Правила Правила технической эксплуатации резервуаров
|
АКЦИОНЕРНОЕ ОБЩЕСТВО «НК «РОСНЕФТЬ» |
|
ПРАВИЛА ТЕХНИЧЕСКОЙ ЭКСПЛУАТАЦИИ РЕЗЕРВУАРОВ |
|
2004 г. |
АКЦИОНЕРНОЕ ОБЩЕСТВО «НК «РОСНЕФТЬ»
УТВЕРЖДЕНО
ОАО «НК «Роснефть» 28.01.2004 г.
введено приказом № 9 от 28.01.2004 г.
ПРАВИЛА ТЕХНИЧЕСКОЙ ЭКСПЛУАТАЦИИ РЕЗЕРВУАРОВ
РАЗРАБОТЧИК ОАО СКБ «Транснефтеавтоматика»
Содержание:
|
Часть I. Правила технической эксплуатации стальных резервуаров 1. ОБЩИЕ ПОЛОЖЕНИЯ 2. ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К РЕЗЕРВУАРАМ 2.1. Классификация резервуаров, технические требования к ним 2.2. Резервуары с защитной и с двойной стенкой. 2.3. Требования к оборудованию и автоматизации резервуаров 2.4. Техническое обслуживание резервуаров и резервуарного оборудования 2.5. Требования к территории резервуарных парков. 3. ТРЕБОВАНИЯ К ПРОВЕДЕНИЮ ОПЕРАЦИЙ ПО ПРИЕМУ, ХРАНЕНИЮ И ОТПУСКУ НЕФТЕПРОДУКТОВ ИЗ РЕЗЕРВУАРОВ 4. ПЕРИОДИЧЕСКАЯ ЗАЧИСТКА РЕЗЕРВУАРОВ 5. ЗАЩИТА РЕЗЕРВУАРОВ ОТ КОРРОЗИИ 5.1. Защита резервуаров от внутренней коррозии с использованием лакокрасочных покрытий 5.2. Защита резервуаров от внутренней коррозии с использованием комбинированных металлизационно-лакокрасочных покрытий 5.3. Протекторная защита резервуаров от коррозии 5.4. Защита от коррозии наружной поверхности резервуаров 6. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ПРИ ЭКСПЛУАТАЦИИ РЕЗЕРВУАРОВ 6.1. Промышленная безопасность 6.2. Пожарная безопасность 6.3. Требования охраны труда 6.4. Молниезащита резервуаров и защита от статического электричества 6.5. Охрана окружающей среды 7. ДОКУМЕНТАЦИЯ НА ЭКСПЛУАТАЦИЮ РЕЗЕРВУАРОВ Часть II. Руководство по ремонту стальных резервуаров для хранения нефтепродуктов 1. КОНТРОЛЬ ТЕХНИЧЕСКОГО СОСТОЯНИЯ РЕЗЕРВУАРОВ 1.1. Общие требования 1.2. Обследование металлоконструкций резервуара 1.3. Обследование сварных соединений 1.4. Обследование состояния понтона или плавающей крыши 1.5. Проверка состояния основания и отмостки резервуара 1.6. Оперативное диагностирование днищ вертикальных резервуаров 2. ОХРАНА ТРУДА ПРИ ОБСЛЕДОВАНИИ И КОМПЛЕКСНОЙ ДЕФЕКТОСКОПИИ РЕЗЕРВУАРОВ 3. ОФОРМЛЕНИЕ ТЕХНИЧЕСКОГО ЗАКЛЮЧЕНИЯ ПО РЕЗУЛЬТАТАМ ОБСЛЕДОВАНИЯ 3.1. По результатам обследования и комплексной дефектоскопии исполнители составляют техническое заключение, которое должно включать следующие данные: 4. ПРАВИЛА ПРОВЕДЕНИЯ РЕМОНТНЫХ РАБОТ 4.1. Общие положения 4.2. Подготовительные работы 4.3. Ремонт металлоконструкций 4.4. Ремонт основания и фундамента 4.5. Ремонт резервуаров с применением огневых работ 4.6. Ремонт резервуаров без применения огневых работ 4.7. Ремонт резервуаров с двойной стенкой 4.8. Ремонт (бандажирование) стенок резервуаров 4.9. Ремонт металлических и пенополиуретановых (ППУ) понтонов и теплоизоляции 5. ОБОРУДОВАНИЕ, МЕХАНИЗМЫ И МАТЕРИАЛЫ ДЛЯ РЕМОНТА РЕЗЕРВУАРОВ 6. КОНТРОЛЬ КАЧЕСТВА РЕМОНТНЫХ РАБОТ, ИСПЫТАНИЯ И ВВОД РЕЗЕРВУАРОВ В ЭКСПЛУАТАЦИЮ 7. ОХРАНА ТРУДА И ТРЕБОВАНИЯ ПОЖАРНОЙ БЕЗОПАСНОСТИ ПРИ РЕМОНТЕ РЕЗЕРВУАРА 8. КАРТЫ ПРИМЕРНЫХ ИСПРАВЛЕНИЙ ДЕФЕКТОВ В СТАЛЬНЫХ ЦИЛИНДРИЧЕСКИХ РЕЗЕРВУАРАХ Приложение 1 ПЕРЕЧЕНЬ ДОКУМЕНТОВ, ИСПОЛЬЗУЕМЫХ ПРИ РАЗРАБОТКЕ РУКОВОДСТВА Приложение 2 ПАСПОРТ стального вертикального цилиндрического резервуара Приложение 3 ЖУРНАЛ ОСМОТРА ОСНОВНОГО ОБОРУДОВАНИЯ И АРМАТУРЫ РЕЗЕРВУАРА Приложение 4 НАРЯД-ДОПУСК на выполнение работ повышенной опасности Приложение 5 Предельно допустимые концентрации вредных веществ в воздухе рабочей зоны (по ГОСТ 12.1.005-88*) Приложение 6 РЕЗУЛЬТАТЫ ИЗМЕРЕНИЯ ТОЛЩИН ЭЛЕМЕНТОВ РЕЗЕРВУАРА Приложение 7 ИНСТРУКЦИЯ ПО ОПРЕДЕЛЕНИЮ ГЕРМЕТИЧНОСТИ СВАРНЫХ СОЕДИНЕНИЙ ПОНТОНОВ Приложение 8 МЕТОДИКА ИНФРАКРАСНОЙ СПЕКТРОСКОПИИ Приложение 9 МЕТОДИКА КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ С ПОМОЩЬЮ ПРОНИКАЮЩИХ ЛУЧЕЙ Приложение 10 МЕТОДИКА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ Приложение 11 ОБСЛЕДОВАНИЕ РЕЗЕРВУАРОВ МЕТОДОМ АКУСТИЧЕСКОЙ ЭМИССИИ Приложение 12 МЕТОДИКА ОПРЕДЕЛЕНИЯ ВЕЛИЧИНЫ НЕРАВНОМЕРНОЙ ОСАДКИ ДНИЩА И УКЛОНА ОТМОСТКИ Приложение 13 МЕТОДИКА ОПЕРАТИВНОГО ДИАГНОСТИРОВАНИЯ ГЕРМЕТИЧНОСТИ ДНИЩ РЕЗЕРВУАРОВ Приложение 14 Обязательное Акт о готовности проведения ремонта резервуара с ведением огневых работ Приложение 15 РЕКОМЕНДАЦИИ ПО РЕМОНТУ РЕЗЕРВУАРОВ В УСЛОВИЯХ ОТРИЦАТЕЛЬНЫХ ТЕМПЕРАТУР Приложение 16 ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ПРИ РАБОТЕ С СОСТАВАМИ НА ОСНОВЕ ЭПОКСИДНЫХ СМОЛ Приложение 17 ФОРМА АКТА ПРИЕМКИ РЕЗЕРВУАРА В ЭКСПЛУАТАЦИЮ ПОСЛЕ РЕМОНТА |
Часть I. Правила технической эксплуатации стальных резервуаров
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящие правила устанавливают основные требования технической эксплуатации, обслуживания и ремонта резервуаров и предназначены для работников ОАО НК «Роснефть».
1.2. Настоящие Правила являются переработанным и дополненным изданием «Правил технической эксплуатации резервуаров и инструкции по их ремонту», утвержденных Госкомнефтепродуктом СССР 26.12.86. Правила переработаны согласно требованиям законодательных актов, постановлений Правительства РФ, новых государственных стандартов, строительных норм и правил, ведомственных нормативных документов, введенных в действие в последние годы.
1.3. Устройство, техническая эксплуатация, обслуживание и ремонт резервуаров и оборудования должны осуществляться с учетом настоящих Правил и требований СНиП 2.09.03-85 «Сооружение промышленных предприятий», СНиП 2.11.03-93 «Склады нефти и нефтепродуктов. Противопожарные нормы», СНиП 3.03.01-87 «Несущие и ограждающие конструкции», РД 08-95-95 «Положение о системе технического диагностирования сварных вертикальных цилиндрических резервуаров для нефти и нефтепродуктов». ПБ 03-381-00 «Правил устройства вертикальных цилиндрических резервуаров для нефти и нефтепродуктов», «Правил технической эксплуатации нефтебаз», утвержденных Минэнерго России 19.06.2003 г. № 232.
1.4. Руководство предприятий должно разработать и обеспечить своих работников соответствующими инструкциями по эксплуатации, техническому обслуживанию и ремонту резервуаров и их оборудования.
1.5. Общие вопросы приема, обучения и допуска к работе по технической эксплуатации и ремонту резервуаров должны обеспечиваться в соответствии с Федеральным Законом РФ «О промышленной безопасности опасных производственных объектов», «Общими правилами взрывобезопасности для взрывопожароопасных химических, нефтехимических и нефтеперерабатывающих производств» ПБ 09-170-97, ГОСТ 12.0.004-90 «Организация обучения безопасности труда. Общие положения».
1.6. Требования пожарной безопасности и охраны труда при технической эксплуатации и ремонте резервуаров должны выполняться в соответствии с «Правилами пожарной безопасности в Российской Федерации» ППБ 01-93*, «Правилами пожарной безопасности при эксплуатации предприятий нефтепродуктообеспечения» ВППБ 01-01-94, «Типовой инструкцией по организации безопасного проведения огневых работ на взрывоопасных и взрывопожароопасных объектах» РД 09-364-00, «Межотраслевыми правилами по охране труда при эксплуатации нефтебаз, складов ГСМ, стационарных и передвижных автозаправочных станций» и настоящими Правилами.
1.7. Полный перечень документов, использованных при разработке настоящих Правил приведен в Приложении 1.
2. ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К РЕЗЕРВУАРАМ
2.1. Классификация резервуаров, технические требования к ним
2.1.1. Каждый эксплуатирующийся резервуар должен соответствовать проекту, иметь технический паспорт ( приложение 2) и быть оснащен полным комплектом исправного оборудования, предусмотренного проектом и отвечающего соответствующим нормативным документам.
На понтон должен быть оформлен отдельный паспорт, в составе паспорта на резервуар.
2.1 .2. Для каждого резервуара должна быть определена базовая высота.
Базовую высоту проверяют:
- ежегодно в летнее время;
- после зачистки резервуара;
- после капитального ремонта.
К измерительному люку, установленному на крыше резервуара, прикрепляют табличку, на которой указывают:
- номер резервуара;
- значение базовой высоты;
- номер свидетельства о поверке, после которого через вертикальную или горизонтальную черту указывают год проведения поверки;
- сокращенное название организации, выдавшей свидетельство о поверке;
- надпись «с понтоном» (при наличии понтона);
- оттиск поверительного клейма.
2.1.3. Табличку изготавливают из металла, устойчивого к воздействию нефтепродуктов, атмосферных осадков, и крепят таким образом, чтобы ее невозможно было снять без разрушения поверительного клейма. Устанавливают табличку после первичной поверки и меняют после каждой периодической поверки резервуара.
2.1.4. Резервуар после окончания монтажных работ и гидравлических испытаний подлежит первичной калибровке (определению вместимости и градуировке). Калибровка резервуара проводится также при внесении в резервуар конструктивных изменений, влияющих на его вместимость, после капитального ремонта, а также по истечении срока действия градуировочной таблицы (периодическая калибровка). Межповерочный интервал для всех типов резервуаров должен быть не более 5 лет. Результаты поверки резервуара оформляются свидетельством о поверке, к которому прилагается:
- градуировочная таблица;
- протокол калибровки;
- эскиз резервуара;
- журнал обработки результатов измерений при калибровке.
2.1.5. Градуировочные таблицы на резервуары утверждает руководитель государственной метрологической службы или руководитель аккредитованной на право поверки метрологической службы юридического лица.
2.1.6 Градуированные резервуары являются мерами вместимости и предназначены для проведения государственных учетных и торговых операций с нефтепродуктами и их хранения, а также взаимных расчетов между поставщиком и потребителем нефтепродуктов.
2.1.7. Резервуары подразделяются на типы в зависимости от назначения и условий эксплуатации.
В качестве основных типов применяются резервуары стальные вертикальные и горизонтальные.
Вертикальные стальные цилиндрические резервуары вместимостью от 100 до 50000 тыс. м3:
- со стационарной крышей, рассчитанные на избыточное давление 0,002 МПа, вакуум 0,001 МПа;
- со стационарной крышей, рассчитанные на повышенное давление 0,069 МПа, вакуум 0,001 МПа;
- с понтоном и плавающей крышей (без давления);
- резервуары с защитной (двойной) стенкой;
- резервуары с двойной стенкой;
- резервуары, предназначенные для эксплуатации в северных
районах.
Горизонтальные надземные и подземные резервуары, рассчитанные на избыточное давление 0,069 МПа при конических днищах и 0,039 МПа - при плоских днищах объемом: 3, 5, 10, 25, 50, 75, 100, 200 м3.
2.1.8. Новые типы резервуаров, предназначенные для проведения учетных и торговых операций с нефтепродуктами, а также взаимных расчетов между поставщиком и потребителем, для целей утверждения их типа должны подвергаться обязательным испытаниям в соответствии с ПР 50.2.009-94 ГСП. «Порядок проведения испытаний и утверждение типа средств измерений».
2.1.9. В зависимости от объема и места расположения резервуары подразделяются на три класса:
Класс I - особо опасные резервуары: объемами 10000 м3 и более; резервуары объемами 5000 м3 и более, расположенные непосредственно по берегам рек, крупных водоемов и в черте городской застройки.
Класс II - резервуары повышенной опасности: объемами от 5000 м3 до 10000 м3.
Класс III - опасные резервуары: объемами от 100 м3 до 5000 м3.
2.1.10. Типы, основные размеры стальных горизонтальных резервуаров должны соответствовать ГОСТ 17032-71.
Горизонтальные резервуары можно располагать на поверхности или под землей.
Горизонтальные резервуары устанавливают и крепят так, чтобы при заполнении и опорожнении не возникали существенные изменения вместимости, например, вследствие деформации, прогибов или смещения резервуара, меток отсчета и встраиваемых деталей.
2.1.11. Выбор резервуара для хранения нефтепродукта должен соответствовать требованиям ГОСТ 1510-84* и быть обоснован технико-экономическими расчетами в зависимости от характеристик нефтепродукта, условий эксплуатации, с учетом максимального снижения потерь от испарения при хранении.
2.1.12. На каждом резервуаре должна быть четкая надпись «ОГНЕОПАСНО» (на уровне шестого пояса), а также должны быть указаны следующие сведения:
- порядковый номер резервуара (на уровне третьего пояса);
- значение допустимого уровня нефтепродукта (внизу у маршевой лестницы и у измерительного люка);
- положение сифонного крана «Н», «С», «В» (у сифонного крана);
- значение базовой высоты (внизу около маршевой лестницы и у измерительного люка);
- при наличии понтона надпись «С понтоном».
Допускается не наносить на резервуар надпись «ОГНЕОПАСНО», если он находится на охраняемой территории, обозначенной предупреждающими плакатами того же содержания, в том числе с внешней стороны ограждения.
2.1.13. Для сокращения потерь легкоиспаряющихся нефтепродуктов от испарения, предотвращения загрязнения окружающей среды углеводородами, уменьшения пожарной опасности используются резервуары с плавающими крышами и понтонами.
2.1.14. Плавающие крыши применяются в резервуарах без стационарной крыши в районах с нормативным весом снегового покрова на 1 м2 горизонтальной поверхности земли до 1,5 кПа включительно.
В процессе эксплуатации не должно происходить потопление плавающей крыши или повреждение ее конструктивных элементов, а также технологических элементов и приспособлений, находящихся на днище и стенке резервуара при заполнении и опорожнении резервуара.
2.1.15. Плавающая крыша должна контактировать с продуктом, чтобы исключить наличие паровоздушной смеси под ней.
2.1.16. Понтоны применяются в резервуарах со стационарной крышей и предназначены для сокращения потерь продукта от испарения.
Резервуары с понтоном эксплуатируются без внутреннего давления и вакуума.
Конструкция понтона должна обеспечивать его работоспособность по всей высоте резервуара без перекосов.
2.1.17. Понтон должен в состоянии наплаву или на опорных стойках безопасно удерживать двух человек (2 кН), которые перемешаются в любом направлении; при этом понтон не должен разрушаться, а продукт не должен поступать на поверхность понтона.
Для исключения вращения понтона должны использоваться направляющие в виде труб, которые одновременно могут выполнять технологические функции - в них располагаются измерительное устройство и устройство для отбора проб продукта.
2.1.18. В резервуаре с понтоном должен быть предусмотрен дополнительный люк-лаз во втором или третьем поясах для осмотра понтона, рядом с которым монтируется эксплуатационная площадка с лестницей, а световой люк должен иметь патрубок с заглушкой для отбора проб паровоздушной смеси.
2.1.19. При первом заполнении резервуара с понтоном нефтепродуктом необходимо заполнить его до уровня, обеспечивающего отрыв понтона от опорных стоек, и выдержать в таком положении 24 часа, произвести осмотр понтона и убедиться в его герметичности. После чего ввести резервуар в эксплуатацию.
2.1.20. Запрещается эксплуатация резервуаров, давших осадку более допустимого, имеющих негерметичность, а также с неисправностями запорной арматуры и уровнемеров, соединений трубопроводов, прокладок задвижек или не прошедших плановое освидетельствование.
2.2. Резервуары с защитной и с двойной стенкой.
2.2.1. Резервуары с защитной стенкой.
2.2.1.1. Резервуары с защитной стенкой должны проектироваться, изготавливаться и монтироваться в соответствии с требованиями ПБ 03-381-00 «Правилами устройства вертикальных цилиндрических стальных резервуаров для нефти и нефтепродуктов».
2.2.1.2. Резервуары с защитной стенкой состоят из основного (внутреннего резервуара), предназначенного для хранения продукта, и защитного (наружного резервуара), предназначенного для удержания продукта в случае аварии или нарушения герметичности основного резервуара.
Основной резервуар может выполняться со стационарной крышей или с плавающей крышей.
Защитный резервуар выполняется в виде открытого «стакана», в котором установлен основной резервуар. При наличии на защитном резервуаре атмосферного козырька, перекрывающего межстенное пространство между наружной и внутренней стенками, должна быть обеспечена вентиляция межстенного пространства путем установки вентиляционных патрубков, равномерно расположенных по периметру на расстоянии не более 10 м друг от друга.
2.2.1.3. Высота стенки защитного резервуара должна составлять не менее 80 % от высоты стенки основного резервуара.
Диаметр защитного резервуара должен назначаться таким образом, чтобы в случае повреждения внутреннего резервуара и перетекания части продукта в защитный резервуар, уровень продукта был на 1 м ниже верха стенки защитного резервуара. При этом ширина межстенного пространства должна быть не менее 1,5 м.
Доступ в межстенное пространство осуществляется через люки-лазы, расположенные соосно с люками-лазами основного резервуара.
2.2.1.4. Днище основного резервуара может опираться непосредственно на днище защитного резервуара. Для лучшего контроля возможных протечек нефтепродукта днище основного резервуара может опираться на разделяющие днище решетки, арматурные сетки или иные прокладки.
Уклон днищ резервуаров с защитной стенкой должен быть только наружу.
2.2.1.5. Для обслуживания оборудования, расположенного на крыше основного резервуара, используется винтовая лестница. Через переходные площадки обеспечивается доступ на кровлю основного резервуара.
2.2.1.6. При размещении резервуаров с защитной стенкой в составе резервуарных парков следует руководствоваться требованиями СНиП 2.11.03-93 «Склады нефти и нефтепродуктов. Противопожарные нормы», при этом за диаметр резервуара с защитной стенкой следует принимать диаметр основного резервуара.
Резервуары с защитной стенкой не требуют обвалования.
2.2.1.7. Испытания резервуаров с защитной стенкой должны выполняться в два этапа:
- первый - испытание основного резервуара;
- второй - испытание защитного резервуара.
Гидравлическое испытание защитного резервуара следует проводить при заполнении основного резервуара на высоту стенки защитного резервуара путем подачи воды в межстенное пространство до проектного уровня.
По результатам испытаний должны составляться раздельные акты: акт испытания основного резервуара и акт гидравлического испытания защитного резервуара.
2.2.2. Резервуары с двойной стенкой.
2.2.2.1. Стальные двустенные резервуары для наземного и подземного хранения нефтепродуктов обладают наибольшей эксплуатационной надежностью. Резервуары оснащены необходимой арматурой для подсоединения к технологическим системам, а также системами и приборами контроля герметичности межстенного пространства.
2.2.2.2. На предприятиях-изготовителях согласно техническим требованиям резервуары подвергаются контролю качества сварных соединений: радиографическим методом, методом ультразвуковой дефектоскопии и т.п. Резервуары также испытываются на герметичность избыточным давлением воздуха 0,025 МПа в течение 30 минут или на прочность гидравлическим давлением равным 1,25 Рраб в течение 3 минут.
2.2.2.3. Межстенное пространство резервуара может быть заполнено инертным газом - азотом или специальной жидкостью - этиленгликолем.
Жидкость (этиленгликоль) должна удовлетворять одновременно следующим требованиям; плотность ее должна превышать плотность нефтепродукта в резервуаре, температура вспышки не должна быть ниже 100°С, она не должна вступать в реакцию с материалами и веществами, применяемыми в конструкции резервуара, и топливом.
2.2.2.4. Конструкция резервуаров предусматривает установку систем контроля герметичности межстенного пространства.
2.2.2.5. Периодический контроль герметичности межстенного пространства двухстенных горизонтальных резервуаров может проводиться:
- путем периодических пневматических испытаний. Испытания должны проводиться путем создания избыточного давления инертного газа в указанном пространстве;
- путем периодического контроля падения уровня жидкости, которой заполняется межстенное пространство.
Жидкостью должно быть заполнено все межстенное пространство резервуара. Межстенное пространство должно оснащаться системой откачки из него жидкости закрытым способом. Возможность образования воздушного пространства при увеличении плотности жидкости за счет снижения температуры окружающего воздуха должна быть исключена (например за счет устройства расширительного бака). Дыхательный патрубок межстенного пространства должен быть оборудован огнепреградителем.
2.2.2.6. Непрерывный контроль герметичности межстенного пространства двухстенных резервуаров достигается:
- путем непрерывного автоматического контроля падения уровня жидкости, которой заполняется межстенное пространство, с помощью соответствующего датчика-сигнализатора уровня;
- путем непрерывного автоматического контроля падения давления инертного газа в межстенном пространстве резервуара с помощью соответствующего датчика-сигнализатора давления.
Величина избыточного давления инертного газа не должна превышать 0,02 МПа. Для предотвращения повышения избыточного давления инертного газа в межстенном пространстве резервуара величины 0,02 МПа необходимо предусматривать предохранительный клапан.
При разгерметизации системы срабатывает световая и звуковая сигнализация и автоматически прекращается наполнение резервуара.
2.2.2.7. Резервуары для нефтепродуктов должны сохранять герметичность в течение не менее 10 лет при соблюдении требований технико-эксплуатационной документации на технологические системы.
2.2.2.8. Конструкция резервуаров должна предусматривать возможность проведения механизированной пожаровзрывобезопасной очистки от остатков хранимого нефтепродукта, дегазации и продувки при их ремонте, обеспечивать проведение операций по опорожнению и обесшламливанию (удалению подтоварной воды).
2.2.2.9. Запорная арматура, устанавливаемая на резервуарах, должна быть выполнена по первому классу герметичности в соответствии с требованиями действующих нормативных документов. Крышки, заглушки и соединения фланцев, патрубков, штуцеров и т.п. должны быть снабжены прокладками, выполненными из материалов, устойчивых к воздействию нефтепродуктов и окружающей среды в условиях эксплуатации.
2.3. Требования к оборудованию и автоматизации резервуаров
2.3.1 Каждый резервуар должен быть оснащен полным комплектом оборудования, предусмотренным проектом, в зависимости от назначения и условий эксплуатации. В паспорте на резервуар приводятся технические данные на установленное на нем оборудование.
2.3.2. Резервуары оборудуются в соответствии с проектами.
Для стальных вертикальных цилиндрических резервуаров применяется следующее оборудование:
- дыхательные клапаны;
- предохранительные клапаны;
- стационарные сниженные пробоотборники;
- огневые предохранители;
- приборы контроля и сигнализации;
- противопожарное оборудование;
- сифонный водоспускной крап;
- вентиляционные патрубки;
- приемораздаточные патрубки;
- люки-лазы;
- люки световые;
- люки измерительные;
- диски-отражатели.
Горизонтальные резервуары оснащаются стационарно встроенным оборудованием: дыхательными клапанами, огневыми предохранителями, измерительными люками, измерительными трубами и другими необходимыми устройствами.
Для контроля давления в резервуарах рекомендуется устанавливать автоматические сигнализаторы предельных значений давления и вакуума и другие приборы.
2.3.3. Резервуары, которые в холодный период года заполняются нефтепродуктами с температурой выше 0°С, следует оснащать непромерзающими дыхательными клапанами.
Не допускается установка дыхательных клапанов для горизонтальных резервуаров на вертикальные резервуары.
2.3.4. В резервуарах для хранения бензина и необорудованных средствами сокращения потерь от испарения, под дыхательные клапаны следует установить диски-отражатели.
Диаметр диска выбирают, исходя из условия свободного пропуска его через монтажный патрубок в сложенном положении.
2.3.5. Приборы контроля уровня должны обеспечивать оперативный контроль уровня продукта (местный или дистанционный). Максимальный уровень продукта должен контролироваться сигнализаторами уровня (не менее двух), передающими сигнал на прекращение приема нефтепродукта или отключение насосного оборудования. В резервуарах с плавающей крышей или понтоном следует устанавливать на равных расстояниях не менее трех сигнализаторов уровня, работающих параллельно.
При отсутствии сигнализаторов максимального уровня должны быть предусмотрены переливные устройства, соединенные с резервной емкостью или сливным трубопроводом, исключающие превышение уровня залива продукта сверх проектного.
2.3.6. Для проникновения внутрь резервуара при его осмотре и проведении ремонтных работ каждый резервуар должен иметь не менее двух люков в первом поясе стенки, а резервуары с понтоном (плавающей крышей), кроме того, должны иметь не менее одного люка, расположенного на высоте, обеспечивающей выход на понтон (или плавающую крышу) при положении его на опорных стойках.
Люки-лазы должны иметь условный проход не менее 600 мм.
2.3.7. Для осмотра внутреннего пространства резервуара, а также для его вентиляции при проведении работ внутри резервуара, каждый резервуар должен быть снабжен не менее чем двумя люками, установленными на крыше резервуара (световые люки).
2.3.8. Средства автоматики, телемеханики и контрольно-измерительные приборы (КИП), применяемые в резервуарных парках, предназначены для контроля и измерений показателей технологического процесса храпения, приема и отпуска нефтепродуктов.
Основной задачей автоматизации резервуарных парков является обеспечение коммерческою учета, баланса и управления технологическими процессами приема, хранения и отпуска нефтепродуктов.
2.3.9. Эксплуатация средств автоматики, телемеханики и КИП резервуарных парков магистральных нефтепродуктопроводов осуществляется согласно «Правилам технической и безопасной эксплуатации средств автоматики, телемеханики и контрольно-измерительных приборов» РД 153-112ТНП-028-97.
2.3.10. Резервуары для нефтепродуктов рекомендуется оснащать следующими типами приборов и средствами автоматики:
- местным и дистанционным измерителями уровня нефтепродукта в резервуаре;
- сигнализаторами максимального оперативного уровня нефтепродукта в резервуаре;
- сигнализатором максимального (аварийного) уровня нефтепродукта в резервуаре;
- дистанционным измерителем средней температуры нефтепродукта в резервуаре;
- местным и дистанционным измерителями температуры нефтепродукта в районе приемо-раздаточных патрубков в резервуаре, оснащенном устройством для подогрева;
- пожарными извещателями автоматического действия и средствами включения системы пожаротушения;
- дистанционным сигнализатором загазованности над плавающей крышей;
- сниженным пробоотборником;
- сигнализатором верхнего положения понтона,
2.3.11. Средства автоматики, телемеханики и КИП должны эксплуатироваться в соответствии с техническими условиями, государственными стандартами, а также в соответствии с инструкциями по эксплуатации. Все средства измерений должны быть внесены в Государственный реестр СИ и иметь сертификат об утверждении типа согласно ПР 45.2.009-94 «ГСП. Порядок проведения испытаний и утверждения типа средств измерений».
2.3.12. Перед вводом в эксплуатацию средства автоматики, телемеханики должны пройти наладку и приемочные испытания, подготовлен обслуживающий персонал.
2.3.13. Все импортные приборы и изделия должны иметь Разрешение Госгортехнадзора России на их применение, паспорта и сертификаты на соответствие применения на промышленных производствах России, все взрывозащищенные приборы - сертификаты соответствия взрывобезопасности требованиям Госстандарта России.
2.3.14. Перед началом смены обслуживающий персонал обязан проверить состояние работающих средств автоматики, телемеханики и КИП, проверить наличие и осмотреть первичные средства пожаротушения, инструменты, мелкие запасные части и вспомогательные материалы, ознакомиться с изменениями в схемах, записями и распоряжениями.
2.3.15. Исправность и достоверность показаний средств измерений должны проверяться в соответствии с графиками ППР и метрологических поверок. Работы по техническому обслуживанию и ремонту средств автоматики, телемеханики и КИП должны обеспечивать надежную работу средств автоматики, телемеханики, точность средств измерений в соответствии с требованиями эксплуатационной документации, норм и правил Госстандарта России.
2.3.16. Техническое обслуживание и ремонт средств измерений, систем автоматизации и сигнализации должны выполняться специально подготовленным и аттестованным персоналом.
2.3.17. Техническое обслуживание и ремонт средств автоматики и контрольно-измерительных приборов проводятся с периодичностью, установленной действующей системой Планово-предупредительных ремонтов и рекомендациями заводов-изготовителей. График ППР утверждает главный инженер предприятия:
- техническое обслуживание не реже одного раза в квартал;
- текущий ремонт - не реже одного раза в год (кроме приборов систем контроля и защиты по загазованности приборов по технике безопасности).
Капитальный ремонт средств автоматики и контрольно-измерительных приборов должен выполняться не реже одного раза в 5 лет.
После капитального ремонта средства автоматики и КИП должны удовлетворять требованиям, предъявляемым к новому оборудованию.
2.3.18. Для обеспечения единства и требуемой точности измерений средства измерений, находящиеся в эксплуатации, подлежат периодической поверке или калибровке согласно перечню средств измерений, составленному эксплуатирующим предприятием и согласованному с местным органом Госстандарта. Поверка осуществляется органами Государственной метрологической службы (ГМС) в соответствии с ПР 50.2.006-94 «ГСИ Порядок проведения поверки средств измерений».
2.3.19. При нарушениях в работе средств автоматики, телемеханики или контрольно-измерительных приборов необходимо устранить или правильно оценить повреждение, при необходимости перейти на ручное управление и сделать запись в оперативном журнале.
2.4. Техническое обслуживание резервуаров и резервуарного оборудования
2.4.1. Техническое обслуживание резервуаров и резервуарного оборудования должно проводиться на основании инструкций заводов-изготовителей, настоящих Правил и результатов осмотров, с учетом условий эксплуатации.
Технический надзор за эксплуатацией резервуара возлагается на квалифицированного работника и выполняется на основе осмотра основного оборудования.
Профилактический осмотр резервуаров и оборудования должен проводиться по календарному графику и срокам, приведенным в таблице 1.
Таблица 1
Сроки текущего обслуживания оборудования резервуаров.
|
Наименование оборудования |
Сроки обслуживания |
|
Люк замерный, световой |
При каждом пользовании, но не реже 1 раза в месяц (люки световые без вскрытия). |
|
Дыхательный клапан |
В соответствии с инструкцией завода-изготовителя, но не реже 2 раз в месяц в теплое время года и не реже 1 раза в 10 дней при отрицательной температуре окружающего воздуха. При температуре окружающего воздуха ниже -30°С (особенно при хранении нефтепродуктов с положительными температурами) слой инея может достигать нескольких сантиметров, что может привести к заклиниванию тарелок и перекрытию сечения клапана. В таких случаях осмотр и очистку клапанов необходимо проводить через 3 - 4 дня, а иногда и чаще |
|
Предохранительный (гидравлический) клапан |
В соответствии с инструкцией завода-изготовителя, но не реже 2 раз в месяц в теплое время года и не реже 1 раза в 10 дней при отрицательной температуре окружающего воздуха. |
|
Огневой предохранитель |
В соответствии с инструкцией завода-изготовителя. При положительной температуре воздуха 1 раз в месяц. |
|
Диск-отражатель |
1 раз в квартал |
|
Вентиляционный патрубок |
1 раз в месяц |
|
Пеногенераторы |
1 раз в месяц |
|
Прибор для измерения уровня |
В соответствии с инструкцией завода-изготовителя, но не реже 1 раза в месяц. |
|
Приемораздаточные патрубки |
Каждый раз при приеме-отпуске, но не реже 2 раз в месяц |
|
Перепускное устройство на приемо-раздаточном патрубке |
Каждый раз при приеме-отпуске, но не реже 2 раз в месяц. |
|
Задвижка (запорная) |
Каждый раз при приеме-отпуске, но не реже 2 раз в месяц. |
|
Сифонный кран |
Каждый раз при приеме-отпуске, но не реже 2 раз в месяц. |
|
Устройства измерения массы |
В соответствии с инструкцией завода-изготовителя. |
|
Местные дистанционные измерители уровня |
В соответствии с инструкцией завода-изготовителя. |
|
Приборы измерения температуры |
В соответствии с инструкцией завода-изготовителя. |
|
Сигнализаторы максимального уровня |
В соответствии с инструкцией завода-изготовителя. |
|
Пожарные извещатели и средства включения системы пожаротушения |
В соответствии с инструкцией завода-изготовителя. |
|
Дистанционный сигнализатор загазованности |
В соответствии с инструкцией завода-изготовителя. |
|
Сигнализатор верхнего положения понтона |
В соответствии с инструкцией завода-изготовителя. |
График осмотра утверждается главным инженером предприятия. Результаты осмотра вносятся в журнал осмотра основного оборудования и арматуры ( приложение 3).
Осмотр резервуаров и оборудования проводится старшим по смене при вступлении на дежурство. Об обнаруженных дефектах следует сообщить руководству предприятия, принять меры к устранению неисправностей и занести соответствующие сведения в журнал.
2.4.2. Осадка основания каждого резервуара систематически контролируется. Первые четыре года при эксплуатации резервуаров (до стабилизации осадки) необходимо проводить нивелирование в абсолютных отметках окрайков днища или верха нижнего пояса не менее чем в восьми точках, не реже, чем через 6 месяцев. В последующие годы после стабилизации осадки следует систематически (не реже одного раза в пять лет) проводить контрольное нивелирование основания.
2.4.3. В процессе текущего обслуживания резервуара и его оборудования необходимо проверять герметичность разъемных соединений, а также мест присоединения арматуры к корпусу резервуара. При обнаружении течи необходимо подтянуть болтовые соединения, исправить сальниковые уплотнения и заменить прокладки.
2.4.4. При осмотре резервуарного оборудования необходимо:
- следить за исправным состоянием измерительного люка, его шарнира и прокладочных колец, исправностью резьбы гайки-барашка, направляющей планки, плотностью прилегания крышки;
- обеспечивать эксплуатацию дыхательных клапанов и огневых предохранителей в соответствии с технической документацией и инструкциями предприятий-изготовителей;
- проверять качество и проектный уровень масла в предохранительном (гидравлическом) клапане, поддерживать горизонтальность колпака, содержать в чистоте сетчатую перегородку. В зимнее время очищать внутреннюю поверхность колпака от инея и льда с промывкой в теплом масле. В мембранных клапанах следить за состоянием мембраны, чистотой соединений, каналов, уровней рабочей жидкости в блок-манометре;
- следить за горизонтальностью положения диска-отражателя, прочностью его подвески;
- следить за правильностью положения герметизирующей крышки в пеногенераторах ГВПС-2000, ГВПС-600, ГВПС-200 (прижим крышки должен быть равномерным и плотным), за целостностью сетки кассет, следить нет ли внешних повреждений, коррозии на проволоке сетки. В случае обнаружения признаков коррозии кассета подлежит замене;
проводить контрольную проверку правильности показаний приборов измерения уровня и других средств измерения в соответствии с инструкцией завода-изготовителя;
- проверять исправность ручного насоса и клапанов воздушной и гидравлической систем в пробоотборнике стационарного типа, следить нет ли на наружной части узла слива пробы следов коррозии, грязи и т.п.; следить за плотным закрытием крышки пробоотборника;
- проверять правильность действия хлопушки или подъемной (шарнирной) трубы в приемо-раздаточных патрубках (подъем должен быть легким и плавным); следить за исправным состоянием троса и креплением его к лебедке; следить за герметичностью сварных швов приварки укрепляющего кольца и фланца, патрубков, а также плотностью фланцевых соединений;
- проверять наличие надежного утепления резервуарных задвижек в зимнее время и, в необходимых случаях, во избежание их замерзания, спускать из корпуса задвижки скопившуюся воду, выявлять наличие свищей и трещин на корпусе задвижек, течей через фланцевые соединения; обеспечивать плотное закрытие плашек клинкета), свободное движение маховика по шпинделю, своевременную набивку сальников;
- проверять нет ли течи в сальниках сифонного крана (поворот крана должен быть плавным, без заеданий); следить, чтобы в нерабочем состоянии приемный отвод находился в горизонтальном положении, а спускной кран был закрыт кожухом на запоре;
- следить за состоянием окрайков днища и уторного сварного шва (нет ли трещин, свищей, прокорродированных участков), отклонения наружного контура окраек по высоте не должны превышать величин в соответствии с «Инструкцией по ремонту резервуаров»;
- следить за состоянием сварных швов резервуара (нет ли отпотеваний, течи, трещин в основном металле и сварных швах);
- следить за состоянием люка-лаза (фланцевого соединения, прокладки, сварных соединений);
- следить за исправностью автоматизированных средств измерения уровня, объема, массы нефтепродуктов в соответствии с инструкциями заводов-изготовителей;
- следить за наличием и исправностью устройств молниезащиты;
- следить за состоянием отмостки (нет ли просадки, растительного покрова, глубоких трещин), должен быть отвод ливневых вод по лотку;
- следить за наружным и внутренним состоянием трассы канализационной сети резервуарного парка, ливневых и специальных колодцев (нет ли повреждений кладки стен, местах входа и выхода труб, хлопушки, тросе хлопушки, не переполнены ли трубы, не завалены ли грунтом или снегом), следить за состоянием крышек колодцев.
2.4.5. Для обеспечения нормальной работы дыхательных клапанов в зимний период необходимо регулярно очищать их от инея, не допуская уменьшения зазора между тарелкой и стенкой корпуса клапана, что может препятствовать нормальному подъему тарелок клапана и уменьшать их пропускную способность. Сроки между осмотрами устанавливаются в зависимости от минимальной температуры окружающего воздуха и условий эксплуатации.
2.5. Требования к территории резервуарных парков.
2.5.1. Резервуарные парки должны соответствовать нормам проектирования промышленных предприятий. СНиП 2.11.03-93 «Склады нефти и нефтепродуктов. Противопожарные нормы».
2.5.2. На каждый резервуарный парк должна быть составлена технологическая карта по эксплуатации резервуаров с указанием для каждого резервуара:
- тип резервуара, наличие понтона (плавающей крыши);
- номер резервуара по технологической схеме;
- фактическая высота резервуара до верхнего уторного уголка, м;
- фактическая высота резервуара до врезки пеногенератора, м;
- максимально допустимый уровень нефтепродукта, м:
- минимально допустимый уровень нефтепродукта, м;
- аварийный уровень нефтепродукта, м;
- максимально допустимая производительность закачки, м3/ч;
- максимально допустимая производительность откачки, м3/ч;
- геометрическая вместимость резервуара, м3;
- пропускная способность дыхательного клапана, м3/ч;
- пропускная способность предохранительного (гидравлического) клапана, м3/ч;
- тип и количество дыхательных клапанов:
- тип и количество предохранительных клапанов;
- тип и количество огневых предохранителей;
- средства измерения и контроля уровня;
- средства измерения и контроля температуры;
- средства измерения массы нефтепродукта.
Технологическая карта должна находиться на рабочем месте персонала, производящего оперативные переключения и отвечающего за правильность их выполнения.
2.5.3. Технологические карты резервуарных парков утверждает и переутверждает каждые 2 года (при изменении технологических схем резервуарных парков, условий эксплуатации и др.) главный инженер предприятия.
2.5.4. Все изменения, произведенные в резервуарных парках, насосных установках, трубопроводных коммуникациях, расположении арматуры, должны вноситься в технологическую схему и доводиться до обслуживающего персонала. Изменение действующих схем расположения трубопроводов без ведома главного инженера предприятия запрещается.
2.5.5. При наличии в одной группе резервуаров нескольких сортов нефтепродуктов должны быть предусмотрены раздельные коллекторы для приема и откачки каждого сорта нефтепродукта.
При смене сортов нефтепродуктов подготовка резервуара к заполнению должна соответствовать ГОСТ 1510-84* «Нефть и нефтепродукты. Маркировка, упаковка, транспортирование и хранение». Резервуары с понтонами рекомендуется использовать только для хранения бензинов.
2.5.6. При эксплуатации газоуравнительной системы в резервуарном парке объединяют резервуары с нефтепродуктами, близкими по своим физико-химическим свойствам.
Запрещается объединять резервуары с этилированным и неэтилированными бензинами обшей газовой обвязкой.
2.5.7. В пределах одной группы наземных резервуаров согласно действующих нормативно-технических документов следует отделять внутренними земляными валами или ограждающими стенами:
- каждый резервуар вместимостью 20000 м3 и более или несколько меньших резервуаров суммарной вместимостью 20000 м3;
- резервуары с этилированными бензинами от других резервуаров группы.
Внутренний земляной вал или ограждающая стена должны быть высотой 1,3 м для резервуаров вместимостью 10000 м3 и более, для остальных резервуаров - 0,8 м.
2.5.8. Для перехода через обвалование или ограждающую стену должны быть устроены лестницы-переходы шириной не менее 0,7 м в количестве четырех для группы резервуаров и не менее двух - для отдельно стоящих резервуаров. В отдельных случаях допускается по согласованию с органами Госпожнадзора МЧС РФ, устройство двух лестниц вместо четырех.
Между переходами через обвалование (ограждающую стену) и стационарными лестницами на резервуарах устраиваются пешеходные дорожки (тротуары) шириной не менее 0,75 м.
2.5.9. Внутри обвалования группы резервуаров не допускается прокладка транзитных трубопроводов, которые не соединены с резервуарами.
2.5.10. Территория резервуарного парка должна содержаться в чистоте и порядке, своевременно очищаться от растительности.
Не допускается засорение территории, размещение на ней горючих материалов и предметов, а также загрязнение нефтепродуктами, скопление подтоварной воды.
2.5.11. Для транспортирования тяжелого оборудования или материалов к резервуарам при ремонтных работах необходимо устраивать переезды через обвалования с подсыпкой грунта. Устройство подъездов через обвалование резервуарных парков должно быть согласовано руководством предприятия с местными органами Госпожнадзора МЧС Российской Федерации.
2.5.12. Сточные воды, образующиеся при периодической зачистке резервуаров в процессе их эксплуатации, не допускается сбрасывать в сеть производственно-ливневой канализации. Они отводятся по сборно-разборным трубопроводам в шламонакопители и после отстаивания направляются по сети производственно-ливневой канализации на очистные сооружения.
Поступление нефтепродуктов в сеть производственно-ливневой канализации даже в аварийных случаях не допускается.
2.5.13. В целях сохранения расчетной пропускной способности канализационных сетей резервуарного парка следует осуществлять их профилактическую чистку не реже двух раз в год. Эксплуатация и обслуживание сетей очистных сооружений должны осуществляться в соответствии с «Инструкцией по эксплуатации очистных сооружений нефтебаз, наливных пунктов, перекачивающих станций и АЗС».
2.5.14. Территория резервуарного парка в темное время суток должна иметь освещение в соответствии с требованиями СНиП 23-05-95* «Естественное и искусственное освещение» и СНиП 2.11.03-93. Устройство электроосвещения должно соответствовать требованиям «Правил устройства электроустановок ».
Для освещения резервуарных парков следует применять прожекторы на мачтах, расположенных за обвалованием.
Осветительные устройства, установленные в пределах обвалования резервуаров, должны быть во взрывозащищенном исполнении в соответствии с установленными требованиями.
2.5.15. В каждом резервуарном парке должен быть выделен резервуар или группа резервуаров для аварийного сброса нефтепродукта из расчета двухчасовой пропускной способности нефтепродуктопроводов при остановке нефтепродуктопровода из-за отсутствия связи с диспетчером; для защиты концевого участка продукта провода от повышения давления при непредвиденных обстоятельствах; для защиты от перегрузки подпорных насосов и др.
2.5.16. При подготовке резервуарных парков к работе в зимних условиях и при температурах ниже 0°С необходимо слить подтоварную воду; проверить и подготовить дыхательную и предохранительную арматуру, огневые предохранители, уровнемеры и сниженные пробоотборники; утеплить дренажные устройства газоуравнительной системы и предохранить их от снежных заносов.
Сифонные краны резервуаров необходимо промыть хранимым нефтепродуктом и повернуть в боковое положение.
2.5.17. Резервуарные парки и отдельно стоящие резервуары, расположенные в зоне возможного затопления в период паводка, должны быть заблаговременно подготовлены к паводку; обвалования и ограждения должны быть восстановлены и при необходимости наращены. Для предотвращения всплытия резервуары во время паводка при невозможности заполнения их нефтепродуктом заливают водой на расчетную высоту.
3. ТРЕБОВАНИЯ К ПРОВЕДЕНИЮ ОПЕРАЦИЙ ПО ПРИЕМУ, ХРАНЕНИЮ И ОТПУСКУ НЕФТЕПРОДУКТОВ ИЗ РЕЗЕРВУАРОВ
3.1. Технологические операции по приему, хранению и отпуску нефтепродуктов из резервуаров должны выполняться в соответствии с требованиями РД 153-39.4-041-99 «Правил технической эксплуатации магистральных нефтепродуктопроводов».
При заполнении порожнего резервуара нефтепродукты должны подаваться в него со скоростью не более 1 м/ч до момента заполнения конца приемо-раздаточного патрубка.
При наполнении и опорожнении резервуаров с понтонами или плавающими крышами скорость подъема и опускания понтона или плавающей крыши не должна превышать 3,5 м/ч. Допустимая скорость подъема понтонов из полимерных материалов должна быть указана в технической документации на понтон.
Нефтепродукты в резервуар должны поступать ниже уровня находящегося в нем остатка нефтепродукта.
Нефтепродукты должны закачиваться в резервуары без разбрызгивания, распыления или бурного перемешивания. Налив нефтепродуктов свободнопадающей струей не допускается.
Расстояние от конца загрузочной трубы до дна резервуара не должно превышать 200 мм, и по возможности, струя нефтепродукта должна быть направлена вдоль стенки. При этом форма конца трубы и скорость подачи нефтепродукта должны быть такими, чтобы исключить разбрызгивание.
3.2. Производительность наполнения и опорожнения резервуара не должна превышать суммарной пропускной способности установленных на резервуаре дыхательных клапанов или вентиляционных патрубков.
При увеличении производительности наполнения и опорожнения резервуаров необходимо дыхательную арматуру приводить в соответствие с новыми показателями.
3.3. При эксплуатации горизонтальных резервуаров должно быть обеспечено полное заполнение и полное опорожнение резервуара без образования воздушных мешков.
3.4. Перекачку нефтепродуктов разрешается начинать только по письменному указанию (телефонограмме) ответственного лица по выполнению товарно-транспортных операций.
3.5. Перекачка нефтепродуктов по технологическим трубопроводам должна выполняться в соответствии с РД 153-39.4-041-99 и ВНТП 5-95 «Нормы технологического проектирования предприятий по обеспечению нефтепродуктами».
Нефтепродукты, перекачка которых допускается по одному технологическому трубопроводу, приведены в ГОСТ 1510 «Нефть и нефтепродукты. Маркировка, упаковка, транспортировка и хранение».
Перечень нефтепродуктов, перекачку которых допускается производить только по отдельным технологическим трубопроводам, должен соответствовать требованиям ГОСТ 1510.
3.6. Открывать и закрывать резервуарные задвижки необходимо плавно, без применения рычагов и усилителей.
При наличии электроприводных задвижек с местным или дистанционным управлением следует предусматривать сигнализацию, указывающую положение запорного устройства задвижки. Сведения о перекачке должны записываться в журнал телефонограмм, рабочий журнал, режимный лист.
3.7. Если по измерениям уровня продукта в резервуаре или по другим данным обнаружится, что нормальное наполнение или опорожнение резервуара нарушено, необходимо немедленно остановить перекачку, принять меры к выявлению причин нарушения и к их устранению, после чего возобновить перекачку.
3.8. При переключении резервуаров во время перекачки необходимо сначала открыть, задвижки свободного резервуара и убедиться, что в него поступает нефтепродукт, после чего закрыть задвижки заполненного резервуара.
Одновременное автоматическое переключение задвижек в резервуарном парке допускается при условии защиты трубопроводов от повышенного давления в случае неправильного переключения задвижек.
3.9. Во время сброса из резервуара отстоявшейся воды и грязи нельзя допускать вытекания нефтепродукта. Подтоварную воду необходимо дренировать до появления эмульсии.
3.10. Уровень нефтепродуктов при заполнении резервуаров устанавливается по проекту с учетом расположения генераторов пены и температурного расширения нефтепродукта при нагревании.
3.11. На резервуаре с понтоном должна быть указана предельно допустимая высота верхнего положения понтона. Резервуар, оборудованный понтоном, должен иметь ограничитель максимального уровня. В случае отсутствия ограничителя оперативно измерять уровень нефтепродукта при заполнении последнего метра до максимального уровня необходимо по уровнемеру (дистанционно или по месту) через промежутки времени, гарантирующие понтон от затопления и повреждения. Эксплуатация понтона без затвора не допускается.
3.12. Запрещается принимать нефтепродукт в резервуар с понтоном, если в технологических или магистральных трубопроводах после ремонтных работ остался воздух.
3.13. Измерение массы, уровня и отбор проб нефтепродуктов в резервуарах, эксплуатирующихся с избыточным давлением, должны осуществляться без нарушения герметичности газового пространства с помощью измерительных устройств и сниженных пробоотборников, предусмотренных проектами и допущенных в обращение в установленном порядке.
3.14. Учетно-расчетные операции между поставщиком и потребителем осуществляются в соответствии с «Инструкцией по учету нефтепродуктов на магистральных нефтепродуктопроводах» РД 153-39-011-97.
4. ПЕРИОДИЧЕСКАЯ ЗАЧИСТКА РЕЗЕРВУАРОВ
4.1. Зачистку резервуаров следует выполнять в соответствии с «Инструкцией по зачистке резервуаров от остатков нефтепродуктов» с учетом требований пожарной безопасности ВППБ 01-03-96 и ПОТ Р О-112-002-98.
4.2. Резервуары должны периодически зачищаться согласно требованиям ГОСТ 1510 [42]:
- не менее двух раз в год - для топлива для реактивных двигателей, авиационных бензинов, авиационных масел и их компонентов, прямогонных бензинов. Допускается при наличии на линии закачки средств очистки с тонкостью фильтрования не более 40 мкм зачищать резервуары не менее одного раза в год;
- не менее одного раза в год - для присадок к смазочным маслам и масел с присадками;
- не менее одного раза в два года - для остальных масел, автомобильных бензинов, дизельных топлив, парафинов и аналогичных по физико-химическим свойствам нефтепродуктов;
- по мере необходимости - для моторных топлив, мазутов.
Резервуары зачищаются также при необходимости смены сорта нефтепродукта, пирофорных отложений, ржавчины и воды, ремонта, при проведении полной комплексной дефектоскопии.
4.3. Технология зачистки резервуаров включает технологические операции в соответствии с требованиями Инструкции по зачистке резервуаров от остатков нефтепродуктов.
4.4. Подготовка резервуара к зачистке включает организационно-технические мероприятия, прокладку вспомогательных трубопроводов для воды, пара, подготовку и установку оборудования для механизированной зачистки и др.
С учетом особенностей эксплуатации резервуаров и других факторов следует разработать рабочие инструкции по зачистке конкретных резервуаров.
4.5. На производство зачистных работ оформляется наряд-допуск установленной формы (выполнение работ повышенной опасности) ( приложение 4).
К наряду-допуску должны быть приложены схемы обвязки и установки зачистного оборудования (выкачки остатка, мойки, дегазации, обезвреживания, удаления продуктов зачистки и др. операций).
Перечень подготовительных мероприятий, состав и последовательность операций зачистки за подписью ответственного лица указывается в наряде-допуске.
4.6. Руководство работой по зачистке резервуаров должно быть поручено ответственному лицу из инженерно-технических работников.
Перед началом работ по зачистке резервуара рабочие проходят инструктаж о правилах безопасного ведения работ и методах оказания первой помощи при несчастных случаях.
