от конструкции, принципа работы компенсаторы делятся на П-образные, линзовые, волнистые и сальниковые.
П-образные компенсаторы, обладающие большой компенсирующей способностью /до 700 мм/, широко применяют при надземной прокладке технологических трубопроводов независимо от их диаметра. Преимущества таких компенсаторов - простота изготовления и удобство эксплуатации; недостатки - повышенное гидравлическое сопротивление, большой расход труб, значительные размеры и необходимость сооружения дополнительных опорных конструкций.
П-образные компенсаторы изготовляют с применением гнутых / рис. 3.7, а/, крутоизогнутых / рис. 3.7, б/ и сварных / рис.3.7, в/ отводов. П-образные компенсаторы в зависимости от соотношения длин прямого участка спинки Р и прямого участка имеют различную компенсирующую способность.
Линзовые компенсаторы /рис. З.8, а/ состоят из нескольких последовательно включенных в трубопровод линз. Линза сварной конструкции состоит из двух тонкостенных стальных штампованных полулинз 1 и благодаря своей форме легко сжимается. Компенсирующая способность каждой линзы сравнительно небольшая /5...8 мм/. Число линз компенсатора выбирают в зависимости от его необходимой компенсирующей способности. Чаще всего применяют компенсаторы, состоящие из трех или четырех линз. Чтобы уменьшить сопротивление движению рабочей среды, внутри компенсатора помещают стаканы 3 / рис. 3.8, б/.
Рис. 3.6. Деформации трубопровода и их компенсация:
а - трубопровода без компенсатора, б - самокомпенсация - Z - образного трубопровода, в - трубопровода с П-образным компенсатором; 1 - неподвижная опора, 2 - трубопровод, 3 - направляющая опора, 4 - пружинная подвеска, 5 - П-образный компенсатор
Рис. 3.7. П-образные компенсаторы с отводами:
а - гнутыми; б - крутоизогнутыми; в - сварными
Рис. 3.8. Линзовые компенсаторы:
а - трехлинзовый без стакана, б - трехлинзовый со стаканом, в - сдвоенный со стяжкой; 1 - полулинза, 2 - штуцер, 3 - стакан, 4 - тяга, 5 - стяжка
Компенсаторы со стаканами используют на прямых участках трубопроводов для восприятия только осевых нагрузок, а компенсаторы без стаканов применяют в тех случаях, когда они работают в качестве шарниров. На горизонтальных участках трубопроводов компенсаторы устанавливают с дренажными штуцерами 2, которые вваривают в нижних точках каждой линзы. Для восприятия распорных усилий, возникающих в трубопроводах, приваривают стяжки 5 / рис. 3.8, в/.
Линзовые компенсаторы применяют на Ру до 2,5 МПа для трубопроводов Ду от 100 до 1600 мм, транспортирующих неагрессивные и малоагрессивные вещества. К трубопроводам линзовые компенсаторы присоединяют на сварке или на фланцах. Преимущества линзовых компенсаторов по сравнению с П-образными - небольшие размеры и масса; недостатки - небольшие допускаемые давления, малая компенсирующая способность и большие распорные усилия, передаваемые на неподвижные опоры.
Волнистые компенсаторы - наиболее совершенные устройства, обладающие большой компенсирующей способностью и небольшими габаритами. Основная отличительная особенность волнистых компенсаторов по сравнению с линзовыми - гибкий элемент, представляющий собой эластичную и прочную гофрированную оболочку. Гибкий элемент в зависимости от направления нагрузки, прикладываемой к его концам, получает деформации различного характера / рис. 3.9/: сжатие, растяжение, изгиб, смещение оси.
В зависимости от назначения и условий эксплуатации волнистые компенсаторы изготовляют различных типов: осевые, угловые, шарнирные и т.д. Компенсаторам каждого основного типа соответствует определенный характер деформации гибкого элемента. Гибкий элемент осевых компенсаторов работает на сжатие и растяжение вдоль продольной оси на величину Δ/2 по отношению к его начальному положению.
Волнистые компенсаторы предназначены для работы при температуре от -70 до +700 °С на Р до 6,3 МПа. Применение волнистых компенсаторов вместо П-образных сокращает расход труб и тепловой изоляции на 15...25 %, снижает гидравлическое сопротивление и уменьшает количество опор и опорных конструкций, поддерживающих трубопровод. По сравнению с линзовыми компенсаторами волнистые имеют более широкий диапазон допускаемых давлений, большую компенсирующую способность и значительно меньшие продольные усилия, передаваемые на неподвижные опоры.
Рис. 3.9. Схемы деформации гибкого элемента волнистого компенсатора:
а - начальное положение; б - сжатие по продольной оси; в - растяжение по продольной оси; г - изгиб под углом; д - смещение продольной оси при параллельности плоскостей
Сальниковые компенсаторы /рис. 3.10/ представляют собой трубу 1, вставленную в корпус 4. В зазоре между ними установлено уплотнительное кольцо 3 с грундбуксой 2. По конструкции сальниковые компенсаторы подразделяют на одно- и двусторонние. Компенсаторы соединяются с трубопроводом на сварке или на фланцах. Сальниковые компенсаторы изготовляют на Р до 1,6 МПа, температуру до 300 °С и Ду от 100 до 1000 мм.
Сальниковые компенсаторы отличаются высокой компенсирующей способностью, небольшими размерами. Однако из-за трудности герметизации сальниковых уплотнений в технологических трубопроводах их применяют редко, а для трубопроводов горючих, токсичных и сжиженных газов их использование не допускается. Основные недостатки сальниковых компенсаторов - необходимость систематического наблюдения и ухода за ними в процессе эксплуатации, сравнительно быстрый износ сальниковой набивки и, как следствие, отсутствие надежной герметичности.
3.4. Контроль качества сварных соединений
Качество сварных швов трубопроводов проверяют путем систематического пооперационного контроля, внешнего осмотра и измерения, неразрушающих методов контроля; испытаний механических свойств образцов пробных стыков и металлографических исследований. Результаты контроля сварных соединений фиксируют в соответствующих документах.
Пооперационный контроль включает в себя: проверку состояния и качества подлежащих сварке труб, деталей и элементов трубопроводов, арматуры и сварочных материалов, а также проверку правильности подготовки кромок и чистоты их поверхностей; контроль качества сборки стыков под сварку, смещений кромок, зазоров и величины несоосности; контроль технологии и параметров режима в процессе сварки.
Внешнему осмотру и измерению подлежат все сварные стыки для выявления возможных дефектов: трещин, выходящих на поверхность шва или основного металла в зоне термического влияния; наплывов и подрезов в зоне перехода от основного металла к наплавленному; прожогов и кратеров; неравномерности усиления сварного шва по ширине и высоте, а также его отклонения от оси /перекосов/; непроваров в случаях, если сварное соединение можно осмотреть изнутри трубопровода; несоответствия геометрических размеров швов требованиям чертежей, проекта и ГОСТов.
Рис. 3.10. Сальниковый компенсатор
1 - труба;
2 - грундбукса;
3 - уплотнительное кольцо;
4 - корпус компенсатора.
Внешний вид сварных швов, выполненных дуговой сваркой, должен удовлетворять следующим требованиям. Поверхность швов должна быть слегка выпуклой и гладкой /при ручной сварке - мелкочешуйчатой/; ноздреватость, пористость, грубая чешуйчатость не допускаются. Переход от наплавленного металла к основному должен быть плавным. Швы не должны иметь трещин, прожогов, кратеров и подрезов глубиной более 0,5 мм.
К неразрушающим методам контроля, с помощью которых выявляют в сварных соединениях возможные наружные, не доступные для внешнего осмотра, и внутренние дефекты /трещины, непровары, поры, шлаковые включения и др./, относят радиографический с применением рентгеновских и электрографических аппаратов, гамма-дефектоскопов, а также ультразвуковой с использованием ультразвуковых дефектоскопов УДМ-3, ДУК-66П, УД-1Ш1, УД-24, УД-20УА и "ЭХО".
В качестве рентгеновских аппаратов непрерывного действия применяют РУП-120-5-1, РАП-150-7, РАП-150-03, РАП-160-6П, РУП-200-5-2, РАП-150/300 и РУП-400-5/1 и импульсных - МИРА-1Д, МИРА-2Д и МИРА-ЗД. Для гаммаграфирования используют радиоизотопные источники и гамма-дефектоскопы: Гаммарид-192/40Т, Гам-марид-170/400 и Стапель-5М. Из электрорадиографических аппаратов наибольшее применение нашли ЭРГА-ПС, ЭРЕНГ, ЭРГА-П2 и АРЕКС-2.
4. МОНТАЖ СТАЛЬНЫХ МЕЖЦЕХОВЫХ ТРУБОПРОВОДОВ ОБЩЕГО НАЗНАЧЕНИЯ
4.1. Способы прокладки межцеховых трубопроводов
Межцеховые трубопроводы прокладывают надземным или подземным способом. Способ прокладки определяется проектной организацией. В пределах границы промышленного предприятия прокладку межцеховых трубопроводов и паропроводов проектируют преимущественно над землей.
Надземным способом межцеховые трубопроводы прокладывают, как правило, на эстакадах / рис. 4.1, а/; отдельно стоящих стойках; балочных одноярусных эстакадах / рис. 4.1, б/, в которых трубопроводы прокладывают по поперечным траверсам; опирающимся на балки; балочных двухъярусных / рис. 4.1, в/, в которых трубопроводы прокладывают по поперечным траверсам, опирающимся на балки или стойки эстакады; многоярусных с пролетными строениями ферменного типа / рис. 4.1, г/, а также на низких опорах, шпалах и др.
для обеспечения свободного проезда внутризаводского транспорта и беспрепятственного прохода людей минимальная высота до низа трубопроводов или пролетных строений высоких эстакад на территории предприятия должна быть /м/: над внутризаводскими железнодорожными путями /от головки рельсов/ - 5,5; над автомобильными дорогами и проездами - 4,5 и над пешеходными проходами - 2,5.
Высоту от уровня земли до низа труб /или поверхности их изоляции/, прокладываемых на низких опорах, принимают с учетом возможности производства ремонтных работ, но не менее: при ширине группы труб до 1,5 м - 0,35 м; при ширине 1,5 м и более -0,5 м.
Для того чтобы использовать несущую способность трубопроводов, прокладываемых на стойках, к ним крепят трубопроводы меньших диаметров /с обязательной проверкой расчетом труб большего диаметра на допускаемый прогиб/. Такой способ закрепления не допускается на трубопроводах: транспортирующих высокоагрессивные, ядовитые, токсичные вещества и сжиженные газы; работающих под давлением от 6,3 МПа и более; транспортирующих вещества температурой выше 300 °С.
Рис. 4.1. Типы эстакад межцеховых трубопроводов:
а - отдельно стоящая стойка; б - балочная одноярусная; в - балочная двухъярусная; г - многоярусная
При многоярусном расположении трубопроводов на верхнем ярусе эстакад или опор размещают трубопроводы больших диаметров, транспортирующие горючие и инертные газы, а также пар. Трубопроводы, транспортирующие кислоты, - ниже всех остальных трубопроводов.
Межцеховые трубопроводы прокладывают также в открытых лотках и укладывают на железобетонные шпалы по дну в один ряд. Чтобы можно было выполнять монтажные и ремонтные работы, лотки прокладывают вдоль внутризаводской дороги с одной или двух сторон. Основные дороги приподнимают на 0,7...0.8 м над уровнем земли, что позволяет при пересечении лотков с другими дорогами к проходами устраивать переезды и переходные площадки. Такой способ прокладки снижает стоимость монтажных и ремонтных работ, а также улучшает условия эксплуатации трубопроводов.
При подземном способе трубопроводы прокладывают в проходных, полупроходных и непроходных подземных каналах / рис. 4.2/, непосредственно в грунте /бесканальная прокладка/.
Подземную прокладку технологических трубопроводов на территории промышленных предприятий, особенно в непроходных подземных каналах, выполняют в тех случаях, когда сооружение надземных эстакад экономически нецелесообразно или практически неосуществимо. Подземная бесканальная прокладка, а также прокладка в подземных непроходных каналах трубопроводов для горючих и сжиженных газов не разрешается. Бесканальную прокладку применяют в основном для одиночных трубопроводов, транспортирующих вещества температурой не более 150 °С и в благоприятных грунтовых условиях.
Подземные трубопроводы укладывают непосредственно в грунт обычно на глубине, несколько превышающей глубину промерзания грунта, но не менее чем на 0,6 м /от верха трубы до планировочной отметки/.
При пересечениях с внутризаводскими железнодорожными путями, автомобильными дорогами и проездами подземные трубопроводы прокладывают в защитных патронах /футлярах/ из стальных труб большого диаметра. При таких пересечениях глубина заложения подземных трубопроводов от подошвы шпалы или поверхности дорожного покрытия до верха защитного патрона трубопровода должна быть не менее 1 м.
Рис. 4.2. Подземная прокладка трубопроводов в каналах:
а - проходном, б - непроходном; 1 - подающая теплосеть, 2 - обратная теплосеть, 3 - трубопроводы горячего водоснабжения, 4 - электрокабель, 5 - водопровод, 6 - сборные железобетонные конструкции
4.2. Монтаж надземных трубопроводов
Надземные трубопроводы монтируют укрупненными блоками или секциями. Монтаж межцеховых трубопроводов отдельными трубами допускается только в тех случаях, когда из-за стесненных условий прокладка секциями становится невозможной.
По виду укрупнения блоки могут быть из строительных конструкций, трубопроводные и комбинированные.
Едоки из строительных конструкций используют при возведении сборных железобетонных и металлических эстакад балочного и ферменного типов и в их состав входят балки, траверсы, переходные мостики и их ограждения, фермы, элементы связей.
В состав трубопроводных блоков могут входить: прямые участки трубопроводов, состоящие из одной или нескольких секций /в пределах температурного блока/; спутники; П-образные линзовые или сальниковые компенсаторы; теплоизоляция.
Комбинированный блок - это собранное пролетное строение эстакады с установленными и закрепленными трубопроводными блоками.
Выбор вида блока и степени его укрупнения определяется ППР в зависимости от конструктивных решений эстакад, количества и расположения трубопроводов, их диаметров, наличия грузоподъемных механизмов и транспортных средств, а также местных условий производства работ. Обычно монтаж ведут трубопроводными и комбинированными блоками.
Укрупнительную сборку блоков производят на сборочных площадках - перемещаемых или стационарных, которые располагают в зоне действия монтажного крана.
Трубопроводные блоки собирают в следующей последовательности: грузят, транспортируют и разгружают арматуру, детали, узлы и секции; устанавливают стеллажи или стенды; подготавливают кромки секций под сварку; строят секции, поднимают и укладывают их на стеллажи; собирают и сваривают стыки, контролируют качество сварных соединений; размечают места установки опор и закрепляют опоры; контролируют качество, маркируют и принимают блоки.
Комбинированные блоки монтируют в такой последовательности: грузят, транспортируют и разгружают укрупненные элементы строительных конструкций и секций трубопроводов; собирают трубопроводные блоки; раскладывают и фиксируют нижние балки;
устанавливают фермы; устанавливают верхние стойки, крепят "елочки"; укладывают и временно закрепляют трубопроводные блоки, размещаемые внутри контура поперечного сечения блока; устанавливают верхние балки, полубалки и связи верхнего пояса; устраивают элементы жесткости; маркируют и принимают блок.
Временные элементы жесткости /распорки или связи/ должны предотвращать возможности поломки и деформации блоков при их транспортировании и монтаже.
Все блоки до выверки временно закрепляют монтажными болтами, струбцинами и другими инвентарными приспособлениями. Стропы снимают после проверки правильности монтажа и закрепления монтируемых блоков. Окончательно крепят технологические трубопроводы и арматуру, а также сваривают монтажные стыки после монтажа участка эстакады, составляющего температурный блок. При этом взаимно смещают стыкуемые секции и блоки трубопроводов до образования необходимого зазора.
На вновь сооружаемых эстакадах оставляют свободные места для прокладки дополнительных линий трубопроводов на случай возможного расширения предприятия.
К монтажным работам по прокладке надземных межцеховых трубопроводов на отдельно стоящих опорах или эстакадах приступают только после получения от строительной организации актов о полном соответствии опорных конструкций проекту и техническим условиям, а также проверки фактического выполнения этих работ представителями монтажных организаций.
4.3. Монтаж подземных трубопроводов
Бесканальная прокладка в траншеях. При бесканальной прокладке трубопроводы монтируют укрупненными секциями и плетями. При бесканальном способе обязательна предварительная гидроизоляция трубопроводов до укладки их в траншею.
Изолированные трубопроводы укладывают на деревянные брусья-дежки или валики вынутого грунта. Это необходимо для удобства захвата трубопровода монтажными полотнищами при укладке в траншею, для выполнения сборочных и сварочных работ, а также для контроля качества изоляции. Перед укладкой трубопровода проверяют соответствие размеров траншеи и отметок проектным. Дно траншеи после рытья должно быть спланировано так, чтобы трубопровод на всем протяжении имел заданный проектом уклон и лежал на грунте без провисания /провисание создает дополнительные напряжения в его стенках/.
При укладке трубопровода, покрытого антикоррозионной изоляцией, необходимо принимать меры, предупреждающие нарушение целостности изоляционного покрытия. Для этого при подъеме применяют инвентарные мягкие полотенца, состоящие из стального каната с внутренней защитной оболочкой из прочного белтинга или прорезиненной ткани.
В летнее время центрирование и сверку монтажных стыков, а также укладку и засыпку трубопроводов следует производить в самое прохладное время суток /утром/, т.к. при укладке в жаркое время трубопровод удлинится и будет защемлен засыпанным грунтом. В дальнейшем при охлаждении металла труб, особенно в зимнее время, в сварных стыках возникнут значительные растягивающие напряжения.
В зимнее время трубы укладывают в траншею сразу же после подчистки дна траншеи и засыпают талым грунтом на глубину не менее 30 - 50 см над верхом трубы.
Секции трубопровода опускают на дно траншеи плавно, без рывков и ударов о стенки и дно траншеи.
После укладки в траншею трубопровод на всем протяжении должен опираться на нетронутый или плотно утрамбованный грунт. Траншею засыпают в два приема. Сначала присыпают, подбивают пазухи трубопровода и частично засыпают траншею на высоту 0,25 - 0,3 м над верхом труб, оставляя свободными сварные стыки. Затем трубопровод подвергают гидравлическому испытанию, на которое составляют акт. После испытания траншею засыпают окончательно.
Прокладка трубопроводов в каналах. Трубопроводы прокладывают в каналах на бетонных подушках с применением металлических приварных или хомутовых опор. Свободное расстояние от дна канала до низа трубы или тепловой изоляции должно быть не менее 100 мм, независимо от диаметра трубы.
Обычно трубопроводы монтируют при открытом канале. Опоры, устанавливаемые на дне каналов, закрепляют так, чтобы они не препятствовали свободному стоку воды.
При укладке в каналах работы по окончательному закреплению трубопроводов в каждом температурном блоке ведут от неподвижных опор.
Секции трубопроводов, укладываемых в каналах, необходимодо укладки в проектное положение изолировать, оставляя свободными сварные стыки, которые изолируют после испытаний. Опоры крепят к секциям заранее, до монтажа, по снятой с натуры схеме расстановки опор, а также до их теплоизоляции. Такой способ снижает трудоемкость монтажа к теплоизоляционных работ и повышает их качество.
На укладку трубопровода в каналах и на его испытание составляют акт.
Прокладка трубопроводов в футлярах. На пересечениях с внутренними железнодорожными путями, автомобильными дорогами и проездами подземные трубопроводы укладывают в футляры из стальных труб большого диаметра, концы которых должны выступать на 2 м в каждую сторону от крайнего рельса или от края проезжей части автомобильной дороги. Концы футляров уплотняют просмоленной прядью и заливают битумом. Внутренние диаметры футляров обычно на 100 - 200 мм больше наружных диаметров прокладываемых в них трубопроводов.
Футляр воспринимает давление грунта и подвижных нагрузок от работы транспорта. Футляры укладывают двумя способами: без нарушения нормальной работы транспорта /бестраншейный или закрытый/ и с прекращением движения транспорта /открытый/. Применение того или иного способа прокладки трубопровода зависит от категории дорог и путей.
Сооружение перехода трубопровода как открытым, так и закрытым /бестраншейным/ способом состоит из следующих операций: разработки грунта, установки защитного футляра внутри разработанного грунта /одновременно с его разработкой или после/, протаскивания через футляр изолированного трубопровода с установкой его на опоры, засыпки трубопровода и восстановления участка пересекаемой дороги. Сооружение перехода оформляют актом.
4.4. Монтаж компенсаторов
Перед установкой компенсаторов в проектное положение их контролируют внешним осмотром. Как правило, все компенсаторы перед окончательным присоединением к трубопроводу должны быть предварительно растянуты или сжаты на величину, указанную в проекте, и установлены на трубопроводы вместе с распорным /или сжимающим/ приспособлением, которое снимают лишь после окончательного закрепления трубопроводов на неподвижных опорах. Растяжку применяют для "горячих" линий трубопровода, а сжатие - для "холодных".
При монтаже трубопроводов широко применяют П-образные, линзовые, волнистые и сальниковые компенсаторы.
П-образные компенсаторы, как правило, устанавливают в горизонтальном положении и, как исключение, вертикально или наклонно. При установке таких компенсаторов вертикально или наклонно в нижних точках с обеих сторон компенсатора размещают дренажные штуцера для отвода конденсата, а в верхней части - воздухоотводчики.
Для обеспечения нормальной работы компенсатор устанавливают не менее чем на трех подвижных опорах, а обе стороны трубопровода закрепляют на неподвижных опорах.
Линзовые компенсаторы устанавливают на трубах, узлах или блоках до подъема в проектное положение. Собранный узел или блок с линзовыми компенсаторами необходимо на время транспортирования, подъема и установки предохранять от деформаций и повреждений. Для этого применяют дополнительные жесткости на компенсаторах. После установки узлов на опоры и закрепления временные жесткости удаляют. Линзовые компенсаторы при монтаже растягивают на половину их компенсирующей способности после их сварки или окончательного соединения на Танцах с трубопроводом.
Волнистые компенсаторы перед установкой осматривают, расконсервируют и проверяют соответствие температурного изменения участка трубопровода проекту с допускаемой компенсирующей его способностью. Для угловых компенсаторов проверяют также величину изгиба. Гибкие элементы компенсаторов необходимо защищать от резких механических нагрузок, от скручивающих нагрузок и от попадания искр при сварке.
Последовательность монтажа волнистых осевых компенсаторов зависит от наличия в их конструкции приспособлений для предварительной растяжки. Для обеспечения надежной работы компенсатора направляющие и неподвижные опоры устанавливают так, чтобы соосность патрубков или фланцев компенсатора составляла 2 мм, а взаимное отклонение осей патрубков компенсатора - не более 1 мм на каждые 200 мм монтажной длины компенсатора.
При монтаже вертикальных участков трубопроводов с волни стыми и линзовыми компенсаторами, для того чтобы исключить возможность их сжатия /растяжения/ под действием силы тяжести трубопровода, на период монтажа на трубопроводе закрепляют поддерживающие скобы.
Сальниковые компенсаторы необходимо устанавливать строго по оси трубопровода без перекоса, величина растяжки их задается по проекту и определяется рисками, нанесенными на стакане и корпусе компенсатора.
4.5. Монтаж трубопроводов с обогревом
Трубопроводы с обогревом применяют при транспортировании легкозастывающих или выпадающих из растворов в виде кристаллов продуктов /например, расплавленные сера и нафталин/, а также для поддержания заданной температуры продукта.
Для обогрева технологических трубопроводов в качестве теплоносителя используют горячую воду от системы теплофикации или пар от технологических паропроводов низкого давления.
Если к обогреву предъявляются специальные требования, то применяют и другие теплоносители, например, антифризы или масло.
В зависимости от интенсивности обогрева технологических трубопроводов существуют два способа обогрева - внешний и внутренний. Для внешнего обогрева применяют трубопроводы с рубашкой или со спутником. При внутреннем обогреве паропровод представляет собой прямую трубу или змеевик, размещенный внутри технологического трубопровода. Такой способ обогрева применяют редко, так как в этом случае затрудняется очистка трубопровода.
Способ обогрева и его конструктивное решение устанавливаются проектом на основании соответствующих тепловых расчетов и технологических требований.
Трубопроводы с рубашкой используются только при необходимости интенсивного обогрева или точного регулирования температуры.
Трубопровод с рубашкой /рис. 4.3/ состоит из двух труб разного диаметра, а часто и разного материала, одна из которых вставлена в другую. Пар для обогрева подают в наружный корпус рубашки 2, а по внутреннему трубопроводу 3 транспортируется продукт.
Рис. 4.3. Схема участка трубопровода с рубашкой:
1 - штуцер; 2 - рубашка; 3 - обогреваемый трубопровод; 4 - фланец плоский приварной; 5 - обводная труба
Пускают пар и отводят конденсат через штуцер 1. В местах фланцевых соединений трубопроводов рубашки соединяют обводными трубами 5.
Трубопровод с рубашкой выполняют из коротких отрезков труб с фланцами на концах /рис. 4.4/. Концы корпуса, образующего рубашку 2, подкатывают и приваривают к основным трубам около фланцевых соединений 3.
Равномерность обогрева транспортируемого продукта в значительной степени зависит от качества центрирования труб.
Гнутье труб с рубашкой производят на станках с нагревом токами высокой частоты или в холодном состоянии. При совместном изгибе в холодном состоянии трубы вставляют одна в другую, наполняют межтрубное пространство песком или канифолью, иногда, чтобы сохранить в месте изгиба постоянный зазор, на внутреннюю трубу приваривают центровочные перфорированные кольца /в 3...4 местах/.
При прокладке трубопроводов из нержавеющей стали, трубопроводов высокого давления и в других случаях, когда приварка рубашки к обогреваемой трубе не допускается, необходимое уплотнение достигается с помощью сальников. Вместо рубашки для обогрева можно использовать электронагревательные элементы в виде эластичных лент, которые спиралью наматываются на трубопровод.
При монтаже обводные трубки на горизонтальных участках трубопроводов помещают строго горизонтально, чтобы не образовались мешки. На трубопроводах с уклоном участки обводных трубок, присоединяемые к штуцерам рубашек, располагают горизонтально, а уклон средней части - в соответствии с уклоном трубопровода. При сборке фланцевых соединений обводных трубок нельзя допускать принудительного натяга и перенапряжения в штуцерах.