Состав бригады и отметка о прохождении инструктажа заносится в наряд-допуск лицами, ответственными за проведение зачистных работ. Без оформленного наряда-допуска на производство работ приступать к работе не разрешается.
4.7. Контроль за организацией и безопасностью работ по зачистке осуществляется главным инженером и инженером по технике безопасности или лицом, назначенным приказом из числа инженерно-технических работников.
4.8. Резервуар, подлежащий зачистке, освобождается от остатка нефтепродукта по зачистному трубопроводу-шлангу. Для более полного освобождения резервуара от остатков нефтепродуктов производится подъем их на «воду», затем обводненный нефтепродукт направляется в разделочный резервуар (резервуар-отстойник), а вода сбрасывается на очистные сооружения или сборную емкость.
4.9. Переносное оборудование, применяемое при зачистке резервуаров, должно быть взрывозащищенного исполнения. Электрические кабели должны соответствовать классу взрывоопасной зоны.
4.10. При опорожнении резервуара и откачке остатка нефтепродукта («мертвого» остатка) скорость движения нефтепродукта устанавливается регулировкой производительности насоса в соответствии с требованиями по защите резервуаров от статического электричества.
4.11. Откачка «мертвого» остатка легковоспламеняющихся нефтепродуктов (с температурой вспышки до 61°С) разрешается только при герметично закрытых нижних люках.
4.12. После удаления остатка нефтепродукта резервуар отсоединяют от всех трубопроводов путем установки заглушек с указателями-хвостовиками.
Сведения о местах установки заглушек заносят в специальный журнал.
4.13. На период подготовки и проведения в резервуаре зачистных работ должны быть прекращены технологические операции по наполнению (опорожнению) резервуаров, находящихся в одном каре ближе 40 м от зачищаемого.
Резервуары из-под сернистых нефтепродуктов готовят к зачистке в соответствии с требованиями «Инструкции по борьбе с пирофорными соединениями».
4.14. При зачистке резервуаров от сернистых нефтепродуктов необходимо соблюдать меры безопасности в соответствии с требованиями ВППБ 01-03-96.
4.15. При зачистке резервуаров из-под этилированного бензина необходимо контролировать содержание паров ТЭС в воздушном пространстве резервуара, которое не должно превышать значения ПДК ( приложение 5).
В случае превышения содержания паров нефтепродуктов и ТЭС значений ПДК необходимо прекратить работы по зачистке и удалению остатков и продолжить вентилирование до безопасного содержания указанных веществ.
4.16. Обезвреживание от тетраэтилсвинца (ТЭС) производится водным 0,1 %-ным раствором перманганата калия с помощью насоса и распылителя (форсунки).
4.17. Во время механизированной мойки и обезвреживания резервуара напылением раствора перманганата калия допуск людей в резервуар не разрешается.
Бригада рабочих по зачистке резервуара должна быть обеспечена профилактическими средствами дегазации: хлорной известью, керосином, горячей водой, мылом и аптечкой доврачебной помощи.
4.18. В процессе мойки должен быть обеспечен отстой моющей жидкости в резервуаре-отстойнике. Содержание растворенных нефтепродуктов в моющей жидкости не должно превышать 1500 мг/л.
По достижении этого содержания нефтепродуктов моющую жидкость следует отстоять, отделить от нефтепродуктов или заменить на новую (чистую).
Запрещается сбрасывать в канализацию очистных сооружений продукты зачистки резервуаров.
Промывную воду допускается сбрасывать в канализацию только после предварительного отстаивания.
4.19. Механизированную мойку резервуаров выполняют с помощью моечных машинок и гидромониторов типа ММП-2/11, ММП-3/11, Г-15, ММ-200, ММС-100.
При использовании в качестве моющей жидкости свободных струй холодной или горячей воды, водных растворов технических моющих средств (ТМС) на основе присадок типа МЛ-51, МЛ-52, МЛ-72, МС-6, МС-9, Лабомид 101, Лабомид 102, Темп-100 и др. негорючих водных растворов ТМС перед мойкой проводят предварительную дегазацию, т.е. снижение концентрации паров нефтепродукта до концентрации не более 2 г/м3.
4.20. Мойка резервуаров свободными струями растворяюще-эмульгирующих средств типа «Термос», «Эмульсин», растворителями (дизельное топливо, керосин, уайт-спирит и т.п.) и другими моющими средствами, приготавливаемыми на основе керосина, дизельного топлива, ЗАПРЕЩАЕТСЯ.
4.21. Перед началом работы в резервуаре необходимо определить содержание кислорода и паров нефтепродукта в газовом пространстве резервуара. Допуск в резервуар разрешается при концентрации паров нефтепродуктов ниже ПДК в соответствии с требованиями ГОСТ 12.1.005-88* «Общие санитарно-гигиенические требования к воздуху рабочей зоны».
4.22. Дегазация резервуаров принудительным вентилированием должна проводиться в соответствии с «Временной инструкцией по дегазации резервуаров от паров нефтепродуктов методом принудительной вентиляции» и «Дополнением к этой инструкции для резервуаров, оборудованных понтонами».
Для вентилирования должны использоваться вентиляторы в пожаровзрывобезопасном исполнении.
4.23. До начала и в процессе дегазации проводят контроль концентрации паров нефтепродукта. Пробы паровоздушной смеси в процессе дегазации отбирают на выходе из резервуара с периодичностью 0,5 - 1,0 час.
Для отбора проб в основании газоотводной трубы должен быть вмонтирован угольник из трубки диаметром 6 мм, один конец которого длиной 100 мм должен быть направлен навстречу потоку выходящей газовоздушной смеси, а к другому (наружному) подключаются трубки газоанализатора.
Контроль газовоздушной среды внутри резервуара следует выполнять с помощью следующих приборов:
- газоанализаторы ГХП-3М, АМ-5, ГВ-3, АНТ-2М;
- хроматограф «Газохром 310», ХПМ-2, ХПМ-3.
Допускается применять другие аналогичные промышленные газоанализаторы, разрешенные для этих работ.
4.24. В зависимости от назначения зачистки резервуара качество дегазации необходимо обеспечивать до содержания паров нефтепродуктов:
- не более 0,1 г/м3 (0,002 % по объему) в соответствии с требованиями ВППБ 01-03-96 /52/ для резервуаров перед их ремонтом с применением огневых работ и другими работами, связанными с пребыванием работников в резервуаре без защитных средств;
- не более 2,0 г/м3 (0,04 % по объему) при выполнении огневых работ без пребывания рабочих внутри резервуара;
4.25. Работы, связанные с пребыванием рабочих внутри резервуара, рекомендуется выполнять при наличии вытяжной вентиляции. При достижении в резервуаре требуемой концентрации вентилятор отключается.
4.26. Наземные резервуары типа РВС остаются под наблюдением в течение двух часов, подземные и заглубленные резервуары - в течение 15 - 16 часов. Если по истечении указанного времени концентрация паров нефтепродукта не увеличивается, дегазация считается законченной.
В случае увеличения концентрации паров в резервуаре дегазация продолжается.
После напыления раствор выдерживают в резервуаре не менее 4 ч, после чего откачивают по зачистной линии. Резервуар обмывается чистой водой через распылитель.
Эффективность обезвреживания контролируют анализом проб воздуха на содержание в нем ТЭС. Остаточное количество ТЭС в воздухе не должно быть более ПДК. Результаты анализа заносят в специальный журнал.
5. ЗАЩИТА РЕЗЕРВУАРОВ ОТ КОРРОЗИИ
Антикоррозийная защита резервуаров для нефти и нефтепродуктов должна выполняться с учетом требований СПиП 2.03.11-85 «Защита строительных конструкций от коррозии», выполняют в соответствии с проектом и требованиями антикоррозионной защиты по РД 112-РСФСР-015-89 «Основные требования к антикоррозионной защите объектов проектируемых и реконструируемых предприятий нефтепродуктообеспечения» и ГОСТ 21.513 «Антикоррозийная защита конструкций, зданий и сооружений. Рабочие чертежи» с учетом конструктивных особенностей резервуаров, условий их эксплуатации и требуемого срока службы резервуара.
В процессе эксплуатации резервуары подвергаются коррозии как с наружной, так и с внутренней стороны.
5.1. Защита резервуаров от внутренней коррозии с использованием лакокрасочных покрытий
5.1.1. Технологический процесс противокоррозионной защиты внутренней поверхности резервуаров лакокрасочными материалами включает следующие операции:
- подготовительные работы;
- подготовка внутренней поверхности резервуара под окраску;
- нанесение лакокрасочного материала и его сушка;
- контроль качества покрытия;
- заделка технологических отверстий и их окраска.
5.1.2. При выборе защитных покрытий следует учитывать степень агрессивного воздействия среды на элементы металлоконструкций внутри резервуара и на его наружные поверхности, находящиеся на открытом воздухе.
Для средне- и сильноагрессивных сред применяют следующие системы лакокрасочных покрытий:
- грунт ВЛ-08, эмаль ЭП-56;
- шпатлевка ЭП-00-10. эмаль ЭП-773;
- эмаль ЭП-51116.
Для антикоррозийной защиты резервуаров и их герметизации рекомендуются также клеевые композиции «Спрут-МП», «Спрут-5МДИ», «Спрут-4».
5.1.3. Антикоррозионную защиту резервуаров рекомендуется начинать с крыши. Затем покрываются стенки и в последнюю очередь днище. В резервуарах с плавающей крышей в первую очередь покрывается нижняя часть крыши, днище резервуара и участок стенки между плавающей крышей и днищем резервуара, затем производится постепенное заполнение резервуара водой и работы ведутся с плавающей крыши. При этом покрываются стенки резервуара и верхняя часть плавающей крыши. Такая же последовательность операций используется в резервуарах с понтоном.
5.1.4. В проекте нанесения покрытия на резервуары должны быть указаны:
- степень очистки подготавливаемой поверхности и методы обработки;
- рекомендуемые системы покрытий, количество слоев и общая толщина изоляционного слоя.
5.1.5. Контроль состояния покрытия производится визуально после очистки резервуара от хранимого продукта. Поврежденные участки подлежат восстановлению. Каждые 3 года покрытие следует обновлять.
5.1.6. Транспортирование, хранение, подготовка к нанесению лакокрасочного покрытия должно отвечать требованиям ГОСТ 9980, ГОСТ 6613, ГОСТ 8420.
5.2. Защита резервуаров от внутренней коррозии с использованием комбинированных металлизационно- лако красочных покрытий
5.2.1. Технология получения комбинированных металлизационно-лакокрасочных покрытий состоит из трех самостоятельных процессов:
- абразивной подготовки поверхности;
- нанесения металлизационного слоя;
- нанесение покрытия из полимерных материалов.
5.2.2. Подготовка металлоконструкций резервуара (удаление парафинов, ржавчины, шлаков и других загрязнений, а также придание определенной шероховатости поверхности металла) осуществляется абразивно-струйной обработкой.
Для абразивно-струйной обработки используется сухой песок с размером гранул 0.2...2,0 мм.
Масляные, жировые загрязнения поверхности резервуара, а тающее замасливание абразива, наличие влаги не допускаются.
5.2.3. Шероховатость поверхности металла должна быть не более Rz40 по ГОСТ 2789-73* «Шероховатость поверхности. Параметры и характеристики» и СНиП 3.06.04.
5.2.4. Перед нанесением металлизированного слоя поверхность резервуара обеспыливается.
5.2.5. Для напыления используется калиброванная, гладкая и чистая проволока марки АПТ ( ГОСТ 28302-89).
Толщина покрытия должна быть 160...200 мкм в соответствии с ГОСТ 9304-69* Фрезы торцевые насадные. Типы и основные размеры.
5.2.6. В качестве лакокрасочного материала применяются эмали на основе эпоксидных смол типа «Полак ЭП-21» ТУ-2313-002-2421693.
5.2.7. Лакокрасочное покрытие состоит из 2-х слов:
- пропитывающий слой, заполняющий поры металлизационного покрытия, толщиной 50...70 мкм;
- покрывающий слой толщиной 110...130 мкм. Покрывающий слой наносится только после полной полимеризации пропитывающего слоя.
5.2.8. Транспортирование, хранение, подготовка к нанесению лакокрасочного покрытия должно отвечать требованиям ГОСТ 9980, ГОСТ 6613, ГОСТ 8420.
5.3. Протекторная защита резервуаров от коррозии
5.3.1. Проектирование протекторной защиты следует проводить с учетом общей минерализации, щелочности, газового состава подтоварных вод.
В качестве протекторного материала для защиты стальных резервуаров применяют магниевые, цинковые и алюминиевые сплавы. Расчет протекторной защиты и выбор сплава следует производить согласно ВСН 158-83 «Инструкция по протекторной защите внутренней поверхности нефтяных резервуаров от коррозии».
5 3.2. При монтаже протекторной защиты выполняются следующие работы:
- подготовка протекторов к установке;
- разметка днища;
- подготовка мест для установки протекторов в резервуаре;
- приварка к днищу контактного стержня в случае магниевых протекторов типа ПРМ или крепящей арматуры алюминиевых или цинковых контактов.
5.3.3. Подготовку протекторов выполняют в специальном помещении с принудительной вентиляцией или на площадке. Она состоит в основном в нанесении изоляции кистью на нижнюю и часть боковой поверхности протектора.
5.3.4. Протекторы размещают на днище и стенках резервуара так, чтобы величина защитного потенциала резервуар - подтоварная вода в промежутках между протекторами и по краям днища была не менее защитного потенциала.
Протекторы на днище резервуара следует располагать по концентрическим окружностям. В зоне приемо-раздаточного патрубка плотность расстановки протекторов на днище должна увеличиться в 2 раза.
На боковой стенке резервуара протекторы должны размещаться по окружности на высоте равной радиусу защиты одного протектора от днища и на расстоянии друг от друга, равном двум радиусам защиты протектора.
5.3.5. Место, где должен устанавливаться протектор, очищают от грязи и продуктов коррозии. На очищенную поверхность наносят изоляцию, за исключением места сварки, аналогичную изоляции протектора.
5.3.6. Контакт протектора с днищем резервуара осуществляют путем приварки к нему стальной арматуры, а протекторов типа ПРМ - с помощью стального стержня.
Места контактов протекторов с днищем резервуара изолируют эпоксидной смолой.
5.3.7. Техническое обслуживание протекторной защиты заключается в контроле эффективности протекторной защиты и периодической замене изношенных протекторов.
Эффективность протекторной защиты проверяют путем измерения потенциала резервуара. Результаты измерений записывают в специальный журнал.
Потенциал резервуара измеряют мультивольтамперметром с помощью специального медносульфатного электрода сравнения. При этом прибор заключается в разрыв цепи электрод сравнения - резервуар.
Перед измерением электрод через отверстия заполняют насыщенным раствором медного купороса до нижних кромок боковых отверстий в корпусе.
Замену изношенных протекторов производят в соответствии с планом ремонтно-профилактических работ, утвержденным главным инженером предприятия. План составляется с учетом срока службы протекторов и эксплуатационных данных об их работе.
5.4. Защита от коррозии наружной поверхности резервуаров
5.4.1. Защита от коррозии наружной поверхности резервуаров и крыши должна производиться лакокрасочными покрытиями, состоящими из 1-го слоя грунтовки ГФ-021 или ГФ-0163 и 2-х слоев эмали. Выбор цвета покрытия следует производить с учетом коэффициента отражения световых лучей. Периодически окраску наружной поверхности необходимо обновлять.
5.4.2. Для долговременной защиты стенок резервуаров на прогрунтованную наружную поверхность резервуаров наносят эпоксидные битумно-резиновые, битумно-полимерные мастики и полимерные ленты.
5.4.3. Основание резервуара следует защищать от размыва атмосферными водами, обеспечивать беспрепятственный их отвод с площадки резервуарного парка или от отдельно стоящего резервуара к устройствам канализации. Недопустимо погружение нижней части резервуара в грунт или скопление дождевой воды по контуру резервуара.
5.4.4. Основной и дополнительной защитой от почвенной коррозии является соответствующая гидроизоляция и катодная защита, выполненная по специальным проектам.
6. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ПРИ ЭКСПЛУАТАЦИИ РЕЗЕРВУАРОВ
6.1. Промышленная безопасность
6.1.1. Требования промышленной безопасности должны соблюдаться согласно Федеральному закону «О промышленной безопасности опасных производственных объектов» и Постановлению Правительства РФ «Об организации и осуществлении производственного контроля за соблюдением требований промышленной безопасности на опасных производственных объектах» с использованием «Методических рекомендаций по организации производственного контроля за соблюдением требований промышленной безопасности на опасных производственных объектах» РД 04-355-00.
6.1.2. Нефтебазы входят в состав опасных производственных объектов и подлежат регистрации в государственном реестре в соответствии с Федеральным законом Российской Федерации «О промышленной безопасности опасных производственных объектов».
6.1.3. Руководство резервуарного парка в процессе его эксплуатации обязано:
- соблюдать положения Федеральных законов и иных нормативных правовых актов Российской Федерации, а также нормативных технических документов в области промышленной безопасности;
- обеспечивать укомплектованность штата работников цеха (резервуарного парка) в соответствии с установленными требованиями;
- допускать к работе лиц, удовлетворяющих соответствующим квалификационным требованиям и не имеющих медицинских противопоказаний к работе на резервуарах и в резервуарных парках;
- обеспечивать проведение подготовки и аттестации работников в области промышленной безопасности;
- иметь нормативные технические документы и инструкции, устанавливающие правила ведения работ в резервуарном парке;
- обеспечивать наличие и функционирование необходимых приборов и систем контроля за производственными процессами в соответствии с установленными требованиями:
- предотвращать проникновение в резервуарный парк посторонних лиц;
- обеспечивать выполнение требований промышленной безопасности к хранению нефтепродуктов;
- выполнять распоряжения и предписания Федерального органа исполнительной власти, специально уполномоченного в области промышленной безопасности, его территориальных органов и должностных лиц, отдаваемые ими в соответствии с полномочиями;
- приостанавливать эксплуатацию резервуаров по предписанию федерального органа исполнительной власти, специально уполномоченного в области промышленной безопасности, его территориальных органов и должностных лиц в случае аварии или инцидента в резервуарном парке, а также в случае обнаружения вновь открывшихся обстоятельств, влияющих на промышленную безопасность;
- осуществлять мероприятия по ликвидации и локализации последствий аварий в резервуарном парке, оказывать содействие государственным органам в расследовании причин аварий;
- принимать участие в техническом расследовании причин аварии в резервуарном парке, принимать меры по устранению указанных причин и профилактике подобных аварий;
- принимать участие в анализе причин возникновения инцидента в резервуарном парке, принимать меры по устранению указанных причин и профилактике подобных инцидентов;
- принимать меры по защите жизни и здоровья работников в случае аварии в резервуарном парке;
- вести учет аварий и инцидентов в резервуарном парке.
6.1.4. Работники при обслуживании резервуарного парка обязаны:
- соблюдать требования нормативных актов и нормативных технических документов, устанавливающих правила ведения работ в резервуарном парке и порядок действий в случае аварии или аварийной ситуации в резервуарном парке;
- проходить подготовку и аттестацию в области промышленной безопасности;
- незамедлительно ставить в известность своего непосредственного руководителя или в установленном порядке других должностных лиц об аварии или инциденте в резервуарном парке;
- в установленном порядке приостанавливать работу в случае аварии или инцидента в резервуарном парке;
- в установленном порядке участвовать в проведении работ по локализации аварии в резервуарном парке.
6.1.5. В целях обеспечения готовности к действиям по локализации и ликвидации последствий аварии необходимо планировать и осуществлять мероприятия по локализации и ликвидации последствий аварий в резервуарном парке.
6.1.6. Администрация предприятия обязана организовывать и осуществлять производственный контроль соблюдения требований промышленной безопасности в соответствии с требованиями, устанавливаемыми нормативными правовыми документами.
6.1.7. По каждому факту возникновения аварии в резервуарном парке проводится техническое расследование ее причин.
Работники обязаны представлять комиссии по техническому расследованию причин аварии всю информацию, необходимую указанной комиссии для осуществления своих полномочий.
6.1.8. Работники, нарушающие требования норм и правил промышленной (технической, пожарной, экологической) безопасности и охраны труда, несут ответственность в соответствии с законодательством РФ.
6.1.9. Выдача руководителями указаний или распоряжений, вынуждающих подчиненных работников нарушать правила и инструкции безопасности, самовольно возобновлять работы, приостановленные представителями контролирующих органов, а также бездействие руководителей по устранению нарушений, которые допускаются в их присутствии подчиненными работниками, являются грубыми нарушениями норм безопасности.
6.1.10. Незнание работниками законодательства по промышленной безопасности и охране труда, правил и норм безопасности в пределах круга их должностных обязанностей и выполняемой работы не снимает с них ответственности за допущенные нарушения.
6.1.11. При необходимости вывода из эксплуатации резервуара, включенного в газоуравнительную систему, или заполнении его другим сортом нефтепродукта его необходимо отключить от газовой обвязки, закрыв задвижку на газопроводе.
6.1.12. В пониженных участках газопроводов монтируются дренажные устройства, состоящие из задвижек, конденсатосборников, насосов для откачки конденсата.
6.1.13. Для эффективной работы газоуравнительной системы в процессе эксплуатации резервуара необходимо:
- обеспечивать синхронность операций по закачке и выкачке резервуаров по времени и производительности;
- поддерживать полную герметичность системы;
- регулярно осматривать и подтягивать фланцевые соединения, проверять исправность работы дыхательных клапанов резервуаров;
- спускать конденсат из трубопроводов газовой обвязки в конденсатосборник с дальнейшей его откачкой в резервуары;
- утеплять дренажные устройства и предохранять их от снежных заносов в зимнее время.
6.1.14. В резервуарах с газовой обвязкой измерять уровень и отбирать пробы нефтепродукта следует с помощью приборов, предусмотренных проектом.
Допускается проведение измерений уровня и отбор проб вручную при соблюдении следующих условий:
- резервуар отсоединяют от газоуравнительной системы закрытием задвижки на трубопроводе газовой обвязки;
- отбирают пробу или измеряют уровень, измерительный люк плотно закрывают и затягивают;
- открывают задвижку на газовой обвязке.
6.1.15. В резервуарах с избыточным давлением в газовом пространстве до 200 мм вод. ст., допускается измерять уровень и отбирать пробы через измерительный люк после прекращения движения жидкости с соблюдением требований безопасности. Перед отбором проб нефтепродукта пробоотборник должен быть заземлен.
При измерении уровня нефтепродукта в резервуаре вручную рулетку с грузом необходимо опускать в установленной постоянной точке и проверять правильность погружения ее по базовой высоте, откорректированной при ежегодной проверке.
6.1.16. При отборе проб из резервуара нельзя допускать разлив нефтепродукта. При случайном разливе нефтепродукта его следует немедленно собрать и зачистить поверхность. Оставлять на крыше ветошь, паклю, различные предметы запрещается.
6.1.17. Эксплуатация, надзор, ревизия и ремонт технологических трубопроводов должны производиться в соответствии с инструкцией, разработанной на основе требований ПБ 03-108-96 «Правила устройства и безопасной эксплуатации технологических трубопроводов».
Надзор за правильной эксплуатацией технологических трубопроводов ежедневно осуществляет лицо, ответственное за безопасную эксплуатацию резервуаров и трубопроводов; периодически - служба технического надзора совместно с руководством цеха и лицом, ответственным за безопасную работу резервуаров и трубопроводов, не реже одного раза в год.
6.1.18. За арматурой технологических трубопроводов, как наиболее ответственных элементов коммуникаций, должен быть организован постоянный и тщательный надзор за исправностью ее, а также за своевременным и высококачественным проведением ревизии и ремонта.
6.1.19. Применяемая трубопроводная арматура (в том числе приобретенная по импорту) должна соответствовать требованиям ГОСТ 12.2-063-81* «Арматура промышленная трубопроводная. Общие требования безопасности». Арматура должна поставляться с эксплуатационной документацией, в том числе с паспортом, техническим описанием и инструкцией по эксплуатации.
6.1.20. Для борьбы с паводковыми водами необходимо заготовить запас инструмента и инвентаря (лопаты, мешки с песком, лодки и т.п.). Период прохождения весеннего паводка уточняется в местных отделениях гидрометеорологической службы.
6.1.21. Эксплуатация резервуаров и технологических трубопроводов, отработавших расчетный срок службы, допускается при получении технического заключения о возможности его дальнейшей работы и разрешения в порядке, установленном нормативными документами.
6.2. Пожарная безопасность
6.2.1. При эксплуатации резервуаров должны соблюдаться требования пожарной безопасности, установленные «Правилами пожарной безопасности в Российской Федерации» ППБ 01-03, ВППБ 01-03-96, СНиП 2.11.03-93, «Правилами пожарной безопасности при эксплуатации предприятий нефтепродуктообеспечения» ВППБ 01-01-94.
6.2.2. За герметичностью резервуаров и их оборудования должен быть установлен контроль. При появлении отпотин, трещин в швах и в основном металле стенок или днища не допускается заварка трещин на резервуарах без приведения их во взрывопожаробезопасное состояние в соответствии с требованиями «Типовой инструкции по организации безопасного проведения огневых работ на взрывоопасных и взрывопожароопасных объектах» РД 09-364-00. Запрещается эксплуатация резервуаров, давших осадку более допустимого, имеющих негерметичность, а также с неисправностями запорной арматуры и уровнемеров, соединений трубопроводов, прокладок задвижек или не прошедших плановое освидетельствование.
6.2.3. Траншеи, прорытые при прокладке или ремонте трубопроводов внутри обвалования и через обвалование, по окончании этих работ должны быть немедленно засыпаны, а обвалование восстановлено. При длительных перерывах в работе (выходные, праздничные дни) должно быть устроено временное обвалование.
Запрещается уменьшать высоту обвалования или ограждающей стены, установленную проектом.
6.2.4. Люки, служащие для измерения уровня и отбора проб нефтепродукта из резервуаров, должны иметь герметичные крышки, а фланцы иметь канавки и кольца с внутренней стороны из металла, исключающего искрообразование.
6.2.5. Ручной отбор проб нефтепродуктов и измерение уровня с помощью рулетки с лотом через люк резервуара допускаются не ранее, чем через 2 часа после прекращения движения жидкости (когда она находится в спокойном состоянии). Перед отбором проб нефтепродуктов пробоотборник должен быть заземлен.
6.2.6. По периметру и внутри резервуарных парков должны быть вывешены знаки безопасности, выполненные в соответствии с ГОСТ 12.4.026 и определяющие противопожарный режим на их территории (запрещение разведения открытого огня, ограничение проезда автотранспорта и др.)
6.2.7. При попадании нефтепродукта в каре обвалования должны быть приняты срочные меры по его ликвидации и санации грунта.
6.2.8. Проведение огневых работ на территории резервуарного парка допускается только в строгом соответствии с требованиями РД 09-364-00, ППБ 01-93* , ВППБ 01-03-96 .
6.2.9. Во избежание перекоса и потопления понтонов в процессе эксплуатации резервуаров должны предусматриваться специальные мероприятия, обеспечивающие плавное и равномерное перемещение понтонов.
6.2.10. Для отогрева трубопроводов и узлов з адвижек можно применять только пар, горячую воду или нагретый песок, а также электроподогрев оборудованием во взрывозащищенном исполнении. Применение открытого огня не допускается.
6.2.11. Запрещается использовать в качестве стационарных трубопроводов для транспортировки нефтепродуктов гибкие рукава резиновые, пластмассовые и т. п.
6.2.12. Отбирать пробы ЛВЖ и ГЖ из резервуаров и измерять уровень нефтепродуктов во время грозы, а также во время закачки или откачки нефтепродукта запрещается.
6.2.13. Запрещается во время грозы проводить работы по зачистке и дегазации резервуаров.
6.2.14. Все работники предприятий должны допускаться к работе только после прохождения противопожарного инструктажа.
Противопожарное оборудование, установленное на резервуаре, должно соответствовать проекту.
Противопожарное оборудование подразделяется на устройства пенного тушения и устройства охлаждения резервуаров.
Оборудование пенного тушения должно быть установлено на резервуарах в соответствии с требованиями СНиП 2.11.03-93 в составе стационарных автоматических или передвижных установок пожаротушения.
Оборудование пенного тушения состоит из генераторов пены, трубопроводов для подачи раствора пенообразователя, выведенных за обвалование, площадок обслуживания генераторов пены. Генераторы пены должны устанавливаться в верхнем поясе стенки резервуаров со стационарной крышей или на кронштейнах выше стенки для резервуаров с плавающей крышей.
При реконструкции резервуарного парка противопожарное оборудование необходимо привести в соответствие с требованиями СНиП 2.11.03-93.
Стационарные установки охлаждения должны быть установлены на резервуарах в соответствии с требованиями СНиП 2.11.03-93 при выводе резервуара на капитальный ремонт.
Устройства охлаждения состоят из верхнего горизонтального кольца орошения - оросительного трубопровода с устройствами распыления воды (перфорация, спринклерные или дренчерные головки), сухих стояков и нижнего кольцевого трубопровода, соединяющих кольцо орошения с сетью противопожарного водопровода.
6.3. Требования охраны труда
6.3.1. При эксплуатации резервуаров общие нормы и требования безопасности, связанные с обустройством территории, размещением и взаимным расположением резервуаров и запорной арматуры должны соответствовать СНиП 2.11.03-93, ПОТ Р О-112-002-98, РД 153-39.4-041-99, ПОТ Р М-021-2002.
6.3.2. Общее руководство работой по охране труда возлагается на директора предприятия. Непосредственный контроль обеспечения безопасных условий и охраны труда осуществляет главный инженер.
В цехах, на производственных участках руководство работой по обеспечению безопасных условий и охраны труда возлагается на руководителей этих подразделений.
6.3.3. Для обеспечения соблюдения требований охраны труда, осуществления контроля за их выполнением на предприятии должна быть создана служба охраны труда или введена должность специалиста по охране труда, имеющего соответствующую подготовку и опыт работы в этой области. Численность работников службы охраны труда определяется по «Межотраслевым нормативам численности работников службы охраны труда на предприятии».
6.3.4. При организации работ по охране труда следует учитывать специфику производства, определяемую опасными свойствами нефтепродуктов: испаряемостью, токсичностью, способностью электризоваться, взрывопожароопасностью.
6.3.5. Руководитель предприятия обязан организовывать проведение предварительных (при поступлении на работу) и периодических (в период трудовой деятельности) медицинских осмотров работников за счет работодателя в соответствии с законом «Об основах охраны труда в Российской Федерации» и «Положением о проведении обязательных предварительных при поступлении на работу и периодических медицинских осмотров работников». При проведении этих осмотров руководствуются конкретными условиями труда с учетом Перечня тяжелых работ и работ с вредными и опасными условиями труда.
При этом необходимо учитывать общие ограничения на тяжелые работы и работы с вредными и опасными условиями труда, работы, запрещающие труд женщин и лиц моложе восемнадцати лет, в соответствии с Законом.
6.3.6. Ответственность за организацию своевременного и качественного обучения и проверки знаний в целом по предприятию возлагается на руководителя предприятия, а в подразделениях (цех, участок) на руководителя подразделения.
Периодичность проверки знаний по охране труда и ответственности руководителей подразделений, специалистов и рабочих должны соответствовать требованиям РД 153-39.4-041-99.
Своевременность обучения по безопасности труда работников предприятия контролирует отдел (бюро, инженер) охраны труда или работник, на которого возложены эти обязанности приказом руководителя предприятия.
6.3.7. Внеплановый и целевой инструктаж проводят в соответствии с требованиями ГОСТ 12.0.004.
6.3.8. Работники должны быть обеспечены инструкциями по охране труда, утвержденными в установленном порядке. Инструкции должны быть разработаны как для отдельных профессий, так и на отдельные виды работ, на основе типовых инструкций по охране труда, эксплуатационной и ремонтной документации предприятий изготовителей оборудования, конкретных технологических процессов.
В качестве инструкций для работников могут быть применены непосредственно типовые инструкции.
Все работники обязаны твердо знать и строго выполнять в объеме возложенных на них обязанностей действующие инструкции, правила охраны труда, промышленной и пожарной безопасности.
6.3.9. Работник обязан:
- соблюдать требования охраны труда:
- правильно применять средства индивидуальной и коллективной защиты:
- проходить обучение безопасным методам и приемам выполнения работ, инструктаж по охране труда, стажировку на рабочем месте и проверку знаний требований охраны труда:
- немедленно извещать своего непосредственного или вышестоящего руководителя о любой ситуации, угрожающей жизни и здоровью людей, о каждом несчастном случае, происшедшем на производстве, или об ухудшении состояния своего здоровья, в том числе о проявлении признаков острого профессионального заболевания (отравления);
- проходить обязательные (при поступлении на работу) и периодические (в течение трудовой деятельности) медицинские осмотры (обследования).
6.3.10. Работники цехов и участков должны быть обеспечены согласно установленным перечням и нормам средствами индивидуальной защиты, спецодеждой, спецобувью, спецпитанием, мылом и другими средствами.
Защитные средства и предохранительные приспособления перед выдачей работникам проверяют и испытывают в соответствии с установленными требованиями.
Запрещается проводить работы внутри резервуаров, где возможно создание взрывоопасных паровоздушных смесей, в комбинезонах, куртках и другой верхней одежде из электризующихся материалов. Работы разрешается проводить только в спецодежде.
6.3.11. На каждом производственном участке должна находиться аптечка с необходимым запасом медикаментов и перевязочных материалов по установленному перечню, согласованному с медицинскими службами.
Весь производственный персонал должен быть обучен способам оказания первой помощи пострадавшим при несчастных случаях.
6.3.12. Запрещается въезд на территорию резервуарных парков в период выполнения ремонтных работ автомобилей, в том числе снабженных газобаллонными установками, тракторов и другого механизированного транспорта, не оборудованного специальными искрогасителями.
6.3.13. Ямы и траншеи, вырытые для проведения ремонтных работ внутри обвалования и на обваловании, по окончании этих работ должны быть засыпаны и спланированы. При длительных перерывах в работах (выходные, праздничные дни) должны быть устроены временные ограждения.
6.3.14. За исправностью резервуарной лестницы, перил, ограждений и переходных площадок на крыше должен быть установлен постоянный контроль. Ступени лестницы и площадки необходимо постоянно содержать в чистоте, очищать от наледи и снега с соблюдением правил техники безопасности, установленных для работы на высоте.
6.3.15. Измерять уровень и отбирать пробы нефтепродуктов необходимо исправными приборами.
Запрещается измерять уровень на резервуарах и отбирать пробы нефтепродуктов ручным способом при грозе и скорости ветра 12,5 м/с и более.
6.3.16. При открывании измерительного люка для измерения уровня или отбора пробы нефтепродукта, а также при спуске подтоварной воды, необходимо располагаться с наветренной стороны, спиной к ветру.
Запрещается низко наклоняться и заглядывать в открытый люк во избежание отравления выделяющимися парами нефтепродукта.
6.3.17. Люк должен иметь герметичную крышку с педалью для открывания ногой, под крышкой должна быть прокладка из резины или из металла, исключающего искрообразование.
Опускать измерительную рулетку в люк необходимо в месте закрепления пластины из цветного металла. Для предотвращения искрения измерять уровень следует аккуратно, с целью избежания ударов лотом о края замерного люка, а также трения ленты с лотом о стенки направляющей трубы.
Обтирать ленту рулетки необходимо хлопчатобумажной ветошью. Использование для этой цели шерстяной или шелковой ветоши запрещается.
Крышку люка после отбора пробы и измерения уровня нефтепродукта следует закрывать осторожно, без падения и удара ее о горловину люка.
6.3.18. При ручном отборе проб нефтепродуктов пробоотборником следует использовать гибкие, не дающие искр металлические тросики, а при применении шнуров из неэлектропроводных материалов на них должен быть закреплен не дающий искр неизолированный металлический провод, соединенный с пробоотборником.
Перед отбором проб тросик или провод должен быть надежно заземлен с резервуаром.
6.3.19. В резервуарах с газоуравнительной системой измерять уровни и отбирать пробы нефтепродукта следует с помощью приборов, предусмотренных проектом.
6.3.20. При необходимости отбора проб или измерения уровня нефтепродукта в резервуаре в ночное время для освещения следует применять только взрывозащищенные аккумуляторные фонари, включать и выключать которые необходимо за пределами обвалования. Применение карманных фонарей запрещается. Запрещается ремонтировать фонарь и заменять лампу непосредственно в резервуарном парке.
6.3.21. Переносить пробы нефтепродуктов от места отбора в лабораторию следует в специальных тканевых сумках, надеваемых через плечо, для обеспечения безопасного спуска с резервуара.
6.3.22. При работах с этилированным бензином необходимо соблюдать требования «Типовой инструкции по охране труда при работе с этилированным бензином».
6.3.23. К работам по осмотру и зачистке резервуаров допускают лиц мужского пола не моложе 18 лет, допущенных медицинской комиссией, прошедших обучение и инструктаж по безопасным методам и приемам работ и оказанию первой (доврачебной) помощи при несчастных случаях.
Рабочие, постоянно занятые работой внутри резервуара, должны периодически, но не реже одного раза в год, проходить медицинский осмотр в соответствии с установленными правилами.
6.3.24. Заместитель руководителя (главный инженер) нефтебазы обязан лично проверить выполнение мероприятий по подготовке резервуара к ремонту и дать заключение по акту, с указанием ответственного за ремонтные работы, исполнителей ремонта с ведением огневых работ.
6.3.25. Все строительные и монтажные работы на территории эксплуатируемых резервуарных парков, связанные с применением открытого огня (сварка, резка), а также зачистка резервуаров, должны проводиться только на основании письменного разрешения руководителя предприятия при условии проведения всех мероприятий, обеспечивающих пожарную безопасность.
6.3.26. Ремонтные работы в резервуарных парках проводятся под руководством ответственного лица, назначенного приказом из числа инженерно-технических работников.
6.3.27. Ответственность, работников (руководителей, специалистов, рабочих) является составной частые профилактических мер в области охраны труда и направлена на повышение эффективности работы по охране труда. Ответственность работников позволяет:
- совместно с иными формами профилактической работы привести в единую систему деятельность руководителей и специалистов, а также контролирующих лиц по обеспечению безопасных условий труда;
- оценить уровень профилактической работы в области охраны труда;
- регулярно получать информацию о состоянии резервуаров и оборудования с точки зрения их безопасной эксплуатации и принимать меры к устранению их недостатков;
- получать данные о выполнении работниками требований охраны труда и принимать меры дисциплинарного воздействия к нарушителям.
6.3.28. Работники, виновные в нарушении законодательства, требований промышленной безопасности и охраны труда, невыполнении своих должностных обязанностей, невыполнении предписаний контролирующих органов, а также приказов, указаний и распоряжений руководства предприятия, несут ответственность в установленном законодательством Российской Федерации порядке.
6.3.29. В зависимости от характера и степени нарушений работники могут привлекаться к дисциплинарной, административной, уголовной и материальной ответственности в порядке, установленном Трудовым кодексом РФ и Федеральными Законами.
6.4. Молниезащита резервуаров и защита от статического электричества
6.4.1. Комплекс мероприятий по молниезащите резервуаров с нефтепродуктами и конструкции молниеотводов должны соответствовать проекту и требованиям «Инструкции по устройству молниезащиты зданий и сооружений» РД 34.21.122-87, с учетом требований ПБ 03-381-00 и РД 153-39.4-041-99.
6.4.2. На каждое находящееся в эксплуатации заземляющее устройство должен быть паспорт, содержащий схему устройства, основные технические данные, результаты проверки его состояния, сведения о характере ремонтов и изменениях, внесенных в конструкцию заземлителя.
6.4.3 Для защиты резервуаров от вторичных проявлений молний корпус (стенка) должен быть присоединен к заземлению защиты от прямых ударов молний.
На резервуарах с плавающими крышами или понтонами необходимо устанавливать не менее двух гибких стальных перемычек сечением не менее 6 мм2 между плавающей крышей или понтоном и корпусом резервуара или токоотводами, установленных на резервуаре молниеотводов.
6.4.4. Защита от заноса высокого потенциала по трубопроводам выполняется путем присоединения их на вводе в резервуар к ближайшему заземлителю защиты от прямых ударов молнии.
6.4.5. При устройстве в процессе эксплуатации нового молниеотвода необходимо сначала сделать заземлитель и токоотводы, затем установить молниеприемник и немедленно присоединить его к токоотводу.
6.4.6. Во время грозы приближаться к молниеотводам ближе, чем на 4 м запрещается, о чем должны быть вывешены предупредительные надписи около резервуара или отдельно стоящего молниеотвода.
6.4.7. При эксплуатации устройств мюлниезащиты должно осуществляться систематическое наблюдение за их состоянием, в график планово-предупредительных работ должны входить техническое обслуживание (ревизии), текущий и капитальный ремонт этих устройств.
6.4.8. Ежегодно перед наступлением грозового сезона необходимо осмотреть состояние наземных элементов молниезащиты (молниеприемников, токоотводов), обращая особое внимание на места соединения токоведущих элементов.
Недопустимо в грозовой сезон оставлять молниеприемники без надежного соединения с токоотводами и заземлителем.
После каждой грозы или сильного ветра все устройства молниезащиты должны быть осмотрены, а повреждения устранены.
6.4.9. При техническом обслуживании необходимо обращать внимание на состояние токоведущих элементов и при уменьшении их сечения (вследствие коррозии, надломов, оплавлений) больше, чем на 30 % заменить их полностью, либо отдельные дефектные места.
6.4.10. Проверка заземляющих устройств, включая измерения сопротивления растеканию тока, должна проводиться не реже одного раза в год - летом, при сухой почве (в период наибольшего высыхания грунта).
Если сопротивление растеканию токов заземления превышает нормативное значение на 20 %: необходимо выяснить причину увеличения сопротивления, исправить заземляющее устройство или установить дополнительные электроды.
Заземляющие устройства должны соответствовать «Правилам устройства электроустановок» и СНиП 3.05.06-85.
6.4.11. Для защиты от статического электричества все металлические и электропроводные неметаллические части оборудования резервуаров должны быть заземлены независимо от того, применяются ли другие меры защиты от статического электричества.
Сопротивление заземляющего устройства, предназначенного исключительно для защиты от статического электричества, должно быть не выше 100 Ом.
6.4.12. Максимальные скорости движения электризующихся нефтепродуктов в трубопроводах и резервуарах в зависимости от их электрических свойств ограничивают в соответствии с РД 153-39.4-041-99 и «Рекомендациями по предотвращению опасной электризации нефтепродуктов при наливе в вертикальные и горизонтальные резервуары».
6.4.13. Для защиты от статического электричества необходимо заземлять металлическое оборудование, резервуары, нефтепродуктопроводы, сливоналивные устройства, предназначенные для транспортирования, хранения и отпуска легковоспламеняющихся и горючих жидкостей.
Металлическое и электропроводное неметаллическое оборудование, трубопроводы, сливоналивные устройства должны представлять собой на всем протяжении непрерывную электрическую цепь, которая должна быть присоединена к контуру заземления не менее чем в двух точках.
6.4.14. Во избежание опасности искровых разрядов наличие на поверхности нефтепродуктов незаземленных электропроводных плавающих предметов не допускается.
На применяемых поплавковых или буйковых уровнемерах поплавки должны быть изготовлены из электропроводного материала и надежно заземлены.
При эксплуатации резервуаров с металлическими или изготовленными из неметаллических материалов понтонами электропроводящие элементы понтонов должны быть надежно заземлены.
6.4.15. Требования по отводу зарядов статического электричества понтона из ППУ указаны в проекте.
6.4.16. Запрещается отсоединять и присоединять проводники заземления во время наливных операций.
6.4.17. Осмотр и текущий ремонт защитных устройств необходимо проводить одновременно с осмотром и текущим ремонтом технологического оборудования, электрооборудования и электропроводки.
6.4.18. Работники, проводящие ревизию молниезащитных устройств, должны составлять акт осмотра и проверки с указанием обнаруженных повреждений или неисправностей.
Результаты ревизии молниезащитных устройств, проверочных измерений заземляющих устройств, выполненного ремонта следует заносить в паспорт на заземляющее устройство.
6.4.19. Ответственность за периодическую проверку заземляющих устройств, ведение паспортов на заземляющие устройства, проверку переходных сопротивлений контактных соединений, заземление плавающих крыш и понтонов, за техническое состояние молниеотводов, устройств защиты от статического электричества несет служба Главного энергетика на всех уровнях управления. Ответственные лица обязаны обеспечить эксплуатацию и ремонт устройства защиты в соответствии с действующими нормативными документами.
6.4.20. Проверку электрической связи понтона с землей проводят не реже одного раза в год, одновременно с проверкой заземления резервуара путем измерения оммического сопротивления заземляющего устройства, предназначенного для защиты понтона исключительно от статического электричества. Сопротивление не должно превышать 100 Ом. Для электрической связи понтона с корпусом резервуара применяют гибкий медный провод типа МГ сечением не менее 6 мм2.
6.5. Охрана окружающей среды
6.5.1. Эксплуатация стальных вертикальных и горизонтальных резервуаров не должна приводить к загрязнению окружающей среды (воздуха, поверхностных вод, почвы) загрязняющими веществами выше допустимых норм.
6.5.2. К числу основных загрязняющих веществ, выбрасываемых в атмосферу из резервуаров относятся пары нефтепродуктов, образующиеся вследствие испарения во время приема, хранения и отпуска нефтепродуктов.
6.5.3. При расчетах выбросов загрязняющих веществ в атмосферу из резервуаров следует руководствоваться; законом РФ «Об охране окружающей природной среды»; ГОСТ 17.2.3.02; «Методическими указаниями по определению выбросов загрязняющих веществ в атмосферу из резервуаров» и Дополнением к «Методическим указаниям по определению выбросов загрязняющих веществ в атмосферу из резервуаров».
Методические указания с Дополнением являются основным методическим документом, который устанавливает порядок определения выбросов загрязняющих веществ из резервуаров для нефтепродуктов расчетным методом, в том числе на основе удельных показателей выделения.
6.5.4. Результаты расчетов выбросов из резервуаров используются при учете и нормировании предельно допустимых выбросов загрязняющих веществ от источников предприятия, технологические процессы которых связаны с закачкой, отпуском и хранением нефтепродуктов в резервуарах.
6.5.5. Предельно допустимым выбросом считается суммарный выброс загрязняющего вещества в атмосферу от всех источников данного предприятия, определенный с учетом перспектив развития предприятия и характера рассеивания выбросов в атмосфере. Выбросы загрязняющего вещества из всех источников (с учетом фоновых концентраций того же вещества) не должны создавать приземную концентрацию, превышающую предельно допустимую концентрацию в воздухе ближайших населенных пунктов (или ПДК для растительного и животного мира, установленную в данном районе, если ее значение меньше ПДК в воздухе).
6.5.6 После установления норм ПДВ (ВСВ) загрязняющих веществ в атмосферу на предприятии должен быть организован контроль за их соблюдением, который должен проводиться в соответствии с требованиями ОНД-90 «Руководство по контролю источников загрязнения атмосферы».
Контроль проводится для организованных источников выбросов.
План-график контроля соблюдения нормативов ПДВ ежегодно согласовывается с территориальными комитетами природных ресурсов.
Контроль должен осуществляться либо силами предприятия, либо организациями-соисполнителями на договорной основе.
Места отбора проб воздуха, периодичность и частота отбора, необходимое число проб, методы анализа должны выбираться по согласованию с органами санитарно-эпидемиологической и гидрометеорологической служб.
6.5.7. Для снижения загрязнения атмосферы выбросами углеводородов необходимо осуществлять мероприятия по сокращению потерь нефтепродуктов, указанные в таблице 2.
Таблица 2
|
Наименование мероприятия |
Сокращение потерь, % |
|
Оснащение резервуаров с бензинами, имеющих большую оборачиваемость, понтонами |
80 - 90 |
|
Оборудование резервуаров со светлыми нефтепродуктами, имеющих большую оборачиваемость, дисками-отражателями |
20 - 30 |
|
Герметизация резервуаров и дыхательной арматуры, своевременный профилактический ремонт трубопроводов и запорной арматуры |
30 - 50 |
|
Окраска наружной поверхности резервуаров покрытиями с низким коэффициентом излучения |
27 - 45 |
|
Одновременная окраска внутренней и внешней поверхностей резервуара |
30 - 65 |
|
Герметизация налива в транспортные средства с использованием установки улавливания и рекуперации паров нефтепродуктов из резервуаров |
80 - 90 |
6.5.8. К числу основных веществ, загрязняющих производственные сточные воды, относятся нефтепродукты, тетраэтилсвинец и взвешенные вещества.
Нормы ПДС этих веществ со сточными водами должны устанавливаться в разрешениях на специальное водопользование на основании лицензии и договора пользования водным объектом в соответствии с Водным кодексом РФ.
6.5.9. Для достижения норм ПДС загрязняющих веществ со сточными водами необходимо осуществлять мероприятия по уменьшению количества сбрасываемых сточных вод и повышению глубины их очистки.
Уменьшение количества сбрасываемых сточных вод может быть обеспечено за счет повторного использования очищенных сточных вод на производственные нужды и сокращения общего потребления воды для этих целей, предотвращения утечек нефтепродуктов из-за неплотностей запорной арматуры, фланцевых, муфтовых соединений, сварных стыков, коррозионных повреждений резервуаров и трубопроводов; вследствие переливов и т. п., что приведет к уменьшению количества загрязненных нефтепродуктами производственно-ливневых стоков, сбрасываемых в канализационную сеть.
6.5.10. Для сокращения потерь нефтепродуктов и предотвращения загрязнения почвы при разливах, отборе проб и ремонтах необходимо устраивать закрытые дренажи в заглубленные резервуары с автоматической откачкой нефтепродукта.
Должен осуществляться постоянный надзор за герметичностью технологического оборудования, фланцевых соединений, съемных деталей, люков и т.п.
Во избежание потерь нефтепродуктов от переливов следует применять предохранительные устройства, автоматически прекращающие подачу нефтепродукта по достижении заданного уровня в резервуарах или при разгерметизации коммуникаций.
6.5.11. Нефтешламы, образующиеся при зачистке резервуаров, трубопроводов и при ликвидации аварийных разливов нефтепродуктов, должны перерабатываться на специальных установках по переработке шлама. Установки должны обеспечивать переработку нефтешламов на нефтепродукт и шлам, позволяющий использовать его в качестве добавки к строительным или дорожным материалам. При отсутствии установок по переработке нефтешламов они должны вывозиться в места складирования (захоронения) в соответствии с договорами с владельцами объектов размещения этих шламов.
6.5.12. Для предупреждения загрязнения окружающей среды при эксплуатации резервуаров необходимо вести систематический контроль за выполнением природоохранных мероприятий.
7. ДОКУМЕНТАЦИЯ НА ЭКСПЛУАТАЦИЮ РЕЗЕРВУАРОВ
7.1. Для каждого резервуара, находящегося в эксплуатации, должны быть следующие документы:
а) технический паспорт резервуара;
б) технический паспорт на понтон:
в) градуировочная таблица резервуара;
г) технологическая карта резервуара и схема технологических трубопроводов;
д) журнал текущего обслуживания;
е) журнал эксплуатации молниезащиты, защиты от проявления статического электричества;
ж) схема молниезащиты и защиты резервуара от проявлений статического электричества.
7.2. Если за давностью строительства техническая документация на резервуар отсутствует, то паспорт должен быть составлен предприятием, эксплуатирующим резервуар, подписан главным инженером.
Паспорт должен быть составлен на основании детальной технической инвентаризации всех частей и конструкций резервуара.
7.3. Техническое обслуживание каждого резервуара должно выполняться с составлением необходимой ремонтной документации, приведенной в части II настоящих Правил.
Часть II. Руководство по ремонту стальных резервуаров для хранения нефтепродуктов
1. КОНТРОЛЬ ТЕХНИЧЕСКОГО СОСТОЯНИЯ РЕЗЕРВУАРОВ
1.1. Общие требования
1.1.1. Контроль технического состояния резервуаров (обследование) проводится на основании действующих технических условий, государственных стандартов, СНиП, нормалей, типовых проектов и в соответствии с разработанной индивидуальной программой. Инструкциями по диагностике и оценке остаточного ресурса сварных вертикальных резервуаров и Правилами устройства стальных вертикальных цилиндрических резервуаров для нефти и нефтепродуктов.
1.1.2. При нормальной эксплуатации резервуарного парка, рекомендуется следующая периодичность обследования резервуаров:
- частичное обследование - не реже одного раза в 5 лет;
- полное обследование - не реже одного раза в 10 лет.
Для резервуаров, отработавших расчетный срок службы:
- частичное обследование - не реже одного раза в 4 года;
- полное обследование - не реже одного раза в 8 лет.
Нормативный расчетный срок службы устанавливается автором проекта или заводом-изготовителем. При отсутствии указаний о величине нормативного расчетного срока он принимается равным 20 годам.
1.1.3. Частичное обследование может проводиться работниками нефтебазы или специалистами служб дефектоскопии без вывода резервуара из эксплуатации с целью предварительной оценки технического состояния.
1.1.4. Полное обследование и комплексная дефектоскопия резервуаров производится после вывода из эксплуатации, удаления нефтепродукта, вентилирования, зачистки до санитарных норм в соответствии с ГОСТ 12.1.005, «Предельно допустимые концентрации вредных веществ в воздухе рабочей зоны».
1.1.5. В случае необходимости проводится диагностика днища без опорожнения резервуара, которая выполняется по специальной технологии, путем измерений сопротивления или емкости грунта под днищем. Метод позволяет выявить наличие и координаты течи, хлопунов, коррозионных повреждений днища со стороны грунта.
1.1.6. Сочетание частичного обследования с диагностикой днища дает почти полное представление о состоянии резервуара без его опорожнения и зачистки за исключением качества сварных соединений и коррозионных повреждений днища со стороны продукта.
1.1.7. Порядок и объем работ при контроле технического состояния резервуаров, находящихся в эксплуатации в резервуарных парках предприятий ОАО НК «Роснефть» необходимо выполнять в соответствии с Руководством, с учетом требований государственных стандартов и типовых проектов.
1.1.8. Необходимость диагностирования конкретного резервуара определяется специалистами и должностными лицами организации, при необходимости с привлечением специалистов по диагностике других организаций.
Диагностика резервуаров и определение остаточного ресурса должны выполняться специализированными организациями, обладающими лицензиями Госгортехнадзора РФ или его региональных управлений и в соответствии с утвержденным Госгортехнадзором постановлением № 43 от 09.07.02 г. «Положением о порядке продления срока безопасной эксплуатации технических устройств, оборудования и сооружений на опасных производственных объектах».
1.1.9. Частичное обследование резервуара включает:
- визуальный осмотр резервуара с внешней стороны;
- измерение толщины листов стенки и кровли ( приложение 6);
- измерение отклонений образующих от вертикали, местных деформаций стенки, нивелирование окрайка днища;
- проверку состояния подводящих трубопроводов, основания и отмостки;
- проведение акустико-эмиссионной диагностики стенок резервуара с целью выявления мест концентрации напряжений;
- составление и выдачу технического заключения по результатам обследования.
1.1.10. Полное обследование резервуара включает:
- визуальный осмотр резервуара с внешней и внутренней стороны, осмотр понтона или плавающей крыши;
- измерение толщины листов поясов стенки, кровли, днища, понтона или плавающей крыши;
- контроль сварных соединений неразрушающими методами;
- механическое испытание и металлографические исследования металла и сварных соединений, химический анализ металла в случае, если в паспорте на резервуар отсутствуют данные о марке материала, использованного при его строительстве, если резервуар потерпел аварию (пожар, хлопок, перелив);
- измерение расстояний между понтоном (плавающей крышей) и стенкой, отклонения от вертикали направляющих и вертикальных стенок коробов;
- проверка состояния уплотнения между понтоном (плавающей крышей) и стенкой;
- измерения линейных размеров коррозионных повреждений стенки и днища, деформаций стенки и днища;
- составление технического заключения по результатам полного обследования.
1.1.11. При визуальном осмотре подлежат проверке:
- состояние основного металла стенки, кровли, несущих конструкций перекрытия, днища на наличие коррозионных повреждений, царапин, задиров, прожогов, оплавлений, вырывов, расслоений, закатов, трещин;
- состояние сварных соединений на соответствие их нормативным документам по геометрии, на наличие трещин, непроваров, подрезов, пористости, отпотин, свищей, кратеров, прожогов, смещений стыкуемых кромок, коррозионных повреждений;
- местные деформации (вмятины, выпучины, хлопуны);
- размещение патрубков и других врезок по отношению к вертикальным и горизонтальным швам;
- состояние уплотнений между понтоном (плавающей крышей) и стенкой.
1.1.12. При измерениях геометрической формы резервуара определяют отклонения стенки от вертикали по образующим, проходящим через сварные швы нижнего пояса, и размеры местных деформаций (вмятины, выпучины). Горизонтальность днища проверяется нивелированием. При этом измеряются местные деформации (хлопуны, вмятины) и осадка резервуара.
1.1.13. При обследовании основания необходимо обратить внимание на плотность прилегания днища к основанию, просадку стенки вместе с окрайком днища, на состояние отмостки, наличие откосов и отвода атмосферных осадков.
1.1.14. Результаты контроля закосят в журнал обследования с отметкой дефектов на эскизах.
1.1.15. По результатам контроля составляют техническое заключение о состоянии резервуара и дают рекомендации по его ремонту.
1.1.16. Для определения вертикальности стенки измеряют величину отклонений от вертикали образующих стенки на уровне верха каждого пояса, проведенной из нижней точки первого пояса.
1.1.17. Обследование резервуаров с помощью специальных приборов физического контроля следует проводить в соответствии с требованиями настоящего Руководства.
По результатам технического надзора и (или) дефектоскопического обследования периодически должен выполняться планово-предупредительный ремонт резервуаров.
1.1.18. При контроле состояния основания и отмостки обращают внимание на:
- неплотность опирания днища на основание;
- наличие пустот вследствие размыва атмосферными осадками основания или по другим причинам:
- погружение нижней части резервуара в грунт и скопление дождевой воды по контуру днища;
- наличие растительности на отмостке, примыкающей непосредственно к резервуару;
- трещины и выбоины в отмостке и кольцевом лотке;
- наличие необходимого уклона отмостки, обеспечивающего отвод воды в сторону кольцевого лотка.
1.2. Обследование металлоконструкций резервуара
1.2.1. При осмотре резервуаров особое внимание следует уделять сварным вертикальным швам нижних поясов корпуса, швам приварки нижнего пояса к днищу (швам уторного уголка), швам окрайка днища и прилегающих участков основного металла. Результаты осмотров швов должны быть зарегистрированы в журнале осмотра основного оборудования и арматуры резервуаров.
При появлении трещин в швах или основном металле уторного уголка днища действующий резервуар должен быть немедленно опорожнен и зачищен. При появлении трещин в швах или в основном металле стенки действующий резервуар должен быть освобожден полностью или частично в зависимости от способа его ремонта.
1.2.2. Сварные соединения освобожденных из-под нефтепродукта участков понтона необходимо проверить на герметичность в соответствии ПБ 03-381-00 ( приложение 7).
В случае негерметичности проверенных участков понтона резервуар выводится из эксплуатации в ремонт для устранения дефектов.
1.2.3. Дефекты сварных швов (трещины, непровары, свищи), являющиеся причиной попадания нефтепродукта в отсеки или центральную часть понтона, должны быть тщательно обследованы и устранены сваркой. Отдельные мелкие трещины, отверстия в сварных швах и основном металле допускается ликвидировать применением композитных составов.
1.2.4. Для очистки понтона резервуар должен быть освобожден от остатков нефтепродукта, отсоединен от всех трубопроводов, кроме зачистного, а концы трубопроводов должны быть закрыты заглушками с хвостовиком-указателем. Сведения о местах установки заглушек заносят в специальный журнал. При очистке понтона используют передвижную вакуумную машину АКН-10.
1.2.5. Согласно ГОСТ 18353-79 «Контроль неразрушающий. Классификация видов и методов» методы неразрушающего контроля классифицируют по видам; акустические, магнитные, оптические, проникающими веществами, радиационные, радиоволновые, тепловые, электрические, электромагнитные.
1.2.6. Металлографические исследования по ГОСТ 1778 проводят в тех случаях, когда требуется определить причины снижения механических свойств металла, появления трещин в различных элементах резервуара, а также характер и размеры коррозионных повреждений по сечению металла.
1.2.7. Металлографические исследования проводят на образцах из контрольных пластин, предназначенных для определения механических свойств металла и сварных соединений.
1.2.8. Химический анализ металла для резервуаров находящихся долгое время в эксплуатации производят в случае, если неизвестна марка металла, использованного при строительстве резервуара.
1.2.9. Метод инфракрасной спектроскопии предназначен для выявления и измерения концентраторов напряжения, остаточных напряжений в металлоконструкциях резервуаров путем регистрации тепловизором температурного поля металлоконструкции по электромагнитному излучению, возникшему при упругопластическом деформировании металлоконструкций нагрузочными тестами ( приложение 8).
1.3. Обследование сварных соединений
1.3.1. Контроль качества сварных соединений и основного металла осуществляется как неразрушающими, так и разрушающими методами.
1.3.2. Просвечивание сварных соединений и ультразвуковая дефектоскопия проводятся в соответствии с ГОСТ 7512 и ГОСТ 14782 в объемах, определяемых СНиП 3.03.01-87 «Несущие и ограждающие конструкции».
При контроле, связанном с разрушением, проводятся механические испытания, металлографические исследования и химические анализы, для чего вырезаются контрольные образцы из резервуара.
1.3.3. Объем контроля сварных соединений физическими методами в зависимости от вида сборки для нового резервуара приведены в таблицах 1 и 2 в соответствии с требованиями Правил. Для резервуаров, находящихся в эксплуатации объем контроля сварных соединений определяется по результатам внешнего осмотра.
Таблица 1
Объем контроля сварных соединений рулонных полотнищ стенки резервуара, %
|
Зона контроля |
РВС III класса |
РВС II класса |
РВС I класса |
|
Вертикальные сварные соединения в поясах: |
|
|
|
|
1, 2 |
10 |
25 |
50 |
|
3, 4 |
5 |
10 |
25 |
|
остальные |
- |
5 |
10 |
|
Горизонтальные сварные соединения между поясами: |
|
|
|
|
1 - 2 |
5 |
10 |
15 |
|
3 - 5 |
2 |
5 |
10 |
|
остальные |
- |
2 |
5 |
Таблица 2
Объем контроля сварных соединений стенки резервуара полистовой сборки, %
|
Зона контроля |
РВС III класса |
РВС II класса |
РВС I класса |
|
Вертикальные сварные соединения стенки по поясам: |
|
|
|
|
1, 2 |
25 |
50 |
100 |
|
3, 4 |
10 |
25 |
50 |
|
5, 6 |
5 |
10 |
25 |
|
остальные |
- |
5 |
10 |
|
Горизонтальные сварные соединения между поясами: |
|
|
|
|
1 - 2 |
5 |
10 |
20 |
|
2 - 3 |
2 |
5 |
10 |
|
3 - 4 |
- |
2 |
5 |
|
остальные |
- |
1 |
2 |
1.3.4. Ультразвуковая дефектоскопия для выявления внутренних дефектов (трещин, непроваров, шлаковых включений, газовых пор), их количества и координат расположения должна производиться по ГОСТ 14782, а объемов - по СНиП 3.03.01-87 «Несущие и ограждающие конструкции».
1.3.5. В случае если данные, полученные в результате физического контроля, ставятся под сомнение, то окончательный контроль проводят путем металлографических исследований.
1.3.6. Магнитопорошковая или цветная дефектоскопия проводится для выявления поверхностных дефектов основного металла и сварных швов, невидимых невооруженным глазом.
Этому контролю подлежат:
- вертикальные сварные швы стенки и швы соединения стенки с днищем резервуара;
- сварные швы приварки патрубков к стенке резервуара.
1.3.8. Механические испытания проводят в тех случаях, когда отсутствуют сведения из сертификата завода-изготовителя резервуарных конструкций, при значительных коррозионных повреждениях, при появлении трещин в различных местах стенки, во всех случаях, когда имеется подозрение на ухудшение механических свойств, усталость под действием знакопеременных нагрузок, при перегревах или при перегрузках.
1.3.9. Контроль сварных соединений методом гамма-рентгенографии проводят в соответствии с требованиями ГОСТ 7512. По снимкам рентгенографии или рентгеноскопии определяют характер дефекта, его размеры по длине, глубине и ширине, их количество ( приложение 9).
1.3.10. Ультразвуковую дефектоскопию применяют для выявления внутренних и поверхностных дефектов в сварных швах и околошовной зоне углеродистых и низколегированных конструкционных сталей без расшифровки характера дефектов по типам (например, шлаковые включения, непровары, трещины и т.п.). Здесь определяется условная протяженность, глубина и координаты дефекта.
1.3.11. Ультразвуковую дефектоскопию используют для контроля сваренных встык и внахлестку листовых конструкций толщиной 4 - 20 мм и угловых сварных соединений листовых конструкций толщиной 4-20 мм.
1.3.12. Ультразвуковой контроль ( приложение 10) проводят после устранения дефектов, обнаруженных при внешнем осмотре, в объеме, предусмотренном в СНиП 3.03.01-87, а для экспериментальных резервуаров в объеме, предусмотренном их проектом. В случае необходимости определения границ дефектных участков объем контроля увеличивается.
1 .3.13. Ультразвуковая дефектоскопия производится только при положительной температуре окружающей среды от 5°С до 40°С. Оформление результатов проводится в соответствии с требованиями ГОСТ 14782.
1.3.14. Акустико-эмиссионный (далее АЭ) метод контроля сварных соединений предусматривает проведение обследования резервуара без вывода его из эксплуатации и очистки ( приложение 11).
АЭ обследование резервуара включает в себя контроль днища резервуара, в т.ч. 100 % длины уторного шва и контроль монтажного шва.
1.3.15. Н аружное обследование резервуаров (без вывода из эксплуатации) проводится не реже одного раза в 5 лет, полное обследование резервуаров (с выводом из эксплуатации) - не реже одного раза в 10 лет.
Полное обследование резервуара, отработавшего расчетный срок службы, проводится не реже одного раза в 8 лет.
1.3.16. Согласно РД 08-95-95 «Положение о системе технического диагностирования сварных вертикальных цилиндрических резервуаров для нефти и нефтепродуктов» первоочередному обследованию подвергаются резервуары:
- находящиеся в аварийном состоянии или в состоянии ремонта после аварии;
- изготовленные из кипящих сталей и сваренные электродами с меловой обмазкой;
- находящиеся в эксплуатации более 20 лет:
- в которых хранятся высоко коррозионные по отношению к металлу несущих конструкций продукты.
1.3.17. Проведение акустико-эмиссионного обследования резервуаров позволит предприятиям-владельцам резервуарных парков своевременно проводить контроль оборудования без остановки технологических процессов и зачистки резервуаров.
1.4. Обследование состояния понтона или плавающей крыши
1.4.1. Техническое обслуживание и ремонт стальных понтонов с открытыми отсеками (коробами) производится в соответствии с РД 39-30-185-79, с учетом результатов проверок технического состояния понтона и устранения его неисправностей.
1.4.2. При осмотре понтона через световой люк (не реже одного раза в месяц) необходимо проверить наличие или отсутствие нефтепродукта на поверхности ковра или затвора, разрывов ковра, зазора между затвором и стенкой резервуара.
При осмотре понтона внутри резервуара, когда понтон находится на опорных стойках, необходимо проверить:
- герметичность швов ковра и наличие или отсутствие разрывов в нем;
- зазор между затвором и стенкой резервуара (при наличии зазора последний измеряют по ширине и длине);
- степень изношенности затвора (затвор считается изношенным, если трущаяся о стенки резервуара резиновая обкладка износилась до тканевого материала);
- герметичность коробов;
- чистоту перфорированного кожуха, предназначенного для ручного отбора проб и измерения уровня;
- отсутствие обрыва и коррозии токоотвода заземления (измеряют сопротивление растеканию тока токоотводов).
1.4.3. Передвижение по понтону из ППУ для его осмотра или ремонта допускается только по трапам шириной не менее 650 мм и длиной не менее 2 м. Трапы должны быть изготовлены из досок толщиной не менее 25 мм (без металлических креплений). Запрещается перемещение по понтону, находящемуся в плавучем состоянии.
1.4.4. При наличии в отсеках или центральной части понтона нефтепродукта он должен быть слит в резервуар, после чего резервуар необходимо опорожнить, пропарить и очистить для выполнения работ внутри него. В зависимости от объема сливаемого нефтепродукта и наличия необходимого оборудования слив нефтепродукта из отсеков или центральной части понтона может осуществляться сифонами, передвижными насосными агрегатами или с использованием эжекторов. Используемые передвижные агрегаты должны устанавливаться вне резервуара и иметь взрывозащищенное исполнение. Работы, связанные с установкой и обслуживанием сифонов, эжекторов и насосных агрегатов, необходимо выполнять в соответствии с требованиями охраны труда и настоящих Правил.
1.4.5. Техническое обслуживание и ремонт понтонов из полимерных материалов выполняют в соответствии с их технической документацией и инструкцией по эксплуатации понтонов.
Технический осмотр понтонов следует проводить в сроки проверки основного оборудования резервуара.
1.4.6. Не реже одного раза в квартал рекомендуется проверять эффективность понтона. Замеряют концентрацию паров бензина в пробе, отбираемой из патрубка светового люка. Если отношение концентрации паров в пробе к концентрации их насыщения при минимальной температуре газового пространства резервуара менее требуемой паспортной величины, то понтон работает удовлетворительно.
1.4.7. При осмотре понтона обращают внимание на:
- состояние и горизонтальность поверхности. Горизонтальность проверяется нивелированием;
- состояние поплавков;
- плотность прилегания затвора к стенке резервуара;
- наличие повреждений проводов для отвода статического электричества;
- состояние сварных швов полотнища понтона;
- отклонение от вертикали трубчатых опорных стоек, направляющих;
- техническое состояние затвора.
1.4.8. На внутренней поверхности стенки резервуара по ходу понтона (плавающей крыши) не должно быть каких-либо планок, оплавлений, вырывов, остатков сварных швов после удаления монтажных пластин.
1.5. Проверка состояния основания и отмостки резервуара
1.5.1. При контроле состояния основания и отмостки обращают внимание на:
- неплотность опирания днища на основание;
- наличие пустот вследствие размыва атмосферными осадками основания или по другим причинам;
- погружение нижней части резервуара в грунт и скопление дождевой воды по контуру днища;
- наличие растительности на отмостке, примыкающей непосредственно к резервуару;
- трещины и выбоины в отмостке и кольцевом лотке;
- наличие необходимого уклона отмостки, обеспечивающего отвод воды в сторону кольцевого лотка ( приложение 12).
1.5.2. При наличии неравномерной осадки основания, превышающей допускаемые для данного резервуара, должна быть произведена плотная подбивка гидрофобным составом, применяемым для гидроизолирующего слоя.
1.5.3. Свайные основания, получившие осадку в период эксплуатации, ремонтируют укладкой (подбивкой) под сваи бетона марки 100. Высота бетонного слоя определяется проектным уклоном резервуара.
1.6. Оперативное диагностирование днищ вертикальных резервуаров
1.6.1. Оперативное диагностирование днищ вертикальных резервуаров, т.е. установление их негерметичности, производится без удаления нефтепродукта из резервуара.
1.6.2. Диагностирование днища осуществляется косвенно, установлением наличия нефтепродукта в грунте с помощью измерений его электропроводности и выявления диэлектрических аномалий.
1.6.3. Работы проводятся специализированными организациями или работниками организаций, прошедшими обучение, инструктаж и получившими свидетельства. Методика измерения сопротивления или электрической емкости грунта в основании резервуара приведена в приложении 13.
2. ОХРАНА ТРУДА ПРИ ОБСЛЕДОВАНИИ И КОМПЛЕКСНОЙ ДЕФЕКТОСКОПИИ РЕЗЕРВУАРОВ
2.1. Работники, занятые на обследовании и дефектоскопии резервуаров должны знать и выполнять:
- токсические, огне- и взрывоопасные свойства нефтепродуктов, приемы оказания первой помощи при отравлениях;
- меры безопасности при работе с источниками ионизирующих излучений;
- меры безопасности при работе с электрическими приборами и приемы оказания первой помощи пострадавшим при поражении электрическим током;
- меры безопасности при выполнении работ на высоте с применением подъемно-транспортных средств.
2.2. К работе по дефектоскопии допускаются лица не моложе 18 лет, прошедшие обучение и имеющие удостоверение на право производства работ.
2.3. Вновь принятые на работу проходят вводный инструктаж и инструктаж на рабочем месте. Вновь поступивший сотрудник проходит в течение месяца стажировку под руководством опытного работника, старшего по должности, затем сдает экзамены по технике безопасности и получает удостоверение.
2.4. Повседневный контроль выполнения мероприятий по охране труда выполняет руководитель работ. Перед проведением дефектоскопии руководитель работ проверяет готовность резервуара к обследованию, получает у руководителя объекта акт о готовности резервуара к проведению намечаемых работ и справку анализа воздуха в резервуаре. Работы по дефектоскопии и обследованию внутри резервуара выполняются по наряду-допуску.
2.5. Применение гамма-источников или рентгеновских аппаратов, работы с электрооборудованием, работы на высоте требуют соблюдение правил безопасности, изложенных в РД 153-112-017-97 «Инструкция по диагностике и оценке остаточного ресурса вертикальных стальных резервуаров».
2.6. В местах проведения работ устанавливаются размеры и маркируется знаками радиационной опасности зона, в пределах которой мощность дозы излучения превышает 0,3 мбэр/час.
2.7. При работе с электроприборами, электрооборудованием наиболее опасным видом травм является поражение электрическим током, оказывающим на человеческий организм различные действия:
- тепловые (ожег);
- химические (электролиз крови);
- физические (разрыв тканей и костей);
- биологические, нарушающие жизненные функции человеческого организма.
Тяжесть поражения электрическим током зависит от силы тока, его частоты, продолжительности действия, состояния организма пострадавшего и окружающей среды. Опасной для жизни считается сила тока 10 миллиампер и выше, наиболее опасная частота 40-60 Гц.
2.8. Эксплуатация электрооборудования должна осуществляться в соответствии с ГОСТ 12.2.007.1 « Машины электрические вращающиеся. Требования безопасности» и ГОСТ 12.2.013.0 « Машины ручные электрические. Общие требования безопасности и методы испытаний».
2.9. К работам на высоте относятся работы, при выполнении которых работник находится на расстоянии менее 2 м от неогражденных перепадов по высоте 1,3 м и более. Работы, выполняемые на высоте более 5 м, относятся к верхолазным и выполняются с применением предохранительных поясов.
2.10. Работа на высоте производится с лестницы или стремянки, установленных под углом 75 градусов к горизонтальной плоскости.
Раздвижные лестницы (стремянки) должны иметь прочное соединение, не позволяющее им произвольно раздвигаться.
3. ОФОРМЛЕНИЕ ТЕХНИЧЕСКОГО ЗАКЛЮЧЕНИЯ ПО РЕЗУЛЬТАТАМ ОБСЛЕДОВАНИЯ
3.1. По результатам обследования и комплексной дефектоскопии исполнители составляют техническое заключение, которое должно включать следующие данные:
- наименование организации, выполняющей обследование, фамилии, должности исполнителей;
- место расположения, инвентарный номер, тип и геометрические размеры по проекту резервуара, номер проекта;
- дата ввода в эксплуатацию, даты очередных обследований и ремонтов;
- виды дефектов, образовавшихся в процессе эксплуатации;
- краткую техническую характеристику с обязательным указанием полных данных примененного при строительстве материала, технологический и температурный режим работы, вид хранимого продукта;
- вид обследования (полное или частичное);
- проектные и фактические толщины листов кровли, стенки, понтона и днища;
- виды аварий, количество проведенных ремонтов и краткое описание;
- результаты внешнего осмотра и измерений;
- результаты неразрушающих методов контроля сварных соединений;
- результаты измерений геометрической формы стенки и нивелирования основания резервуара и отмостки;
- карты вертикальных разрезов днища (при значительной неравномерной просадке);
- результаты механических испытаний, металлографического и химического анализов основного металла и сварных соединений;
- расчет высоты налива продукта в случае, если фактическая толщина листов в одном из поясов стенки меньше минимально допустимой;
- расчет остаточного ресурса резервуара;
- заключение о состоянии резервуара и рекомендации по обеспечению его надежной эксплуатации, ремонтопригодности;
- предложения по выполнению ремонтных работ и режима дальнейшей эксплуатации.
3.2. Заключение и выводы должны быть четкими и конкретными, не допускающими двояких толкований.
3.3. Оформленное заключение подписывается исполнителями, проверяется и подписывается руководителем службы дефектоскопии.
3.4. В тех случаях, когда круг вопросов, подлежащих решению, выходит за пределы компетенции специалистов, выполнявших дефектоскопию, привлекаются специалисты соответствующего профиля с включением их мнения (расчетов) в заключение или с оформлением самостоятельного документа.
3.5. Оценку технического состояния резервуаров проводят только при наличии следующих данных:
- поверочного расчета на прочность с учетом хрупкого разрушения, выполненного по результатам измерения толщины листов стенки;
- фактической толщины листов стенки, которые должны быть в пределах нормативных величин. Если толщина листов каких-либо поясов стенки ниже предельно допустимой, то следует провести расчет на снижение предельного эксплуатационного уровня нефтепродукта;
- результатов проведенной дефектоскопии основного металла и сварных соединений;
- результатов проверки качества основного металла и сварных соединений. Механические свойства и химический состав основного металла и сварных соединений должен соответствовать требованиям проекта, стандартов и технических условий;
- результатов контроля состояния оснований резервуаров;
- расчета остаточного ресурса с учетом коррозионного износа и изменения механических свойств металла.
3.6. Предельно допустимую минимальную толщину отдельных листов стенки резервуаров, находящихся в эксплуатации, показана в таблице 3.
Таблица 3
Предельная минимальная толщина листов стенки резервуара, изготовленного из стали ВСТ3
|
Вместимость резервуара, м3 |
Марка стали |
Номер пояса |
|||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
||
|
100 |
ВСТ3 |
2,0 |
2,0 |
1,5 |
1,5 |
|
|
|
|
|
200 |
ВСТ3 |
2,0 |
2,0 |
1,5 |
1,5 |
|
|
|
|
|
400 |
ВСТ3 |
2,5 |
2,0 |
1,5 |
1,5 |
|
|
|
|
|
700 |
ВСТ3 |
3,0 |
2,5 |
2,0 |
2,0 |
1,5 |
1,5 |
|
|
|
1000 |
ВСТ3 |
3,5 |
3,0 |
2,5 |
2,5 |
2,0 |
2,0 |
1,5 |
1,5 |
|
09Г2С |
3,2 |
2,4 |
2,4 |
2,0 |
2,0 |
2,0 |
1,5 |
1,5 |
|
|
2000 |
ВСТ3 |
5,5 |
5,0 |
4,0 |
3,5 |
3,0 |
3,0 |
2,0 |
2,0 |
|
09Г2С |
4,3 |
4,2 |
3,8 |
3,2 |
2,8 |
2,0 |
2,0 |
2,0 |
|
|
3000 |
ВСТ3 |
7,0 |
6,0 |
5,0 |
4,0 |
3,5 |
2,5 |
2,0 |
2,0 |
|
09Г2С |
5,2 |
4,8 |
4,5 |
3,5 |
3,0 |
2,0 |
2,0 |
2,0 |
|
|
5000 |
ВСТ3 |
7,8 |
6,8 |
5,9 |
4,8 |
3,8 |
2,7 |
2,0 |
2,0 |
|
09Г2С |
6,0 |
5,3 |
4,5 |
3,9 |
3,5 |
2,5 |
2,0 |
2,0 |
|
|
10000 |
ВСТ3 |
10,5 |
10,0 |
8,5 |
7,0 |
5,5 |
4,0 |
3,0 |
3,0 |
|
09Г2С |
9,0 |
8,0 |
7,0 |
6,0 |
4,8 |
3,0 |
3,0 |
3,0 |
|
|
20000 |
09Г2С |
12,0 |
11,0 |
10,0 |
9,0 |
8,0 |
6,0 |
6,0 |
6,0 |
Примечания:
1. Вычисления производились из расчета плотности нефтепродукта 0,008 кН/м3.
2. Толщина верхних поясов принята из условия обеспечения их устойчивости.
3.7. Предельно допустимый износ листов кровли и днища по измерениям наиболее изношенных частей не должен превышать 50 % проектной величины.
3.8. Предельно допустимый износ несущих конструкций кровли (ферм, прогонов, балок, связей), а также окрайков днища не должен превышать 30 % проектной величины.
3.9. Предельно допустимый износ листов понтона (плавающей крыши) по измерениям наиболее изношенных участков не должен превышать 50 % проектной величины для центральной части, а для коробов - 30 %.
3.10. В случае производственной необходимости, если толщина листов стенки ниже предельной минимальной толщины ( таблица 6), допускается производить расчет на снижение максимальной высоты налива продукта по формуле:
![]()
3.11. Для сооружения новых резервуаров применяется листовая сталь, которая должна отвечать требованиям проекта, техническим условиям, ГОСТ 14637.
3.12. В процессе эксплуатации изменение геометрической формы резервуара чаще всего происходит из-за неравномерной просадки днища, некачественной подготовки основания, под действием вакуума, переполнении, вибраций.
Допустимые отклонения образующих стенки нового резервуара от вертикали приведены в таблице 4.
Таблица 4
Допускаемые отклонения образующих стенки нового резервуара от вертикали (мм)
|
Вместимость резервуара, м3 |
Предельные отклонения от вертикали образующих стенки из рулонов и отдельных листов, мм |
|||||||||||
|
Номер пояса |
||||||||||||
|
I |
II |
III |
IV |
V |
VI |
VII |
VIII |
IX |
X |
XI |
XII |
|
|
100 - 700 |
10 |
20 |
30 |
40 |
45 |
50 |
- |
- |
- |
- |
- |
- |
|
1000 - 5000 |
15 |
25 |
35 |
45 |
55 |
60 |
65 |
70 |
75 |
80 |
- |
- |
|
10000 - 20000 |
20 |
30 |
40 |
50 |
60 |
70 |
75 |
80 |
85 |
90 |
90 |
90 |
|
30000 - 50000 |
30 |
40 |
50 |
60 |
70 |
75 |
80 |
85 |
90 |
90 |
90 |
90 |
Примечания:
1. Предельные отклонения даны для стенок из листов шириной 1,5 м. В случае применения листов другой ширины предельные отклонения образующих стенки от вертикали на уровне всех промежуточных поясов следует определять интерполяцией.
2. Предельные отклонения от горизонтали наружного контура днища эксплуатируемых резервуаров могут быть увеличены:
- при сроке эксплуатации более 5 лет - в 1,3 раза;
- при сроке эксплуатации более 20 лет - в 2 раза.
Для резервуаров, находящихся в эксплуатации 15 лет и более, допускаются отклонения в два раза большие, чем для новых.
3.13. Указанным в таблице 4 отклонениям должны удовлетворять данные 75 % проведенных измерений по образующим. Для остальных 25 % образующих допускаются отклонения на 50 % больше с учетом их местного характера. Измерения проводить при наполненных до расчетного уровня резервуарах.
3.14. При наличии отклонений, величины которых превышают допустимые пределы, указанные в таблице 4, резервуар должен быть выведен из эксплуатации для исправления дефектов формы.
Вывод таких резервуаров из эксплуатации проводится во время очередного ремонта.
3.15. Допустимые местные отклонения (выпучины, вмятины) стенки от прямой, соединяющей верхний и нижний края деформированного участка, приведены в таблице 5.
Таблица 5
Допустимые местные деформации стенки
|
Расстояние от нижнего до верхнего края выпучины или вмятины, мм |
Допустимые местные отклонения, мм |
|
|
Для резервуаров вместимостью 1000 - 20000 м3 |
Для резервуаров вместимостью 50000 м3 |
|
|
до 1500 |
15 |
10 |
|
от 1500 до 3000 |
30 |
20 |
|
от 3000 до 4500 |
45 |
30 |
3.16. Высота хлопунов при диаметре днища до 12 м не должна превышать 150 мм, а площадь 2 м2, при диаметре днища более 12 м высота их не должна быть более 180 мм, а площадь не более 5 м2. При большей высоте или площади хлопунов дефектное место исправляют.
3.17. Отклонения от горизонтали наружного контура днища не должны превышать величины, указанной в таблице 6. При наличии отклонений днища от горизонтали, превышающих указанные, должен быть проведен ремонт основания с подбивкой гидрофобным грунтом.
Таблица 6
Допустимые отклонения от горизонтали наружного контура днища
|
Вместимость резервуара, м3 |
Разность отметок наружного контура днища, мм |
|||
|
При незаполненном резервуаре |
При заполненном резервуаре |
|||
|
смежных точек на расстоянии 6 м по периметру |
любых других точек |
смежных точек на расстоянии 6 м по периметру |
любых других точек |
|
|
до 700 |
10 |
25 |
20 |
40 |
|
700 - 1000 |
15 |
40 |
30 |
60 |
|
2000 - 5000 |
20 |
50 |
40 |
80 |
|
10000 - 20000 |
15 |
45 |
35 |
75 |
|
30000 - 50000 |
30 |
60 |
50 |
100 |
Примечание.
Предельные отклонения от горизонтали наружного контура днища эксплуатируемых резервуаров могут быть увеличены:
- при сроке эксплуатации более 5 лет - в 1,3 раза;
- при сроке эксплуатации более 20 лет - в 2 раза.
3.18. Остаточный ресурс резервуаров оценивается на основании его расчетов по коррозионному износу и малоцикловой усталости в соответствии с рекомендациями РД 153-112-017-97.
3.19. Данные технического обследования и дефектоскопии резервуара и его элементов служат основанием для установления возможности его дальнейшей эксплуатации.
3.20. Отбраковка отдельных элементов резервуара (стенки, кровли, днища, ферм, связей, балок) или всего резервуара проводится на основании детального рассмотрения результатов технического обследования, полной дефектоскопии с учетом всех факторов, снижающих его надежность при эксплуатации.
3.21. Все полученные при техническом обследовании и дефектоскопии данные, характеризующие состояние основного металла, сварных швов, деформацию, коррозию, вертикальность, уклон стенки и т.д., должны быть сравнены с допускаемыми значениями по действующим СНиП. стандартам и настоящего руководства.
3.22. В случае получения недопустимых отклонений от установленных строительными нормами, стандартами, техническими условиями и настоящим руководством резервуар подлежит выводу из эксплуатации.
3.23. Все дефектные элементы резервуара, которые могут быть исправлены, должны быть отремонтированы с последующим испытанием и проверкой.
3.24. Основанием для полной отбраковки резервуаров является неудовлетворительное качество металла как по механическим свойствам, так и по химическому составу.
3.25. Списание находящихся в эксплуатации резервуаров производится в порядке, установленном на данном предприятии.
4. ПРАВИЛА ПРОВЕДЕНИЯ РЕМОНТНЫХ РАБОТ
4.1. Общие положения
4.1.1. Требования Руководства распространяются на работы по ремонту вертикальных стальных цилиндрических резервуаров сварных и клепаных, эксплуатирующихся без давления, при низком давлении (до 2 кПа) и повышенном давлении (до 70 кПа), а также горизонтальных цилиндрических резервуаров сварных и клепаных, эксплуатирующихся при давлении до 40 кПа.
4.1.2. При монтаже и эксплуатации резервуаров наиболее часто встречаются следующие дефекты и повреждения:
- трещины в окрайках (окраинной части) днища по сварным соединениям и основному металлу (иногда трещины с окрайка переходят на основной металл первого пояса стенки);
- трещины в нижнем уторном уголке по сварным соединениям и по основному металлу (трещины с уголка переходят на основной металл первого пояса стенки);
- трещины в сварных соединениях полотнища днища с выходом или без выхода на основной металл;
- выпучины, вмятины и складки на днище;
- трещины в поясах стенки по сварным соединениям и основному металлу (главным образом, в нижних поясах). Наиболее часто трещины в стенке резервуара возникают в вертикальных стыках вдоль сварных соединений с выходом или без выхода на основной металл, в крестообразных стыковых соединениях, вблизи горизонтальных и вертикальных сварных соединений и поперек стыков по основному металлу. Трещины образуются также в основном металле вблизи люков-лазов, патрубков и штуцеров, в местах присоединения трубопроводов и резервуарного оборудования и т.д.;
- непровары, подрезы основного металла, шлаковые включения и другие дефекты сварных соединений;
- не герметичность (отпотины) в сварных, клепаных соединениях и основном металле днища, стенки, кровли и понтона;
- изменения геометрической формы верхних поясов стен резервуара (местные выпучины, вмятины, горизонтальные гофры) и кровли резервуара повышенного давления;
- коррозионные повреждения днища, стенки, понтона и кровли резервуара;
- значительные деформации и разрушения отдельных несущих конструктивных элементов покрытия резервуара;
- отрыв центральной стойки от днища резервуара;
- отрыв от стенки резервуара опорных столиков кронштейнов понтона;
- затопление понтона с образованием деформации направляющих труб, стоек и кронштейнов с зависанием или без зависания понтона;
- повреждения, провисания и потеря эксплуатационных свойств резинотканевых ковров-понтонов и уплотняющих затворов;
- обрыв анкерных болтов и деформации вертикальных стенок анкерного столика у резервуаров повышенного давления;
- деформация днища по периметру резервуара;
- значительные равномерные и неравномерные осадки (просадки основания);
- потеря устойчивости обвязочного уголка в сопряжении стенок с днищем, а также потеря устойчивости элементов внутренних колец жесткости и опорных диафрагм в горизонтальных резервуарах;
- осадка опор (фундаментов) горизонтальных резервуаров.
4.1.3. Перечисленные дефекты обуславливаются рядом причин, важнейшие из которых:
- износ конструкций;
- охрупчивание металла при низких температурах;
- наличие дефектов в сварных соединениях (непровары, подрезы и др.), являющихся концентраторами напряжений;
- скопление большого числа сварных швов в отдельных узлах резервуара;
- нарушение технологии монтажа и сварки;
- неравномерные осадки (просадки) песчаных оснований;
- коррозия металла, возникающая вследствие хранения в резервуарах нефтепродуктов с повышенным содержанием серы;
- нарушение правил технической эксплуатации резервуаров из-за превышения уровня их заполнения, избыточного давления или недопустимого вакуума резервуара, а также частичной вибрации стенки при закачке нефтепродуктов.
4.1.4. Руководство предусматривает типовые виды работ, выполняемые при ремонтах:
техническое обслуживание:
- проверка герметичности разъемных соединений, а также мест примыкания арматуры к корпусу резервуара;
- исправление сальниковых уплотнений и замена прокладок при обнаружении течи;
- осмотр состояния резервуарного оборудования (люки, клапаны, предохранители, система пожаротушения и т.д.):
- осмотр технического состояния окрайков днища и уторного сварного шва, отмостков;
- проверка работы хлопуши;
- проверка горизонтальности поверхности понтона, плотности прилегания затвора к стенке резервуара, наличие повреждений проводов для отвода статического электричества;
- измерение защитного потенциала днища;
- нивелировка окрайков днища;
- составление дефектной ведомости для очередного планового ремонта.
текущий ремонт:
- работы, предусмотренные техническим обслуживанием;
- зачистка и дегазация резервуара;
- проверка и ремонт сварных швов;
- ремонт и покраска верхней части понтона;
- ремонт затвора понтона и устройства для отвода статического электричества;
- наружная окраска резервуаров;
- ремонт систем орошения и пожаротушения;
- ремонт протекторной защиты;
- наложение одиночных и групповых заплат;
- проверка и ремонт поручней, стоек, лестниц.
капитальный ремонт:
- работы, предусмотренные текущим ремонтом;
- замена поясов резервуара, участков днища, кровли резервуара, несущих конструкций перекрытия;
- ремонт днища без замены листов, верхнего уторного уголка;
- ремонт понтона;
- демонтаж и удаление понтона не подлежащего ремонту;
- демонтаж и монтаж поручней, стоек и бортовых полос на площадках кровли и лестницах по всему периметру;
- демонтаж, ремонт и монтаж клапанов, хлопуш и управления к хлопушам, предохранителей и систем орошения;
- исправление осадок (кренов), укрепление основания фундамента;
- нанесение защитных антикоррозионных покрытий;
- испытание на прочность и герметичность в соответствии с требованиями настоящих Правил.
4.1.5. Ремонты проводят по графикам. Периодичность ремонтов не должна превышать нормативных сроков и должна учитывать периодичность технических обследований резервуаров.
Периодичность каждого вида ремонта устанавливается в зависимости от скорости износа элементов конструкций с учетом особенностей эксплуатации и в соответствии с результатами технических обследований резервуаров.
4.1.6. Работы по ремонту резервуаров следует проводить в соответствии с действующими нормативными техническими документами, а также с учетом требований безопасности в строительстве.
4.1.7. Работники, выполняющие ремонтные работы, проходят техническое обучение по их выполнению, а также инструктаж и проверку знаний по правилам безопасности проведения этих работ.
4.2. Подготовительные работы
4.2.1. Подготовку резервуара к ремонтным работам начинают с его пропарки, естественного и искусственного вентилирования.
4.2.2. Необходимым условием выполнения ремонтных огневых работ на резервуарах является предварительная полная зачистка их от остатков нефтепродуктов, обеспечение пожаровзрывобезопасности.
4.2.3. Все технологические операции по зачистке резервуаров должны выполняться в соответствии с «Инструкцией по зачистке резервуаров от остатков нефтепродуктов» и настоящими Правилами.
4.2.4. Руководитель предприятия, исходя из существующей структуры управления, должен утвердить инструкции, конкретизирующие права и обязанности лиц, ответственных за выполнение подготовительных и зачистных работ.
4.2.5. Работы по подготовке к ремонту резервуара с ведением огневых работ могут проводится только при наличии наряда-допуска на выполнение работ повышенной опасности.
4.2.6. Подготовительные работы включают также подготовку территории резервуарных парков и подготовку технических средств, оборудования, инструментов и пр. необходимого для выполнения работ.
На территории резервуарного парка, освобожденного от постороннего оборудования и каких-либо предметов, следует разместить необходимые для ремонта резервуара технические средства, оборудование, приспособления, инструмент и подручные средства:
- грузоподъемные механизмы (автокран, тельфер, тали);
- транспортные средства (грузовая машина, автопогрузчик 1,5 - 3 т.);
- тяговые средства (трактор; лебедки);
- оборудование для резки металла (газорезка, воздушно-дуговая резка);
- источники питания для электросварки (сварочные преобразователи, сварочные трансформаторы);
- оборудование для производства огневых работ (ручная электродуговая сварка, сварка автоматом и др.);
- вспомогательное оборудование, приспособления, инструмент (скобы, клинья, тросы, стяжки, молотки, зубила, кувалды и др.);
- материалы (сталь сортаментная, швеллеры, уголки, балки и др.);
- оборудование и материалы для проведения ремонта безогневым методом (композиты, средства для "холодной" сварки);
- приборы и приспособления для испытаний на герметичность и прочность;
- измерительные инструменты;
- индивидуальные средства защиты работающих.
4.2.7. Все применяемые машины, оборудование, инструмент и приспособления должны быть в исправном состоянии, снабжены паспортом или свидетельством о проведенной проверке или испытании.
4.2.8. Для ремонта и устранения дефектов с применением эпоксидных смол, синтетических клеев, и металлопластиков требуются материалы в соответствии с техническими условиями и государственными стандартами (для отечественных материалов) или по условиям договора (для иностранных материалов).
4.2.9. Ответственный за проведение подготовительных работ обязан:
- начинать работу только при наличии письменного разрешения руководителя предприятия, согласованного с пожарной охраной;
- обеспечить последовательность и полноту выполнения мероприятий, предусмотренных в наряде-допуске;
- отвечать за правильность и надежность отключения резервуара от всех трубопроводов с помощью установки на них заглушек, а также выполнение мер безопасности, предусмотренных в наряде-допуске;
- проверить исправность средств пожаротушения и заземления резервуара;
- обеспечить проведение анализов воздушной среды в период подготовки резервуара к зачистке в соответствии с ГОСТ 12.1.005-88*;
- проверить качество выполненных подготовительных работ и сдать резервуар назначенной комиссии для последующего выполнения в нем зачистных работ.
4.2.10. Перед началом работ по зачистке и ремонту работники проходят инструктаж по правилам безопасного ведения работ и методах оказания первой помощи при несчастных случаях. Состав бригады и отметка о прохождении инструктажа заносятся в наряд-допуск лицами, ответственными за проведение подготовительных и ремонтных работ, Работники, не прошедшие инструктаж, к работе не допускаются.
4.2.11. Работники, выполняющие работу внутри резервуара, должны быть обеспечены спецодеждой и обувью без металлических гвоздей и подковок. При работах по зачистке работники обязаны быть в шланговых противогазах. При необходимости использования противогазов со шлангами длиной более 10 м следует применять их с принудительной подачей воздуха.
При работе внутри резервуара одновременно двух человек воздухозаборные шланги и спасательные веревки должны находиться в диаметрально противоположных люках. При этом необходимо исключить взаимное перекрещивание и перегибание шлангов как снаружи, так и внутри резервуара.
Открытый конец приемного воздушного шланга противогаза должен закрепляться в заранее выбранном месте в зоне чистого воздуха.
4.2.12. Поверх спецодежды должен быть надет спасательный пояс с крестообразными лямками и прикрепленной к нему сигнальной веревкой. Выведенный из люка конец сигнальной веревки длиной не менее 5 м должен быть в руках наблюдающего, который, подергивая ее и подавая голос, обязан периодически удостоверяться в нормальном самочувствии работника, находящегося внутри. В случае необходимости наблюдающий должен вытащить пострадавшего наружу.
4.2.13. Наблюдающий обеспечивается такими же защитными средствами и спецодеждой, что и работающий внутри резервуара.
Он должен знать правила спасения работающего и оказания первой доврачебной помощи пострадавшему. Работы внутри резервуара в отсутствие наблюдающего не должны проводиться. Ответственный за проведение зачистных и ремонтных работ в резервуаре обязан систематически наблюдать за их ходом, контролировать соблюдение правил безопасности и самочувствие работников.
4.2.14. Для предотвращения искрообразования при работе в резервуаре до его полной дегазации разрешается применять только обмедненный инструмент, деревянные лопаты, жесткие травяные щетки и т.п. Аккумуляторные фонари взрывобезопасного исполнения напряжением не выше 12 В необходимо включать до входа в резервуар и выключать после выхода из него.
4.2.15. По окончании подготовительных работ составляется акт о готовности проведения ремонта резервуара с ведением огневых работ ( приложение 14 ).
4.3. Ремонт металлоконструкций
Текущий и капитальный ремонты резервуаров следует производить по календарному графику, составленному на каждом предприятии, эксплуатирующем резервуары, в соответствии с «Системой планово-предупредительных ремонтов оборудования объектов магистральных нефтепродуктопроводов».
График составляется с учетом особенностей эксплуатации резервуаров и утверждается главным инженером предприятия.
4.3.1. Дефектные участки сварных соединений или основного металла с трещинами, расслоениями, пленами, коррозионными повреждениями и другими дефектами конструкций днища, стенки, кровли или понтона (плавающей крыши) подлежат удалению и ремонту.
4.3.2. Размер дефектных участков, подлежащих удалению, определяют в зависимости от конкретных размеров дефекта и выбранного метода ремонта.
4.3.3. Дефектные места в целых листах стенки, уторном уголке, днище, кровле или понтоне удаляют механической или газовой резкой с последующей зачисткой кромки от шлака и наплывов расплавленного металла зубилом, напильником, механической или ручной стальной щеткой или шлифовальными машинками.
4.3.4. Дефектные участки сварных соединений удаляют:
- вырубкой пневматическим (ручным) зубилом;
- вырезкой абразивным кругом;
- вырезкой газовой резкой или вырезкой воздушно-дуговой резкой.
Вырубить зубилом дефектный участок можно только в том случае, если вырубка выполняется при положительной температуре окружающего воздуха.
4.3.5. Вырезка дефектных мест сварного соединения или основного металла осуществляется путем перемещения резака по линии реза. При этом на кромках удаляемого дефектного участка образуется канавка с закругленными краями и чистой поверхностью, не нуждающейся в дальнейшей очистке и механической обработке. Рекомендуемый режим резки металла приведен в таблице 7.
Таблица 7
|
Размер канавки, мм |
Рабочее давление газа, МПа |
|||
|
ширина |
глубина |
кислород |
ацетилен |
коксовый или природный |
|
1 |
2 |
3 |
4 |
5 |
|
5 - 15 |
2 - 10 |
0,8 - 1,2 |
не менее 0,01 |
Не менее 0,02 |
|
Скорость резания, м/мин |
Расход газа |
||
|
кислород |
ацетилен |
коксовый или природный газ |
|
|
6 |
7 |
8 |
9 |
|
0,5 - 5,0 |
74 |
Для РПА-2 - 1,2 |
4,5 |
Примечание . Глубина канавки и скорость резки зависят от угла наклона резака.
4.3.6. Подрубка корня шва, удаление заклепок, разделка трещин, выплавка дефектных участков листа, V-образная подготовка кромок листов под сварку и т.д., а также разделительная резка низкоуглеродистой, низколегированной и нержавеющей стали производится воздушно-дуговой резкой. Рекомендуемые режимы воздушно-дуговой резки приведены в таблице 8.
Таблица 8
|
Диаметр электрода, мм |
Сила тока, А |
Напряжение сети, В |
Скорость строжки, мм/мин |
Ширина канавки, мм |
|
1 |
2 |
3 |
4 |
5 |
|
6 |
270 - 300 |
35 - 45 |
770 - 570 |
6,5 - 8,5 |
|
8 |
360 - 400 |
35 - 45 |
900 - 640 |
8,5 - 10,5 |
|
10 |
450 - 500 |
35 - 45 |
1000 - 700 |
10,5 - 12,5 |
|
12 |
540 - 600 |
35 - 45 |
1000 - 700 |
12,5 - 14,5 |
|
Глубина канавки, мм |
Расход |
||
|
электроэнергии, кВт-ч/м |
электрода, мм/м |
сжатого воздуха, л/м |
|
|
6 |
7 |
8 |
9 |
|
3 - 4 |
0,13 |
100 - 110 |
600 |
|
4 - 5 |
0,17 |
85 - 90 |
650 |
|
5 - 6 |
0,21 |
55 - 60 |
700 |
|
6 - 8 |
0,24 |
50 - 55 |
800 |
4.4. Ремонт основания и фундамента
4.4.1. При ремонте оснований резервуаров выполняют следующие работы:
- исправление краев песчаной подушки подбивкой гидроизолирующего грунта;
- исправление просевших участков основания;
- заполнение пустот под днищем в местах хлопунов;
- ремонт всего основания (в случае выхода из строя днища);
- исправление отмостки.
4.4.2. При ремонте основания для подбивки, исправления песчаной подушки и заполнения пустот под днищем в местах хлопунов применяют гидроизолирующий («черный») грунт, состоящий из супесчаного грунта и вяжущего вещества.