При укладке трубопроводов на неподвижные опоры к ним крепят основную /обогреваемую/ трубу, а в рубашке в этих местах делают разрывы с обводными трубками. Крепить рубашки к неподвижным опорам не следует.
Трубопроводы со спутниками выполняют в виде трубы, которую прокладывают рядом с основным обогреваемым трубопроводом. Спутник по конструкции бывают одиночные, состоящие из двух или трех труб, в виде спирали, навитой на основной трубопровод, и в виде двухканальной трубы специального профиля. Наиболее широко применяют одиночные трубы-спутники, которые размещают параллельно основному трубопроводу снизу или сбоку. Диаметр спутников, определяемый тепловым расчетом, равен 20...50 мм.
Рис. 4.4. Узел фланцевого соединения трубопровода с рубашкой:
1 - обогреваемый трубопровод; 2 - рубашка; 3 - фланцевое соединение; 4 - обводная труба; 5 - фланцевое соединение обводной трубы
При горизонтальном расположении трубопровода спутники устанавливают под ним /при двух-трех спутниках - симметрично вертикальной оси/.
Трубопроводы со спутником /рис. 4.5/ обычно закрепляют к основному трубопроводу на хомутах 3 или вязальной проволокой через каждые 0,4...0,5 м. При этом труба-спутник 4 должна плотно прилегать к основному трубопроводу. В местах установки арматуры и фланцев 2 трубу-спутник изгибают и делают компенсатор 5 с фланцевым разъемом, чтобы молено было разбирать и ремонтировать соединение. Неподвижные крепления трубопроводов для спутников необходимо выполнять на общей опоре с основным трубопроводом.
Крепление обогревающих спутников к опорам и обогреваемому трубопроводу должно обеспечивать свободную дополнительную компенсацию тепловых удлинений спутника. Б необходимых случаях на обогревающих спутниках предусматривают дополнительные компенсирующие устройства.
Для укладки обогревающих спутников с Ду 40 и 50 мм снизу трубопровода делают вырез в подвижных и неподвижных опорах.
Перед испытанием рубашки и отдельные участки трубопроводов-спутников продувают. При испытании трубопроводов с рубашкой сначала испытывают на прочность рубашку трубопровода, причем испытательное давление должно составлять 1,25 рабочего давления теплоносителя в рубашке. При испытании рубашки фланцевые соединения обогреваемых труб не затягивают, чтобы можно было проверить отсутствие испытательной воды или воздуха в основном трубопроводе, которые могут попасть туда из-за прожога стенки трубы при приварке рубашки. Трубопроводы со спутником испытывают раздельно. По окончании испытаний трубопроводы покрывают общей теплоизоляцией.
Рис. 4.5. Схема участка трубопровода со спутником:
а - на горизонтальных участках трубопровода, б - в месте установки арматуры; 1 - обогреваемый трубопровод, 2 - фланец, 3 - хомуты, 4 - труба-спутник, 5 - компенсатор спутника, 6 -арматура, 7 - спуск конденсата
4.6. Защита подземных трубопроводов от почвенной коррозии
При подземной прокладке стальные трубопроводы подвергаются почвенной коррозии. В грунтах почти всегда содержатся соли, кислоты, щелочи и органические вещества, которые вредно действуют на стенки стальных труб. В некоторых случаях такая коррозия может вызвать очень быстрое появление сквозных свищей в металле трубы и этим вывести трубопровод из строя. Такие разрушения происходят особенно часто в трубопроводах, уложенных без достаточной защиты от коррозии.
Защита подземных трубопроводов от почвенной коррозии может быть активной и пассивной. К активным средствам защиты подземных трубопроводов от наружной коррозии относятся электрические методы, катодная и протекторная защита. При пассивной защите на наружную поверхность трубопроводов наносят покрытия и изоляцию, при активной - устраняют причины, вызывающие коррозию.
Катодная защита /рис. 4.6, а/ заключается в наведении на трубопровод специальными установками внешнего электрического поля, создающего катодный потенциал на поверхности трубы. При такой защите коррозионному разрушению подвергается электрически подключенный к защищаемому трубопроводу 1 анод 3, изготовленный из электропроводных материалов.
При протекторной защите /рис. 4.6, б/ к защищаемому трубопроводу 1 присоединяют металлический протектор 5 /анодный электрод/, имеющий более низкий электрический потенциал, чем потенциал металла трубопровода. С применением протекторной защиты трубопровод принимает полярность катода, а протектор - анода.
Средства защиты выбирают на основе данных о коррозионной активности грунтов /агрессивности грунтов по отношению к стальным трубам/, а также технико-экономических обоснований. Коррозионная активность грунтов в зависимости от их состава может быть низкой, средней и высокой. Песчаные грунты, если они не содержат каких-либо химических загрязнений, относятся к грунтам низкой коррозионной активности, солончаковые и глинистые с известковыми примесями - средней, а торфяные и черноземные - высокой.
Наиболее распространенный способ пассивной защиты почвен-
Рис. 4.6. Схема установки защиты:
а - катодной, б - протекторной; 1 - трубопровод, 2 - катодная сетевая станция, 3 - анодное заземление, 4 - соединительный проводник, 5 - протектор, 6 - наполнитель
ной коррозии - нанесение изоляционного покрытия трубопроводов. Обычно используют покрытие из нефтяных битумов с наполнителями, из липких поливинилхлоридных и стабилизированных сажей полиэтиленовых лент.
По степени коррозионной активности грунтов применяют нормальное и усиленное изоляционное покрытия / табл. 4.1/.
Для того, чтобы защитное битумное покрытие прочно пристало к поверхности трубопроводов, его перед нанесением изоляции очищают от ржавчины, земли, пыли, влаги, копоти и окалины, поддающейся механической очистке. Очищенную поверхность, которая должна иметь серый цвет с проблесками металла, чтобы не было коррозии, сразу же грунтуют. Чтобы усилить прилипаемость изоляционного покрытия к металлу трубопровода, грунтовку наносят на сухую поверхность ровным слоем, без пропусков, сгустков, подтеков и пузырей.
4.7. Тепловая изоляция трубопроводов
Тепловую изоляцию технологических трубопроводов применяют для защиты горячих и холодных поверхностей от потерь теплоты и холода, для сохранения температуры транспортируемого вещества, предотвращения его застывания, конденсации, для защиты от ожогов, если температура поверхности трубопроводов выше 60°С, в местах возможного нахождения эксплуатационного персонала.
Тепловую изоляцию применяют для прокладываемых в помещениях и туннелях трубопроводов, если температура транспортируемого вещества 45°С и выше.
Для тепловой изоляции трубопроводов широко используют типовые детали, полносборные и комплектные теплоизоляционные конструкции заводского изготовления, допускающие выполнение монтажа индустриальными методами. Детали и конструкции изготовляют из различных теплоизоляционных материалов /минеральной ваты, диатомита, перлита, асбеста, стеклоцемента, стеклопластика, ячеистых материалов/.
Для изоляции трубопроводов выпускают большое количество комплектных и полносборных изделий /рис. 4.7/: цилиндры, полуцилиндры /скорлупы/, плиты из различных теплоизоляционных материалов /минеральной ваты, диатомита, перлита/. Для покрытия изоляций применяют оболочки из листового металла, асбестоцемента, стеклотары, стеклоцемента и стеклопластика.
Таблица 4.1
Тип и конструкция изоляционного покрытия
|
Тип покрытия |
Конструкция покрытия |
Толщина покрытия без защитной обертки, мм, не менее |
Применение изоляции |
|
Нормальное: |
Грунтовка, липкая полимерная лента в один слой, защитная обертка |
0,35 |
Для трубопроводов, укладываемых в грунты с низкой и средней коррозионной активностью |
|
битумное |
Битумная грунтовка, слой битумно-резиновой мастики 3 мм, стеклохолст в 1 слой защитная обертка |
4 |
|
|
Усиленное: из полимерных лент |
Грунтовка, липкая полимерная лента в два слоя, защитная обертка |
0,65 |
Для трубопроводов, укладываемых в грунты с высокой коррозионной активностью; на участках пересечения железнодорожных путей и шоссейных дорог; на переходах через реки, каналы, затапливаемые поймы рек, болота и т.п. |
|
битумное |
Битумная грунтовка, слой битумно-резиновой мастики 2-3 мм, стеклохолст в один слой, слой битумно-резиновой мастики 2-3 мм, стеклохолст в один слой, защитная обертка |
||
|
То же |
Битумная грунтовка, слои битумно-резиновой мастики 5-6 мм, стеклохолст в один слой, защитная обертка |
Примечания :
1. Допускается применение других изоляционных покрытий /эпоксидных, каменноугольных, кремний-органических и силикатных эмалей/, обладающих требуемой сплошностью, адгезией и механической прочностью.
2. Допускаемое отклонение толщины битумных покрытий до 4 мм не должно превышать 0,3 мм; более 4 мм -0,5 мм.
Рис. 4.7. Полносборные теплоизоляционные конструкции:
1 - минеральный цилиндр; 2 - асбестоцементный полуцилиндр; 3 -полносборная конструкция из минераловатного цилиндра и асбес-тоцементных полуцилиндров; 4 - металлическое покрытие; 5 - полносборная конструкция из минераловатного цилиндра и покрытия, скрепленного самонарезающими винтами; 6 - жесткие полуцилиндры; 7 - полносборная конструкция из полуцилиндров с покрытием пленкой, стянутая стальными бандажами
Большое распространение получили изделия из минеральной ваты, температуростойкость которой не менее 600 °С. Минераловатные цилиндры на синтетическом связующем используют для тепловой изоляции трубопроводов диаметром от 25 до 219 мм, длиной от 500 до 1500 мм при температуре изолируемой поверхности от -30 до +300 °С.
4.8. Приемка и техническое освидетельствование смонтированных трубопроводов
По окончании монтажа или ремонта линии трубопровода, а также отдельного блока производится поузловая сдача - приемка. При этом проверяют:
правильность выполнения всех монтажных работ и их соответствие проекту, включая термическую обработку к контроль качества сварки, соответствие типов установленной арматуры проектным, правильность монтажа арматуры и дистанционных приводов к ней, легкость открывания и закрывания арматуры;
законченность и правильность расположения и установки дренажей, воздушников, сливных линий, штуцеров и диафрагм бобышек для измерения ползучести, реперов для изменения тепловых удлинений трубопровода;
наличие и величину зазоров между параллельно проложенными трубопроводами, строительными конструкциями и трубопроводами в местах прохода через перекрытия и стены;
наличие площадок и лестниц для обслуживания арматуры, расположенной в труднодоступных местах;
соответствие проекту типов опор и подвесок, мест их расположения и правильность монтажа;
наличие и правильность оформления монтажной технической документации.
Поузловая приемка производится прорабом с представителем заказчика.
При техническом освидетельствовании смонтированного трубопровода проверяют монтажную техническую документацию, подвергают трубопровод наружному осмотру и гидравлическому испытанию. При наружном осмотре проверяют готовность трубопровода к проведению испытаний.
Техническое освидетельствование трубопровода, включая трубопроводы, на которые распространяются требования ПУГ-69, а также трубопроводов пара и горячей воды IV категории производится руководством монтажного участка при участии представителя технического надзора заказчика.
Техническое освидетельствование трубопроводов пара и горячей воды, на которые распространяются требования Госгортехнадзора, для трубопроводов 1 категории с Ду более 70 мм и трубопроводов II и III категорий с Ду более 100 мм проводит инженер-контролер местного управления Госгортехнадзора.
4.9. Методы испытаний трубопроводов и испытательное давление
Все технологические трубопроводы после монтажа перед сдачей их в эксплуатацию подвергают испытанию на прочность и плотность. Для особо ответственных трубопроводов, кроме испытания на прочность и плотность, производят испытание их на герметичность.
При испытании на прочность в трубопроводе создают давление, превышающее рабочее. При этом в конструкции трубопровода возникают повышенные напряжения, которые вскрывают его дефектные места.
При испытании на плотность в трубопроводе создают рабочее давление, при котором производят осмотр и обстукивание с целью выявления неплотности системы в виде сквозных трещин, отверстий и т.д. При испытании на герметичность в трубопроводе воздухом или инертным газом создают рабочее давление, которое выдерживают в течение длительного времени /не менее 12 ч/. При этом по манометру определяют величину падения давления за время испытания, по которой судят о герметичности системы. Этот вид испытания позволяет выявить мельчайшие неплотности системы.
Испытание трубопроводов на прочность и плотность обычно производят одновременно гидравлическим или пневматическим способом, а испытание на герметичность - только пневматическим. При испытании на прочность и плотность используют преимущественно гидравлический способ как наиболее безопасный. Пневматический способ предусматривают в следующих случаях: когда опорные конструкции или газопровод не рассчитаны на заполнение его водой; если температура воздуха отрицательная и отсутствуют средства, предотвращающие замораживание системы; гидравлический метод недопустим или невозможен по технологическим или другим требованиям.
Трубопроводы испытывают только при полностью смонтированных линиях или отдельных участков, после проверки исполнительной схемы, внешнего осмотра и получения разрешения заказчика.
Пневматическое испытание трубопроводов на прочность не разрешается проводить в действующих цехах, а также на эстакадах и в каналах, где уложены другие трубопроводы, находящиеся в работе.