4.4.3. Грунт для приготовления гидроизолирующего слоя должен быть сухим (влажность около 3 %) и иметь следующий состав (в % по объему):
- песок крупностью 0,1 - 2 мм - от 80 до 85;
- песчаные, пылеватые и глинистые частицы крупностью менее 0,1 мм - от 20 до 15.
Глина с частицами размером менее 0,005 мм допускается в количестве от 1,5 до 5 % от объема всего грунта.
Допускается содержание в песке гравия крупностью от 2 до 20 мм в количестве не более 25 % от объема всего грунта.
4.4.4. В качестве вяжущего вещества для гидроизолирующего грунта применяют жидкие битумы, мазуты, каменный деготь и полугудроны по техническим условиям.
Присутствие кислот и свободной серы в вяжущем веществе не допускается. Количество вяжущего вещества должно приниматься в пределах от 8 до 10 % по вместимости смеси.
4.4.5. При проведении ремонтных работ при положительной температуре наружного воздуха приготовленную смесь укладывают без подогрева с уплотнением пневмотрамбовками или ручными трамбовками.
Для выполнения ремонта основания в зимних условиях «черный» грунт следует укладывать подогретым до 50-60°С.
4.4.6. При недостаточно устойчивых грунтах основание резервуара рекомендуется укреплять путем устройства сплошного бетонного или бутобетонного кольца. В этом случае отсыпка откосов основания не производится.
4.4.7. При неравномерной осадке основания резервуара, превышающей допустимые, ремонт осуществляют путем подъема резервуара (на участке осадки) с помощью домкратов и подбивки под днище гидроизолирующего грунта.
4.4.8. При значительной неравномерной осадке основания резервуар поднимают домкратами, подводят под днище по окружности стенки сборные железобетонные плиты трапециевидной формы и укладывают на них гидроизолирующий слой.
4.5. Ремонт резервуаров с применением огневых работ
4.5.1. Сталь, предназначенная для ремонта резервуаров, должна соответствовать действующим стандартам или техническим условиям (на основании сертификатов) и предварительно очищена от ржавчины, масла, влаги, снега, льда и других загрязнений. Для ремонта резервуаров следует применять спокойные стали по ГОСТ 380. Допускается использование кипящих сталей по ГОСТ 380 для ремонта стенки и днища резервуаров емкостью 3 - 5 м3, а также колеи жесткости, треугольных опорных диафрагм и стяжных хомутов резервуаров всех емкостей в районах с расчетной температурой до -30°С.
4.5.2. Разметка металла и шаблонов осуществляется с помощью чертилок, кернеров и других приспособлений, а также измерительных инструментов, обеспечивающих высокую точность (линейки, рулетки второго класса точности по ГОСТ 7502).
4.5.3. Шаблоны для контроля гибки, вальцовки и сборки могут изготовляться из тонкого стального листа, дерева, а также быть комбинированными (из дерева и тонкого стального листа), шаблоны для резки заготовок - из картона и дерева.
Шаблоны следует изготовлять с учетом допустимых отклонений от проектных размеров при разметке (1,5 мм при длине шаблона до 4,5 м) и припусков на обработку (+ 1 мм на каждый сварной шов при толщине металла до 16 мм).
4.5.4. Древесина для шаблонов применяется высушенная, из хвойных пород; картон - плотный толщиной 1,5 - 3,0 мм.
4.5.5. Резка заготовок листового металла, обработка кромок под сварку должны выполняться механическим способом или газовой резкой. Электродуговая резка листа не допускается. Кромки металла после газовой резки должны быть зачищены от заусениц, грата, окалины, наплывов до металлического блеска и не должны иметь неровностей, вырывов и шероховатостей, превышающих 1 мм.
4.5.6. Сборка, подгонка и разделка кромок под сварку ремонтируемых листов и других конструктивных элементов в зависимости от конструкции резервуара выполняется в соответствии с ГОСТ 5264.
4.5.7. Сборку листов и других элементов при толщине до 5 мм выполняют внахлестку, при толщине более 5 мм - встык; размер нахлестки рекомендуется не менее 30 - 40 мм; зазор между листами не должен превышать 1,0 мм.
4.5.8. Элементы (накладки), свариваемые внахлестку, на верхних поясах стенки устанавливают с внутренней стороны резервуара.
4.5.9. Элементы вставок и накладок на стенке резервуара до подгонки их по месту предварительно вальцуют (в холодном состоянии) до радиуса меньшего, чем радиус резервуара на 1 - 2,5 м, в зависимости от диаметра резервуара.
Концы листов (вставок) подвальцовывают по шаблону. Зазор между шаблонами (на длине по дуге 1,5 и 3,0 м) и листом толщиной 6 мм и более после вальцовки не должен превышать соответственно 2 и 4 мм.
Не допускается искривление листа (конусность). Углы элементов вставок и накладок закругляют.
4.5.10. Расстояние между непараллельными сварными швами элементов вставок и накладок в днище и кровле резервуара должны быть не менее 200 мм, на стенке резервуара - не менее 500 мм.
4.5.11. При сборке элементов конструкции под сварку детали соединяют посредством прихваток или при помощи стяжных приспособлений.
4.5.12. Прихватки, накладываемые для соединения собираемых деталей, размещают в местах расположения сварных швов. Размеры прихваток должны быть минимальными и легко расплавляться при наложении постоянных швов.
4.5.13. Катет сварного шва прихватки не должен превышать 6 мм, длина - 50 - 60 мм. Рекомендуемое расстояние между прихватками 400 - 500 мм.
4.5.14. Прихватки выполняют сварочными материалами, применяемыми для сварки проектных швов. Требования к качеству прихваток такие же, как и к сварочным швам. Прихватки выполняют сварщики, допущенные к сварочным работам и имеющие соответствующие удостоверения.
4.5.15. При сборке элементов конструкций, свариваемых под флюсом, порошковой проволокой или в защитном газе, прихватки выполняют электродами, предусмотренными для ручной сварки соответствующих типов сталей.
4.5.16. При наличии значительных вмятин или выпучин в кромках верхних поясов стенки, возникающих в результате недопустимого вакуума или избыточного давления, необходимо, кроме исправления вмятин (выпучин), тщательно осмотреть конструкции покрытия (щиты, фермы, прогоны и др.) и в случае наличия повреждений устранить их.
4.5.17. Правку деформированных мест элементов стенки, центральной части понтона и покрытия во избежание образования наклепа и возникновения хрупкости металла следует выполнять в горячем состоянии путем местного нагрева газовыми горелками.
Нагрев осуществляют полосами или треугольниками по предварительной разметке с выпуклой стороны.
Нагретые участки правят молотками или кувалдами. Температура нагрева для углеродистой стали должна быть не менее 700 - 850°С.
Температуру нагрева металла рекомендуется определять с помощью термоиндикаторных карандашей или температурной шкалы цветов нагрева стали, приведенной в таблице 9.
Таблица 9
Температурная шкала цветов нагрева стали
|
Цвет нагрева |
Температура нагрева, °С |
|
Темно-коричневый |
550 - 580 |
|
Коричнево-красный |
580 - 650 |
|
Темно-красный |
650 - 730 |
|
Темно-вишнево-красный |
730 - 770 |
|
Вишнево-красный |
770 - 800 |
|
Св етло-вишнево-красный |
800 - 830 |
|
Светло-красный |
830 - 900 |
Скорость охлаждения после правки элементов резервуара должна исключать закалку, коробление, трещины, надрывы. Для регулирования скорости охлаждения используется пламя горелки.
4.5.18. Правку деформированных мест элементов резервуара в холодном состоянии выполняют натяжными и ударными приспособлениями через подкладной лист при положительной температуре наружного воздуха.
4.5.19. Правка и сборка заготовок (вставки, накладки) при температуре ниже -25°С ударными инструментами запрещается.
4.5.20. При ремонте резервуаров рекомендуется применять механизированную сварку под флюсом, в защитных газах и порошковой проволокой, а при необходимости также ручную дуговую сварку.
Применение газовой сварки для ремонта ответственных элементов резервуаров не допускается.
4.5.21. Сварку при ремонте и исправлении дефектов резервуаров находящихся в эксплуатации, рекомендуется выполнять при температуре окружающего воздуха не ниже минус 10°С. Сварку при более низких температурах следует проводить в соответствии с рекомендациями по ремонту резервуаров в условиях отрицательных температур ( приложение 15).
4.5.22. К производству сварочных работ при ремонте резервуаров допускаются квалифицированные электросварщики, прошедшие испытания в соответствии с действующими правилами и имеющие удостоверения, устанавливающие их квалификацию и характер работ к которым они могут быть допущены.
Механизированная сварка выполняется сварщиками, прошедшими обучение по управлению указанной аппаратурой и получившими об этом соответствующие удостоверения.
Сварщики на месте работы проходят технологическое испытание в условиях, тождественных с теми, в которых будет проводиться сварка конструкций.
Сварочные работы выполняются по утвержденным технологическим картам.
4.5.23. При выполнении сварочных работ при ремонте и исправлении дефектных мест резервуаров должны соблюдаться следующие требования:
- сварка стыковых швов окрайка днища должна выполняться на соответствующей подкладке в два слоя и более с обеспечением полного провара корня шва; подкладка устанавливается на прихватках; приваривать подкладку по контуру к днищу запрещается:
- конец стыкового шва должен выводиться за пределы окрайка на остающийся конец подкладки длиной не менее 30 мм, который удаляют после окончания сварки кислородной резкой; места среза подкладок следует тщательно зачищать; зазор между подкладкой и кромками не должен превышать 1 мм;
- технологические подкладки для сварки окрайков днищ должны иметь размеры: толщину 4 - 6 мм, длину на 100 - 150 мм более длины дефектного места и ширину не менее 100 мм;
- вертикальные стыковые швы стенки резервуаров должны свариваться с двух сторон, причем вначале сваривают основной шов, затем подварочный. Перед сваркой подварочного шва корень основного шва очищают от шлака и зачищают до металлического блеска.
При необходимости удаления вертикального шва по всей высоте стенки (рулонируемые резервуары) его вырезку и ремонт производить участками, не превышающими высоту пояса; вертикальные стыки поясов стенки из листов толщиной до 5 мм разрешается собирать внахлестку, сваривая их с наружной и с внутренней стороны резервуара; соединение листов кровли и днища резервуара должно выполняться внахлестку с наложением сварочного шва с наружной стороны (в нижнем положении).
4.5.24. Ручную сварку стыковых швов при ремонте резервуаров следует выполнять обратноступенчатым способом. Длина ступени не должна превышать 200 - 250 мм. Сварку основного шва выполняют в несколько слоев в зависимости от толщины металла в соответствии с таблицей 10.
Таблица 10
|
Толщина листов, мм |
4 - 5 |
6 - 7 |
8 - 9 |
10 - 12 |
12 - 14 |
|
Число слоев |
1 |
2 |
2 - 3 |
3 - 4 |
3 - 4 |
4.5.25. Многослойную сварку стыков на низколегированной стали (при толщине более 6 мм) рекомендуется выполнять короткими участками так, чтобы последующий шов накладывался на неостывший слой. На последние слои, имеющие температуру около 200°С, по линии их стыка накладывают отжигающий валик, края которого должны отстоять на 2 - 3 мм от ближайших границ проплавления.
4.5.26. Механизированная сварка (автоматами и полуавтоматами) при ремонте резервуаров может применяться только при сварке днищ и швов, прикрепляющих стенку к днищу и центральную часть металлического понтона к коробам в соответствии с требованиями ГОСТ 8713-79 «Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры».
4.5.27. В процессе выполнения механизированной сварки при случайном перерыве в работе сварку разрешается возобновлять после очистки концевого участка шва длиной 50 мм и кратера от шлака; этот участок и кратер следует полностью покрыть швом.
4.5.28. Ремонт негерметичных клепаных соединений резервуаров допускается выполнять наложением на дефектные места (с последующей обваркой по контуру) коробчатых элементов.
4.6. Ремонт резервуаров без применения огневых работ
Ремонт с помощью компонентов на основе эпоксидных смол
4.6.1. Исправление дефектных мест с использованием эпоксидных составов не обеспечивает прочности конструкции и при ремонте резервуаров и понтонов применяют только для герметизации:
- внутренней поверхности резервуаров, кровли и верхних поясов, которые имеют большое число сквозных коррозионных повреждений;
- сварных соединений, имеющих мелкие трещины, и участков с отпотинами в верхних поясах стенки;
- поплавков понтона;
- клепаных соединений резервуаров;
- прокорродированных участков днища и первого пояса стенки.
4.6.2. Герметизация дефектных мест кровли и стенки осуществляется с наружной стороны резервуара без его дегазации.
4.6.3. Герметизация дефектных мест понтона и днища осуществляется при дегазированном резервуаре (при санитарной норме содержания паров нефтепродукта). Правила охраны труда при работе с эпоксидными составами приведены в приложении 16.
4.6.4. Герметизация мелких трещин должна осуществляться после установления границ трещин, засверловки отверстий диаметром 6 - 8 мм по концам трещин. Во избежание образования искры засверловку трещин рекомендуется выполнять ручной дрелью. Место засверловки следует густо смазать техническим вазелином.
4.6.5. Подготовка мест для наложения герметизирующих наклеек должна осуществляться далее границ дефектного места на 40 - 80 мм с помощью безыскровых приспособлений.
4.6.6. Для ремонта резервуаров рекомендуется применить эпоксидные композиции (клей) холодного отвердения, составы которых приведены в таблице 11.
Таблица 11
Составы клеевых композиций
|
Компонент |
Состав (в массовых частях) |
|
|
I |
II |
|
|
Смола эпоксидная непластифицированная ЭД-20 |
100 |
100 |
|
Дибутилфталат (пластификатор) |
15 |
- |
|
Смола низкомолекулярная полиамидная Л-20 |
- |
50 |
|
Пудра алюминиевая (наполнитель) |
10 |
10 |
|
Полиэтиленполиамин (отвердитель) |
10 |
10 |
Примечание. Низкомолекулярная полиамидная смола Л-20 вводится в состав вместо полиэтиленполиамина и дибутилфталата в качестве отвердителя и одновременно пластификатора.
4.6.7. Ремонт незначительных дефектов на верхних поясах стенки, кровли и других элементах может осуществляться путем наложения металлических заплат на клее на основе эпоксидной смолы ЭП-0010.
Составы клеевых композиций приведены в таблице 12.
Таблица 12
Составы клеевых композиций
|
Компонент |
Состав (в массовых частях) |
||
|
I |
II |
III |
|
|
Эпоксидная смола ЭП-0010 |
100 |
100 |
100 |
|
Отвердитель полиэтиленполиамин |
10 |
10 |
8 |
|
Асбест хризотиловый |
15 |
- |
10 |
|
Цинковый порошок |
- |
20 |
10 |
4.6.8. Перед началом работ по ремонту резервуаров с применением эпоксидных клеевых составов работников необходимо ознакомить с технологией производства работ, правилами охраны труда и санитарно-профилактическими мероприятиями при работе с эпоксидными клеями.
4.6.9. Крупные дефектные места ремонтируют эпоксидными составами с укладкой не менее двух слоев армирующей ткани - стеклоткани, бязи и др.
Каждый армирующий слой должен перекрывать края дефектного листа и ранее уложенного армирующего слоя на 20 - 30 мм. На верхний армирующий слой наносят слой эпоксидного клеевого состава с последующим лакокрасочным покрытием.
4.6.10. Клееармированная конструкция после нанесения каждого слоя на дефектное место уплотняется (прикатывается) металлическим роликом для удаления воздушных пузырей и возможных каверн между слоями и металлом.
4.6.11. Сплошная коррозия днища и части первого пояса стенки с большим числом отдельных или групповых каверн ремонтируется нанесением сплошного армирующего покрытия на дефектное место.
4.6.12. Ремонт днища и первого пояса стенки резервуара выполняют с применением эпоксидной шпатлевки ЭП-0010 и отвердителя - гексаметилендиамина (в массовых долях: шпатлевка - 100, отвердитель - 8,5).
4.6.13. Перед нанесением эпоксидных покрытий с поверхности первого пояса стенки и днища удаляют ржавчину пескоструйным аппаратом или другим способом. Очищенную поверхность протирают авиационным бензином и в короткий срок покрывают эпоксидной грунтовкой.
Состав эпоксидной грунтовки (массовые доли): ЭП-0010-100; отвердитель - 8,5; растворитель Р-40. Количество растворителя Р-40 при нанесении грунтовки краскопультом не должно превышать 35 массовых долей, при нанесении вручную допускается до 45 массовых долей.
4.6.14. Отдельные раковины, свищи и другие дефекты предварительно шпатлюют основным покрытием следующего состава (в массовых долях): шпатлевка ЭП-0010 - 100; отвердитель (гексаметилендиамин) - 8,5; наполнитель (пудра алюминиевая) - 100.
4.6.15. Испытание и ввод в эксплуатацию отремонтированного резервуара должны осуществляться не ранее, чем через семь суток после окончания ремонта.
4.6.16. Качество ремонтных работ с применением эпоксидных составов обеспечивается постоянным и строгим пооперационным контролем всего технологического процесса. Пооперационный контроль предусматривает систематическую проверку:
- соответствия исходных материалов их паспортным данным и срокам хранения;
- условий их хранения;
- качества подготовки поверхности ремонтируемых участков резервуара;
- правильности дозировки компонентов клея, тщательности их перемешивания при подготовке компаундов и клеевых композиций;
- внешнего вида и вязкости компонентов клея;
- сроков использования клея в соответствии с установленным сроком сохранения его эксплуатационных качеств;
- чистоты тары для компаундов, отвердителей и готовых композиций;
- температурно-временпых режимов отвердения клея.
Ремонт с помощью полимерных клеев «СПРУТ»
4.6.17. Клеевое покрытие «Спрут» наносится на защищенную внутреннюю или внешнюю поверхность резервуара шпателем для заделки трещин, свищей и другие повреждений.
Основные технические характеристики клея приведены в таблице 13.
Таблица 13
Основные технические характеристики клея «Спрут»
|
Наименование показателей |
Показатели |
|
Внешний вид клеевой массы |
Вязкая прозрачная масса зеленоватого цвета |
|
Температурный интервал нанесения на поверхность, °С |
От 0 до 60 |
|
Время отвердения, часы |
От 4 до 12 |
|
Прочность при отрыве по ГОСТ 14760, МПа, не менее |
|
|
через одни сутки |
10 |
|
через семь суток |
15 |
4.6.18. Соотношение компонентов и последовательность их введения при приготовлении клея «Спрут» приведена в таблице 14.
Таблица 14
Соотношение компонентов и последовательность их введения при приготовлении клея «Спрут»
|
Наименование компонентов |
Массовые части |
Последовательность введения |
|
Основа |
100 |
1 |
|
Продукт АТЖ-М |
70 |
2 |
|
Инициатор |
4 |
3 |
4.6.19. Соотношение компонентов при приготовлении ряда других клеевых композиций типа «Спрут» приведены в таблице 15.
Таблица 15
|
Наименование композиции |
Состав, массовые части |
|||
|
Основа |
АТЖ-М |
НК-1 |
ПМЭК |
|
|
Спрут 9М |
100 |
70 |
- |
4 |
|
Спрут-5МДИ |
100 |
- |
2 |
2 |
|
Спрут- 12 |
100 |
70 |
2 |
2 |
|
Адгезив -НС |
100 |
60 |
2 |
2 |
|
Адгезия-НБ |
100 |
60 |
4 |
4 |
|
Композит «В» |
100 |
- |
4 |
4 |
4.6.20. Составы и назначение клеевых покрытий и шпатлевок на основе клея «Спрут»-9М2 приведены в таблице 16.
Таблица 16
|
Наименование |
Компоненты клея, массовые части |
Наполнители, массовые части |
Назначение |
|||
|
Основа |
Продукт АТЖ-М |
Инициатор |
Алюминиевая пудра |
Тальк |
||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Клеевое покрытие армированное |
100 |
70 |
4 |
|
+ |
Для заделки трещин, пробоин, свищей в резервуарах |
|
Клеевое покрытие с наполнителем |
100 |
70 |
4 |
10 |
|
Для антикоррозионной защиты стальных резервуаров |
|
Шпатлевка |
100 |
70 |
4 |
100 |
|
Для шпатлевки раковин, каверн на стальных поверхностях |
4.6.21. На компоненты, используемые для применения клея типа «Спрут» должны быть сертификаты, подтверждающие их соответствие техническим условиям
Ремонт резервуаров с помощью молекуляр-металлов (химическая холодная сварка)
4.6.22. Одним из методов ремонта резервуаров без применения сварочных работ является применение новых технологий - химическая холодная сварка «Диамант». Метод основан на применении металлического двухкомпонентного материала, который взаимодействует с ремонтируемым металлом на молекулярном уровне. Химическая холодная сварка эффективный и быстрый способ заделки трещин, отверстий, коррозионных повреждений, устранения утечек нефтепродукта. Холодная сварка может применяться при температурах ниже 0°С. Возможно проведение ремонта систем находящихся под небольшим давлением.
4.6.23. Для приготовления клеевого состава для холодной сварки используют два компонента «Диамант» и «Стандарт». Компоненты, представляющие собой жидкие, пастообразные вещества или металлические порошки, смешиваются в равных долях до получения однородной массы. При смешении необходимо следить за единым цветом смеси. Светлые полосы в смеси свидетельствуют о том, что компоненты А и В не тщательно размешались.
4.6.24. На предварительно очищенную и обезжиренную поверхность смесь наносится шпателем или кистью слоями любой толщины. Для создания особопрочных соединений холодную сварку комбинируют со стеклотканью. Отвердение смеси происходит при 20°С через 2 - 3 часа.
Более высокая температура ускоряет, а более низкая замедляет процесс отвердения.
4.6.25. Качество работ обеспечивается соблюдением технологических требований и контролем за их выполнением. На поверхности отремонтированного участка не допускаются скопление пор, раковин глубиною более 1,0 мм, одиночные несплошности в виде трещин или в любой другой форме, участки рыхлот более 10 % от площади «заплаты».
4.6.26. Ремонтные работы, выполненные материалами «Диамант», контролируются методом цветной дефектоскопии.
4.7. Ремонт резервуаров с двойной стенкой
4.7.1. Работы по ремонту резервуаров выполняются в соответствии с рекомендациями по результатам технического диагностирования резервуаров в соответствии с РД 08-95-95 «Положение о системе технического диагностирования сварных вертикальных цилиндрических резервуаров для нефти и нефтепродуктов».
4.7.2. Перед проведением ремонтных работ жидкость (этиленгликоль) или инертный газ (азот), находящиеся в межстенном пространстве резервуара, удаляются закрытым способом через дренажный трубопровод. Затем через патрубок продувки межстенное пространство продувается воздухом и просушивается.
4.7.3. Конструкция резервуаров должна предусматривать возможность проведения механизированной пожаровзрывобезопасной очистки от остатков хранимого топлива, дегазации и продувки при их ремонте, обеспечивать проведение операций по опорожнению и обесшламливанию (удалению подтоварной воды).
4.7.4. Диагностирование резервуаров должно носить комплексный характер для выявления всех факторов, влияющих на безопасность их эксплуатации, и в соответствии с разделом 1 настоящего Руководства.
В объем диагностирования входят:
- анализ технической документации на резервуар;
- визуальный осмотр резервуара;
- исследование коррозионного состояния резервуара;
- пневматические или гидравлические испытания резервуара в межстенном пространстве и т.д.
4.7.5. Подготовительные работы перед проведением ремонта, а также ремонт резервуаров с применением и без применения огневых работ выполняются в соответствии с частью II ( п.п. 4.2, 4.3) настоящего Руководства.
Дефектные участки стенок резервуара подлежат частичному или полному удалению и ремонту.
4.7.6. В процессе эксплуатации резервуары подвергаются коррозии как с наружной, так и с внутренней стороны. Для долговременной защиты стенок (внутренней и наружной) резервуаров проводят работы по нанесению на предварительно подготовленную поверхность изоляционных покрытий.
4.7.7. На прогрунтованную наружную поверхность резервуаров наносят эпоксидные битумно-резиновые, битумно-полимерные мастики и полимерные ленты. Внутренние поверхности наземных и подземных резервуаров покрывают антикоррозионными лакокрасочными материалами в 2 - 4 слоя с последующей сушкой каждого нанесенного слоя в отдельности.
4.7.8. После завершения работ по антикоррозионной защите поверхностей оформляется акт приемки резервуара в эксплуатацию, к которому прилагается паспорт на применяемые материалы.
4.8. Ремонт (бандажирование) стенок резервуаров
4.8.1. Усиление эксплуатирующихся резервуаров проводится бандажированием с целью восстановления несущей способности нижних поясов стенки (1 - 4 пояс), имеющих коррозионный износ в пределах до 20 % от первоначальной толщины листа.
4.8.2. Бандажные усиления для укрепления стенки и повышения ее несущей способности, надежности конструкции при эксплуатации целесообразно устанавливать на резервуарах вместимостью от 1000 до 10000 м3 как полистовой, так и рулонной сборки.
4.8.3. Бандажные усиления представляют собой разъемные стальные кольца, состоящие из 4 - 6 полос (в зависимости от длины полосы и диаметра резервуара), стянутых с помощью резьбовых соединений.
На резервуаре может быть установлено от 10 до 20 колец по высоте четырех поясов в зависимости от коррозионного износа металла и геометрического сечения полосы. Необходимое количество колец определяется расчетом.
4.8.4. Монтажные работы по установке бандажных усилений следует совмещать с проведением ремонта резервуара, подготовленного к выполнению огневых работ.
4.8.5. Решение на усиление резервуара или группы резервуаров бандажами принимается техническими службами предприятий или территориальных объединений Компании после получения результатов обследования и комплексной дефектоскопии резервуаров.
4.8.6. На каждый резервуар, намеченный к проведению работ по усилению, должен разрабатываться индивидуальный технический проект с учетом его технического состояния. В проекте приводятся:
- краткие сведения о техническом состоянии резервуара;
- расчетная часть;
- организация монтажных работ;
- рекомендации по дальнейшей эксплуатации усиленного резервуара.
4.8.7. Резервуар после завершения комплекса ремонтных работ и монтажа бандажных колец должен пройти гидравлические испытания согласно установленным правилам. По завершению испытаний составляется акт о вводе его в эксплуатацию, в котором указывается предельный уровень наполнения усиленного резервуара.
4.9. Ремонт металлических и пенополиуретановых (ППУ) понтонов и теплоизоляции
4.9.1. Подготовка к ремонтным работам в резервуаре с ППУ - понтоном состоит из следующих операций:
- зачистки резервуара;
- промывки поверхности ППУ;
- дегазации резервуара, в т.ч. методом принудительной вентиляции.
4.9.2. Поверхность понтона промывается с помощью моющего раствора типа МЛ (концентрацией 0,1 % при температуре 60°С). Направлять струю острого пара на понтон из ЦПУ запрещается.
4.9.3. Для ремонта только ППУ-понтона концентрация углеводородов снижается до санитарных норм. При этом затвор понтона должен быть отжат по периметру от стенки резервуара без нанесения механических повреждений с помощью деревянных клиньев или других отжимных приспособлений.
4.9.4. Отбор проб паровоздушной смеси производится из следующих точек под понтоном; из полостей защитной трубы ПСР, перфорированной трубы для замера уровня и отбора проб, центральной стойки и в нескольких местах непосредственно под затвором.
4.9.5. Концентрация паров вредных веществ не должна превышать допустимых значений по ГОСТ 12.1.005.
4.9.6. При ремонтных работах в предварительно зачищенном и дегазированном резервуаре с ППУ-понтоном производится зачистка дефектных мест (вокруг трещин, проломов и т.д.). Под проломы подгладываются металлические, фанерные и прочие пастилы, покрытые смазкой или полиэтиленовой пленкой. Затем дефектные места напыляются (заливаются ППУ).
4.9.7. Надрезы и неплотно прилегающие к стенке и другим элементам резервуара части затвора ремонтируются путем вклеивания секторов и сегментов эластичного ППУ соответствующей конфигурации. Между затвором и стенкой резервуара прокладывается полоска полиэтиленовой пленки во, избежание прилипания затвора к стенке. Отремонтированные поверхности ковра и затвора, а также изношенное покрытие понтона, покрываются латексом.
У опорных стоек монолитного понтона из ППУ проверяется действие выдвигающихся частей с последующим ремонтом, Затем, как и у стационарной опоры, при необходимости восстанавливается антикоррозионное покрытие.
4.9.8. При ремонте теплоизоляции резервуаров и трубопроводов из ППУ дефектные места (отслоения, смятия и пр.) очищаются до металла. Затем металл зачищается, покрывается грунтовкой, и на него напыляется ППУ. Аналогично ремонтируются трещины теплоизоляции из ППУ. При ремонте теплоизоляции на верхних поясах резервуаров применяются люльки различных конструкций или автоподъемники.
Дефектные участки теплоизоляции из ППУ на трубопроводах небольшого диаметра удаляются; металл трубы защищается, покрывается антикоррозионным покрытием. В цилиндрической скорлупе вырезается продольный сектор, который после монтажа скорлупы на трубопроводе вклеивается на свое место.
Для труб диаметром 250 мм теплоизоляция может восстанавливаться методом напыления. Отремонтированные участки трубопроводной теплоизоляции из ППУ обматываются пленкой, покрываются кожухом из металла или другого материала.
4.9.9. Проведение сварочных работ и других огневых работ с открытым пламенем в период ремонта понтона не допускается.
4.9.10. Перед производством огневых работ на резервуаре с ППУ-понтоном должно быть осуществлено проведение всех мероприятий, обеспечивающих пожарную безопасность, в том числе инструктаж работников, проводящих ремонтные работы.
4.9.11. При загорании теплоизоляции или понтона из ППУ нахождение работников с подветренной стороны категорически запрещается.
4.9.12. При ремонте понтона освещение обеспечивается светильниками во взрывобезопасном исполнении.
4.9.13. При удалении и исправлении дефектных мест кровли, корпуса резервуара, приварке воротников защитной трубы ПСР, трубы для замера уровня и отбора проб, центральной стойки, герметизации верхнего уторного уголка с применением огневых работ должны быть приняты меры, предотвращающие попадание на понтон раскаленного металла.
Поверхность ППУ должна быть защищена от сварочных брызг с помощью различных средств: кошмы, листового асбеста или паронита, металлических листов, воздушно-механической пены и др.
4.9.14. Работы по ремонту понтонов из ППУ производятся в защитной спецодежде. Кроме того, при вклеивании деталей затвора и нанесении латексного покрытия используется респиратор, а при напылении - фильтрующие противогазы.
4.9.15. К ремонту понтонов из ППУ допускаются лица, прошедшие предварительную подготовку и медицинское освидетельствование.
5. ОБОРУДОВАНИЕ, МЕХАНИЗМЫ И МАТЕРИАЛЫ ДЛЯ РЕМОНТА РЕЗЕРВУАРОВ
5.1. При проведении ремонта может быть применено следующее оборудование, приспособления и инструмент:
- грузоподъемные механизмы (лебедки, краны, домкраты, тельферы);
- такелажное оборудование и оснастка;
- устройства и приспособления для работы на высоте (инвентарные строительные леса, подмости, навешиваемые и прикрепляемые на крыше резервуара люльки, стремянки и т.п.);
- оборудование и инструмент для резки металла, сварных соединений;
- сварочное оборудование и инструмент для выполнения сварочных работ (ручная электродуговая сварка, сварка полуавтоматами и т.п.);
- строительное оборудование для производства работ по устранению осадок резервуара, укреплению и уплотнению оснований и фундаментов;
- вспомогательные монтажные приспособления и инструмент (клинья, скобы, тросы, стяжки, талрепы, молотки, кувалды и т.п.);
- материалы (швеллеры, утолки, тавровые и двутавровые балки и другая сортаментная сталь);
- приспособления и приборы для проведения испытаний на прочность и герметичность (вакуум-камеры, насосы, манометры);
измерительный инструмент (рулетки, штангенциркули, кронциркули и т.п.);
- средства индивидуальной защиты и спецодежда (монтажные каски, предохранительные пояса и т.п.).
5.2. Для ремонта резервуаров следует применять приспособления и инструмент, выпускаемые серийно промышленностью и имеющие заводскую маркировку. Целесообразно применять наиболее прогрессивное технологическое оборудование, обеспечивающее высокую производительность ведения ремонтно-монтажных работ и значительно снижающее использование ручного труда.
5.3. Грузоподъемные механизмы, такелажное оборудование и оснастка должны подвергаться техническим освидетельствованиям в сроки, устанавливаемые инструкциями и ведомственными службами Госгортехнадзора России.
Сроки и даты проверки, допустимые нагрузки, грузоподъемность указываются на регистрационных табличках, установленных на соответствующем оборудовании и механизмах.
5.4. Работы по подъему, перемещению, транспортированию грузов должны выполняться в соответствии с ГОСТ 12.3.009-76 и ГОСТ 12.3.020-80.
5.5. Оборудование для резки, сварки, электрооборудование должно быть работоспособным, находиться в исправном состоянии, проверено перед проведением работ, а также удовлетворять требованиям электро- и пожаробезопасности, правилам охраны труда, ПУЭ.
5.6. Измерительный инструмент и приборы, используемые для определения линейных, массовых, объемных, электрических и других величин должен иметь метрологическую аттестацию и поверяться в сроки, определяемые Госстандартом или ведомственной метрологической службой.
5.7. Для ремонта и замены дефектных участков стенки, окрайка днища, несущих конструкций и колец жесткости, кровли резервуаров (в том числе повышенного давления), понтонов и плавающих крыш резервуаров, эксплуатируемых в районах с различной расчетной температурой наружного воздуха, в зависимости от вместимости резервуаров рекомендуется применять необходимые марки сталей, которые должны соответствовать требованиям государственных стандартов или технических условий и удостоверяться сертификатами заводов-поставщиков.
5.8. Для ремонта стенки и днища горизонтальных сварных резервуаров следует применять сталь марки ВСт3сп3 по ГОСТ 380-94 «Сталь углеродистая обыкновенного качества. Марки».
Для ремонта стенки и днища резервуаров емкостью 3 и 5 м3, а также для колеи жесткости, треугольных опорных диафрагм и стяжных хомутов резервуаров всех емкостей в районах с расчетной температурой до минус 30°С допускается применение стали марки Ст3кп2 по ГОСТ 380-94.
5.9. При ремонте теплоизоляции резервуаров и трубопроводов из ППУ дефектные места (отслоения, смятия и пр.) очищаются до металла. Затем металл зачищается, покрывается грунтовкой, и на него напыляется ППУ. Аналогично ремонтируются трещины теплоизоляции из ППУ. При ремонте теплоизоляции на верхних поясах резервуаров применяются люльки различных конструкций или автоподъемники.
5.10. Для ремонта и устранения дефектов с применением эпоксидных составов должны применяться следующие материалы: эпоксидная смола ЭД-20, смола низкомолекулярная полиамидная Л-20, полиэтиленполиамин, дибутилфталат, стеклоткань, пудра алюминиевая ПАК-1, ацетон технический, наждачная бумага № 3 - 5, шпатлевка ЗП-0010. толуол технический, бензин, гексаметилендиамин, растворитель Р-4.
6. КОНТРОЛЬ КАЧЕСТВА РЕМОНТНЫХ РАБОТ, ИСПЫТАНИЯ И ВВОД РЕЗЕРВУАРОВ В ЭКСПЛУАТАЦИЮ
6.1. При ремонте резервуаров применяются следующие виды контроля качества сварных соединений:
- визуальный контроль;
- измерительный контроль;
- контроль герметичности сварных швов методом керосиновой пробы, избыточного давления, вакуумных камер или цветной дефектоскопии;
- физические (радиография или ультразвуковая дефектоскопия) для определения внутренних дефектов;
- гидравлические и пневматические испытания.
6.2. Визуальному контролю должны подвергаться 100 % ремонтируемых сварных соединений.
6.3. К недопустимым внешним дефектам сварных резервуаров относятся трещины любых видов.
6.4. Контроль качества сборочных и сварочных работ при ремонте резервуаров проводится в соответствии с ГОСТ 23118-99 «Конструкции металлические строительные. Общие технические условия».
6.5. Контроль выполненных работ осуществляют:
- визуальным осмотром мест и элементов исправления в процессе сборки, сварки резервуаров с измерением геометрических параметров сварных швов;
- испытанием швов на герметичность;
- проверкой сварных соединений рентгено- и гамма-просвечиванием или другими физическими методами;
- окончательным испытанием резервуара на прочность, устойчивость и герметичность.
6.6. Наружному осмотру подвергаются 100 % всех сварных соединений, выполненных при ремонтных работах.
6.7. В старых клепаных резервуарах подвергаются проверке заклепочные соединения в зонах, прилегающих к ремонтируемому участку. Проверку выполняют простукиванием легким молотком по головкам заклепок (качественные заклепки не издают дребезжащего звука), затем проверяют герметичность вакуум-методом.
6.8. Контроль сварных соединений посредством визуального осмотра необходимо проводить на соответствие требованиям ГОСТ 8713, ГОСТ 23118. Внешнему осмотру и измерению геометрических размеров сварных швов подлежат все сварные соединения четырех нижних поясов и прилегающие к ним зоны основного металла на расстоянии не менее 20 мм, которые перед осмотром должны быть очищены от краски, грязи и нефтепродукта.
6.9. Визуальный осмотр, измерения геометрических размеров швов проводятся шаблонами в условиях достаточной освещенности с целью выявления следующих наружных дефектов:
- несоответствия размеров швов требованиям проекта, ГОСТ 23118;
- трещин всех видов и направлений; подрезов, прожогов, незаваренных кратеров, непроваров, пористости и других технических дефектов,
- отсутствия плавных переходов от одного сечения к другому; несоответствия общих геометрических размеров сварного узла требованиям проекта.
6.10. Геометрические размеры стыковых, нахлесточных и угловых швов измеряются с целью определения с помощью шаблонов соответствия их размеров требованиям проекта и стандартов.
6.11. При осмотре сварных швов окрайка днища с наружной стороны необходимо установить качество сварки стыкуемых кромок по всему периметру, а также измерить расстояние между сварными швами окрайка днища и вертикальными сварными швами первого пояса.
6.12. Стыки нижнего пояса стенки резервуаров и листов днища, а также стыки верхнего пояса стенки и верхнего обвязочного уголка должны быть расположены в разбежку. Расстояние между стыками смежных элементов должно быть не менее 200 мм, а расстояние между монтажными стыками - не менее 500 мм.
6.13. Вертикальные сварные швы первого пояса стенки резервуара не должны быть расположены между приемо-раздаточными патрубками.
6.14. Все сварные соединения, выполненные в период ремонтных работ, подвергаются 100 %-ному контролю на герметичность вакуум-методом или керосиновой пробой.
6.15. Сварные стыковые и нахлесточные соединения стенки, сваренные сплошным швом с наружной стороны и прерывистым с внутренней, проверяют на герметичность путем обильного смачивания их керосином.
В зимних условиях для ускорения процесса контроля разрешается смачивать сварные соединения керосином, предварительно нагретым до температуры 60 - 70°С. В этом случае процесс контроля герметичности сокращается до 1 часа.
6.16. Испытание на герметичность сварных соединений днища резервуаров производится вакуум-методом.
6.17. Контролю вакуум-методом подвергают сварные соединения днищ, центральной части понтона и плавающей крыши.
6.18. Испытание на герметичность сварных соединений закрытых коробов понтона и плавающих крыш проводят путем нагнетания в них воздуха компрессором до избыточного давления 1 кПа с одновременным смазыванием всех наружных швов мыльным раствором или другим пенным индикатором.
6.19. Испытания на герметичность сварных соединений кровли и обвязочного уголка проводят одним из следующих способов: вакуум-камерой, керосином или внутренним избыточным давлением воздуха.
В резервуарах повышенного давления при испытании герметичности кровли на избыточное давление необходимо при достижении эксплуатационного давления проявлять осторожность (медленное повышение давления) во избежание потери устойчивости торовой части.
6.20. Обнаруженные в процессе испытания на герметичность дефекты в сварных соединениях отмечают мелом или краской, удаляют на длину дефектного места плюс 15 мм с каждого конца и заваривают вновь.
Исправленные дефекты в сварных соединениях должны быть вновь подвергнуты повторному контролю на герметичность. Исправлять одно и то же дефектное место разрешается не более двух раз.
Обнаруженные дефекты в сварных соединениях кровли резервуара (не повышенного давления) устраняют повторной подваркой без удаления дефектных участков.
6.21. Отремонтированные участки сварных стыковых соединений окрайка днища и вертикальных стыковых соединений первого пояса, соединений второго, третьего и четвертого поясов (преимущественно в местах пересечений этих соединений с горизонтальными) резервуаров вместимостью 2000 м3 и более подвергаются контролю просвечиванием - рентгено- или радиографированием.
Оценка качества сварных соединений по данным просвечивания осуществляется в соответствии с требованиями ГОСТ 7512.
Просвечивание осуществляется до гидравлического испытания резервуара.
Допускается контроль швов ультразвуковым методом с последующим просвечиванием дефектных и сомнительных мест.
В резервуарах вместимостью до 1000 м3 с разрешения главного инженера допускается контроль качества сварных швов керосином.
Сварные соединения двух нижних поясов стенки резервуаров вместимостью 2000 м3 и более, изготовленных из кипящей стали, после среднего или капитального ремонта должны подвергаться 100 %-ному контролю просвечиванием.
6.22. Окончательные испытания резервуара на прочность, устойчивость и герметичность проводят в случае среднего или капитального ремонта основания, днища, окрайка, стенки, покрытия и анкерных устройств (за исключением работ по герметизации и устранению мелких дефектов отдельных мест кровли, днища и верхних поясов стенки), посредством заполнения резервуара водой на полную высоту и создания соответствующего избыточного давления или вакуума.
6.23. В процессе испытания ведется наблюдение за появлением возможных дефектов в отремонтированных местах: в стыковых соединениях стенки, в сопряжении стенки с днищем и других ответственных соединениях.
Если в процессе испытания по истечении 24 часов на поверхности стенок резервуара или по краям днища не появится течи и уровень воды в резервуаре не будет снижаться, то резервуар считается выдержавшим гидравлическое испытание,
6.24. После окончания гидравлического испытания резервуара и спуска воды для проверки качества отремонтированного основания (равномерности осадки) проводится нивелирная съемка по периметру резервуара не менее, чем в восьми точках и не реже, чем через 6 м.
6.25. Контроль геометрической формы стенки после исправления значительных выпучин и вмятин осуществляется путем измерения отклонения середины и верха каждого пояса по отношению к вертикали, проведенной из нижней точки первого пояса в местах исправлений. Измерения отклонений стенки резервуара от вертикали при заполнении его до расчетного уровня проводят по отвесу, геодезическими и другими способами.
6.26. Качество ремонта понтона (плавающей крыши) и уплотняющего затвора проверяют путем подъема и опускания понтона при заполнении резервуара водой.
При подъеме и опускании понтона (плавающей крыши) ведется контроль за работой уплотняющего затвора с целью выявления возможного заклинивания, неплотного прилегания, перекосов и неплавного его хода. Места дефектов фиксируют и устраняют.
6.27. После выполнения комплекса окончательных испытаний и при отсутствии дефектов в виде свищей, трещин, вмятин или значительных деформаций, превышающих допустимые отклонения согласно ГОСТ 23118, испытание считается законченным и в установленном порядке составляется акт о приемке и вводе резервуара в эксплуатацию с приложением документации на выполненные работы ( приложение 17).
7. ОХРАНА ТРУДА И ТРЕБОВАНИЯ ПОЖАРНОЙ БЕЗОПАСНОСТИ ПРИ РЕМОНТЕ РЕЗЕРВУАРА
7.1. Меры пожарной безопасности и безопасных условий труда определяются исходя из конкретных условий проведения ремонтных работ, при условии строго исполнения действующих норм и правил по пожарной безопасности и охране труда.
7.2. К огневым работам относятся производственные операции, связанные с применением открытого огня, новообразованием и нагреванием до температуры, способной вызвать воспламенение материалов и конструкций (электрическая и газовая сварка, бензиновая, керосиновая или кислородная резка, кузнечные и котельные работы с применением паяльных ламп и разведением открытого огня).
7.3. Ответственность за обеспечение мер пожарной безопасности при проведении огневых работ возлагается на руководителя предприятия, а также лиц, в установленном порядке назначенных ответственными за обеспечение пожарной безопасности.
7.4. К производству огневых работ допускаются работники, выдержавшие испытания по специальной подготовке и имеющие соответствующие квалификационные удостоверения и талоны по охране труда и пожарной безопасности.
7.5. Огневые работы следует производить в светлое время суток (за исключением аварийных ситуаций) по письменному разрешению технического руководителя (начальника, заместителя начальника ЛПДС, НП, НС, согласованному с начальником пожарной службы).
7.6. Выполнение огневых работ проводится только после оформления наряда-допуска на проведение работ повышенной опасности.
7.7. Для организации подготовки и проведения огневых работ назначаются работники из числа инженерно-технического персонала, ответственные за проведение мероприятий, обеспечивающих пожаровзрывобезопасность подготовительных и огневых работ.
7.8. Огневые работы можно производить только после выполнения всех подготовительных мероприятий, обеспечивающих полную безопасность работ.
7.9. При проведении огневых работ рабочие должны быть обеспечены спецодеждой не имеющей следов нефтепродуктов, защитными масками (очками) и другими специальными средствами защиты.
7.10. При проведении огневых работ на рабочем месте должны быть размещены первичные средства пожаротушения.
7.11. Огневые работы производятся только в присутствии ответственного за выполнение этих работ.
7.12. При проведении огневых работ в резервуаре все люки (лазы) должны быть открыть.
7.13. Все роботы в резервуаре должны контролироваться снаружи работниками (не менее двух), прошедшими инструктаж и имеющими шланговый противогаз.
7.14. При проведении огневых работ баллоны со сжатым, сжиженным и растворенными газами не должны иметь контактов с электропроводящими кабелями.
7.15. Огневые работы должны проводиться исправным инструментом и заземленным сварочным оборудованием. Запрещено использовать приставные лестницы.
7.16. Во время проведения огневых работ в резервуаре любые другие работы запрещены.
7.17. Огневые работы должны быть немедленно прекращены при обнаружении несоблюдения мер безопасности, предусмотренных в наряде-допуске на огневые работы, появления в воздухе рабочей зоны паров нефтепродукта или горючих газов, а также возникновении опасной ситуации.
7.18. Ответственный за проведение огневых работ, при возникновении опасной ситуации, должен быть немедленно оповещен.
7.19. По окончании огневых работ место их должно быть тщательно проверено и очищено от раскаленных огарков, окалины или тлеющих предметов, а при необходимости залито водой.
8. КАРТЫ ПРИМЕРНЫХ ИСПРАВЛЕНИЙ ДЕФЕКТОВ В СТАЛЬНЫХ ЦИЛИНДРИЧЕСКИХ РЕЗЕРВУАРАХ
Карты примерных исправлений дефектов в стальных цилиндрических резервуарах распространяются на все случаи устранения дефектов (трещин, непроваров, вмятин и т.п.), обнаруженных в период их эксплуатации.
Карты являются иллюстрированным дополнением общих указаний, приведенных в настоящем Руководстве.
В картах приведены наиболее часто встречающиеся случаи образования дефектов в конструкциях металлических резервуаров и даны примеры устранения этих дефектов.
Трещины и другие дефекты, обнаруженные не в сварных соединениях, а в околошовной зоне, должны быть устранены аналогично методам, приведенным в указанных картах.
Дефекты, возникающие в конструкциях резервуаров, не предусмотренные настоящими картами, должны устраняться по отдельным решениям с разработкой технологии применительно к изложенным в картах случаям. Дефекты в конструкциях могут устраняться организацией, проводящей ремонтные работы, по специально разработанной и согласованной с заказчиком технологии.
1. Карты ремонта оснований стальных вертикальных цилиндрических резервуаров
|
Карта 1.1. Дефект Неравномерность осадки основания резервуара А превышает допустимое значение. |
|
|
Метод исправления I 1. На участке осадки к корпусу резервуара приваривают через 2,5 - 3 м ребра жесткости Б на расстоянии 0,4 м от днища. Сварной шов 8×100 мм через 1500 мм. 2. Под ребра жесткости устанавливают домкраты. Резервуар поднимают выше осадки на 40 - 60 мм. 3. Подбивают грунтовую смесь (супесчаный грунт, пропитанный битумом). 4. Резервуар опускают на основание. Ребра удаляют. 5. Смеси подбивают трамбовками: под днищем - вертикальными слоями, за пределами днища - горизонтальными слоями. Откосы выполняют в соответствии с требованиями основного проекта. |
|
|
Метод исправления II 1. На участке осадки резервуара приваривают через 10 - 12 м в двух-трех местах патрубки Б из трубы диаметром 520 мм (толщиной 8 - 10 мм) на расстоянии 0,6 - 0,8 м от днища. 2. С помощью трубоукладчика Q -60 тс резервуар поднимается за один из патрубков на высоту, превышающую величину осадки на 40 - 60 мм. 3. Подбивают грунтовую смесь с помощью специальных штанг-трамбовок. 4. Резервуар опускают на основание. Патрубки удаляют. |
|
|
Карта 1.2. Дефект Зазоры между бетонным кольцом основания А и окрайка днища Б - до 100 мм на значительном протяжении периметра корпуса резервуара В Метод исправления 1. Зазоры между бетонным кольцом и днищем утрамбовывают бетоном марки не ниже 100. 2. При необходимости работы по восстановлению вертикальности стенки резервуара, выполняют в соответствии с требованиями карты 8.1.1. |
|
|
Карта 1.3. Дефект Превышающая допуски равномерная осадка основания резервуара А, в районах с недостаточно устойчивыми грунтами. |
|
|
Метод исправления 1. Вокруг резервуара, на расстоянии 1 м от него, устраивают монолитное бетонное (бутобетонное) кольцо Б. Верх кольца должен быть ниже основания резервуара не менее чем на 50 мм. 2. Отмостки В устраивают согласно требованиям основного проекта. 3. Подходящие трубопроводы должны обеспечивать возможность осадки за счет гибких вставок или компенсирующих устройств. |
|
|
Карта 1.4. Дефект Местная просадка основания А под днищем резервуара Б (вне зоны окрайка) глубиной более 200 мм на площадке более 3 м кв. |
|
|
Метод исправления 1. В днище резервуара Б на участке пустоты вырезают отверстие В диаметром 200 - 250 мм для подбивки грунтовой смеси Г. В зависимости от площади просадки основания и удобства подбивки при необходимости вырезают дополнительные отверстия. 2. Пустоту засыпают грунтовой смесью Г (супесчаным грунтом, пропитанным битумом) и уплотняют глубинным вибратором, пневмотрамбовкой или вручную. 3. Вырезанное в днище отверстие закрывают круглой накладкой Д диаметром более отверстия на 100 мм и толщиной не менее толщины днища резервуара. 4. Накладку с днищем сваривают по всему контуру плотным швом. Примечание. В случае пропитки основания в зоне дефектного места нефтепродуктом допускается выемка гидрофобного грунта в указанной зоне глубиной 250 мм с последующей засыпкой и уплотнением сухим песком. |
|
|
Карта 1.5. Дефект Днище резервуара А не просело, а основание Б частично осыпалось. Между днищем и основанием образовался зазор. |
|
|
Метод исправления 1. На разрушенном участке подбивают грунтовую смесь пневмотромбовкой или вручную (супесчаный грунт, пропитанный битумом). 2. За пределами резервуара укладывают слой песчаного грунта В, а поверх него утрамбовывают изолирующий слой. 3. Откосы основания Г выполняют согласно проекту. Примечание. При ведении ремонтных работ в зимних условиях смесь для изолирующего слоя перед укладкой необходимо подогреть до 50 - 60°С. |
|
|
Карта 1.6. Дефект Значительная равномерная просадка стенки резервуара по всему периметру до 250 мм с резким прогибом окрайки днища на расстоянии до 500 мм от стенки; сварные соединения днища не нарушены. Метод исправления 1 . На отдельных участках стенки резервуара на расстоянии 0,4 м от днища приваривают через 2,5 - 3 м по периметру ребра жесткости (см. карту 8.1.1.). 2. Под ребра жесткости устанавливают домкраты. Участок стенки поднимают выше просадки на 50 мм. 3. Распускают сварные соединения приварки окрайка к центральной части днища и стенке резервуара. Окраек разрезают на отдельные части и удаляют из резервуара. 4. Укладывают слой гидрофобного грунта до проектной отметки основания и уплотняют трамбовкой. 5. Подводят под стенку части окрайка днища с технологической прокладкой. Части окрайка между собой сваривают встык, поджимают к стенке и приваривают двухсторонним тавровым швом. 6. Сваривают внахлест окраек с центральной частью днища, 7. Стенку опускают на основание, снимают домкраты и удаляют ребра жесткости. 8. Все сварные соединения проверяют на герметичность и проводят гидравлические испытания резервуара наливом воды до расчетного уровня. |
|