Вид и способы испытаний, значения испытательных давлений указывают в проекте для каждого трубопровода. При отсутствии этих указаний способ испытания /гидравлический или пневматический/ выбирает монтажная организация и согласовывает с заказчиком, а вид и значения испытательных давлений принимают в соответствии с указанием СНиП 3.05.05-84; ПУГ-69 или правилами Госгортехнадзора. Испытательное давление для стальных технологических трубопроводов на прочность и плотность как гидравлическим, так и пневматическим способом приведено в табл.4.2.
При наличии на трубопроводе арматуры из серого чугуна пневматическое испытание на прочность допускается давлением не более 0,4 МПа независимо от диаметра трубопровода.
Испытанию следует по возможности подвергать весь трубопровод. Если испытанию подвергают отдельные участки, то их разбивку производит монтажная организация.
Смонтированные трубопроводы, как правило, испытывают до их изоляции. Разрешается проводить испытания трубопроводов из бесшовных труб или заранее изготовленных и испытанных блоков независимо от вида труб с нанесенной тепловой или антикоррозионной изоляцией при условии, что сварные монтажные стыки и фланцевые соединения оставляют неизолированными и доступными для осмотра. Трубопроводы пара и горячей воды, подконтрольные Госгортехнадзору, испытывают с нанесенной изоляцией /кроме сварных и фланцевых стыков/после получения разрешения местного органа Госгортехнадзора.
Таблица 4.2
|
Вид трубопровода и его параметры |
На прочность и плотность, МПа |
На герметичность с определением падения давления, МПа |
|
Трубопроводы с абсолютным давлением от 0,095 МПа до избыточного рабочего давления 0,5 МПа при температуре среды до 400˚С |
1,5Рраб, но не менее 0,2 |
Рраб. |
|
Трубопроводы с рабочей температурой среды выше 400 С независимо от рабочего давления |
1,5 Рраб, но не менее 0,2 |
Рраб. |
|
Трубопроводы для пара и горячей воды . Трубопроводы для горючих, токсичных и сжиженных газов с рабочим давлением, МПа: |
1,25 Рраб. |
|
|
до 0,005 изб. |
- |
0,02 |
|
свыше 0,0051 до 0,05 изб. |
- |
Рраб.+003 |
|
свыше 0,051 до 0,1 от 0,001 до 0,95 абс./вакуум/ |
0,2 |
Рраб, но не менее 0,1 0,085 |
Трубопроводы для пара и горячей воды подвергают только гидравлическим испытаниям.
4.10. Защитная и опознавательная окраска трубопроводов
Наружную поверхность трубопроводов окрашивают для защиты от коррозии. Окраска бывает различной в зависимости от места прокладки, наличия тепловой изоляции и температуры транспортируемого продукта.
Защитной окраске подлежат все надземные трубопроводы из углеродистой стали с тепловой изоляцией, покрытой кожухами, или без нее, прокладываемые как на открытом воздухе, так и в помещениях. Исключение составляют изолированные трубопроводы, покрытые асбестоцементной штукатуркой, асбестоцементным формованными изделиями, а также имеющие кожух из коррозионно-стойких металлов /алюминия, оцинкованного железа и др./.
Трубопроводы окрашивают масляной краской, эмалями и лаками /перхлорвиниловыми, эпоксидными/. Применяют также способ металлизации алюминием, цинком и другими защитными средствами в зависимости от условий, в которых работает трубопровод. Трубопроводы, прокладываемые в непроходных каналах, неизолированные и имеющие тепловую изоляцию, при рабочей температуре поверхности трубы или изоляции до 25°С окрашивают битумным лаком. При более высоких температурах поверхностей такие трубопроводы не окрашивают.
Помимо основной защитной окраски, все технологические трубопроводы должны иметь опознавательную цветную окраску.
Опознавательную окраску / ГОСТ 14202-69/, предупреждающие знаки и маркировочные щитки трубопроводов применяют для того, чтобы определить содержимое трубопровода.
Таблица 4.3
Опознавательная окраска
|
Вещество, транспортируемое по трубопроводу |
Цвет окраски трубопровода |
|
Вода Пар Воздух Газы горючие и негорючие Кислоты Щелочи Жидкости горючие к негорючие Прочие вещества |
Зеленый Красный Синий Желтый Оранжевый Фиолетовый Коричневый Серый |
Противопожарные трубопроводы независимо от содержимого /вода, пена, газ, пар/ окрашивают по всей поверхности, включая запорно-регулирующую арматуру, в красный цвет.
Окраска трубопроводов в отличительные цвета может быть сплошной по всей поверхности или отдельными участками в виде поясов шириной не менее трех наружных диаметров трубопровода. Опознавательные пояса при окраске участками наносят в_ наиболее ответственных местах трубопроводов /на ответвлениях у мест соединений, фланцев, мест отбора, арматуры и контрольно-измерительных приборов, в местах перехода трубопроводов через стены, перегородки и перекрытия/ не реже чем через 10 м внутри производственных помещений и на наружных установках и 30...60 м на наружных магистральных линиях.
Для обозначения наиболее важных свойств транспортируемых веществ на трубопроводах наносят предупреждающие сигнальные кольца: красного цвета - для обозначения легковоспламеняющихся, огнеопасных и взрывоопасных веществ; желтого - опасных и вредных /ядовитых, токсичных, вызывающих химические или термические ожоги, находящихся под высоким давлением или глубоким вакуумом/; зеленого - безопасных и нейтральных. По степени опасности транспортируемого в трубопроводе продукта для жизни и здоровья людей или эксплуатации предприятия на трубопровод наносят разное количество предупреждающих колец - от одного до трех.
Для дополнительного обозначения вида веществ и их параметров, необходимых по условиям эксплуатации, применяют буквенные и цифровые надписи, которые наносят непосредственно на трубопроводы или специальные маркировочные щитки, а также на поверхности конструкций, к которым прикреплены трубопроводы.
Направление потока веществ, транспортируемых по трубопроводам, указывают острым концом маркировочных щитков или стрелками, наносимыми непосредственно на трубопроводы.
Для обозначения трубопроводов с особо опасным для здоровья и жизни людей или эксплуатации предприятия содержимым, а также при необходимости конкретизировать вид опасности дополнительно к цветным предупреждающим кольцам наносят предупреждающие знаки треугольной формы с изображением черного цвета на желтом фоне. Такие знаки изготовляют из листовой стали, пластмассы, прессованного картона и древесины. Эти знаки навешивают на трубопровод или устанавливают на конструкциях, к которым они прикреплены.
В том случае, если от воздействия протекающих веществ может измениться оттенок отличительных цветов, обозначение на трубопроводы наносят с помощью маркировочных щитков.
Во всех производственных помещениях, где проложены трубопроводы, на хорошо доступных для обозрения местах вывешивают схемы опознавательной окраски трубопроводов с расшифровкой цветов, предупреждающих знаков и прочих условных обозначений, принятых для маркировки трубопроводов.
4.11. Сдача и приемка трубопроводов в эксплуатацию
Перед сдачей и приемкой трубопроводов в эксплуатацию окончательно проверяют выполнение всех строительных, монтажных и специальных работ, а также наличие монтажной технической документации на выполненные работы.
Технологические трубопроводы сдают в эксплуатацию одновременно с промышленными установками, агрегатами, цехами и другими объектами, к которым они относятся.
Межцеховые трубопроводы, обслуживающие несколько объектов, можно сдавать самостоятельно по окончании всех относящихся к ним строительных, монтажных и специальных работ.
При сдаче в эксплуатацию технологических трубопроводов на условное давление до 10 МПа монтажная организация обязана представить заказчику следующую техническую документацию: акты проверки внутренней очистки трубопроводов; паспорта на арматуру и акты испытания трубопроводной арматуры /если оно проводилось/; акты на укладку патронов, журналы сварочных работ /для трубопроводов I и II категорий/; акты испытания трубопроводов на прочность и плотность; акты промывки и продувки трубопроводов; акты дополнительного пневматического испытания трубопроводов на плотность; акты готовности траншей и опорных конструкций к укладке трубопроводов; заключение о качестве сварных соединений; протоколы механических испытаний сварных образцов, сертификаты на трубы и сварочные материалы; списки сваршдков, участвовавших в сварке трубопроводов, с указанием номера удостоверения и клейма; исполнительные схемы трубопроводов /для трубопроводов I категории/; акты на предварительную растяжку /сжатие/ компенсаторов.
Для регистрации трубопровода пара и горячей воды монтажная организация представляет в местные органы Госгортехнадзора: паспорт трубопровода, содержащий данные о его характеристике, рабочих параметрах, результатах освидетельствования и др.; свидетельство о качестве изготовления узлов трубопроводов; свидетельство о качестве монтажа трубопроводов; аксонометрическую схему трубопровода.
Свидетельство о качестве изготовления узлов и монтажа трубопроводов; паспорта арматуры; сертификаты на применяющиеся при монтаже электроды; удостоверения к данные о результатах проверки электросварщиков; данные о результатах испытаний пробных образцов сварных стыков; журнал термообработки сварных стыков из легированной стали; протокол испытания сварных стыков неразрушающими методами контроля; журнал измерений диаметров паропроводов для наблюдения за ползучестью металла; журнал фиксации оси трубопровода; журнал исходных измерений положения паропровода по реперам термического перемещения.
5. НАСОСНЫЕ СТАНЦИи НЕФТЕБАЗ
Эксплуатация нефтебазовых технологических трубопроводов невозможна без использования насосных станций, которые являются важнейшими объектами нефтебазы и предназначены для внутрибазовых перекачек нефти и нефтепродуктов из одной группы резервуаров в другую, для налива и слива железнодорожных и автомобильных цистерн и наливных судов.
Насосные станции могут быть стационарными и передвижными.
Стационарные насосные станции преобладают на большинстве нефтебаз и по своему положению относительно поверхности земли могут быть наземными, полуподземными и подземными. Выбор того или иного расположения насосной станции относительно поверхности земли в основном определяется условием всасывания насосов.
Оборудование стационарных насосных станций, включающих насосы с трубопроводной обвязкой, задвижки, обратные клапаны, перепускные устройства, двигатели для привода насосов с пусковыми и защитными устройствами, КИП и системы управления размещаются, как правило, в зданиях, сооружаемых в соответствии с требованиями СНиП II.106-79 и оборудованных средствами противопожарной защиты, вентиляцией, освещением и отоплением. Если число основных рабочих насосов /не считая резервных и вспомогательных/ на насосной станции не более пяти для нефтебаз I и II категорий и не более десяти для нефтебаз III категории, то задвижки системы управления для переключения технологических трубопроводов, собранные в блоки /манифольды/, разрешается размещать в одном помещении с насосами.
При размещении задвижек системы управления вне здания насосной их следует устанавливать не ближе 1 м от глухой стены насосной и 3 м от стены с оконными или дверными проемами. На всасывающих и нагнетательных трубопроводах, подходящих к насосной станции, необходимо устанавливать также аварийные задвижки на расстоянии 10 - 50 и от здания насосной.
Конструктивно здания стационарных насосных станций выполняют с раздельной или совместной установкой насосов и электродвигателей. Совместную установку применяют при взрывозащищенном исполнении электродвигателей, пригодных для эксплуатации в помещениях класса В-1а. Во всех остальных случаях помещения насосов и электродвигателей разделяются капитальной стеной с сальниковыми устройствами для промежуточных валов.
Стационарные насосные станции обычно располагают в наиболее низких местах площадки нефтебазы, чтобы улучшить условия всасывания насосов.
Плавучие насосные станции применяют на прибрежных нефтебазах, расположенных на берегах рек и озер с большим колебанием уровня воды. В этих условиях береговые насосные станции не могут откачивать нефтепродукты из нефтеналивных судов при низких горизонтах воды. Применение плавучих насосных станций, смонтированных на баржах или понтонах, пришвартованных к борту нефтеналивного судна, позволяет производить перекачку независимо от уровня в водоеме.
Плавучие насосные станции оборудуют, как правило, грузовыми насосам/ для выкачки нефтепродуктов, зачистными насосами для зачистки танков нефтеналивного судна, балластными насосами для заполнения водой и опорожнения балластных отсеков /танков/ и пожарными насосами. С береговыми трубопроводами плавучие насосные станции соединяются при помощи гибких шлангов или трубопроводов с шаровыми соединениями.
Морские и речные танкеры выгрузку нефтепродуктов производят собственными насосными установками.
Передвижные насосные установки монтируются на шасси автомашин и прицепов и служат для перекачки нефтепродуктов на временных складах горючего, для временной замены вышедших из строя стационарных насосных станций, для сбора разлившегося нефтепродукта при авариях трубопроводов и резервуаров.
Привод насосов на передвижных насосных установках может осуществляться от двигателя автомобиля, отдельного двигателя внутреннего сгорания или от электродвигателя, подключаемого в энергосеть нефтебазы.
Основным оборудованием насосных станций являются насосы и привод к ним. К вспомогательному оборудованию относятся системы для подачи масла к узлам трения, охлаждения, пожаротушения, вентиляции, подачи сжатого воздуха к приборам и устройствам управления.
Для перекачки нефтепродуктов и нефтей на нефтебазах используются центробежные, поршневые и шестеренчатые насосы. Область применения насосов каждого из указанных типов определяется вязкостью перекачиваемого продукта, требуемой подачей насоса и другими условиями перекачки /фактическая высота всасывания, перекачка газожидкостной смеси, давление насыщенных паров перекачиваемой жидкости и др./. При необходимости можно применять также вакуумные насосы и эжекторы.