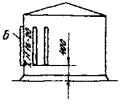
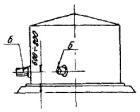
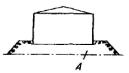


2. Карты ремонта днищ стальных вертикальных резервуаров
|
Карта 2.1 Дефект Продольная трещина А в сварном стыковом соединении окрайка днища, не доходящая до уторного уголка Б; в резервуарах без уторного уголка до корпуса В. Остальное выполнено качественно. |
|
|
Метод исправления 1. Расчищают дефектное место, выявляют границу трещины Г засверливают сверлом диаметром 6 - 8 мм. 2. Разделывают кромки трещины с зазором между ними 2 ± 1 мм. 3. Сварку дефектного места осуществляет на технологической подкладке Д в два слоя или более от засверловки до наружного края окрайка с обязательным выводом шва на технологическую подкладку. 4. Видимый конец технологической подкладки обрезают. |
|
|
Карта 2.2. Дефект Радиальная трещина А длиной не более 100 мм в окрайке днища Б, не доходящая до уторного уголка В или стенки Г снаружи или внутри резервуара. |
|
|
Метод исправления 1. Расчищают дефектное место трещины и концы ее Д засверливают сверлом диаметром 6 - 8 мм. 2. Разделывают кромки трещины с зазором между ними 2 ± 1 мм. 3. Сварку дефектных мест осуществляют на технологической подкладке Е в два слоя или более. Направление сварки указано стрелками, при сварке трещины на наружной части окрайка днища последовательность сварки принимается по карте 2.1. 4. Видимый конец технологической подкладки обрезают. |
|
|
Карта 2.3. Дефект Продольная трещина А в сварном стыковом соединении сегментного окрайка днища Б, не имеющей остающейся технологической подкладки. Трещина дошла до уторного уголка В или прошла под горизонтальной полкой, или вышла на горизонтальную полку уторного уголка и прошла под стенку Г резервуара, но не вышла на основной металл днища. |
|
|
Метод исправления 1. Расчищают дефектное место, вырезают уторный уголок длиной 500 мм (по 250 мм симметрично в обе стороны от трещины). 2. Выявляют границу трещины и ее конец Д засверливают сверлом диаметром 6 - 8 мм. 3. Разделывают кромки трещины с зазором между ними 2 ± 1 мм. 4. Сварку дефектного места окрайка осуществляют на технологической подкладке Е в два слоя или более. Сварку ведут одновременно два сварщика из-под стенки в противоположные стороны. 5. Приваривают стенку к сегментам окрайка днища в месте вырезки уторного уголка. 6. Приваривают торосы уторного уголка к стенке и сегментному окрайку днища герметичным швом. Направление и очередность сварки указаны стрелками и цифрами. 7. Видимый конец технологической подкладки обрезают. |
|
|
Карта 2.4. Дефект Сварная трещина А в сварном стыковом соединении сегментной окрайки днища Б, не имеющим технологической подкладки. Трещина прошла под уторный уголок В и стенкой резервуара Г вовнутрь и распространилась на основной металл днища Д. |
|
|
Метод исправления 1. Расчищают дефектное место, вырезают уторный утолок длиной 500 мм по 250 мм симметрично в обе стороны от трещины. 2. Выявляют границы трещины и ее конец Е засверливают сверлом диаметром 6 - 8 мм. 3. Разделывают кромки трещины с зазором между ними 2 ± 1 мм. 4. Сварку дефектного места осуществляют на технологической подкладке Ж в два слоя и более. Сварку ведут одновременно два сварщика из-под стенки в противоположные стороны. 5. Приваривают стенку к сегментной окрайке днища в месте вырезки уторного уголка. 6. Приваривают торцы уторного уголка к стенке и сегментному окрайку днища. Направление и очередность сварки указаны стрелками и цифрами. 7. Видимый конец технологической подкладки обрезают. |
|
|
Карта 2.5. Дефект То же, что и на карте 2.4 при сварке сегментных окрайков днища на остающихся технологических подкладках. |
|
|
Метод исправления То же, что и в карте 2.4, следующими дополнительными операциями: - после разделки кромок трещины ( п. 3) на расстоянии 150 мм от засверленного отверстия вырезают в днище круглое отверстие диаметром 100 мм; - через вырезанное отверстие подводят дополнительную технологическую планку И; - сварка - согласно п.п. 4, 5, 6 карты 2.4; - на круглое отверстие в днище подгоняют внахлест круглую закладку К толщиной, равной толщине листа и диаметром 200 мм и приваривают по всему контуру швом с катетом 4 - 5 мм. Направление и очередность сварки указаны стрелками и цифрами. |
|
|
Карта 2.6. Дефект I Поперечная трещина А в сварном стыковом соединении окрайка днища Б, распространившаяся на основной металл окраек. |
|
|
Дефект II Трещина А по основному металлу окрайка днища Б внутри или снаружи резервуара. |
|
|
Метод исправления 1. Расчищают дефектное место, устанавливают границы вырезаемого участка: ширина не менее длины трещины плюс 500 мм, а длина - по ширине окрайка. 2. Вырезают уторный уголок длиной не менее 1500 мм, симметрично в обе стороны от границы вырезаемого участка. 3. Выплавляют нахлесточное соединение приварки днища к окрайку 3 и угловой шов приварки стенки к окрайку 4. 4. Приподнимают участок днища в месте нахлесточного шва. 5. Вырезают дефектный участок окрайка днища. 6. Взамен вырезанного участка подгоняют встык вставку с зазорами 3 ± 1 мм. 7. Сварку вставки осуществляют в два слоя или более на технологических подкладках. Очередность и направление сварки указаны стрелками и цифрами. Сварные соединения 2, 3, 5 выполняют по аналогии с требованиями п.п. 4, 5, 6 карты 2.3. 8. Видимые концы технологических подкладок обрезают. |
|
|
Карта 2.7. Дефект Продольная трещина в сварном стыковом соединении или нахлесточном соединении полотнища днища с выходом А или без выхода Б на основной металл. Аналогичные трещины в местах пересечения соединений. |
|
|
Метод исправления 1. Расчищают дефектное место, выявляют границы трещины и концы се засверливают диаметром сверла 6 - 8 мм. Затем разделывают кромки трещины с последующей их сваркой. 2. Подгоняют к полотнищу днища внахлестку накладку В, толщиной не менее толщины дна резервуара и превышающей длину трещины 250 мм. Края накладки должны иметь закругления радиусом не менее 50 мм. 3. Сварку накладки с днищем осуществляют по контуру с катетом шва не более 4 - 5 мм. |
|
|
Карта 2.8 Дефект Выпучина или хлопун А превышает значение, указанное в Разделе II, п 1.22, с плавным переходом на днище резервуара. |
|
|
Метод исправления 1. В вершине хлопуна А вырезают отверстие Б диаметром 200 - 500 мм в зависимости от площади хлопуна и удобства подбивки грунтовой смеси В. В необходимых случаях вырезают дополнительное отверстие. 2. Пазуху засыпают грунтовой смесью В (супесчаный грунт, пропитанный битумом), уплотняют глубинным вибратором, пневмотрамбовкой вручную. 3. Подгоняют круглую накладку Г диаметром более отверстия на 100 мм и толщиной не менее толщины днища резервуара. 4. Сварку накладки с днищем выполняют по всему контуру швом с катетом 4 - 5 мм. |
|
|
Карта 2.9. Дефект Выпучина или хлопун А превышает значение, указанное в Разделе II. п 1.22, сложной конфигурации или вытянутой формы в одном направлении с плавным переходом на днище резервуара. |
|
|
Методы исправления 1. Выявляют границы дефектного участка А и намечают линию разреза Б. 2. По концам линии разреза вырезают круглые отверстия В диаметром не более 100 мм. 3. Разрезают (вырезают) полотнище днища по намеченной линии. 4. Концы полотнища днища в месте разреза поджимают к основанию. Максимальная высота хлопуна или выпучены должна быть не более 100 мм после поджатия. 5. Подгоняют по месту разреза полосовую накладку Г с нахлестом не менее 30 - 40 мм от краев разреза (выреза). 6. В случае нескольких разрезов, выходящих из одного отверстия, под него подводят подкладку Д толщиной не менее 5 мм. 7. Сварку закладки и подкладки осуществляют по всему контуру. |
|
|
Карта 2.10. Дефект Выпучина - складка на днище с резкими перегибами и изломами. |
|
|
Метод исправления 1. Выявляют границы дефектного участка, подлежащего удалению, в зависимости от конкретных размеров дефекта. 2. Распускают сварные швы в районе выпучины и удаляют деформированные листы. 3. В случае необходимости исправляют гидроизолирующий слой. 4. Удаленные листы заменяют новыми и подгоняют с листами полотнища днища внахлестку по коротким и длинным кромкам. 5. Сварку выполняют герметичными швами с катетом 5 мм. Направление и последовательность сварки показаны стрелками и цифрами. |
|
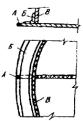
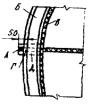
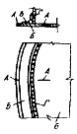

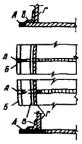
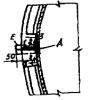

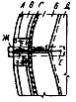
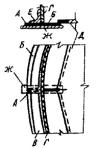
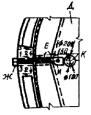

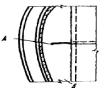
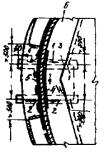


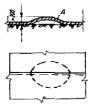





Карта 2.11.
Дефект
Центральная опорная стойка поднялась и вырвала часть днища. Основание пропитано нефтепродуктами.
Метод исправления
1. Расчищают дефектное место, устанавливают и размещают границу дефектного участка, подлежащего удалению.
2. По разметке высверливают ручной дрелью (пневмозубилом) под слоем технического вазелина дефектное место.
3. Под днище подбивают глиняный замок, отстоящий от кромок дефектного места более на 200 мм. Толщина глиняного замка должна быть не менее 150 мм.
4. Обрабатывают и зачищают от задиров кромки днища.
5. Подгоняют внахлестку на 50 - 100 мм накладку из металла толщиной, равной толщине днища.
6. Накладку сваривают с днищем.
7. Герметичность сварных соединений отремонтированного участка проверяют вакуум-методом.
|
Карта 2.12. Дефект Коррозионные повреждения площадью 1 м2 отдельных листов внутренней поверхности днища - группа раковин А, точечные углубления осповидного типа Б глубиной более 1,5 мм и сквозные отверстия В. Метод исправления Дефект устраняется по аналогии с требованиями карты 8.2.10. |
|
|
Карта 2.13. Дефект Днище резервуара прокорродировано полностью. |
|
|
Метод исправления I 1. Днище заменяют участками А. 2. Последовательно на высоту не менее 200 мм отрезают стенку с участком окрайков и днище. Длина первого участка превышает последующие на 500 мм. 3. Отрезанный участок вытягивают из резервуара, подводят окрайки Б с технологическими подкладками В. 4. Сваривают окрайки между собой, вертикально устанавливают полосовую сталь Г с нахлестом 50 - 70 мм и приваривают двусторонним швом к окрайкам и нахлесточным швом к стенке резервуара. 5. После смены окрайков и участка стенки собирают днище Д и сваривают поперечные швы, затем продольные. Последовательность сварки указана на рисунке. 6. В необходимых случаях ремонтируют изоляционный слой. 7. Все сварные соединения испытывают на герметичность и проводят гидравлические испытания резервуара заливом воды до расчетного уровня. |
|
|
Метод исправления II 1. В первом поясе стенки вырезают монтажное «окно» с учетом нахлеста и отступа от сварных швов при последующей заварке его одним листом. 2. На существующее днище укладывают слой гидрофобного днища А не менее 50 мм, выравнивают грунт по проектному уклону, уплотняют трамбовками и нивелируют. 3. Собирают внахлест и сваривают полотно днища Б. Сначала сваривают листы по коротким, затем - по длинным кромкам. Сварку ведут от центра к краям листа в два слоя. 4. В стенке последовательно прорезают окна и вставляют окрайки днища В с технологической прокладкой Г на прихватках. Окрайки между собой сваривают встык, поджимают к стенке и приваривают двумя тавровыми швами. 5. Сваривают внахлест кольцо окрайки с полотнищем днища и заваривают окно стенки (см. карту 8.3.3). 6. Направление и последовательность сварки указаны стрелками и цифрами. 7. Все сварные соединения испытывают на герметичность и проводят гидравлическое испытание резервуара заливом воды до расчетного уровня. |
|
|
Карта 2.14. Дефект Коррозионные повреждения отдельных листов внутренней поверхности днища клепанного резервуара на значительной площади: группа раковин, точечные углубления осповидного типа и сквозные отверстия. |
|
|
Метод исправления 1. Расчищают дефектное место, выявляют границу дефектного участка. 2. Группу раковин Б, удаленных от заклепочных полей, перекрывают листом толщиной 4 мм и сваривают по контуру. Примечание. Углы листа закругляют, в средней чести сверлят отверстие диаметром 8 - 10 мм и нарезают резьбу для постановки болта (пробки) В . 3. Группу точечных углублений А, расположенных у заклепочных полей, исправляют в соответствии с требованиями п. 2 с дополнительной подгонкой в один уровень подкладок Г, привариваемых герметичным швом к днищу и к листу. Примечание. До сварки клепанных днищ с новыми элементами металл днища проверяют на свариваемость. |
|
|
Карта 2.15. Дефект Днище клепанного резервуара прокорродировано полностью. |
|
|
Метод исправления 1. В стенке резервуара последовательно размечают и вырезают окна А высотой 200 мм и длиной 3 м вместе с уторным уголком. 2. В резервуар подают гидрофобный грунт Б, разравнивают и уплотняют по всей площади днища (толщиной 50 мм). 3. На гидрофобный слой укладывают листы нового днища. Листы стали сваривают внахлест в соответствии с картами 8.2.12. 4. В местах заклепочных вертикальных соединений стенки на высоту 100 мм от верхнего окна головки заклепок срубают, а заклепки высверливают. Диаметр сверла принимают больше на 1-2 мм диаметра заклепки. 5. Подгоняют с наружной стороны резервуара внахлест полосовую закладку В толщиной, равной толщине листа первого пояса. 6. Накладки сваривают между собой встык, а в местах отверстий их просверливают. В высверленные отверстия устанавливают смазанные синтетической смолой чистые болты из стали 35 или 40Х. 7. Сварка стальной полосы со стенкой в заклепочном соединении затягивается болтами, болты проверяют на герметичность. |
|
|
Карта 2.16 Дефект Трещина А в сварном шве окрайка Б днища с выходом на основной металл. Стенка В клепанная с уторным уголком Г. |
|
|
Метод исправления 1. Расчищают дефектное место, устанавливают границы трещины А. 2. Конец трещины засверливают сверлом диаметром 6 - 8 мм. 3. Изготавливают или подгоняют штампованный или сварной компенсатор Д. 4. Вырезают и удаляют участок окрайка Е внутри резервуара. 5. Устанавливают компенсатор Д и обваривают по контуру Ж. 6. По окончании работ сварное соединение проверяют на герметичность. |
|

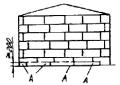
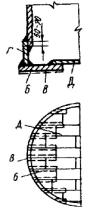

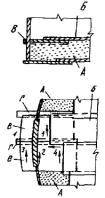
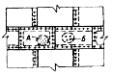

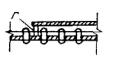
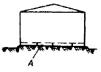

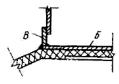

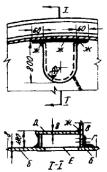
3. Карты ремонта стенки стальных вертикальных цилиндрических резервуаров
|
Карта 3.1. Дефект Трещина А по сварному шву или основному металлу уторного уголка Б, распространившаяся на основной металл листа первого пояса стенки резервуара В на длину не более 100 мм. |
|
|
Метод исправления 1. Вырезают уторный уголок Б длиной не менее 500 мм симметрично в обе стороны от трещины. 2. Выявляют границы трещины и концы ее Г засверливают сверлом диаметром 6 - 8 мм. 3. Разделывают кромки трещины с зазором между ними 2 ± 1 мм. 4. Сварку дефектного места ведут с двух сторон. 5. Сваривают стенку В резервуара в месте выреза уторного уголка Б с окрайкой днища Д тавровым швом. 6. Приваривают торцы уторного уголка Б к стенке резервуара В и окрайки днища Д. Направление и последовательность сварки указаны стрелками и цифрами. |
|
|
Карта 3.2. Дефект Трещина А по стыковому соединению окрайки днища Б, распространившаяся внутрь резервуара с выходом на основной металл первого пояса стенки В длиной не более 100 мм. |
|
|
Метод исправления 1. Дефект в сварном соединении окрайки и на днище исправляют по аналогии с требованиями карт 8.2.3 - 8.2.5. 2. Затем исправляют дефект на стенке резервуара. Разделанные кромки сваривают с двух сторон за два прохода и более. |
|
|
Карта 3.3. Дефект I Трещина А по сварному шву или основному металлу уторного уголка Б, распространившаяся на основной металл листа первого пояса стенки В на длину более 100 мм. |
|
|
Дефект II Продольная трещина А по сварному шву вертикального стыка листов первого пояса стенки Б резервуара, начинающаяся от горизонтального шва уторного уголка В и распространившаяся на длину более 150 мм. |
|
|
Метод исправления 1. Расчищают дефектное место, выявляют границы трещины, засверливают сверлом диаметром 8 мм и вырезают уторный уголок Б длиной не менее 1500 мм в обе стороны от трещины. 2. Вырезают дефектный участок листа первого пояса стенки резервуара В шириной не менее 1000 мм на всю высоту пояса. 3. Распускают сварные горизонтальные швы между первым В и вторым Г поясами стенки в обе стороны от вырезанного дефектного участка по 500 мм. 4. Разделывают кромки листа первого пояса и вставки Д, вставку подгоняют встык и внахлестку и сваривают с двух сторон. 5. Сваривают лист первого пояса и вставку вместе. |
|
|
Карта 3.4. Дефект Поперечная трещина А по стыковому сварному шву вертикального стыка стенки Б резервуара, распространившаяся на основной металл. |
|
|
Метод исправления 1. Расчищают дефектное место, выявляют границы трещины, насверливают ее сверлом диаметром 8 мм и вырезают дефектный участок листа стенки Б резервуара на всю высоту пояса шириной по 250 мм от конца трещины, но не менее 1000 мм. 2. Распускают сварные горизонтальные швы между поясами стенки Б резервуара в обе стороны от вырезанного дефектного участка по 500 мм. 3. Разделывают кромки листа пояса и вставки В, вставку подгоняют встык и внахлестку и сваривают с двух сторон обратноступенчатым методом. 4. Направление и последовательность сварки указаны стрелками и цифрами. 5. Все сварные соединения испытывают на герметичность и проводят гидравлические испытания резервуара заливом воды до расчетного уровня. |
|
|
Карта 3.5. Дефект Продольные трещины А или одна трещина в пересечении сварных соединений стенки Б резервуара. |
|
|
Метод исправления 1. Расчищают дефектное место, выявляют границы трещины, концы ее засверливают сверлом диаметром 8 мм и вырезают отверстие в стенке Б резервуара диаметром, равным длине трещины плюс 500 мм с центром в точке пересечения сварных швов. 2. С внутренней стороны резервуара вплотную к стенке подгоняют внахлестку накладку В диаметром более отверстия на 150 мм и толщиной, равной толщине листов стенки. 3. Сварку накладки со стенкой выполняют сплошными швами сначала с наружной 1, а затем с внутренней стороны 2 резервуара обратноступенчатым методом с длиной ступени не более 200 - 250 мм. |
|
|
Карта 3.6. Дефект Продольная трещина А в сварном шве вертикального стыка стенки Б резервуара, начинающаяся вблизи горизонтального шва и распространившаяся на длину не более 150 мм. |
|
|
Метод исправления 1. Расчищают дефектное место, выявляют границы трещины и концы ее В засверливают сверлом диаметром 6 - 8 мм. 2. Разделывают кромки трещины с зазором между ними 1-2 мм. Дефектное место сваривают с двух сторон. |
|
|
Карта 3.7. Дефект I Продольная трещина А в сварном шве вертикального стыка стенки Б резервуара, начинающаяся от горизонтального шва и распространившаяся на длину более 150 мм. |
|
|
Дефект II Трещина А по основному металлу листа стенки Б резервуара вблизи вертикального и горизонтального швов или вблизи горизонтального шва. |
|
|
Метод исправления 1. Расчищают дефектное место, выявляют границы трещины и концы ее засверливают сверлом диаметром 6-8 мм, вырезают дефектный участок листа шириной не менее 1000 мм на всю высоту пояса стенки Б резервуара. 2. Распускают сварные горизонтальные швы между поясами стенки Б в обе стороны от вырезанного дефектного участка по 500 мм. 3. Разделывают кромки листа пояса и вставки В; вставку подгоняют встык и внахлестку и сваривают с двух сторон обратноступенчатым методом с длиной ступени не более 200 - 250 мм. 4. Направление и последовательность сварки указаны стрелками и цифрами. 5. Все сварные соединения испытывают на герметичность и проводят гидравлическое испытание резервуара заливом воды до расчетного уровня. |
|
|
Карта 3 8. Дефект Продольная трещина А по сварному шву вертикального стыка листов пояса стенки Б резервуара, начинающаяся от горизонтального шва уторного уголка В и распространившаяся на длину не более 150 мм. |
|
|
Метод исправления 1. Вырезают уторный уголок В длиной не менее 500 мм симметрично в обе стороны от трещины. 2. Расчищают дефектное место, выявляют границы и концы его Г засверливают сверлом диаметром 6 - 8 мм. 3. Разделывают кромки трещины с зазором между стенками 2 ± 1 мм. 4. Сваривают дефектный лист с двух сторон 1. 5. Приваривают стенку резервуара в месте выреза уторного уголка к окрайке Д днища швами 2, 3. 6. Приваривают торцы уторного уголка В к окрайке днища и стенке резервуара швами 4, 5. Направление и последовательность сварки указаны стрелками и цифрами. |
|
|
Карта 3.9. Дефект I Трещина А по основному металлу первого пояса стенки Б резервуара, идущая от сварного шва воротника В люка-лаза Г, или трещина в сварном шве воротника приемо-раздаточного патрубка с выходом на основной металл первого пояса. |
|
|
Дефект II Трещина или непровар А глубиной до 3 мм в продольном стыковом соединении патрубка люка-лаза Б, идущая вдоль сварного шва и входящая под воротник. |
|
|
Метод исправления 1. Вырезают дефектный участок с трещиной листа первого пояса стенки Б резервуара симметрично 8 обе стороны от оси люка-лаза или приемо-раздаточного патрубка шириной не менее 2000 мм на всю высоту пояса. 2. Распускают сварные горизонтальные швы в обе стороны от вырезанного дефектного участка по 500 мм. 3. Заготавливают вставку по размеру вырезанного участка и в нее вваривают люк-лаз. 4. Разделывают кромки стыковых соединений листа и вставки Д, вставку подгоняют встык и внахлестку и сваривают с двух сторон обратноступенчатым методом с длиной ступени не более 200 - 250 мм. 5. Направление и последовательность сварки указаны стрелками и цифрами. 6. Все сварные соединения испытывают на герметичность и проводят гидравлические испытания резервуара наливом воды. |
|
|
Карта 3.10. Дефект I Поперечная трещина А в сварных швах стенки резервуара - сквозная или несквозная. |
|
|
Дефект II Продольная несквозная трещина длиной не более 150 мм, не выходящая на основной металл Б. |
|
|
Метод исправления 1. Выявляют границы трещины и концы ее В засверливают сверлом диаметром 6 - 8 мм. 2. Разделывают кромки трещины с зазором между ними 2 ± 1 мм. 3. Сваривают дефектное место с двух сторон. |
|
|
Карта 3.11. Дефект I Многократная наварка А на участок сварного соединения и лист стенки Б резервуара в дефектном месте. |
|
|
Дефект II Коррозия А сварного шва, околошовной зоны, а также основного металла стенки Б на длине не более 500 мм. |
|
|
Метод исправления I 1. Вырезают дефектное место по кругу диаметром, большим длины дефекта на 100 мм, но не менее 300 мм. 2. С внутренней стороны резервуара вплотную к стенке Б подгоняют внахлестку накладку Б диаметром, большим диаметра отверстия на 15 мм и толщиной, равной толщине листов стенки. 3. Сварка накладки 3 со стенкой 5 осуществляется сплошными герметичными швами сначала с наружной стороны 1, а затем с внутренней 2 резервуара обратноступенчатым методом с длиной ступени не более 200 - 250 мм. |
|
|
Метод исправления II 1. Вырезают дефектное место. 2. Изготовляют вставку В диаметром, равным диаметру вырезанного дефектного места, толщиной, равной толщине листов стенки. 3. Осуществляют V-образную разделку кромок листа стенки и вставки. 4. Вставку В подгоняют встык с листами стенки, прихватывают и сваривают с двух сторон в два-три слоя обратноступенчатым методом с длиной ступени не более 200 - 250 мм. |
|
|
Карта 3.12. Дефект Трещина А по сварному шву с выходом на основной металл Б длиной не более 250 мм в замыкающем вертикальном шве стенки резервуара, выполненным внахлест: - в середине пояса; - вблизи горизонтального шва. |
|
|
Метод исправления Первый случай: 1. Расчищают дефектное место, выявляют границы трещины и вырезают дефектное место радиусом 300 - 500 мм. 2. Изготовляют вставку В из сегментов 1 и 2 толщиной, равной толщине листов стенки, путем сварки их между собой внахлестку с двух сторон. 3. Осуществляют V-образную разделку кромок листа стенки и вставки. 4. Вставку В подгоняют встык с листами стенки резервуара и сваривают с двух сторон в два-три слоя обратноступенчатым методом с длиной ступени не более 200 - 250 мм. |
|
|
Второй случай: То же, что и в первом случае, но вставку 3 изготовляют из четырех сегментов 1, 2, 3 и 4. |
|
|
Карта 3.13 Дефект Трещина А по сварному шву с выходом на основной металл Б в замыкающем вертикальном шве стенки резервуара, выполненным встык, в середине пояса или вблизи горизонтального шва, выполненного встык. Длина трещины не более 250 мм. |
|
|
Метод исправления 1. Расчищают дефектное место, выявляют границу трещины и засверливают концы трещины сверлом диаметром 6 - 8 мм, вырезают дефектное место радиусом 300 - 500 мм. 2. Изготовляют вставку В диаметром, равным диаметру вырезанного дефектного места, толщиной, равной толщине стенки. 3. Осуществляют V-образную разделку кромок листа стенки и вставки. 4. Вставку В подгоняют встык с листами стенки, прихватывают и сваривают с двух сторон. |
|
|
Карта 3.14. Дефект Несквозная трещина А длиной более 500 мм в вертикальном монтажном шве стенки Б резервуара, сваренном встык. Метод исправления То же, что и в картах 8.3.3, 8.3.4, 8.3.7, но с учетом того, что дефектный участок вырезают на высоту одного или нескольких поясов. |
|
|
Карта 3.15. Дефект Трещина А или отпотина Б в вертикальном сварном шве или в швах накладки стыкового вертикального соединения стенки резервуара В, выполненного с внутренней накладкой Г. |
|
|
Метод исправления 1. Расчищают дефектное место и концы его засверливают сверлом диаметром 6 мм. 2. Срезают внутреннюю накладку Г на всю высоту пояса. 3. Трещину и отпотину устраняют по аналогии с требованиями карт 8.3.6 и 8.3.7. 4. В случае устранения дефекта без вставки корень существующего сварного шва Д вырубают и заваривают на всю высоту пояса. |
|
|
Карта 3.16. Дефект Подрезы А основного металла стенки Б резервуара глубиной до 1,5 мм в узле сопряжения с днищем В или катет шва менее проектного размера. |
|
|
Метод исправления 1. Участок подреза тщательно очищают металлической щеткой. 2. Подрезы подваривают тонкими валиками Г электродами диаметром 3 мм в два - три подхода. 3. После сварки каждого слоя поверхность шва тщательно зачищают от шлака. |
|
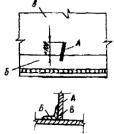
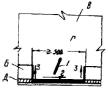
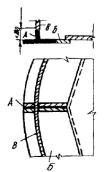
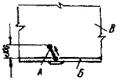
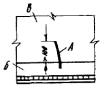
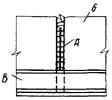
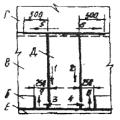
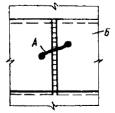