Наибольшее распространение на нефтебазах получилк центробежные и поршневые насосы.
Центробежные насосы отличаются небольшой массой и простотой эксплуатации.
При монтаже обвязочных трубопроводов центробежных насосов большое значение имеет правильная установка всасывающих трубопроводов, исключая образование воздушных мешков. Особенно важно правильно установить горизонтальные линии всасывающих трубопроводов, на которых не должно быть участков, расположенных выше, чем верхняя точка всасывающего штуцера насоса. Всасывающие трубопроводы должны быть смонтированы таким образом, чтобы воздух не мог скапливаться в трубопроводе /рис.5.1/.
Поршневые насосы используют на насосных станциях нефтебаз для перекачки высоковязких нефтепродуктов, а также газожидкостных смесей, образующихся, например, при зачистке резервуаров.
В настоящее время для перекачки высоковязких нефтепродуктов на нефтебазах наряду с поршневыми применяют и винтовые насосы, которые могут соединяться с электродвигателями без промежуточных редукторов. Винтовые насосы выпускают подачей 2 - 500 м3/ч и давлением до 20 МПа при к.п.д. до 60 - 80 %.
Технические показатели насосов, применяемых на нефтебазах, приведены в табл. 5.1 - 5.5,
Рис 5.1. Схемы подключения всасывающих линий трубопроводов центробежного насоса: а - правильное; б - неправильное
Таблица 5.1
Технические характеристики нефтяных насосов / t пр. = 0-200 °С/
|
Насос |
Q , м3/ч |
Н, м |
Hs , м |
кпд, % |
Дн, мм |
n , мин -1 |
N дв , кВт |
масса, кг |
|
|
насоса |
агрегат |
||||||||
|
8ВД 6x1 |
190 |
90 |
6,0 |
65 |
265 |
2950 |
55-100 |
330 |
1680 |
|
|
175 |
75 |
5,7 |
65 |
245 |
|
|
|
|
|
|
160 |
65 |
5,5 |
58 |
225 |
|
|
|
|
|
8НД 9x2 |
210 |
94 |
5,0 |
67 |
200 |
2950 |
75-160 |
878 |
2935 |
|
|
200 |
84 |
5,0 |
66 |
190 |
|
|
|
|
|
8НДв НМ |
600-400 |
35-42 |
3,8-6,5 |
79-78 |
525 |
960 |
110 |
735 |
2150 |
|
|
500-400 |
33-36 |
5,5-6,5 |
80-79 |
500 |
960 |
250 |
735 |
3438 |
|
|
500-400 |
28-32 |
5,5-6,5 |
80-79 |
470 |
960 |
160 |
750 |
|
|
|
720-540 |
89-94 |
1,4-4 |
- |
525 |
1450 |
75 |
750 |
|
|
|
720-540 |
76-84 |
1,4-4 |
|
500 |
1450 |
55 |
750 |
|
|
|
720-540 |
67-74 |
1,4-4 |
|
470 |
1450 |
75 |
750 |
|
|
10НД 6x1 |
450 |
58 |
5,4 |
80,5 |
435 |
2950 |
40-312 |
765 |
2325 |
|
|
435 |
54 |
5,5 |
|
420 |
|
|
|
|
|
|
410 |
49 |
5,8 |
|
400 |
|
|
|
|
|
|
390 |
44 |
6,0 |
|
380 |
|
|
|
|
|
|
370 |
39 |
6,2 |
|
360 |
|
|
|
|
|
|
360 |
37 |
6,2 |
|
348 |
|
|
|
|
|
12НДС-М |
1000-650 |
24-30 |
5-6 |
88 |
460 |
960 |
55-250 |
11503858 |
|
|
|
900-600 |
22-27 |
6 |
83 |
430 |
960 |
|
|
|
|
|
900-720 |
18-21 |
6 |
83 |
400 |
960 |
|
|
|
|
|
1260-900 |
64-70 |
3,6-5 |
88 |
460 |
1450 |
|
|
|
|
|
1260-900 |
44-51 |
3,6-5 |
89 |
400 |
1450 |
|
|
|
|
|
1260-900 |
55-60 |
3,6-5 |
88 |
430 |
1450 |
|
|
|
|
14НДСН |
1260-900 |
37-42 |
5 |
87-85 |
540 |
960110-160 |
15544742 |
||
|
|
1260-900 |
32-37 |
5 |
85 |
500 |
|
|
|
|
|
|
1080-800 |
32-33 |
5 |
88-84 |
480 |
|
|
|
|
|
4Н 5x2 |
55 |
106 |
3,5 |
62 |
220 |
|
7-55 |
350 |
1170 |
|
|
52 |
94 |
|
|
208 |
|
|
|
|
|
|
47 |
80 |
|
|
194 |
|
|
|
|
|
|
42 |
68 |
|
|
180 |
|
|
|
|
Таблица 5.2
Технические
характеристики консольных насосов для перекачки жидкостей
r ≤ 1000 кг/м3,
υ≤ 10-6м2/с
|
Насос |
Q , м3/ч |
Н, м |
КПД, % |
∆ h /±0,5/ м |
N дв . кВт |
Диаметр и ширина рабочего колеса D н/ g , мм |
|||
|
а |
б |
в |
г |
||||||
|
НК 35/50 |
35 |
50 |
55 |
2.8 |
4-13 |
245 5,91 |
225 6,3 |
210 6,6 |
195 6,85 |
|
НК 35/80 |
35 |
80 |
52 |
2,8 |
5-22 |
245 11,82 |
232 12,3 |
218 12,8 |
202 13,4 |
|
НК 65/50 |
65 |
50 |
63 |
3,1 |
5-17 |
|
|
|
|
|
НК 65/80 |
65 |
80 |
60 |
3,1 |
7-30 |
|
|
|
|
|
НК 120/50 |
120 |
50 |
72 |
4,0 |
7-30 |
|
|
|
|
|
НК 120/80 |
120 |
80 |
70 |
4,0 |
10-55 |
245 10,3 |
232 11,08 |
215 12,55 |
195 15,1 |
|
НК 360/50 |
360 |
50 |
76 |
4,8 |
13-90 |
|
|
|
|
|
НК 360/80 |
360 |
80 |
75 |
4,8 |
22-132 |
250 29,6 |
235 32,6 |
225 35,4 |
210 40,6 |
|
НК 600/50 |
600 |
50 |
80 |
5,8 |
30-132 |
|
|
|
|
|
НК 600/80 |
600 |
80 |
80 |
5,8 |
40-200 |
|
|
|
|
|
НК 1000/80 |
1000 |
50 |
82 |
5,0 |
40-200 |
|
|
|
|
|
НК 1000/80 |
1000 |
80 |
82 |
5,0 |
75-315 |
|
|
|
|
|
НК 1600/50 |
1600 |
50 |
84 |
6,0 |
75-315 |
|
|
|
|
|
НК 1600/80 |
1600 |
80 |
84 |
6,0 |
110-500 |
|
|
|
|
Примечания :
1. В таблице приведены одноступенчатые насосы.
2. N дв . - мощность электродвигателя.
3. ∆ h - кавитационный запас.
4. а, б, в, г - варианты исполнения насоса.
5. D н - наружный диаметр колеса.
Таблица 5.3
Технические характеристики нефтяных насосов типа К (υ<10-4 м2/ c)
|
Насос |
Q , м3/ч |
H, м |
Hs, м |
КПД, % |
Дн, мм |
n , мин-1 |
N н , кВт |
N дв , кВт |
Габариты, мм |
Масса |
||
|
l |
h |
δ |
||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
|
1,5 K-8/I9 |
6 |
20 |
6 |
44 |
128 |
2900 |
0,7 |
1,1 |
752 |
240 |
317 |
48 |
|
2 K-20/I8 |
11 |
21 |
6 |
_ |
129 |
_ |
1,2 |
1,5 |
768 |
257 |
321 |
52 |
|
2К 20/30 |
10 |
30 |
6 |
- |
162 |
- |
1,8 |
1,5 |
788 |
257 |
321 |
58 |
|
3К 45/30 |
30 |
зь |
6 |
- |
168 |
- |
4,6 |
4,0 |
940 |
304 |
378 |
94 |
|
4К 90/20 |
60 |
26 |
5 |
- |
148 |
- |
5,6 |
5,0 |
970 |
30 |
373 |
105 |
|
3К 6 (3К 6а) |
45(40) |
54(42) |
6 |
63(56) |
- |
- |
11(8) |
13(10) |
1340 |
535 |
495 |
310(293) |
|
4К 6 (4К 6а) |
90(85) |
87(76) |
5 |
65(62) |
- |
- |
33(28) |
45(37) |
1590 |
575 |
630 |
515 (490) |
|
4К 8 (4К 8 a ) |
90 |
55(48) |
5 |
73(67) |
- |
- |
19(16) |
22(17) |
1360 |
515 |
525 |
350 (335) |
|
4К 12(4К 12а) |
90(85) |
34(28) |
5 |
77(70) |
- |
- |
11(9,0) |
22(10) |
1310 |
535 |
495 |
295 |
|
6К 12 |
162 |
20 |
6 |
81 |
- |
1450 |
11 |
13 |
1350 |
515 |
525 |
365 |
|
6К-8 (6К 3а) |
162(140) |
33(29) |
6 |
78(71) |
- |
- |
18(15) |
30(19) |
1450 |
575 |
555 |
465 |
|
6К-12а |
150 |
15 |
6 |
73 |
- |
- |
8,1 |
10 |
1370 |
535 |
495 |
340 |
|
8 K - I 8 |
288 |
17,5 |
6 |
83 |
- |
_ |
16,6 |
30 |
1565 |
575 |
555 |
510 |
|
8К 12(8К-12а) |
288(250) |
29(24) |
6 |
82(78) |
- |
- |
28(21) |
37(30) |
1640 |
575 |
630 |
560 |
|
8К 18а |
260 |
16 |
б |
80 |
- |
- |
14 |
17 |
1445 |
515 |
525 |
410 |
|
1,5 КМ 8/19 |
6 |
20 |
6 |
44 |
_ |
_ |
0,7 |
1,5 |
532 |
225 |
267 |
50 |
|
2 КМ 20/18 |
1 1 |
21 |
6 |
56 |
128 |
2900 |
0,6 |
2,2 |
560 |
230 |
267 |
59 |
|
2 КМ 20/30 |
10 |
34 |
6 |
53 |
129 |
- |
1,8 |
4,0 |
588 |
257 |
290 |
78 |
|
3 КМ 6 |
45 |
54 |
6 |
63 |
162 |
- |
10,5 |
17 |
777 |
454 |
413 |
196 |
|
3 КМ ба |
40 |
42 |
6 |
56 |
- |
- |
7,5 |
17 |
777 |
454 |
413 |
196 |
|
4 КМ 8 |
90 |
55 |
5 |
73 |
- |
- |
18,5 |
22 |
815 |
485 |
413 |
204 |
|
4 КМ 8а |
90 |
43 |
5 |
67 |
- |
- |
16,8 |
17 |
777 |
489 |
413 |
197 |
|
4 КМ 12 |
90 |
34 |
5 |
77 |
- |
- |
10,8 |
17 |
777 |
473 |
412 |
195 |
|
4 КМ 12а |
85 |
29 |
5 |
70 |
- |
- |
9,2 |
17 |
777 |
473 |
412 |
195 |
|
6 КМ 12 |
162 |
20 |
6 |
81 |
- |
1450 |
10,9 |
13 |
807 |
543 |
413 |
230 |
|
6 КМ 12а |
150 |
15 |
б |
73 |
- |
1450 |
8,1 |
13 |
807 |
543 |
413 |
230 |
Примечания :
1. l , h , δ - длина, ширина, высота насоса соответственно.
2. n - частота вращения.
3. Hs - высота всасывания.
4-. N н , N дв . - мощность насоса и двигателя соответственно.
5. К, КМ - с отдельной стойкой и моноблочные соответственно.
Таблица 5.4
Технические характеристики центробежных насосов ( tпр.≤90˚С, υ≤10-4 м2/с)
|
Насос |
Q , м3/ч |
H , м |
Дн, мм |
N н , кВт |
КПД, % |
∆ h доп , м |
Габариты установки, мм |
масса, кг |
масса насоса, кг |
||
|
l |
в |
h |
|||||||||
|
Д 200-95(4НДв) |
200 |
95 |
280 |
85 |
70 |
6,5 |
1905 |
670 |
795 |
]063 |
210 |
|
|
100 |
23 |
|
10 |
70 |
8,3 |
1905 |
799 |
845 |
1207 |
250 |
|
Д 320-70(6НДс) |
320 |
70 |
242 |
90 |
78 |
6,0 |
1674 |
746 |
796 |
898 |
270 |
|
Д 200-36 (5НДв) |
200 |
36 |
З50 |
35 |
72 |
5,5 |
1905 |
966 |
692 |
1225 |
370 |
|
Д 320-50(6НДв) |
320 |
50 |
405 |
76 |
76 |
4 5 |
2545 |
1060 |
1130 |
2871 |
620 |
|
Д 520-65(10Дв) |
500 |
65 |
465 |
135 |
76 |
5,6 |
|
|
|
|
|
|
Д 630-90(8НДв) |
630 |
90 |
525 |
265 |
75 |
6,5 |
2645 |
1170 |
1200 |
3273 |
880 |
|
500 |
36 |
|
94 |
75 |
6,0 |
|
|
|
|
|
|
|
Д 800-57(12Д-9) |
800 |
57 |
432 |
177 |
82 |
4 0 |
|
|
|
|
|
|
Д 1250-65(12НДс) |
1250 |
65 |
460 |
314 |
86 |
6,0 |
|
|
|
|
|
|
Д 1250-125(14Д6) |
1250 |
125 |
625 |
620 |
76 |
4,5 |
|
|
|
|
|
|
Д 1600-90(14НДс) |
1600 |
90 |
540 |
500 |
67 |
7,0 |
3160 |
1250 |
1220 |
4922 |
1710 |
|
1000 |
40 |
|
146 |
87 |
4,0 |
2800 |
1416 |
1282 |
3060 |
|
|
|
Д 2000-21(16НДн) |
2000 |
21 |
460 |
150 |
86 |
ь о |
2800 |
1418 |
1282 |
3066 |
1500 |
|
1250 |
14 |
460 |
100 |
86 |
3,0 |
2752 |
|
1485 |
3381 |
1630 |
|
|
Д 2500-62(18НДс) |
2300 |
60 |
700 |
500 |
87 |
7,о |
3557 |
2080 |
1815 |
7882 |
2480 |
|
2000 |
34 |
|
|
87 |
7,0 |
3685 |
1760 |
1785 |
7050 |
2940 |
|
Примечания :
1. В скобках указаны обозначения насосов, действовавшие ранее.
2. l , в, h - длина, ширина, высота насосной установки.
3. Характеристики приведены для одноступенчатых насосов двухстороннего входа.
Таблица 5.5
Технико-экономические характеристики насосов
|
Насос |
Hs м |
N дв . кВт |
Цена, руб. |
Монтаж руб. |
Q х Н, м3/ч |
|
Насосы для светлых нефтепродуктов |
|||||
|
НК I60/120A 10 НД 6x1 10 НД 6 x 2 6НДв-Б(Д-405) СЗР (ФРГ) |
5 4 4 6 4 |
110 110 220 150 90 |
1290 2725 5450 1745 5200 |
164 46 91 40 150 |
160x67, 200x87, 240x84, 280x79, 320x73 250x64, 300x64 , 350x62, 400x60, 450x57 , 575х55 250x130, 300x126, 350x124, 400x120, 450x114,575x110 150x57, 200x56, 250x55, 290x53, 330x50, 370x46, 400x45 150x60, 200x60, 250x60, 300x60, 350x60, 400x60 |
|
Насосы для тёмных нефтепродуктов |
|||||
|
Ш 40-6(18/4Б-9) Ш 80-6(36/256-9) Ш 120-6 ЭНП 100/63 (100) ЭНП 100/63 (63) ЗВ 65/25 ЗВ 125/16 ЗВ 320x16 МВН-10 МВН-25 Н (Япония) |
5 5 5 5 5 5 5 5 5 5 5 |
7,5 14 21 30 30 22 45 55 35 83 75 |
470 565 700 2290 2290 1035 1500 3370 503 757 200 |
26 26 26 40 40 26 40 40 150 100 150 |
18x40 36x40 58x60 100x63 63x80 47x60 90x60 250х40 40x250 90x250 150x400 |
6. ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ ТРУБОПРОВОДОВ НЕФТЕБАЗ
Технологическая схема представляет собой безмасштабную схему трубопроводных коммуникаций /с оборудованием/, при помощи которых обеспечивается весь комплекс операций по приему, отпуску и внутрибазовым перекачкам нефтепродуктов / рис. 6.1/.
Для составления технологической схемы необходимо иметь: данные по грузообороту нефтебазы с разбивкой по отдельным группам нефтепродуктов, объем и одновременность проведения технологических операций, а также перспективы развития нефтебазы.
Технологическая схема должна обеспечить внутрибазовую перекачку из резервуара в резервуар любым насосом в пределах определенной группы нефтепродуктов с сохранением их качества и количества и предусматривать возможность перекачки по одному трубопроводу нефтепродуктов одной группы, близких по своим физико-химическим свойствам.
Технологическая схема называется двухпроводной, когда к каждому резервуару подсоединено два трубопровода, позволяющих производить одновременно закачку и выкачку нефтепродуктов, зачистку и удаление осадка из резервуара и др.
Однопроводные коммуникации применяют в основном на временных передвижных нефтебазах, которые должны быстро развертываться, а также для резервуаров небольшой емкости и раздаточных резервуаров при малой производительности отпуска.
Технологическая схема позволяет оператору производить управление технологическими операциями, а проектировщику - сделать заказ на запорную арматуру.
На технологической схеме каждая линия трубопроводов имеет свое обозначение, а запорная арматура - нумерацию.
Внутрибазовые трубопроводы работают периодически и их протяженность ограничивается пределами территории нефтебазы.
На основании технологической схемы и генерального плана составляется технологический план, представляющий технологическую схему, нанесенную в масштабе на генеральный план нефтебазы.
На основании технологического плана для каждого трубопровода составляют продольный профиль трассы / рис. 6.2/, при помощи которого можно определить фактическую длину и отметки начала и конца трубопровода /что необходимо для выполнения гидравлического расчета/, подсчитать объем земляных работ при прокладке трубопроводов, проверить работу всасывающих трубопроводов, выявить наличие мест накопления воды, конденсата или остатков нефтепродукта в трубопроводе, мешающих их удалению.
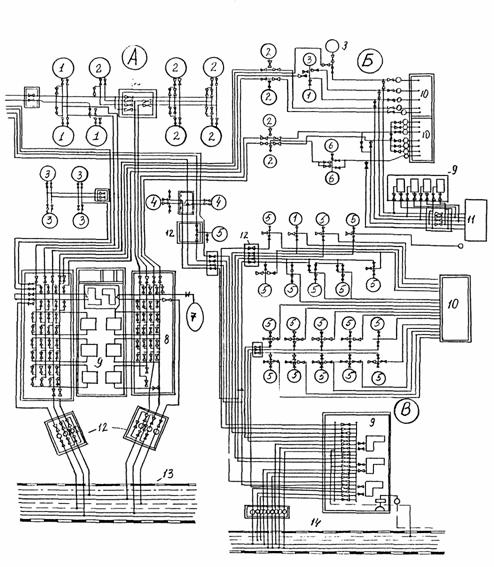
Рис.6.1.Технологическая схема нефтебазы
А - основной блок, Б - раздаточный блок светлых нефтепродуктов, В - раздаточный блок темных нефтепродуктов; 1, 2, 3, 4, 5, 6 - резервуары для дизельного топлива, автобензина, керосина , масел, шторных топлив.авиабензинов,соответственно;7 - резервуары для утечек, 8 - помещения для задвижек, 9 - НС, 10- разливочная, 11 - автоэстакада, 12 - манифольды, 13, 14 - железнодорожные эстакады для светлых и темных нефтепродуктов.
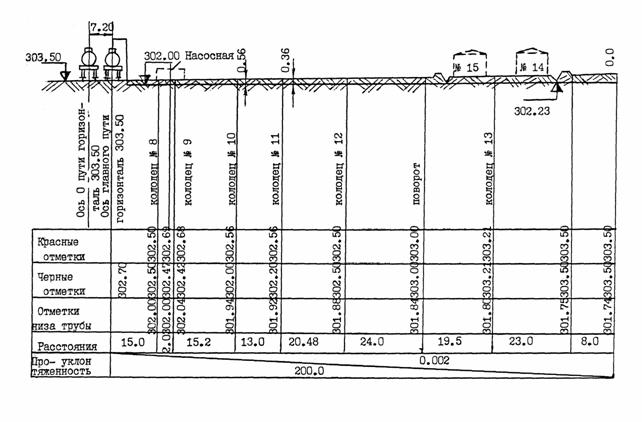
Рис. 6.2. Примерный профиль трассы трубопровода.
7. ТЕХНОЛОГИЧЕСКИЙ РАСЧЕТ ТРУБОПРОВОДОВ
Технологический расчет трубопроводов нефтебаз заключается в решении следующих основных вопросов: определение оптимальных параметров трубопроводов /диаметр, толщина стенки/; подбор насосного оборудования; расчет режимов эксплуатации трубопроводов; определение температурных напряжений и способы их компенсации.
Трубопровод выполняет свое назначение в том случае, если он обеспечивает перекачку необходимого количества нефтепродукта. Это зависит от ряда факторов: диаметра труб; давления, создаваемого в трубе насосом; разности отметок начала и конца трубопровода; температуры перекачиваемого продукта. Изменение любого из перечисленных факторов неизбежно приведет к изменению пропускной способности. Вследствие этой же взаимозависимости некоторые из факторов при выполнении технологических расчетов не могут быть определены однозначно, т.е. без учета влияния других факторов.
При эксплуатации нефтебазовых трубопроводных коммуникаций часто изменяются условия использования существующего трубопроводно насосного оборудования. Например, появляется необходимость перекачивать по трубопроводам другие нефтепродукты, по своим свойствам отличающиеся от тех, на которые первоначально было запроектировано оборудование, меняются схемы перекачки и т.д. Это вызывает иногда необходимость реконструкции трубопроводно-насосной системы нефтебазы /установка дополнительных насосов или замена имеющихся насосов, замена трубопроводов одного диаметра на трубопроводы другого диаметра, изменение их протяженности и т.д./.
Для технически правильной эксплуатации нефтебаз необходимо иметь гидравлические характеристики трубопроводно-насосных систем, без которых нельзя правильно решать вопросы производительности трубопроводов, а следовательно, и сроков слива и налива нефтепродуктов.
При сооружении или коренной реконструкции существующих нефтебаз гидравлические расчеты и характеристики трубопроводно-насосных систем выполняют проектные организации. На действующих нефтебазах эту работу проводит технический персонал.
7.1. Механический расчет трубопроводов нефтебаз
Механический расчет технологических трубопроводов нефтебаз производится на температурные напряжения и на напряжения от изгиба в холодную, когда труба изгибается под собственным весом без нагрева.
В редких случаях производится расчет трубопроводов нефтебаз на внутреннее давление, т.к. трубы изготавливаются на довольно высокие давления, которых в нефтебазовых трубопроводах практически не бывает.
Толщина стенки технологических трубопроводов нефтебаз определяется по формуле:
![]() /1/
/1/
где n - коэффициент перегрузки по внутреннему давлению;
Р - внутреннее рабочее давление в трубопроводе, МПа;
R1 - первое расчетное сопротивление материала труб, МПа;
Dн - наружный диаметр, м.
Первое расчетное сопротивление материала R 1 определяется по следующей формуле:
![]() /2/
/2/
где R1н первое нормативное сопротивление, соответствующее пределу прочности материала труб, МПа; m - коэффициент условия работы трубопроводов и т.к. все технологические трубопроводы нефтебазы относятся к высшей категории, то m = 0,6; K1 - коэффициент безопасности по материалу труб /для нефтебазовых трубопроводов обычно K1= 1,34 или K = 1,4/; K н - коэффициент надежности, зависящий от диаметра труб /для труб диаметром dy<1200 мм K=1/.
Обычно толщина стенки, полученная по формуле /1/, значительно меньше минимальной толщины труб данного диаметра, выпускаемых заводами-изготовителями. Поэтому расчет трубопровода на прочность обычно не производится, диаметр трубопровода определяется из гидравлического расчета, а толщина стенки принимается минимальной для данного диаметра.
Температурные напряжения, возникающие в стенках трубы, определяются по формуле:
![]() /3/
/3/
где ![]() - коэффициент
линейного расширения; E - модуль упругости, Н/м2;
- коэффициент
линейного расширения; E - модуль упругости, Н/м2; ![]() - максимальная или
минимальная рабочая температура стенок трубы в процессе эксплуатации;
- максимальная или
минимальная рабочая температура стенок трубы в процессе эксплуатации; ![]() - температура
фиксации расчетной схемы трубопровода /температура укладки/.
- температура
фиксации расчетной схемы трубопровода /температура укладки/.
Необходимым условием для возникновения температурных напряжений является жесткая заделка трубопровода. При t э > t ф в стенках возникают сжимающие напряжения, а когда t э < t ф - растягивающие. При подземной укладке трубопровода в нем возникают силы трения грунта о поверхность трубы, которые будут противодействовать растяжению или сжатию трубы от действия температурных напряжений. Сила трения, приходящаяся на единицу длины трубопровода, будет равна:
![]() /4/
/4/
где ![]() - наружный диаметр трубопровода, м; f - коэффициент трения
наружной стенки трубы о грунт;
- наружный диаметр трубопровода, м; f - коэффициент трения
наружной стенки трубы о грунт; ![]() - удельная нагрузка
на трубу от веса грунта, Н /м.
- удельная нагрузка
на трубу от веса грунта, Н /м.
Сила трения противодействует осевой силе, возникающей от действия температурного напряжения, и при определенной длине трубы осевая сила полностью уравновешивается силой трения. Искомая длина определится из условия:
![]() /5/
/5/
где F о - площадь сечения металла трубы. Отсюда:
 /6/
/6/
Если фактическая длина трубопровода больше полученной длины, то никаких напряжений в нем возникать не будет.