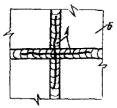
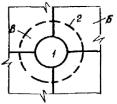
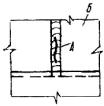
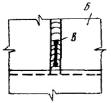
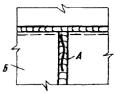
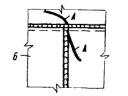
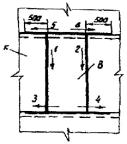
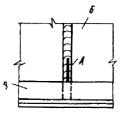

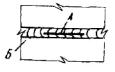
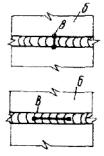
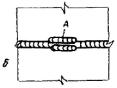

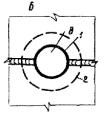
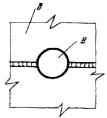

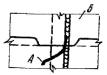

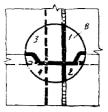
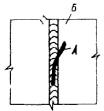
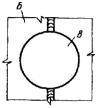
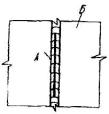
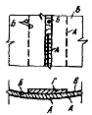


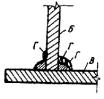
Карта 3.17
Дефект
Вертикальные сварные соединения стенки резервуара (в том числе монтажные) имеют недопустимые дефекты в виде непроваров цепочек газовых пор и шлаковых включений.
Метод исправления
1. Полностью удаляют сварное соединение на всю высоту пояса стенки и разделывают листы со скосом двух кромок ( ГОСТ 5264).
Удаляют и разделывают кромки листов воздушно-дуговой резкой или армированными абразивными кругами. Удаление осуществляют с первого пояса и далее по поясам.
2. Очищают кромки листов от следов краски, шлака, брызг металла и проверяют геометрическую форму разделки кромок специальным шаблоном.
3. Сваривают сварное соединение с двух сторон. Сначала сваривают основной шов, а затем подварочный. Перед сваркой подварочного шва корень основною шва вырезают до чистого металла армированными абразивными кругами и зачищают металлической щеткой. После сварки каждого слоя поверхность шва тщательно зачищают от шлака.
Карта 3.18
Дефект
Горизонтальные наружные нахлесточные сварные соединения стенки резервуара, сваренные меловыми электродами, имеют недопустимо малые размеры, подрезы основного металла на значительной длине, свищи и отпотины. С внутренней стороны листы соединены прерывистыми швами.
Метод исправления
1. Тщательно очищают поверхность швов от следов краски, шлака, продуктов коррозии и брызг металла.
2. Наружные горизонтальные нахлесточные швы подваривают с доведением их геометрических размеров и внешнего вида до требований ГОСТ 5264. Подрезы подваривают тонкими валиками электродами диаметром 3 мм в два - три прохода. После сварки каждого слоя поверхность шва тщательно очищают от шлака.
3. Внутренние горизонтальные нахлесточные соединения сваривают швом с переваркой старых прерывистых швов без их удаления.
Карта 3.19.
Дефект
Сварные соединения стенки резервуара, сваренные меловыми электродами и имеющие с внутренней стороны накладки, имеют недопустимые дефекты в виде трещин, непроваров, цепочек газовых пор и шлаковых включений.
Метод исправления
1. Полностью удаляют накладку с внутренней стороны резервуары с помощью газовой резки, воздушно-дуговой резки или армированных кругов. Удаление осуществляют с первого пояса и далее по поясам.
Приступать к удалению накладок очередного пояса разрешается только после полного завершения сварочных работ на предыдущем поясе. При удалении накладок подрезы или прожоги основного металла не допускаются.
2. Полностью удаляют сварное соединение на всю высоту пояса стенки и разделывают листы со скосом двух кромок ( ГОСТ 5264).
Удаление и разделка кромок листов осуществляется воздушно-дуговой резкой или армированными абразивными кругами.
3. Очищают кромки листов от следов краски, шлака, брызг металла и проверяют геометрическую форму разделки кромок специальным шаблоном.
4. Сваривают соединение с двух сторон: сначала основной шов, а затем - подварочный. Перед сваркой подварочного шва корень основного шва вырезают до чистого металла армированными абразивными кругами и защищают металлической щеткой. После сварки каждого слоя поверхность шва тщательно зачищают.
5. Осуществляют контроль исправленных участков физическими методами.
Карта 3.20.
Дефект
Коррозия на отдельных участках или по всей длине вертикальных и горизонтальных сварных соединений внутренней поверхности стенки резервуара. Характер коррозии - точечные углубления осповидного типа и группы раковин глубинами от 2 до 3 мм, переходящие в сплошные полосы.
Метод исправления
1. Участок коррозии тщательно зачищают абразивным инструментом на длину более 100 мм в обе стороны от дефектного места.
2. Дефектный участок подваривают тонкими валиками электродами диаметром 3 мм в 2 - 3 прохода.
3. После сварки каждого слоя поверхность шва тщательно зачищают.
4. Выполняется 100 % - ный контроль отремонтированного участка сварного соединения.
|
Карта 3.21 Дефект Коррозия внутренней поверхности первого пояса стенки резервуара на значительной длине зоны примыкания к днищу. Характер коррозии - группы раковин глубиной до 1,5 - 2 мм, переходящих в сплошные полосы, а также точечные углубления осповидного типа. |
|
|
Метод исправления 1. Дефектные места стенки заменяют последовательно отдельными участками. 2. Размечают границы участков А высотой более дефектной зоны на 100 мм и длиной до 3000 мм. 3. Вырезают дефектные места вначале у днища, а затем по границе участка на стенке. 4. Подгоняют с наружной стороны резервуара внахлест полосовую накладку Б толщиной, равной толщине листа первого пояса стенки. 5. Накладки сваривают между собой встык, а со стенкой внахлестку. 6. Все сварные соединения испытывают на герметичность и проводят гидравлические испытания резервуара заливом воды до расчетного уровня. |
|
|
Карта 3.22 Дефект Коррозия А сварного шва, околошовной зоны, а также основного металла стенки Б на длине более 500 мм. |
|
|
Метод исправления 1. Устанавливают границы дефектного участка и выполняют разметку удаляемой зоны стенки. 2. Вырезают отверстие В прямоугольной формы с закругленными краями. 3. С внутренней стороны резервуара вплотную к стенке Б погоняют внахлестку накладку В с размерами, большими ширины и длины отверстия на 150 мм и толщиной, равной толщине стенки. 4. Сварка накладки В со стенкой Б осуществляется сплошными герметичными швами сначала с наружной стороны 1, а затем с внутренней резервуара обратноступенчатым методом с длиной ступени не более 200 - 250 мм. |
|
|
Карта 3.23 Дефект Местная коррозия А поверхности верхнего пояса стенки Б в виде группы раковин, а также сквозных поражений. |
|
|
Метод исправления 1. Размечают дефектный участок стенки. 2. Разрезают верхний пояс вертикальными резами по разметочным линиям. Распускают сварные горизонтальные швы по обе стороны от вертикальных резов на 500 мм. 3. Удаляют обвязочный уголок длиной L+1000 мм и дефектный участок верхнего пояса стенки. 4. Подгоняют вставку В стенки Б и сваривают стыковыми швами со стенкой с двух сторон. 5. Подгоняют и приваривают вставку Г обвязочного уголка. 6. Последовательность сварки указана цифрами. |
|

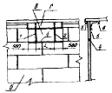
Карта 3.24.
Дефект
Замена стенки резервуара без разрушения днища и перекрытия.
Метод исправления
Ремонт стенки осуществляется при помощи специальных монтажных стоек, поддомкрачивающих стенку резервуара. Стойки устанавливают снаружи резервуара в количестве 8 - 10 штук в зависимости от объема резервуара и приваривают к листам верхнего пояса около ферм (балок перекрытия).
Допускается также замена стенки резервуара последовательными участками с перемещением монтажных стоек после подведения нового участка и его сварки.
|
Карта 3.25 Дефект Одиночная выпучина А в стенке Б резервуара в листах верхнего и смежного с ним поясов, превышающая допустимые размеры и имеющая резкие перегибы металла. |
|
|
Метод исправления 1. Вырезают верхний обвязочный уголок В длиной на 1000 мм больше размера выпучины. 2. Вырезают в поясах стенки дефектные листы в районе выпучины. 3. Распускают сварные горизонтальные швы по обе стороны от вырезанных дефектных мест по 500 мм. 4. Подгоняют вставки Г встык и внахлестку и сваривают с двух сторон. Сначала выполняют сварку стыковых, а затем нахлесточных швов. 5. Подгоняют вставку обвязочного уголка со стенкой и уголком и приваривают. Последовательность сварки указана цифрами. Примечание. Пунктиром указан контур удаленной выпучины |
|
|
Карта 3.26 Дефект Горизонтальный гофр А в листе стенки Б резервуара, выходящий за пределы допусков. |
|
|
Метод исправления 1. Вырезают лист с гофром. 2. Распускают горизонтальные швы в прилегающих листах на длину не менее 500 мм в каждую сторону. 3. Взамен вырезанного листа подгоняют и прихватывают новый лист встык или внахлестку в зависимости от конструкции стенки резервуара. 4. Новый лист сваривают обратноступенчатым методом с длиной ступени не более 200 - 250 мм. Последовательность сварки указаны цифрами. |
|
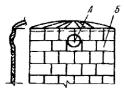
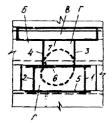
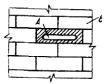
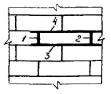
Карта 3.27
Дефект
Коробление двух верхних поясов стенки резервуара, распространившееся на значительную площадь.
Метод исправления
1. Через люк-лаз протаскивают в резервуар две специальные разъемные стойки.
2. Стойки собирают и устанавливают под две рядом расположенные фермы (балки) в районе хранения дефектов. Стойки укрепляют на днище и поддомкрачивают фермы (балки щитов) покрытия.
3. Вырезают деформированные листы, подгоняют и прихватывают новые листы встык или внахлестку в зависимости от конструкции стенки и сваривают.
4. Стойку переставляют под следующую ферму (балку щитов) и поддомкрачивают.
5. То же, что и в п. 3. Дальнейшее устранение дефекта осуществляется в той же последовательности.
|
Карта 3.28 Дефект Одиночная вмятина А в верхних поясах стенки Б резервуара, превышающая допустимые размеры и имеющая плавный контур. Резервуар не имеет понтона. |
|
|
Метод исправления 1. В центре вмятины приваривают прерывистым швом круглую накладку В диаметром 120 - 150 мм из стали толщиной 5 - 6 мм с заранее приваренной серьгой Г. 2. К серьге прикрепляют трос диаметром 12 - 13 мм и при помощи лебедки или трактора вмятину выправляют. 3. С внутренней стороны резервуара в месте вмятины устанавливают горизонтальный элемент жесткости Д (один или несколько) из уголка, заранее завальцованного по радиусу стенки длиной более вмятины на 250 - 300 мм в каждую сторону. 4. Уголок приваривают прерывистым швом 4×100/300 мм. 5. После выправления тщательно осматривают металл вмятины. Если в последнем появились трещины, то весь лист заменяют по аналогии с требованиями карты 3.24. |
|
|
Карта 3.29 Дефект Одиночная вмятина А или выпучина Б в верхних поясах стенки В резервуара, превышающая допустимые размеры и имеющая плавный контур. |
|
|
Метод исправления 1. С вогнутой стороны дефекта приваривают по вертикали накладки Г размером 150×150 мм и толщиной 5 - 6 мм с приваренными в центре шпильками Д с резьбой М22-М26. Число накладок определяется по месту в зависимости от площади дефекта. 2. На шпильки надевают обрезок швеллера Е длиной более дефекта на 1000 мм. 3. С помощью гаек дефектное место выпрямляют и подтягивают к швеллеру. После исправления дефекта устанавливают контргайки. 4. В резервуарах с понтонами выпучины исправляют согласно пп. 1, 2, 3 с дополнительной установкой и приваркой наружного горизонтального ребра жесткости Е. Число ребер устраивают по месту. Вес натяжные приспособления с внутренней стороны резервуара снимают. |
|
|
Карта 3.30 Дефект Несколько вмятин на стенке резервуара. |
|
|
Метод исправления 1. Составляют карту вмятин и выбирают место постановки кольцевого элемента жесткости с наружной стороны резервуара. 2. В месте постановки кольца жесткости к стенке А приваривают консоли Б. 3. На консоли укладывают элементы свальцованного по радиусу резервуара кольца жесткости В и сваривают между собой. 4. Хлопуны и вмятины выправляют путем заполнения резервуара водой, в необходимых случаях дополнительно вытягивают домкратами, закрепленными с внешней стороны. 5. Кольцо жесткости приваривают к консолям, концы которых за пределы кольца обрезают. |
|
|
Карта 3.31. Дефект Местная выпучина А на первом поясе стенки Б резервуара, возникшая в результате просадки подводящего трубопровода В. Размер дефекта превышает допустимые размеры. |
|
|
Метод исправления 1. Трубопровод отсоединяют. 2. Выпучину или вмятину исправляют с помощью домкрата до допустимых размеров. 3. Подводящий трубопровод обрезают, подгоняют и устанавливают дополнительную вставку Г. |
|
|
Карта 3.32. Дефект Отпотина или течь в вертикальном или горизонтальном заклепочном соединении вертикального цилиндрического клепанного резервуара. |
|
|
Метод исправления 1. Выявляют границу отпотины или течи. 2. Изготовляют и подгоняют по месту коробчатый элемент из швеллера А, перекрывающий дефектное место или все вертикальное заклепочное соединение с наружной стороны стенки резервуара. 3. В средней части швеллера сверлят отверстие Б диаметром 8 - 10 мм и нарезают резьбу для постановки болта. 4. Коробчатый элемент накладывают на дефектное место и обваривают по внешнему периметру швом В. 5. Герметичность сварных соединений проверяют вакуум-методом. 6. В отверстие завертывают болт с прокладкой, обеспечивающей герметичность. |
|
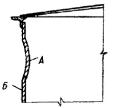
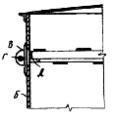
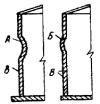
4. Карты ремонта покрытий вертикальных цилиндрических резервуаров
|
Карта 4.1. Дефект I Отрыв поясов полуферм от стенки резервуара с разрывом металла стенки (а и б). |
|
|
Дефект II То же, без разрыва металла стенки (б) Метод исправления 1. Выправить поврежденный участок стенки, приварив снаружи скобы и оттянув лебедкой до получения проектной формы (проверка шаблоном). 2. Засверлив концы трещины (ось отверстия должна совпадать с осью трещины). 3. Изготовить накладку Д, которая должна быть на 100 мм длиннее поврежденного участка и шириной не менее 150 мм, предварительно свальцевать по радиусу стенки В резервуара. 4. Накладку приварить к стенке В резервуара сплошным швом, разорванный участок стенки изнутри заварить. 5. Под стойку А полуфермы установить плотно подогнанный уголок В с полкой, равной ширине стойки (высоте профиля, из которого она изготовлена) и длиной 300 - 400 мм. Уголок может быть заменен швеллером, имеющем такие же размеры. 6. Уголок приваривают к стенке В и к опорной части стойки Г швами с катетом, равным наименьшей толщине свариваемого металла стенки. В том случае, когда разрыва стенки нет, п.п. 2, 3 и 4 не выполняются. |
|
|
Карта 4.2. Дефект Полуфермы перекрытия резервуара оторвались в нижнем поясе среднего узла и провисли. |
|
|
Метод исправления 1. Вырезают кольцо А внутренним диаметром больше диаметра стойки Б на 20 мм; наружным диаметром, обеспечивающим опирание нижнего пояса ферм В на 200 мм, и толщиной равной толщине кольца Г. 2. Кольцо А подводят снизу и одевают на стойку Б, поджимают домкратом через монтажную стойку, устанавливаемую на днище резервуара. 3. Кольцо А приваривают к кольцу Г швами Д и к полкам нижнего пояса В. Примечание . Монтажная стойка может быть выполнена из отдельных секций и собрана внутри резервуара. Для обеспечения устойчивости монтажную стойку крепят к днищу расчалками (не менее 3 шт.) |
|

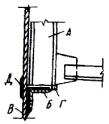
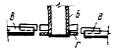

Карта 4.3
Дефект
Потеря устойчивости (изгиб), разрушение элементов или узлов стропильных ферм.
Метод исправления
1. Разгружают аварийную ферму путем установки стоек или балок, прикрепляемых к соседним фермам, или другими способами.
2. Подгоняют и заменяют элементы фермы новыми элементами, сечение которых принимают по проекту.
3. Трещины в сварных соединениях узлов ферм исправляют путем вырубки всего шва и наложения нового шва сечением не менее проектного.
4. Разрушенные фасонки удаляют и заменяют новыми с наложением швов с сечением, принимаемым по проекту.
Карта 4.4.
Дефект
Отрыв листов кровли от обвязочного уголка или кольцевого ребра щитов перекрытия резервуара.
Метод исправления
1. Расчищают дефектное место, выявляют границу дефектного участка.
2. Удаляют участки кровли, имеющие нарывы, вытяжки, изломы и т.д.
3. Подгоняют новые элементы покрытия и листы кровли.
4. Новые листы кровли, перекрывающие вырезанный дефектный участок, сваривают внахлестку с листами покрытия и обвязочным уголком или кольцевым ребром щита.
|
Карта 4.5. Дефект Центральная опорная стойка А с опорным кольцом Б поднята и не опирается на днище В (кровля и стенки повреждений не имеют). |
|
|
Метод исправления 1. Проверяют заполнение трубчатой стойки А песком через вырезаемое отверстие в кровле. 2. Радиальные ребра Г опорного кольца Б отрезают в зоне сопряжения со стойкой А. 3. Под опору стойки подводят подкладку Д (при большом зазоре - катушку с торцевыми заглушками). Катушку заполняют песком. 4. Подкладку (катушку) Д приваривают к опорной стойке швом Е. 5. Радиальные ребра с помощью косынок Ж приваривают к стойке А и подкладке Д. 6. Опорное кольцо Б крепится к днищу согласно проекту. |
|
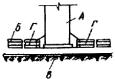
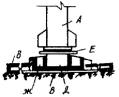
Карта 4.6
Дефект
Местная потеря устойчивости (вмятины) торовой части кровли
Трещин в зонах прогиба нет.
Метод исправления
1. Устанавливают границы вмятин торовой части.
2. Подгоняют внахлестку накладку с закругленными углами толщиной, равной толщине металла торовой части.
3. В средней части накладки сверлят отверстие диаметром 8 - 10 мм и нарезают резьбу для постановки болта.
4. Накладку по наружному контуру сваривают с кровлей.
5. По окончании работ в отверстие устанавливают болт.
Карта 4.7.
Дефект
Местная потеря устойчивости (вмятины) торовой части кровли. В зонах перегиба имеются трещины.
Метод исправления
1. Устанавливают границы дефектного места.
2. Дефектное место вырезают и на его место подгоняют встык свальцованный элемент и сваривают.
3. Толщина вставленного элемента должна быть равна толщине вырезанного.
4. Герметичность сварных соединений проверяют вакуум-методом.
|
Карта 4.8. Дефект Кровля резервуара прокорродирована полностью (или частично). Несущие конструкции перекрытия не подлежат ремонту. |
|
|
Метод исправления 1. Выявляют дефектные участки кровли. 2. Кровлю разрезают на секторы А. 3. Вырезанные секторы опускают на землю при помощи крана или другого подъемного механизма. 4. Поднимают новые листы на кровли и собирают (подгоняют) внахлестку на прихватах. 5. Сваривают листы между собой, начиная от центра кровли сначала по коротким 1, а затем по длинным 2 кромкам. Последовательность сварки указана на рисунке. 6. Приваривают кровлю к верхнему обвязочному уголку. |
|


5. Карты ремонта понтонов стальных вертикальных цилиндрических резервуаров
Карта 5.1
Дефект
Неплотности (отпотины, течи) или трещины в сварных соединениях короба понтона. Короб не имеет нижних сливных пробок.
Метод исправления
1. Резервуар дегазируют проветриванием при открытых верхних люках или искусственной вентиляцией с помощью взрывобезопасных электровентиляторов.
2. Осмотром устанавливают дефектные короба, заполняют их водой через контрольные пробки или фланцевые люки и промывают. Допускается применение моющих растворов типа МЛ и др. Промывочную жидкость удаляют из коробов сифоном или насосом за пределы резервуара.
3. Пространство между днищем и понтоном, между понтоном и кровлей резервуара, а также все короба пропаривают при открытых контрольных пробках (люках) всех коробов. Температура пропаривания внутри резервуара должна быть не более 70°С.
4. Дефектные места в резервуарах определяют созданием в них избыточного давления 1 кПа с одновременным промыливанием всех сварных швов.
5. При необходимости в зоне дефектного короба снимают уплотняющий затвор.
6. В днищах коробов врезают нижние сливные пробки.
7. Ремонт зафиксированных дефектных мест проводится по технологии устранения трещин или неплотностей в сварных швах.
8. Для ремонта внутри короба допускается вырезка отверстия необходимого размера в верхнем листе не ближе 50 мм от стенки понтона газовой резкой. После ремонта указанное отверстие не закрывается.
9. Испытание на герметичность отремонтированных дефектных мест и коробов проводится или вакуум-методом, или опрыскиванием керосином.
10. Устанавливают ранее снятые секции уплотняющего затвора.
Карта 5.2
Дефект
Неплотности (отпотины, течи) или трещины в сварных соединениях короба понтона. Короб имеет нижние сливные пробки.
Метод исправления
1. Резервуар дегазируют проветриванием при открытых люках или искусственной вентиляцией с помощью взрывобезопасных электровентиляторов.
2 Осмотром устанавливают дефектные короба. Нефтспродукт сливают через нижние сливные пробки.
3. Короба промывают жидкостью типа МЛ или другими моющими средствами или горячей водой.
4. Промывочную жидкость удаляют из дефектных коробов через нижние сливные пробки за пределы резервуара.
5. Все остальные операции по ремонту выполняют в соответствии с картой 5.1, за исключением п. 6.
Карта 5.3.
Дефект
Неплотности (отпотины, течи) или трещины в сварных соединениях центральной части (мембраны) понтона.
Метод исправления
1. Нефтепродукт удаляют с центральной части понтона сифоном или насосом за пределы резервуара.
2. Резервуар дегазируют и пропаривают в соответствии с п.п. 1 - 3 карты 5.1.
3. Вакуум-методом или опрыскиванием сварных соединений керосином выявляют и фиксируют все дефектные места.
4. Дефекты исправляют по аналогии с требованиями технологии устранения неплотностей или трещин в сварных соединениях днища и стенки резервуара.
5. После ремонта контролируют герметичность сварных соединений.
Карта 5.4.
Дефект
Отдельные короба понтона не касаются кронштейнов и неподвижных опорных стоек.
Метод исправления
1. Резервуар дегазируют и пропаривают в соответствии с п.п. 1 - 3 карты 5.1.
2. Измеряют зазоры между понтоном и опорной площадкой кронштейна или неподвижной опорной стойкой.
3. При небольших зазорах (до 40 мм) на оголовок стойки или верхнюю полку кронштейна приваривают подкладку из листового металла.
4. При больших зазорах (свыше 40 мм) на всю верхнюю полку кронштейна приваривают швеллер или двутавр требуемой высоты, а высоту опорной стойки регулируют выдвижением ее подвижной части.
Карта 5.5
Дефект
Верхние полки и подкосы кронштейнов погнуты: понтон наклонен в направлении этих кронштейнов.
Метод исправления
1. Резервуар дегазируют и пропаривают в соответствии с п.п. 1 - 3 карты 5.1.
2. Понтон в зоне дефектных кронштейнов с помощью домкратов выравнивают и поднимают на высоту более проектной на 50 - 100 мм.
3. Погнутые элементы опорных кронштейнов удаляют и заменяют новыми профилями в соответствии с проектом.
4. Кронштейны выводят в проектное положение, на них устанавливают упорные штыри и понтон опускают в проектное положение.
|
Карта 5.6. Дефект Понтон А затонул и покоится в перекошенном состоянии частично на кронштейне Б и опорных стойках В. |
|
|
Метод исправления 1. Резервуар и короба понтона дегазируют в соответствии в п.п. 1 - 2 карты 5.1. 2. Выявляют дефектные короба и неплотности сварных соединений коробов и центральной части понтона. Примечание В необходимых случаях подводят временные стойки, препятствующие дальнейшему оседанию понтона. 3. Ремонт центральной части выполняют в соответствии с требованиями карты 5.3. 4. Проверку герметичности сварных соединений всех коробов и центральной части осуществляют согласно требованиям раздела 7 настоящего Руководства. 5. Ремонт коробов понтона выполняют в соответствии с требованиями карты 5.1. 6. Резервуар заполняют водой до всплытия понтона. 7. Понтон устанавливают на стойки и поворотные кронштейны. 8. Воду из резервуара сливают и при необходимости производят ремонт стоек. |
|
|
Карта 5.7. Дефект Направляющие трубы А понтона Б погнуты при его погружении (местные изгибы). |
|
|
Метод исправления 1. Устанавливают границы В дефектных мест. 2. Приваривают подкладки Г из швеллера № 18 - 20 длиной 150 - 200 мм. 3. Приваривают стойки Д. Площадь сечения стоек должна быть не менее площади сечения направляющей трубы. 4. По границам участка вырезают часть трубы Е и удаляют. 5. Подгоняют вставку Б из трубы и устанавливают на месте удаленной части Е. 6. Трубу А и вставку Ж сваривают встык. 7. Монтажные приспособления Г, Д срезают и места сварки зачищают. |
|
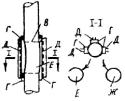
Карта 5.8.
Дефект
Понтон затонул и непригоден для дальнейшей эксплуатации.
Метод исправления
1. Резервуар дегазируют и пропаривают в соответствии с п.п. 1 - 3 карты 5.1.
2. В первом поясе стенки вырезают монтажное «окно», а в кровле резервуара проем, размеры которых были бы достаточны для удаления частей понтона при его демонтаже и подачи монтажных элементов нового понтона.
3. Понтон разрезают на части, которые удаляют из резервуара через монтажное «окно» в стенке и проем в кровле. Для демонтажа частей понтона применяются тяговые (трактор, трубоукладчик, лебедка) и подъемные механизмы (кран, кран-укосина, установленная на кровле резервуара).
4. Монтаж нового понтона осуществляют с использованием монтажного «окна» в стенке и проема в кровле резервуара, в соответствии с ППР, разработанным специализированной организацией с учетом особенностей его конструкции (металлический, пластмассовый и т.п.).
5. После завершения монтажа новой конструкции понтона монтажное «окно» в стенке и проем в кровле заваривают в соответствии с требованиями карт 3.4 и 4.8.
6. Сварные соединения, выполненные по п. 5, проверяют на герметичность и проводят гидравлические испытания резервуара заливом водой до расчетного уровня.
6. Карты ремонта анкерных креплений резервуаров повышенного давления
Карта 6.1.
Дефект
Анкерный болт оборван ниже поверхности земли или разрушена железобетонная плита противовеса.
Метод исправления
1. Отрывают в грунте колодец с обязательным креплением стен и устанавливают дефектное место анкера.
2. Оборванный анкерный болт заменяют новым или ремонтируют его.
3. Колодец заполняют бетоном марки не ниже 5 с послойным вибрированием. Допускается заполнение колодца песком с послойным трамбованием и смачиванием воды.
4. Анкерный болт закрепляют гайками за опорный столик.
Карта 6.2.
Дефект
Анкерные болты не обеспечивают натяжения. Недостаточно резьбы для натяжения анкера (анкерный болт не оборван).
Метод исправления
1. Уточняют величину недостающей нарезной части анкера.
2. Заготавливают подкладные шайбы или специальные втулки. Общая высота шайб или втулки должна превышать размер недостающей части резьбы болта (анкера).
3. Под существующую шайбу подводят подкладные шайбы (втулки) и анкерный болт затягивают гайкой.
Карта 6.3.
Дефект
Вертикальные ребра анкерного столика погнуты
Метод исправления
1. Изготавливают новые столики с усиленными вертикальными ребрами.
2. Деформированные столики демонтируют и на их место устанавливают новые.
3. Крепление столиков к стенке резервуара производят согласно проекту.
7. Карты ремонта горизонтальных сварных резервуаров
Карта 7.1.
Дефект
Потеря устойчивости (изгиб) элементов внутренних колец жесткости и опорных диафрагм с частью стенки (вмятина).
Метод исправления
1. Удаляют дефектные элементы кольца жесткости или опорной диафрагмы.
2. Выправляют (вырезают) вмятины на стенке.
3. Подгоняют и заменяют элементы кольца жесткости или опорной диафрагмы новыми элементами, имеющими сечения не менее предусмотренных проектом.
4. Трещины в сварных соединениях колец жесткости и опорных диафрагм исправляют путем вырубки всего шва и наложения нового, сечением не меньше предусмотренного проектом.
5. Разрушенные фасонки удаляют и заменяют новыми с наложением швов, предусмотренных проектом.
6. Подогнанные элементы кольца жесткости или опорных диафрагм устанавливают и сваривают между собой. Высоту швов принимают по проекту.
Карта 7.2.
Дефект
Осадка одной из опор (резервуар установлен на две опоры).
Метод исправления
1. Резервуар освобождают от нефтепродукта.
2. Отсоединяют подводящие трубопроводы.
3. У осевшей опоры резервуар поднимают (поддомкрачивают) выше проектной отметки и устанавливают на временную опору.
4. На седло опоры укладывают слой бетона марки 100 (с учетом уклона) до требуемой высоты с выравниванием верхней части по шаблону.
5. Бетон выдерживают до достижения 70 % прочности.
6. Резервуар устанавливают на опору и подсоединяют трубопроводы.
Примечание. Вместо бетона допускается укладка на седло опоры полосовых металлических подкладок
Карта 7.3.
Дефект
Осадка одной или нескольких опор (резервуар на нескольких опорах).
Метод исправления
1. Резервуар освобождают от нефтепродукта и выдерживают в течение 24 часов.
2. На седла осевших опор укладывают слой бетона марки 100 и выдерживают до достижения 70 % прочности.
Примечание. Вместо бетона допускается установка на поверхность седла сплошных полосовых металлических подкладок.
|
Карта 7.4. Дефект Отпотина А в сварном соединении, в основании листа Б стенки или днища резервуара, или цепочка пор В в сварном соединении. |
|
|
Метод исправления 1. Одиночную отпотину в стыковом соединении или основном листе высверливают и заваривают с двух сторон, в нахлесточном - вырубают (выплавляют) и заваривают. 2. Цепочку пор вырубают (выплавляют) более дефектного участка на 60 мм. Стыковые соединения сваривают с двух сторон, нахлесточные - с наружной стороны. 3. Герметичность исправленных участков проверяют вакуум-методом или керосином. |
|
|
Карта 7.5. Дефект Продольная трещина А сквозная или несквозная в нахлесточном соединении стенки Б резервуара без выхода на основной металл. Метод исправления 1. Расчищают дефектное место, выявляют границы трещины. 2. Вырубают (выплавляют) участок сварного соединения больше дефектного места на 50 мм в каждую сторону. 3. Сварку осуществляют с наружной стороны, при необходимости выполняют подварку внутренних прерывистых швов. 4. Герметичность отремонтированного участка проверяют вакуум-методом или керосином. |
|
|
Карта 7.6. Дефект Продольная трещина А сквозная или несквозная в нахлесточном сварном соединении стенки резервуара с выходом на основной металл. |
|
|
Метод исправления 1. Расчищают дефектное место, выявляют границу трещины. 2. Конец трещины на основном металле засверливают сверлом диаметром 6 мм. Участок сварного соединения вырубают (выплавляют) больше дефектного места на 50 мм в каждую сторону. На основном металле дефектный участок вырубают до засверленного отверстия с зазором между кромками 2 ± 1 мм. 3. Места нахлеста сваривают с наружной стороны, а на основном металле - с двух сторон. При необходимости осуществляют подварку внутренних прерывистых швов. 4. Герметичность отремонтированного участка проверяют вакуум-методом или керосином. |
|
|
Карта 7.7. Дефект 1 Продольная трещина А (сквозная или несквозная) в стыковом соединении стенки или днища резервуара с выходом или без выхода на основной металл Б или трещина в пересечении сварных соединений |
|
|
Метод исправления 1. Расчищают дефектное место, выявляют границы трещины и концы ее засверливают сверлом диаметром 6 - 8 мм. 2. Дефектные участки шва между засверленными отверстиями вырубают (выплавляют) с зазором между кромками 2 ± 1 мм. 3. Сварку выполняют с двух сторон электродами диаметром 3 - 4 мм или на технологической подкладке. 4. Герметичность отремонтированных участков контролируют вакуум-методом, при помощи керосина или др. способами. |
|
|
Карта 7.8. Дефект Трещина А по стыку или основному металлу уторного уголка Б без выхода на основной металл листа первого пояса стенки резервуара В и окрайку днища Г. |
|
|
Метод исправления 1. Вырезают уторный уголок Б длиной не менее 500 мм симметрично в обе стороны от трещины. 2. Осуществляют сварку стенки резервуара В в месте выреза с окрайкой днища Г тавровым швом. 3. Приваривают торцы уторного уголка Б к стенке резервуара В и окрайке днища Г. Направление сварки указано стрелками. |
|
|
Карта 7.9. Дефект Потеря устойчивости обвязочного уголка в узле сопряжения стенки с днищем. |
|
|
Метод исправления 1. Устанавливают границы дефектного места. 2. Вырезают обвязочный уголок А вместе с деформированными местами стенки Б и днища В размерами больше дефектного места. 3. Подгоняют встык новый элемент Г обвязочного уголка и сваривают. 4. Подгоняют встык новые вставки стенки и днища и сваривают с двух сторон. 5. Вставки стенки приваривают к обвязочному уголку с двух сторон сплошными швами, днища - с наружной стороны сплошным швом, а с внутренней - прерывистым. 6. Герметичность отремонтированного участка проверяют вакуум-методом или керосином. |
|
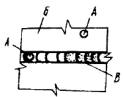

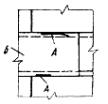
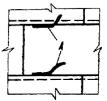
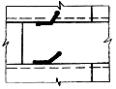

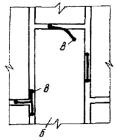
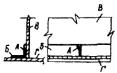
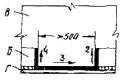

8. Карты устранения дефектов без применения сварочных работ
|
Карта 8.1. Дефект Неплотности А в сварных соединениях вертикального листа Б короба понтона, обращенного к стенке резервуара. |
|
|
Метод исправления дефекта с применением эпоксидных составов 1. В зоне дефектного короба демонтируют уплотняющий затвор. 2. Выявляют участки неплотных швов. 3. Дефектные участки сварных соединений зачищают и подготавливают для нанесения эпоксидных составов. 4. Шпателем или кистью наносят грунтовку на основе эпоксидной шпатлевки. 5. После затвердения грунтовки (24 часа при температуре 18°С) наносится два-три слоя шпатлевки толщиной до 2 мм каждый. 6. Поверх шпатлевки после ее затвердения наносят два слоя лакокрасочного покрытия на основе ЭП-0010. Примечание. Допускается наклейка на шпатлевку армирующей ткани. |
|
|
Карта 8.2 Дефект Отпотина или отверстие А в целом металле |
|
|
Метод исправления 1. Расчищают дефектное место А и уточняют его границы. 2. Выбирают место для сверления. 3. Сверлят отверстие Б диаметром 6 - 8 мм. 4. Нарезают резьбу для постановки болта. 5. Подгоняют бензостойкую прокладку В и по размерам прокладки выбирают стальную шайбу Г. 6. Зачищают поверхность дефектного места. 7. Наносят эпоксидный состав Д. 8. Устанавливают болт В с шайбой Г и прокладкой В. 9. Конструкции накладки покрывают эпоксидным составом Д. |
|
|
Карта 8.3 Дефект Группы отпотин А или группа отверстий целом металле |
|
|
Метод исправления 1. Расчищают дефектное место А и уточняют его границы. 2. Намечают места для сверления отверстий. 3. Сверлят отверстия сверлом диаметром 6-8 мм. 4. Нарезают резьбу Б для постановки болтов. 5. Подгоняют общую бензостойкую прокладку В с накладкой Г. 6. Зачищают поверхность дефектного места А. 7. Н аносят эпоксидный состав Д. 8. Устанавливают стальные болты Е с прокладкой В и накладкой Г. 9. Конструкцию накладки покрывают эпоксидным составом. |
|
|
Карта 8.4 Дефект Группа отпотин, отверстий или отдельные отверстия или отпотины А в целом металле Б |
|
|
Метод исправления 1. Устанавливают дефектное место и его границы Б. 2. Зачищают до металлического блеска место для наложения стеклотканевой накладки. 3. Очищенную поверхность обезжиривают ацетоном. Площадь обезжиривания должна быть больше зачищенного участка на 1 - 2 см. 4. Наносят клеевой состав Г из эпоксидных смол толщиной не более 0,15 мм. 5. Накладывают армирующую стеклоткань (бязь) Д. 6. Поверхность Е армирующего слоя смазывают клеем. 7. Накладывают второй армирующий слой Ж с перекрытием первого слоя на 1 - 2 см. 8. Конструкцию накладки плотно поджимают к основному металлу, выдавливают воздушные пузыри и выдерживают 48 часов при температуре 20 ± 5°С. 9. Герметичность контролируют вакуум-методом. |
|