При рассмотрении напряженного состояния подземного трубопровода необходимо знать его возможное удлинение. Ввиду того, что часть осевой силы подземных трубопроводов компенсируется силой трения, то при одинаковых колебаниях температуры они удлиняются по-разному.
Усилие от сил трения на участке трубопровода dx будет равно Т × dx. Напряжение, возникающее в трубе от действия сил трения,
будет равно ![]() . Это
напряжение можно выразить через закон Гука:
. Это
напряжение можно выразить через закон Гука:
![]() /7/
/7/
где ![]() - бесконечно малое относительное
удлинение подземного трубопровода на участке dx .
- бесконечно малое относительное
удлинение подземного трубопровода на участке dx .
![]() /8/
/8/
где ![]() - абсолютное
удлинение трубопровода. На основании формул /7/ и /8/ имеем:
- абсолютное
удлинение трубопровода. На основании формул /7/ и /8/ имеем:
![]() /9/
/9/
Разделяя переменные и интегрируя, найдем абсолютное удлинение подземного трубопровода:
 /10/
/10/
Абсолютное удлинение наземного трубопровода:
![]() /11/
/11/
Т.е. при одинаковых температурных условиях подземный трубопровод укорачивается или удлиняется в два раза меньше по сравнению с наземным. Отсюда можно сделать вывод, что в подземных трубопроводах надо компенсировать начальные или концевые его участки.
В наземных трубопроводах для снятия температурных напряжений используют различного вида компенсаторы.
Технологические трубопроводы нефтебаз очень часто укладываются на высоких опорах. Такой трубопровод можно представить в виде многопролетной балки. Основной задачей для многопролетной балки является определение допустимой величины пролета. Под действием силы, действующей в пролете, трубопровод прогибается, образуя дугу с радиусом кривизны r, величина которого приближенно равна:
![]() /12/
/12/
где l - длина пролета; f - стрела прогиба.
От изгиба в стенках трубопровода возникает напряжение, величина которого:
![]() /13/
/13/
Из курса "Сопротивление материала" известно, что максимальная величина прогиба равна:
![]() /14/
/14/
где q - удельная расчетная нагрузка от веса металла, изоляции, продукта, снежного покрова и гололеда, Н/м; J - осевой момент инерции трубы, м4.
Подставив выражение /14/ в /13/, получим:
![]() /15/
/15/
Максимальная величина пролета определяется из условия:
![]() /16/
/16/
 /17/
/17/
7.2. Гидравлический расчет изотермических трубопроводов
Для технически правильной эксплуатации нефтебаз необходимо иметь гидравлические характеристики трубопроводно-насосных систем, без которых нельзя правильно решить вопросы производительности трубопроводов.
Конечная цель гидравлического расчета трубопроводов на нефтебазах - обеспечение заданной производительности перекачки. При применении насосной установки рассчитывается рабочий режим насосной установки, определяют мощность двигателя. При самотечных трубопроводах определяют требуемую разность отметок для необходимой производительности при заданном диаметре труб или необходимый диаметр трубопровода при заданной разности отметок и производительности.
Исходными данными для гидравлического расчета являются: расход, физические свойства нефтепродуктов /вязкость, плотность, давление насыщенных паров, температура/, профиль и план трассы, а также технологическая схема с указанием всех местных сопротивлений и длин отдельных участков трубопроводов.
Гидравлический расчет трубопроводов, перекачивающих нефтепродукты, выполняется для наиболее неблагоприятных условий.
Расчет всасывающих трубопроводов для транспортировки светлых нефтепродуктов с высокой упругостью паров /бензин и др./ необходимо вести при максимальной температуре нефтепродукта, чтобы избежать разрыва струи и обеспечить нормальную работу насоса. Всасывающие трубопроводы для темных нефтепродуктов рассчитывают для наиболее низкой температуры нефтепродукта, при которой потери напора на трение будут наибольшими.
Расчет нагнетательных трубопроводов для перекачки светлых и темных нефтепродуктов ведется по минимальной температуре нефтепродуктов для наиболее удаленных и высоко расположенных точек коммуникаций и объектов.
Следует иметь в виду, что при выполнении технологических операций один и тот же трубопровод может быть как всасывающим, так и нагнетательным.
Теоретически необходимый внутренний диаметр трубопровода определяется из уравнения неразрывности потока по формуле:
![]()
где Q - производительность трубопровода, м3/с, определяемая в зависимости от сроков слива или налива, грузоподъемности судов и маршрутов и т.д.; V - скорость движения жидкости в трубах, м/с, принимаемая в зависимости от вязкости нефтепродуктов /табл.7.1/.
Таблица 7.1
|
Кинематическая вязкость нефтепродукте в n ·106, м2/с |
Средняя скорость, м/с |
|
|
Для всасывания |
для нагнетания |
|
|
1,0 - 11,4 |
1,5 |
2,5 |
|
11,4 - 28,4 |
1,3 |
2,0 |
|
28.4 - 74,0 |
1,2 |
1,5 |
|
74,0 - 148,2 |
1,1 |
1,2 |
|
148,2 - 444,6 |
1,0 |
1,1 |
|
444,6 - 889,2 |
0,8 |
1,0 |
По сортаменту на трубы подбирается ближайший больший наружный диаметр трубы.
Фактический внутренний диаметр трубопровода будет равен:
![]() /19/
/19/
где ![]() - наружный диаметр трубы, м; δ - толщина стенки трубы, м.
- наружный диаметр трубы, м; δ - толщина стенки трубы, м.
Фактическая скорость движения жидкости в трубопроводе:
![]() /20/
/20/
Общие потери напора в трубопроводе равны:
![]() /21/
/21/
![]() - потери напора на трение в
трубопроводе, м;
- потери напора на трение в
трубопроводе, м;
![]() - скоростной
напор жидкости в трубопроводе, м;
- скоростной
напор жидкости в трубопроводе, м;
![]() - разность
нивелирных отметок конца и начала трубопровода, м.
- разность
нивелирных отметок конца и начала трубопровода, м.
Потери напора на трение в трубопроводах нефтебазы определяются по формуле Дарси - Вейсбаха:
![]() /22/
/22/
где λ - коэффициент гидравлического сопротивления; lпр - приведенная длина трубопровода, м.
Коэффициент гидравлического сопротивления λ зависит от характера движения жидкости в трубопроводе и относительной шероховатости стенок труб.
Характер движения жидкости в трубопроводе определяется безразмерным параметром Рейнольдса:
![]() /23/
/23/
Относительная шероховатость стенок труб:
![]() /24/
/24/
где ![]() - абсолютная высота
выступов шероховатости, м /табл. 7.2/.
- абсолютная высота
выступов шероховатости, м /табл. 7.2/.
Таблица 7.2
Абсолютная высота выступов шероховатости
|
Трубы |
∆, мм |
|
Новые цельнотянутые стальные Стальные с незначительной коррозией Новые чугунные Асбоцементные Старые стальные |
0,05 - 0,15 0,2 - 0,3 0,3 0,3 - 0,8 0,5 - 2,0 |
При ламинарном режиме движения жидкости / Re< 2320/ коэффициент λ зависит только от критерия Re и определяется по формуле Стокса:
![]() /25/
/25/
При турбулентном режиме движения ![]() коэффициент λ
определяется /зона гидравлически гладких труб/:
коэффициент λ
определяется /зона гидравлически гладких труб/:
![]() /26/
/26/
При турбулентном режиме / ![]() /
/
коэффициент λ определяется по формуле Черникина:
 /27/
/27/
При турбулентном режиме / Re≥ Re2/ коэффициент λ зависит только от степени шероховатости труб и определяется по формуле Никурадзе /квадратичная зона/:
![]() /28/
/28/
Приведенная длина трубопровода lпр. определяется по формуле
![]() /29/
/29/
где lф - фактическая длина трубопровода, м; lэ - эквивалентная местным сопротивлениям, м.
Эквивалентная длина определяется по формуле:
![]() /30/
/30/
где ![]() - коэффициент, соответствующий
местному сопротивлению / табл. 7.3/.
- коэффициент, соответствующий
местному сопротивлению / табл. 7.3/.
Для ламинарного режима значения коэффициентов местных сопротивлений определяются:
![]() /31/
/31/
где коэффициент φ в зависимости от значения параметра Re. принимается по табл. 7.4.
Таблица 7.3
Значения коэффициентов местного сопротивления
|
№ п/п |
Сопротивления |
ξ |
|
1 |
2 |
3 |
|
1. |
Выход из резервуара без хлопушки |
0,5 |
|
2. |
Выход из резервуара через хлопушку |
0,9 |
|
3. |
Выход из резервуара через подъемную трубу |
2 , 2 |
|
4. |
Колено сварное под углом 45° |
0,3 |
|
5. |
Колено сварное под углом 90° |
1 , 3 |
|
6. |
Фильтр для светлых нефтепродуктов |
1 , 7 |
|
7. |
Фильтр для темных нефтепродуктов |
2 , 2 |
|
8. |
Приемный сетчатый фильтр |
9,5 |
|
9. |
Гидравлический затвор 53 мм |
3,5 |
|
- " - 80,5 мм |
2,0 |
|
|
10. |
Счетчик |
10 - 15 |
|
11. |
Обратный клапан в зависимости от |
|
|
диаметра трубы, мм: |
|
|
|
40 |
22,0 |
|
|
50 |
18,0 |
|
|
65 |
13,5 |
|
|
80 |
10,0 |
|
|
100 |
8 , 0 |
|
|
125 |
7 , 0 |
|
|
150 |
6,5 |
|
|
200 |
5,5 |
|
|
250 |
4 , 5 |
|
|
300 |
3 , 5 |
|
|
350 |
3,0 |
|
|
400 |
2,5 |
|
|
450 |
2 , 0 |
|
|
500 |
1 , 8 |
|
|
12. |
Вентиль при полном его открытии: |
|
|
прямоточный |
0,44 - 0,8 |
|
|
нормальный |
2,9 - 5.0 |
|
|
13. |
Задвижка в зависимости от степени ее открытия: |
|
|
полностью открытая |
0,05 |
|
|
закрытая на 1/8 |
0,07 |
|
|
закрытая на 2/8 |
0,26 |
|
|
закрытая на 3/8 |
0,81 |
|
|
закрытая на 4/8 |
2,06 |
|
|
закрытая на 5/8 |
5,52 |
|
|
закрытая на 6/8 |
17 , 0 |
|
|
закрытая на 7/8 |
97,8 |
|
|
14. |
Кран в зависимости от угла поворота пробки /в градусах/: |
|
|
10 |
0 , 25 |
|
|
20 |
1 , 56 |
|
|
30 |
5,47 |
|
|
40 |
17 , 3 |
|
|
50 |
52,6 |
|
|
60 |
206 |
|
|
65 |
486 |
|
|
15. |
Дроссельный клапан в зависимости от угла поворота /в градусах/: |
|
|
10 |
0,52 |
|
|
20 |
1 , 54 |
|
|
30 |
3,91 |
|
|
40 |
10,8 |
|
|
50 |
32,6 |
|
|
60 |
118 |
|
|
70 |
751 |
|
|
16. |
Тройник в зависимости от направления течения жидкости: |
|
|
|
0,05 |
|
|
1 , 0 |
||
|
1 , 5 |
||
|
3,0 |
||
|
0,05 |
||
|
0,1 |
||
|
0,15 |
||
|
2,0 |
||
|
3,0 |
||
|
17. |
Внезапное расширение потока при отношении меньшей площади сечения к большей: |
|
|
0,9 |
0 , 01 |
|
|
0.7 |
0,09 |
|
|
0 , 5 |
0,25 |
|
|
0,3 |
0,49 |
|
|
0,1 |
0,81 |
|
|
0,01 |
0,98 |
|
|
18. |
Внезапное сужение потока при отношении меньшей площади сечения к большей: |
|
|
0,9 |
0,09 |
|
|
0,7 |
0,20 |
|
|
0,5 |
0,30 |
|
|
0,3 |
0,38 |
|
|
0 , 1 |
0,47 |
|
|
0,01 |
0,5 |
|
|
19. |
Диафрагма при отношении меньшей площади сечения к большей: |
|
|
0,9 |
0,06 |
|
|
0,7 |
0,79 |
|
|
0,5 |
3 , 77 |
|
|
0,3 |
18,3 |
|
|
0,1 |
243,0 |
|
|
20. |
Компенсаторы: |
|
|
круглый, лирообразный |
2,5 |
|
|
П-образный |
2,0 |
|
|
сальниковый |
0 , 5 |
|
|
линзовый со вставкой |
0 , 3 |

Таблица 7.4
|
Re |
φ |
Re |
φ |
Re |
φ |
|
200 |
4,2 |
1000 |
3,22 |
1800 |
2 , 90 |
|
400 |
3,81 |
1200 |
3,12 |
2000 |
2 , 84 |
|
600 |
3 , 53 |
1400 |
3 , 01 |
2200 |
2 , 48 |
|
800 |
3 , 37 |
1600 |
2 , 95 |
2320 |
2 , 26 |
Скоростной напор жидкости в трубопроводе рассчитывается по формуле:
![]() /32/
/32/
Расчет всасывающей и нагнетательных частей трубопровода производится раздельно с целью проверки работы насоса на всасывание.
Условием бесперебойной работы насоса при всасывании является
![]() /33/
/33/
где ![]() - потери напора на
всасывающей линии насоса, м;
- потери напора на
всасывающей линии насоса, м;
![]() - допустимая высота всасывания насоса, м.
- допустимая высота всасывания насоса, м.
Проверяя работу насоса на всасывание при перекачке светлых нефтепродуктов, необходимо учитывать упругость паров:
![]() /34/
/34/
Если расчетная высота всасывания окажется больше допустимой, уменьшения ее можно достигнуть:
1/ расположением насосной ближе к резервуарам, чтобы уменьшить длину всасывающего трубопровода;
2/ увеличением диаметра всасывающего трубопровода для снижения скорости движения жидкости;
3/ заглублением насосной для уменьшения разности нивелирных отметок;
4/ установкой воздушного колпака на всасывающем трубопроводе при работе поршневых насосов;
5/ уменьшением температуры перекачиваемой жидкости для снижения упругости паров;
6/ увеличением высоты фундамента резервуара, если производится выкачка из резервуара.
Во многих случаях потери напора на трение удобнее вычислять по
формуле Лейбензона, представляющей разновидность формулы Дарен - Бейсбаха, в
которой принимается ![]()
Тогда:
 /35/
/35/
Обозначая ![]() получим
получим ![]() /35 a/
/35 a/
где β и m - коэффициенты, зависящие от режима течения жидкости.
7.3. Гидравлический расчет неизотермических трубопроводов
На нефтебазах имеются трубопроводы, по которым перекачиваются нефтепродукты, предварительно подогретые до температуры, значительно превышающей температуру окружающей среды. Такие трубопроводы имеют ту особенность, что вследствие неизотермичности потока вязкость нефтепродукта увеличивается по длине трубопровода, а следовательно, возрастают и потери напора на трение, приходящиеся на единицу длины трубопровода. Для коротких трубопроводов, например, технологических трубопроводов нефтебаз, потери напора на трение могут быть рассчитаны по формулам изотермического режима, с той лишь разницей, что расчетную вязкость следует принимать при средней температуре tcp :
![]() /36/
/36/
где ![]() - начальная температура
перекачиваемого нефтепродукта, °С; t к - конечная
температура перекачиваемого нефтепродукта, °С, определяемая по формуле Шухова:
- начальная температура
перекачиваемого нефтепродукта, °С; t к - конечная
температура перекачиваемого нефтепродукта, °С, определяемая по формуле Шухова:
![]() /37/
/37/
где tо - температура окружающей среды, °С;
k - коэффициент теплопередачи от нефтепродукта в окружающую среду, вт/м2·град
d - внутренний диаметр трубопровода, м;
l - длина трубопровода, м;
Q - объемный расход в рассматриваемом трубопроводе, м3/с;
r - плотность нефтепродукта, кг/м3;
Cp - теплоемкость перекачиваемого нефтепродукта, дж/кг·град.
Коэффициент теплопередачи для трубопроводов зависит от внутреннего a1 и внешнего a2 коэффициентов теплоотдачи, а также от термического сопротивления трубы, изоляции, отложений и т.д.:
![]() /38/
/38/
где n - число слоев, учитываемых при расчете; λ i - коэффициенты теплопроводности отложений, стали, изоляции и т.д., вт/м·град; di, Di - соответственно внутренний и наружный диаметры каждого слоя, м; Dн - наружный диаметр трубопровода, м.
7.4. Гидравлический расчет коллекторов
Коллекторы представляют собой трубопроводы с переменным по длине расходом. Потери напора в таком коллекторе складываются из потерь напора на трение на каждом участке:
![]() /39/
/39/
где n - число участков длиной li; hi - потери напора на трение на i-м участке коллектора.
Нефтебазовые коллекторы имеют постоянный диаметр с отбором нефтепродукта через равные промежутки длиной l , определяемые расстоянием между сливно-наливными стояками.
Для удобства расчета коллектора потери напора hi лучше вычислять по формуле Лейбензона:
![]() /40/
/40/
Тогда потери напора в коллекторе можно записать следующим образом:
![]() /41/
/41/
где q - расход нефтепродукта в одном сливно-наливном стояке.
Приняв qn= Q , т.е. максимальному расходу нефтепродукта в коллекторе, anl= L, т.е. расчетной длине коллектора, можем записать:
![]() /42/
/42/
Выражение в скобках показывает, во сколько раз потери напора в коллекторе с переменным расходом меньше потерь напора в трубопроводе той же длины с постоянным расходом Q .
Исследуем полученное уравнение /42/ для различных режимов течения.
При ламинарном режиме ![]()
 /43/
/43/
Поскольку ![]() , то
, то
![]() /44/
/44/
Т.е. в коллекторах с переменным расходом при ламинарном режиме потери напора на трение примерно равны 1/2 гидравлического сопротивления трубопровода той же длины с постоянным расходом.
При развитом турбулентном
режиме течения ( ![]() )
)
![]() /45/
/45/
Поскольку ![]() , то
, то
 /46/
/46/
Т.е. при развитом турбулентном режиме потери напора на трение в коллекторе с переменным расходом в 3 раза меньше потерь напора в трубопроводе с постоянным расходом.
7.5. Гидравлический расчет сифонных трубопроводов
Сифонным трубопроводом называется трубопровод, часть которого располагается выше уровня откачиваемой жидкости в емкости. В условиях нефтебазы сифонные трубопроводы используются при верхнем сливе маловязких нефтепродуктов через горловину железнодорожных цистерн.
Нормальная работа сифонного трубопровода возможна при условии, когда остаточное давление в любой его точке больше давления насыщенных паров сливаемого нефтепродукта при температуре перекачки. В противном случае нарушается сплошность потока нефтепродукта.
Расчет сифонного трубопровода сводится к построению графиков остаточных напоров и вакуумов, в результате которого определяется правильность выбора диаметров отдельных участков этого трубопровода по средним скоростям / V = 1,5 - 2,5 м/с/.
Для построения графиков остаточных напоров и вакуумов необходимо предварительно подсчитать гидравлические сопротивления отдельных участков сливной коммуникации. Графики строят для наиболее неблагоприятного случая, когда атмосферное давление наименьшее, температура наибольшая, а уровень нефтепродукта в цистерне наинизший.
Сначала вычерчивают сливную коммуникацию в масштабе, а затем вверх от зеркала нефтепродукта /см. рис. 7.1 /откладывают отрезок, равный
![]() ,
,
где ![]() - минимально
возможное атмосферное давление, Па;
- минимально
возможное атмосферное давление, Па;
r - плотность нефтепродукта, кг/м3;
g - ускорение свободного падения, м/с2 .
Потери напора на каждом участке складываются из потерь напора на трение и на преодоление высотных отметок.
Остаточный напор в любой точке коммуникации определяется из уравнения
![]() /47/
/47/
где ![]() - разность нивелирных отметок
начальной точки а трубопровода и точки x;
- разность нивелирных отметок
начальной точки а трубопровода и точки x;
![]() .- сумма
потерь напора на трение на участках трубопровода, расположенных до
рассматриваемой точки X .
.- сумма
потерь напора на трение на участках трубопровода, расположенных до
рассматриваемой точки X .
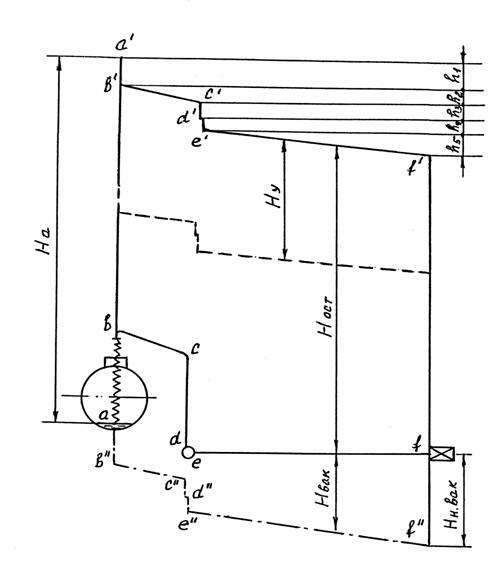
Рис. 7.1. График остаточных напоров и вакуумов:
ав - участок гибкого шланга; вс - горизонтальный или наклонный участок сливного стояка; с d - вертикальный участок сливного стояка; de - коллектор; ef - - отводная труба от коллектора к насосу
Ломаная линия, соединяющая точки a’, b’, c’, e’, f’, есть линия падения напора в сливной коммуникации. Любая ордината между линией падения напора и коммуникацией представляет остаточный напор в данной точке трубопровода.
Линию упругости паров откладывают ниже и эквидистантно линии падения напора на расстоянии Н y = Py/ r g , где Р y - давление упругости паров сливаемого нефтепродукта для самой высокой температуры для данной местности. Если линия упругости паров не пересекает линию коммуникации, то система запроектирована правильно и слив осуществляется нормально. Если линия упругости паров пересекает коммуникацию, то образования газовых пробок в трубопроводе можно избежать одним из следующих методов.
1. Изменением конфигурации сливного стояка.
2. Увеличением диаметра отдельных участков коммуникации.
3. Уменьшением длины последнего участка коммуникации.
4. Заглублением насосной станции.
5. Применением погружного эжектора, с помощью которого уменьшается высота всасывания.
Если линию падения напора отложить под уровень нефтепродукта, то получится линяя вакуума a’’, b’’, c’’, e’’, f’’, . Любая ордината, проведенная между линией вакуума и линией коммуникации, представляет собой величину разряжения в данной точке коммуникации. Ордината ff’’ характеризует разряжение, которое должен создать насос для выкачки нефтепродуктов с заданной производительностью. Если линия вакуума пересекает коммуникацию, то это означает, что участки трубопровода, лежащие ниже линии вакуума, находятся под избыточным давлением.
7.6. Гидравлический расчет разветвленных трубопроводных коммуникаций
Нефтебазы обычно имеют сложную систему трубопроводов, и один или несколько насосов могут одновременно обслуживать несколько трубопроводов и резервуаров.
При работе насоса на один или несколько последовательно соединенных трубопроводов требуемая подача насоса Qн принимается равной заданной пропускной способности такого трубопровода. Суммарная характеристика Q- H последовательно соединенных нескольких трубопроводов получается сложением напоров.
При работе насоса на несколько параллельно соединенных и одновременно работающих трубопроводов требуемая подача насоса принимается равной сумме пропускных способностей этих трубопроводов. При этом суммарная характеристика этих трубопроводов получается сложением подач.
На примере рассмотрим работу центробежного насоса на параллельные трубопроводы: ц. насос из резервуара a /рис. 7.2/ перекачивает нефтепродукт в резервуары б и в.
Поскольку трубопроводы 1 и 2 работают параллельно, их суммарная характеристика 1 + 2 строится горизонтальным сложением от уровня нефтепродукта в резервуаре а. Характеристику параллельно работающих трубопроводов 3 + 4 строят от соответствующих уровней в резервуарах б и в, а их суммарную характеристику 3+4 находят горизонтальным сложением.
Полная характеристика системы трубопроводов 1+2+3+4 находится вертикальным сложением характеристик 1+2 и 3+4, как для последовательно работающих трубопроводов. Точка пересечения 0 характеристики Q- H насоса с характеристикой 1+2+3+4 трубопроводов определяет фактическую подачу насоса Qр и напор Нр. Снося по вертикали рабочую точку O на характеристики 1+2 и 3+4, а с них - по горизонтали на характеристики 1, 2, 3, 4, определим фактическую пропускную способность отдельных трубопроводов / Q1, Q2, Q3, Q4/ окажется, что рабочей будет точка m, то нефтепродукт в резервуар в поступать не будет, и перекачка будет производиться только в резервуар б. Если рабочей окажется точка n , то нефтепродукт в резервуар б будет подаваться насосом и самотеком из резервуара в.
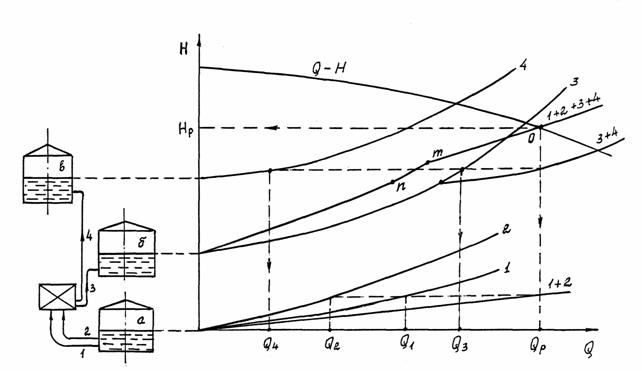
Рис. 7.2. Построение совмещенной характеристики при работе насоса на параллельные трубопроводы
Список литературы
1. Едигаров С.Г., Михайлов В.М., Прохоров А.Д., Юфин В.А. Проектирование и эксплуатация нефтебаз. - М.: Недра, 1982.
2. Едигаров С.Г., Бобровский С.А. Проектирование и эксплуатация нефтебаз и газохранилищ. - М.: Недра, 1973.
3. Мацкин Л.А., Черняк И.Л., Илембитов М.С. Эксплуатация нефтебаз. - 3-е изд., перераб. и доп. - М.: Недра, 1975.
4. Шишкин Г.В. Справочник по проектированию нефтебаз. - Л.: Недра, 1978.
5. Афанасьев В.А., Березин В.Л. Сооружение газохранилищ и нефтебаз. - М.: Недра, 1986.
6. Тавастшерна Р.И. Изготовление и монтаж технологических трубопроводов: "М. Высшая школа, 1985.