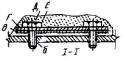
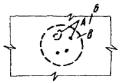
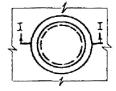
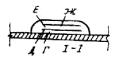
Карта 8.5
Дефект
Трещина в целом металле
Метод исправления
1. Расчищают дефектное место и устанавливают границу трещины.
2. Засверливают концы трещины.
3. Подготавливают место для ремонта и накладывают армирующую стеклоткань в соответствии с требованиями технологической карты 6.3 или 8.4.
4. До ремонта засверленные отверстия шпатлюют шпателем или кистью.
Карта 8.6.
Дефект
Трещина или отпотина в сварном или заклепочном соединении.
Метод исправления
1. Расчищают дефектное место и устанавливают его границы.
2. Концы трещины засверливают сверлом диаметром 6 - 8 мм.
3. Зачищают до металлического блеска место для наложения стеклоткани.
4. Зачищенную поверхность обезжиривают ацетоном.
5. Отверстия и неровности сварного или заклепочного соединения выравнивают шпатлевкой с помощью шпателя или кисти.
6. Армирующую ткань накладывают в соответствии с требованиями карты 8.5. после 24-часовой выдержки шпатлевочного состава.
Приложение 1
ПЕРЕЧЕНЬ ДОКУМЕНТОВ, ИСПОЛЬЗУЕМЫХ ПРИ РАЗРАБОТКЕ
РУКОВОДСТВА
1. ГОСТ 12.2.054-81 ССБТ. Установки ацетиленовые. Требования безопасности. (И-1- III -83, И-2- II -90).
2. ГОСТ 12.3.003-86 ССБТ. Работы электросварочные. Требования безопасности. (И-1- VIII -89).
3. ГОСТ 12.3.009-76 ССБТ. Работы погрузочно-разгрузочные. Общие требования безопасности.
4. ГОСТ 12.3.020-80 ССБТ. Процессы перемещения грузов на предприятиях. Общие требования безопасности.
5. ГОСТ 25.506-85 Расчет и испытания на прочность. Методы механических испытаний материалов. Определение характеристик трещиностойкости (вязкости разрушения) при статическом нагружении.
6. ГОСТ 27.002-89 Надежность в технике. Основные понятия. Термины и определения.
7. ГОСТ 380-94 Сталь углеродистая обыкновенного качества. Марки.
8. ГОСТ 1497-90 Металлы. Методы испытаний на растяжение.
9. ГОСТ 1778-70* Сталь. Металлографические методы определения неметаллических включений.
10. ГОСТ 2246-70 Проволока стальная сварочная. Технические условия
11. ГОСТ 6996-91 Сварные соединения. Методы определения механических свойств.
12. ГОСТ 7122-81 Швы сварные и металл наплавленный. Методы отбора проб для определения химического состава.
13. ГОСТ 7268-82 Сталь. Метод определения склонности к механическому старению по испытанию на изгиб.
14. ГОСТ 8050-85 Двуокись углерода газообразная и жидкая. Технические условия.
15. ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры.
16. ГОСТ 9087-81 Флюсы сварочные плавленые. Технические условия
17. ГОСТ 9356-75 Рукава резиновые для газовой сварки и резки металлов. Технические условия. (И-1-7-78, И-2-6-83, И-3-2-86, И-4-11-88).
18. ГОСТ 9454-88 Металлы. Методы испытания на ударный изгиб при пониженной, комнатной и повышенной температурах.
19. ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические требования.
20. ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы.
21. ГОСТ 9651-84 Металлы. Методы испытаний на растяжение при повышенных температурах.
22. ГОСТ 10243-75 Сталь. Метод испытаний и оценки макроструктуры.
23. ГОСТ 10708-82 Копры маятниковые. Технические условия.
24. ГОСТ 11150-84 Металлы. Методы испытаний на растяжение при пониженных температурах.
25. ГОСТ 11534-91 Ручная дуговая сварка. Соединения сварные под острым и тупым углами. Основные типы, конструктивные элементы и размеры.
26. ГОСТ 14019-80 Металлы. Методы испытаний на изгиб.
27. ГОСТ 14202-69 Трубопроводы промышленных предприятий. Опознавательная окраска, предупреждающие знаки и маркировочные щитки.
28. ГОСТ 14637-89 Прокат тонколистовой из углеродистой стали обыкновенного качества. Технические условия.
29. ГОСТ 14771-89 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры.
30. ГОСТ 15150-89 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов, категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов и внешней среды.
31. ГОСТ 16037-91 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры.
32. ГОСТ 16350-80 Климат СССР. Районирование и статические параметры климатических факторов для технических целей.
33. ГОСТ 18322-78 Система технологического обслуживания и ремонта техники. Термины и определения.
34. ГОСТ 18353-79 Контроль неразрушающий. Классификация видов и методов.
35. ГОСТ 18442-86 Контроль неразрушающий. Капиллярные методы контроля.
36. ГОСТ 21105-90 Контроль неразрушающий. Магнитопорошковый метод.
37. ГОСТ 23 118-99 Конструкции металлические строительные. Общие технические условия.
38. ГОСТ 23764-88 Гамма-дефектоскопы. Общие технические условия.
39. ГОСТ 25113-90 Аппараты рентгеновские для промышленной дефектоскопии. Основные параметры.
40. ГОСТ 25518-93 Диагностирование изделий. Общие требования. Неразрушающий контроль и диагностика.
41. ГОСТ 50849-96 Пояса предохранительные. Общие технические условия. (И-1- VI -2000).
42. ГОСТ 1510-84* Нефть и нефтепродукты. Маркировка, упаковка, транспортирование и хранение.
43. ГОСТ 2517-85 Нефть и нефтепродукты. Методы отбора проб.
44. ГОСТ 4997-75 Ковры диэлектрические резиновые. Технические условия.
45. ГОСТ 7502-89 Рулетки измерительные металлические. Технические условия.
46. ГОСТ 13196-85 Пробоотборники стационарные для резервуаров с нефтью и нефтепродуктами. Тип и основные параметры. Общие требования.
47. ГОСТ 13385-78 Обувь специальная диэлектрическая из полимерных материалов. Технические условия.
48. ГОСТ 17032-71 Резервуары стальные горизонтальные для нефтепродуктов. Типы и основные размеры.
49. ГОСТ 8.346-2000 ГСИ. Резервуары стальные горизонтальные цилиндрические. Методика поверки.
50. ГОСТ 8.570-2000 ГСИ. Резервуары стальные вертикальные цилиндрические. Методика поверки.
51. ГОСТ 12.0.001-82 Взрывоопасность. Общие требования.
52. ГОСТ 12.0.004-90 ССБТ. Организация обучения безопасности труда. Общие положения.
53. ГОСТ 12.1.004-91 ССБТ. Пожарная безопасность. Общие требования.
54. ГОСТ 12.1.005-88* ССБТ. Общие санитарно-гигиенические требования к воздуху рабочей зоны.
55. ГОСТ 12.1.019-79 ССБТ. Электробезопасность. Общие требования и номенклатура видов защиты.
56. ГОСТ 12.1.030-81 ССБТ. Электробезопасность. Защитное заземление, зануление.
57. ГОСТ 12.1.018-92 ССБТ. Пожаровзрывоопасность статического электричества. Общие требования.
58. ГОСТ 12.4.009-83 ССБТ. Пожарная техника для защиты объектов. Основные виды. Размещение и обслуживание.
59. ГОСТ 12.4.011-89 ССБТ. Средства защиты работающих. Общие требования и классификация.
60. ГОСТ 12.4.026-76* ССБТ. Цвета сигнальные и знаки безопасности.
61. ГОСТ 12.4.034-85 ССБТ. Средства индивидуальной защиты органов дыхания. Классификация и маркировка.
62. ГОСТ 12.4.010-75 ССБТ. Средства индивидуальной защиты. Рукавицы специальные. Технические условия.
63. ГОСТ 12.4.128-83 ССБТ. Каски защитные. Общие технические требования и методы испытаний.
64. ГОСТ 12.4.111-82 ССБТ. Костюмы мужские для защиты от нефти и нефтепродуктов. Технические условия.
65. ГОСТ 12.4.121-83 ССБТ. Противогазы промышленные фильтрующие. Технические условия.
66. ГОСТ 17.2.3.02 Охрана природы. Атмосфера. Правила установления допустимых выбросов вредных веществ промышленными предприятиями.
67. ОСТ 26-01-84 Швы сварных соединений сварных сосудов и аппаратов, работающих под давлением. Методика магнитопорошкового метода контроля.
68. ОСТ 36-75-83 Контроль неразрушающий. Сварные соединения трубопроводов и конструкций. Ультразвуковой метод.
69. СНиП 2.04.12-86 Расчет на прочность стальных трубопроводов.
70. СНиП 2.05.06-85 Магистральные трубопроводы.
71. СНиП 3.05.05-84 Технологическое оборудование и технологические трубопроводы.
72. СНиП II -106-79 Нормы проектирования. Склады нефти и нефтепродуктов.
73. СНиП 12-03-2001 Безопасность труда в строительстве. Общие требования.
74. СНиП 2.02.01-83 Основания зданий и сооружений.
75. СНиП 2.03.11-85 Защита строительных конструкций от коррозии.
76. СНиП 2.04.14-88 Тепловая изоляция оборудования и трубопроводов.
77. СНиП 2.09.03-85 Сооружение промышленных предприятий. М. 2000
78. СНиП 2.11.03-93 Склады нефти и нефтепродуктов. Противопожарные нормы.
79. СНиП 3.02.01-87 Земляные сооружения. Основания и фундаменты.
80. СНиП 3.03.01-87 Несущие и ограждающие конструкции. М. 2001
81. СНиП 3.05.06-85 Электротехнические устройства.
82. СНиП 3.05.07-85 Системы автоматизации. Правила производства и приемки работ.
83. СНиП 23-05-95* Естественное и искусственное освещение.
84. РД 03-131-97 Сосуды. Аппараты и технологические трубопроводы. Акустико-эмиссионный метод контроля. Руководящий документ.
85. РД 08-95-95 Положение о системе технического диагностирования сварных вертикальных цилиндрических резервуаров для нефти и нефтепродуктов.
86. РД 09-102-95 Методические указания по определению остаточного ресурса потенциально опасных объектов, поднадзорных Госгортехнадзору России.
87. РД 26-11-01-85 Инструкция по контролю сварных соединений, недоступных для проведения радиографического и ультразвукового контроля. - М.: НИИХИММАШ.
88. РД 26-11-8-86 Соединения сварные. Механические испытания.
89. РД 26.260.004-91 Методика прогнозирования остаточного ресурса оборудования по изменению его технического состояния.
90. РД 34.10.130-96 Инструкция по визуальному и измерительному контролю
91. РД 153-112-017-97 Инструкция по диагностике и оценке остаточного ресурса вертикальных стальных резервуаров
92. РД 09-364-00 Типовая инструкция по организации безопасного проведения огневых работ на взрывоопасных и взрывопожароопасных объектах. Утв. постановлением Госгортехнадзора России от 23.06.2000 №39.
93. РД 04-355-00 Методические рекомендации по организации производственного контроля за соблюдением требований промышленной безопасности на опасных производственных объектах. Утв. приказом Госгортехнадзора от 26.04.00 № 49.
94. РД 112-РСФСР 029-90 Инструкция по диагностике и оценке остаточного ресурса сварных вертикальных резервуаров.
95. РД 112-РСФСР 015-89 Основные требования к антикоррозионной защите объектов проектируемых и реконструируемых предприятий нефтепродуктообеспечения. М.: СКБ ТНА 1989.
96. РД 153-39.4-041 99«Правила технической эксплуатации магистральных нефтепродуктопроводов», Москва, Изд. «Нефть и газ», 1999.
97. РД 34.21.122-87 Инструкция по устройству молниезащиты зданий и сооружений. - М.: Энергоатомиздат, 1989.
98. ПБ 09-310-99 Правила промышленной безопасности для нефтеперерабатывающих производств. Утверждены постановлением Госгортехнадзора России 20 сентября 1999 г. № 67.
99. ПБ 10-382-00 Правила устройства безопасной эксплуатации грузоподъемных кранов. Утверждены постановлением Госгортехнадзора России 31 декабря 1999 г. № 98.
100. ПОТ Р М-012 2000 Межотраслевые правила по охране труда при работе на высоте. Утверждены постановлением Минтруда России от 4 октября 2000 г. № 68.
101. ППБ 01-03 Правила пожарной безопасности в Российской Федерации. Введены в действие приказом МВД России от 14 декабря 1993 г. № 536.
102. ПБ 03-381-00 Правила устройства вертикальных цилиндрических стальных резервуаров для нефти и нефтепродуктов, утв. Постановлением Госгортехнадзора России от 27.09.00 № 55, М. 2001.
103. ППБ 01-03 Правила пожарной безопасности в Российской Федерации.
104. ПОТ Р М 021-2002 Межотраслевые правила по охране труда при эксплуатации нефтебаз, складов ГСМ, стационарных и передвижных автозаправочных станций, утв. Постановлением Минтруда от 06.05.2002 г. № 33.
105. ВППБ 01-01-94 Правила пожарной безопасности при эксплуатации предприятий нефтепродуктообеспечения. М.: ЦНИИТЗнефтехим, 1995.
106. Правила техники безопасности при эксплуатации электроустановок потребителей. М.: Госэнергоиздат, 1994.
107. ПБ 09-170-97 Общие правила взрывобезопасности для взрывопожароопасных химических, нефтехимических и нефтеперерабатывающих производств. М.: Металлургия, 1998.
108. ПБ 09-560-03 Правила промышленной безопасности нефтебаз и складов нефтепродуктов. Утв. Постановлением Госгортехнадзора России от 20.05.03 № 33.
109. ПБ 03-108-96 Правила устройства и безопасной эксплуатации технологических трубопроводов. Утв. постановлением Госгортехнадзора России от 6.07.1999 № 49
110. Рекомендации по предотвращению опасной электризации нефтепродуктов при наливе в вертикальные и горизонтальные резервуары. - М.: Главнефтепродукт ГП Роснефть, 1993.
111. ПУЭ Правила устройств электроустановок. Утверждены с изменениями и введены в действие 1 января 2003 г. (приказ Минэнерго России от 08.07.02 № 204).
112. Правила эксплуатации электроустановок потребителей изд. 5. - СПб, издательство «Деан», 1999.
113. Методические указания по определению выбросов загрязняющих веществ в атмосферу из резервуаров. Утв. приказом Госкомэкологии России от 8.04.98 № 199.
114. Дополнение к «Методическим указаниям по определению выбросов загрязняющих веществ в атмосферу из резервуаров». С-Пб, 1999.
115. Сборник инструкций по защите резервуаров от коррозии. М: ГКНП РСФСР, 1988.
116. Технологическая инструкция по защите от коррозии газовоздушных зон резервуаров с нефтепродуктами. - М.: Главнефтепродукт, ГП «Роснефть», 1993. РСФСР
117. ТУ 112 РСФСР-040-86 Понтоны из пенополиуретанов.
118. ТУ 112 РСФСР-031-90 Понтоны с трубчатыми поплавками ПТП 700
119. РД 112 РСФСР-015-89 Основные требования к антикоррозионной защите объектов проектируемых и реконструируемых предприятий нефтепродуктообеспечения.
120. Федеральный закон Российской Федерации «О промышленной безопасности опасных производственных объектов» от 21.07.1997 № 116-ФЗ (ред. от 10.01.2003).
121. Федеральный закон Российской Федерации «Об охране окружающей природной среды» от 10.01.2002. № 7-ФЗ.
122. Федеральный закон Российской Федерации «Об основах охраны труда в Российской Федерации» от - 17.07.99 г. № 181-ФЗ.
123. Типовое положение о порядке обучения и проверке знаний по охране труда руководителей и специалистов предприятий, учреждений и организаций, утв. постановлением Минтруда Российской Федерации от 12.09.94 г. № 65.
124. Федеральный Закон Российской Федерации «Об обязательном социальном страховании от несчастных случаев на производстве и профессиональных заболеваний» от 24.07.98 г. № 125-ФЗ (ред. 23.12.2003).
125. «Трудовой кодекс Российской Федерации». Утв. 30.12.2001 г.№ 197-ФЗ.
126. Временная инструкция по дегазации резервуаров от паров нефтепродуктов методом принудительной вентиляции (05.05.81 г.) и Дополнение к этой инструкции для резервуаров, оборудованных понтонами.
127. ТОИ Р-112-11-95 Типовая инструкция по охране труда при работе с этилированным бензином. Утв., Минтопэнерго РФ 04.07.1995.
128. Постановление Правительства Российской Федерации «Об организации и осуществлении производственного контроля за соблюдением требований промышленной безопасности на опасных производственных объектах» от 10.03.99 № 263.
129. ВНТП 5-95 Нормы технологического проектирования предприятий по обеспечению нефтепродуктами.
130. Инструкция по эксплуатации очистных сооружений нефтебаз, наливных пунктов, перекачивающих станций и АЗС.
131. «О проведении предварительных и периодических медицинских осмотров работников». Приказ Минздрава РФ от 10.12.1996 г. №405.
132. Типовая инструкция по охране труда при работе с этилированным бензином.
133. ПР 50.2.009-94 «ГСИ. Порядок проведения испытаний и утверждения типа средств измерения».
134. Межотраслевые правила охраны труда (правила безопасности) при эксплуатации электроустановок, утвержденные постановлением Минтруда России от 5 января 2001 г. № 3.
135. Правила технической эксплуатации резервуаров и инструкции по их ремонту. Утверждены Госнефтепродуктом СССР 26 декабря 1986 г.
136. МР 38.18.015-94 Методические рекомендации по акустико-эмиссионному контролю сосудов, работающих под давлением и трубопроводов нефтехимических производств.
137. Инструкция по зачистке резервуаров от остатков нефтепродуктов. Утв. Приказом ОАО «НК «Роснефть» 28 января 2004 г. № 9.
Приложение
2
ПАСПОРТ
стального вертикального цилиндрического резервуара
|
« |
|
» |
|
200 |
|
г. |
||||||||||||||||||||||
|
Объем резервуара |
|
м3 |
|
Номер резервуара |
|
|||||||||||||||||||||||
|
Наименование объекта |
|
|||||||||||||||||||||||||||
|
Назначение резервуара |
|
|||||||||||||||||||||||||||
|
Основные размеры резервуара |
|
|||||||||||||||||||||||||||
|
внутренний диаметр стенки |
|
мм, высота |
||||||||||||||||||||||||||
|
стенки |
|
мм |
||||||||||||||||||||||||||
|
Технический проект КМ |
|
|||||||||||||||||||||||||||
|
|
(номер проекта) |
|||||||||||||||||||||||||||
|
разработан |
|
|||||||||||||||||||||||||||
|
|
(организация-разработчик) |
|||||||||||||||||||||||||||
|
Рабочие деталировочные чертежи |
|
|||||||||||||||||||||||||||
|
|
(номера чертежей) |
|||||||||||||||||||||||||||
|
разработаны |
|
|||||||||||||||||||||||||||
|
|
(организация-разработчик) |
|||||||||||||||||||||||||||
|
Проект основания и фундаментов под резервуар |
|
|||||||||||||||||||||||||||
|
|
(номер проекта) |
|||||||||||||||||||||||||||
|
разработан |
|
|||||||||||||||||||||||||||
|
|
(организация-разработчик) |
|||||||||||||||||||||||||||
|
Проект резервуарного оборудования |
|
|||||||||||||||||||||||||||
|
|
(номер проекта) |
|||||||||||||||||||||||||||
|
разработан |
|
|||||||||||||||||||||||||||
|
|
(организация-разработчик) |
|||||||||||||||||||||||||||
|
Проект антикоррозионной защиты резервуара |
|
|||||||||||||||||||||||||||
|
|
(номер проекта) |
|||||||||||||||||||||||||||
|
разработан |
|
|||||||||||||||||||||||||||
|
|
(организация-разработчик) |
|||||||||||||||||||||||||||
|
Конструкции резервуара изготовлены |
|
|||||||||||||||||||||||||||
|
|
(дата окончания отгрузки) |
|||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||
|
(наименование завода-изготовителя) |
||||||||||||||||||||||||||||
|
Конструкции резервуара смонтированы с |
|
по |
|
|||||||||||||||||||||||||
|
|
(начало-окончание монтажа) |
|||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||
|
(наименование монтажной организации) |
||||||||||||||||||||||||||||
Для выполнения общестроительных и пуско-наладочных работ на резервуаре привлекались организации:
|
1. |
|
|
|
|||||||
|
|
(наименование организации) |
|
(выполненные работы) |
|||||||
|
2. |
|
|
|
|||||||
|
|
(наименование организации) |
|
(выполненные работы) |
|||||||
|
3. |
|
|
|
|||||||
|
|
(наименование организации) |
|
(выполненные работы) |
|||||||
|
На основании имеющейся технической документации и актов на выполненные работы резервуар введен |
||||||||||
|
в эксплуатацию |
« |
|
» |
|
200 |
|
г. |
|||
Приложения.
1. Технический проект на конструкции резервуара (проект КМ)
2. Рабочие (деталировочные) чертежи конструкций резервуара
3. Сертификат качества на конструкции резервуара.
4. Акт на приемку основания и фундаментов.
5. Акт контроля качества смонтированных конструкций резервуара
6. Акт гидравлического испытания резервуара.
7. Акт испытания резервуара на внутреннее избыточное давление и вакуум
8. Акт выполнения антикоррозионной защиты резервуара
9. Акт выполнения теплоизоляции резервуара.
10. Акты приемки смонтированного на резервуаре оборудования.
|
Подпись руководителя организации Заказчика |
|
|
|
|
|
(подпись) |
|
(ФИО) |
Приложение 3
ЖУРНАЛ ОСМОТРА ОСНОВНОГО ОБОРУДОВАНИЯ И АРМАТУРЫ
РЕЗЕРВУАРА
|
Дата осмотра |
Объект осмотра |
Результат осмотра (обнару |
Выполнение работы по устранению дефектов |
Дата устранения дефектов |
Фамилия, должность лиц выполнивших ремонт |
Под пись ответствен |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Пояснения и указания по заполнению журнала
1. Журнал осмотра основного оборудования и арматуры резервуара является внутренним документом предприятия.
2. Журнал ведется в одном экземпляре, пронумеровывается и скрепляется печатью. Количество страниц в журнале заверяется подписью ответственного лица.
3. В журнале отражаются результаты осмотра и устраняемые неисправности оборудования и арматуры резервуара.
Приложение 4
НАРЯД-ДОПУСК
на выполнение работ повышенной опасности
|
|
Утверждаю: |
||||||
|
|
|
||||||
|
|
(должность, ф.и.о.) |
||||||
|
|
|
||||||
|
|
(подпись) |
||||||
|
« |
|
» |
|
200 |
|
г. |
|
НАРЯД-ДОПУСК
на выполнение работ повышенной опасности
|
1. Выдан (кому) |
|
||
|
|
(должность руководителя работ, ответственного за проведение работ., Ф.И.О. дата) |
||
|
2. На выполнение работ |
|
||
|
|
|||
|
(характер и содержание работы, опасные вредные и производственные факторы) |
|||
|
3. Место проведения работ |
|
||
|
|
|||
|
(отделение, участок, установка, аппарат, выработка, помещение) |
|||
4. Состав бригады исполнителей (в том числе дублеры, наблюдающие)
(При большом числе членов бригады ее состав и требуемые сведения приводятся в прилагаемом списке с отметкой об этом в настоящем пункте.)
|
№ п/п |
Фамилия, имя, отчество |
Выполняемая функция |
Квалификация (разряд, группа по электробезопасности) |
С условиями работы ознакомлен, инструктаж получил |
|
|
Подпись |
Дата |
||||
|
1 |
Производитель работ (ответственный, старший исполнитель, бригадир) |
|
|
|
|
|
2 |
|
|
|
|
|
|
3 |
|
|
|
|
|
|
5. Планируемое время проведения работ: |
||||||||||||
|
начало |
|
время |
|
дата, |
||||||||
|
окончание |
|
время |
|
дата. |
||||||||
|
6. Меры по обеспечению безопасности |
|
|||||||||||
|
|
||||||||||||
|
(организационные и технические меры безопасности, осуществляемые при подготовке объекта к проведению работ повышенной опасности, при их проведении, средства коллект ивной и индивидуальной защиты, режим работы) |
||||||||||||
|
7. Требуемые приложения |
|
|||||||||||
|
|
||||||||||||
|
(наименование схем. эскизов, анализов, ПНР и т.п.) |
||||||||||||
|
8. Особые условия |
|
|||||||||||
|
|
(в том числе присутствие лиц надзора при проведении работ) |
|||||||||||
|
9. Наряд выдал |
|
|||||||||||
|
|
(должность, Ф.И.О., подпись выдавшего наряд, дата) |
|||||||||||
|
10. СОГЛАСОВАНО: |
||||||||||||
|
со службами (техники безопасности, пожарной охраны, ГСС (ВГСМ), механической, энергетической и др. при необходимости) со взаимосвязанными цехами, участками, владельцем ЛЭП и др. |
||||||||||||
|
|
||||||||||||
|
(название службы, Ф.И.О. ответственного лица, подпись, дата) |
||||||||||||
|
11. Объект к проведению работ подготовлен: |
||||||||||||
|
Ответственный за подготовку объекта |
|
|||||||||||
|
|
(должность, Ф.И.О., подпись, дата, время) |
|||||||||||
|
Руководитель работ |
|
|||||||||||
|
|
(должность, Ф.И.О., подпись, дата, время) |
|||||||||||
|
12. К выполнению работ допускаю |
|
|||||||||||
|
|
(должность, Ф.И.О., подпись, дата, время) |
|||||||||||
|
13. Отметка о ежедневном допуске к работе, окончании этапа работы: |
||||||||||||
|
Дата |
Меры безопасности по п. 6 выполнены |
||||
|
Начало работы |
Окончание |
||||
|
Время (час. мин) |
Подпись допускающего к работе |
Подпись руководителя работ |
Время (час. мин) |
Подпись руководителя работ |
|
|
14. Наряд-допуск продлен до |
|
|
|
(дата, время, подпись выдавшего наряд, |
|
|
|
|
Ф.И.О., должность) |
|
|
15. Продление наряда-допуска согласовано (в соответствии с п. 10) |
|
|
|
|
|
(назв. службы, цеха, участка, должность ответственного лица, Ф.И.О., подпись, дата, время) |
|
|
16. К выполнению работ на период продления допускаю |
|
|
|
|
|
(должность допустившего, Ф.И.О., поднись, дата, время) |
|
|
17. Изменения состава бригады исполнителей: |
|
|
Введем в состав бригады |
Выведен из состава бригады |
Руководи-тель работ (подпись) |
||||||
|
Ф.И. О. |
С условиями работы ознакомлен, проинструктирова н (подпись) |
Квалификация, р азряд г руппа |
Выполняемая ф ункция |
Дата, время |
Ф.И.О |
Дата, врем я |
Выпол-няемая функция |
|
18. Работа выполнена в полном объеме, рабочие места приведены в порядок, инструмент и материалы убраны, люди выведены, наряд-
|
допуск закрыт |
|
|
(руководитель работ, подпись, дата, время) |
|
|
|
|
|
(начальник смены (старший по смене) по месту проведения работ, Ф.И.О., подпись, дата, время) |
|
Приложение 5
Предельно допустимые концентрации вредных
веществ в воздухе рабочей зоны (по ГОСТ
12.1.005-88* )
|
Наименование вещества |
Величина ПДК, мг/м3 |
Класс опасности |
|
Бензин (растворитель топливный) |
100 |
IV |
|
Бензол+ |
5 |
II |
|
Керосин (в пересчете на С) |
300 |
IV |
|
Лигроин (в пересчете на С) |
300 |
IV |
|
Масла минеральные нефтяные+ |
5 |
III |
|
Нефрас С 150/200,(в пересчете на С) |
100 |
IV |
|
Нефть+ |
10 |
III |
|
Сероводород+ |
10 |
II |
|
Сероводород в смеси с углеводородами |
|
|
|
С1-С5 |
3 |
III |
|
Тетраэтилсвинец+ |
0,005 |
I |
|
Толуол |
50 |
III |
|
Уайт-спирит (в пересчете на С) |
300 |
IV |
|
Хлор+ |
1 |
II |
Примечания
1. Знак «+» означает, что вещества опасны также при попадании на кожу.
2. Периодичность контроля устанавливается в зависимости от класса опасности вредного вещества
для I класса - не реже 1 раза в 10 дней:
для II класса - не реже 1 раза в месяц:
для III и IV классов - не реже 1 раза в квартал.
При установленном соответствии содержания вредных веществ III и IV классов опасности уровню ПДК, по согласованию с органами государственного санитарного надзора, допускается проводить контроль не реже 1 раза в год.
Приложение 6
РЕЗУЛЬТАТЫ ИЗМЕРЕНИЯ ТОЛЩИН ЭЛЕМЕНТОВ РЕЗЕРВУАРА
|
Толщина, мм |
Номера поясов стенки |
Днище |
Кровля |
||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
окраек |
центр |
||
|
По проекту |
|
|
|
|
|
|
|
|
|
|
|
|
Фактическая |
|
|
|
|
|
|
|
|
|
|
|
|
Допускаемая |
|
|
|
|
|
|
|
|
|
|
|
Приложение 7
ИНСТРУКЦИЯ ПО ОПРЕДЕЛЕНИЮ ГЕРМЕТИЧНОСТИ СВАРНЫХ
СОЕДИНЕНИЙ ПОНТОНОВ
Герметичность сварных соединений понтона проверяется внешним осмотром, смачиванием керосином или вакуум-методом.
При проверке герметичности стыкового сварного соединения или нахлесточного соединения, выполненного с одной стороны сплошным швом, а с другой - прерывистым, контролируемая сторона соединения должна быть тщательно очищена от грязи, окалины и окрашена водной суспензией мела или каолина. После высыхания водной суспензии обратная сторона соединения (сварного шва) обильно смачивается керосином не менее двух раз с перерывом 10 мин. На окрашенной водной суспензией мела или каолина поверхности сварного шва не должно появляться пятен в течение 12 часов, а при температуре ниже 5°С - в течение 24 часов.
Для проверки герметичности двухсторонних нахлесточных сварных швов керосин вводится под давлением 1 - 2 кгс/см2 в зазор между листами через специально просверленное отверстие; после проведения испытания пространство между листами должно быть продуто сжатым воздухом, а отверстие заварено.
При контроле сварных соединений вакуум-методом контролируемый участок сварного соединения и основного металла шириной 150 мм по обеим сторонам от шва очищается от шлака, масла и пыли, смачивается индикаторным мыльным раствором, а при отрицательной температуре уре-раствором лакричного корня. Далее на контролируемый участок плотно устанавливается вакуум-камера, которая подключается к вакуум-насосу. При проведении испытания разряжение в вакуум-камере должно составлять не менее 500 мм рт. ст. для сварных соединений стальных листов толщиной 4 мм и не менее 600 мм рт. ст. для соединений стальных листов большей толщины. Отсутствие пузырьков внутри камеры при проведении испытания свидетельствует о достаточной герметичности контролируемого участка сварного соединения.
Приложение 8
МЕТОДИКА
ИНФРАКРАСНОЙ СПЕКТРОСКОПИИ
Диагностирование методом инфракрасной спектроскопии проводят в климатических условиях, обеспечивающих равномерное распределение температурного поля стенки резервуара, преимущественно в ночное время, в туман, в пасмурные дни. Исключается влияние на корпус резервуара прямых солнечных лучей, других внешних источников инфракрасного излучения.
С целью обеспечения постоянства коэффициента излучения, поверхность стенки должна быть полностью окрашена или очищена от краски. Удаляют с поверхности наслоения грязи, коррозии, снега, льда.
Температура окружающей среды должна соответствовать температурному диапазону тепловизионного приемника. Оптимальное значение температуры среды при диагностировании плюс 15°С (± 5°С).
В зависимости от глубины поиска дефекты, выявляемые тепловизионным способом, делятся на два типа:
первый тип - крупные концентраторы, выявляемые при обследовании резервуара в целом, с расстоянием между камерой и объектом до 50 м;
- второй тип - мелкие концентраторы, выявляемые при обследовании локальных областей с расстояния до 10 м.
Тепловизионную камеру устанавливают на расстоянии, соответствующем заданной глубине поиска дефектов. Поле зрения, при необходимости, измеряют сменными линзами.
Регистрируют «нулевой кадр», т.е. температурное поле стенки резервуара перед началом диагностирования.
Резервуар нагружают тестовой нагрузкой. Изменение температурного поля стенки резервуара контролируется на экране видеоконтрольного устройства. Тепловизионную информацию, при необходимости, заносят на магнитную ленту для дальнейшей обработки на ЭВМ.
Применяют несколько способов регистрации и обработки тепловизионной информации:
- консервация информации на магнитную ленту в эксплуатационных условиях и обработка тепловизионных изображений в стационарных условиях на ЭВМ;
- регистрация и обработка информации при прямых измерениях, в процессе диагностирования (без консервации информации);
- регистрация тепловизионных изображений на фотопленку. Способ регистрации и обработки выбирают в зависимости от системы тепловизора.
Обработка термограмм заключается в выявлении и измерении макро- и микроконцентраторов напряжений в стенке резервуара. Коэффициент концентрации напряжений определяют отношением приращения максимального уровня температур в области дефекта к приращению температуры в бездефектном участке в относительных или абсолютных единицах измерения.
Для получения абсолютных значений температур в программу обработки тепловизионного изображения вводят коэффициент излучения поверхности объекта и температуру окружающей среды.
При обработке тепловизионных изображений для исключения собственных тепловых полей объекта: вычитают «нулевой кадр», полученный перед нагружением, из последующих, полученных после тестового нагружения, и анализируют только приращение температурного поля, вызванного нагрузочным тестом. Коэффициент концентрации напряжений в области дефекта определяют отношением приращения температуры в области концентратора и бездефектной области:
![]() ,
,
где Δ t8 - приращение температуры в области дефекта;
Δ t0 - приращение температуры в бездефектной области.
Приложение 9
МЕТОДИКА КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ С ПОМОЩЬЮ
ПРОНИКАЮЩИХ ЛУЧЕЙ
1. Для просвечивания сварных соединений на рентгеновскую пленку применяются гамма-дефектоскопы и рентгеновские аппараты, которые должны быть транспортабельны, безопасны и удобны в работе.
2. Запас пленки в службе дефектоскопии и на складах не должен превышать годовую потребность.
3. Для оценки качества сварного соединения в специальный карман кассеты или непосредственно на поверхность металла со стороны источника излучения помещается эталон чувствительности (дефектометр). Эталоны чувствительности могут быть пластинчатыми или проволочными, изготавливаются из металла, аналогичного контролируемому. Форма и размеры эталонов должны соответствовать ГОСТ 7512.
4. При контроле сварных швов с помощью проникающих излучений кассета с пленкой устанавливается на шов с внутренней стороны стенки резервуара, а источник излучений - снаружи на некотором расстоянии, называемым фокусным.
5. Фокусное расстояние выбирают в зависимости от длины снимка и должно быть не менее 1,38 его длины. При уменьшении фокусного расстояния качество снимка снижается, а с увеличением повышается чувствительность снимка, но возрастает (в квадрате) время экспозиции.
6. Время экспозиции при просвечивании швов зависит от мощности источника излучения, качества пленки, рода и толщины просвечиваемого материала, фокусного расстояния.
При использовании импульсных рентгеновских аппаратов экспозиция выбирается по рекомендациям, данным в техническом описании и инструкции по эксплуатации аппарата, затем уточняется с помощью пробных снимков. В случае применения изотопов типа Иридий-192 для определения времени экспозиции используют номограммы и таблицы в зависимости от срока хранения источника.
7. Во избежание получения размытых «смазанных» изображений шва на снимке установка источника излучения и крепление кассет должны обеспечивать их полную неподвижность.
8. Установку кассет при просвечивании швов 2-го и 3-его поясов производят с лестницы, а источник излучения ставят на штатив, специальную подставку или приспособление, обеспечивающее его устойчивость и выбранное фокусное расстояние.
9. Швы стыковых соединений контролируют с направлением центрального луча в середину шва так, чтобы угол между направлением излучения и плоскостью шва был равен 90°. Швы, сваренные внахлестку, просвечиваются с направлением центрального луча перпендикулярно плоскости шва или под углом 45°.
10. В резервуарах полистовой сборки рулонного изготовления, находящихся в эксплуатации, просвечиваются все пересечения вертикальных и горизонтальных швов 1-го и 2-го поясов и 50 % пересечений второго и третьего поясов стенки, а также все места, где проводился ремонт с применением сварки.
11. Если в процессе контроля будут обнаружены недопустимые дефекты, выходящие за пределы снимка, то просвечивание производится дальше до окончания дефекта шва.
12. Проявление пленок, экспонированных рентген- или гамма-лучами, производят стандартными проявителями, указанными заводом-изготовителем на упаковке пленки.
13. После проявления снимки промываются в проточной воде или в ванне (промежуточная промывка). В жаркое время во избежание сползания эмульсии промежуточная промывка производится в слабом растворе кислоты или кислых солей (однопроцентный раствор уксусной кислоты или 25 %-ный раствор бисульфита натрия).
14. Фиксирование проявленных снимков проводят в фиксаже рекомендованном заводом-изготовителем пленки при температуре окружающей среды.
15. После фиксирования снимки тщательно промывают в проточной воде в течение 10-20 минут до полного удаления из эмульсионного слоя гипосульфита натрия и других солей. Допускается промывка в стоячей воде в течение 25-30 минут, меняя ее через каждые 5-6 минут.
16. Сушат негативы в сушильных шкафах с регуляторами температуры с обеспечением необходимого обмена воздуха.
17. Наиболее часто встречающимся дефектом снимков является чрезмерная вуаль, которая появляется из-за использования предварительно засвеченной или с просроченным сроком хранения пленки, обработка при сильном красном свете фонаря или в перегретом проявителе.
18. Требования к качеству снимков определены в ГОСТ 7512.
19. Ширина и длина дефекта шва, проявившегося на снимке определяется простыми измерениями, а примерный размер по сечению шва (глубина залегания) - по эталону чувствительности. Сравниваются степень почернения одной из канавок эталона и дефекта. Глубина этой канавки и будет размером дефекта по сечению шва.
20. В заключении по результатам просвечивания швов указывают условное обозначение шва (его номер), чувствительность снимка, длину контролируемого участка шва в миллиметрах, вид и характер дефектов, количество в штуках, глубину и протяженность в миллиметрах.
Для сокращения записи применяют следующие условные обозначения:
Е - трещина продольная;
Еа - трещина поперечная;
Д - непровар в корне шва;
Да - непровар по кромке шва (несплавление);
В - неметаллическое включение сферическое, компактное;
Ва - неметаллическое включение удлиненной формы;
А - газовая пора сферическая;
Аа - газовая пора удлиненной формы;
с - цепочка дефектов;
d - скопление дефектов.
Пример записи в заключении. На снимке участка шва сварного соединения длиной 300 мм выявлены:
- трещина продольная длиной 5 мм;
- непровар в корне шва глубиной 0,2 мм по сечению шва на участке в 25 мм;
- скопление шлаковых включений на участке шва длиной 30 мм, глубиной 0,12 мм по сечению шва;
- цепочка газовых пор глубиной 0,15 мм по сечению шва, на участке в 40 мм.
Е - 5; Да - 0,2-25; Ва - 0,12-30, сАа - 0,1 5-40.
21. Расшифрованные снимки собирают в связки, на бирке которой указывают номер резервуара, его местонахождение, дату контроля.
Снимки, как первичные документы, хранят в архиве службы дефектоскопии в течение 2-х лет, после чего сдают по акту в соответствующие организации в переработку для снятия серебра.
Приложение 10
МЕТОДИКА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ
СОЕДИНЕНИЙ
1. Настоящая методика распространяется на контроль сварных соединений из углеродистых и низколегированных сталей, выполненных ручной электродуговой автоматической и полуавтоматической сваркой. Методика разработана с учетом рекомендаций и требований ГОСТ 14782.
2. Для дефектоскопии резервуаров применяют ультразвуковые дефектоскопы типа УДМ-3М, ДУК-6в, УД2-12 и др. В комплект приборов входит набор искателей для контроля и измерения толщины листов, а также эталоны для настройки приборов, инструкция по настройке и эксплуатации. Приборы должны ежегодно проходить поверку в центрах стандартизации и метрологии Госстандарта России.
3. К выполнению работ по дефектоскопии допускаются операторы, прошедшие обучение, имеющие удостоверение на право контроля и прошедшие стажировку с опытным оператором. Срок действия квалификационного удостоверения специалистов 1 и 2 уровней - 3 года, 3-го уровня - 5 лет. Квалификационное удостоверение теряет силу в случае перерыва в работе по неразрушающему контролю более 1 года. По истечении этого срока оператор допускается к производству работ по дефектоскопии только после сдачи экзаменов.
4. Перед началом контроля
поверхность металла очищают на расстоянии 50 - 70 мм с каждой стороны шва до
чистоты ![]() .
.
5. С целью обеспечения акустического контакта между шумоискателем и изделием, зачищенную поверхность протирают и смазывают автолом, солидолом, глицерином и т.п.
6. Проверяют правильность работы дефектоскопа по эталонам согласно прилагаемой к прибору инструкции. Проверяется точность работы глубиномера, стрелка искателя, разрешающая способность, «мертвая зона», правильность показаний на эталонах сварных швов с заданными дефектами.
7. Контроль стыковых швов толщиной 4 - 20 мм ведут последовательно по обе стороны от усиления шва призматическими искателями. Искатель перемещают зигзагообразно вдоль шва, систематически поворачивая его вокруг оси на 5 - 10° для выявления различно расположенных дефектов.
8. Если на экране прибора в пределах рабочего участка развертки появится устойчивый сигнал, то устанавливают причину его появления, для чего, слегка перемещая искатель по поверхности металла, находят такое положение, когда амплитуда сигнала максимальна, определяют координаты отражателя, уточняя не является ли наблюдаемый сигнал результатом отражения ультразвуковых колебаний от границы усиления шва. Если отраженный сигнал устойчив и его координаты находятся в районе шва, он фиксируется как дефект. Порядок измерения координат дефекта, его протяженности указан в прилагаемой к прибору инструкции.
9. Контроль угловых сварных соединений производят с одной стороны за один проход при толщине свариваемых листов 4 - 12 мм, за два прохода при толщинах более 12 мм наклонными искателями с углом ввода луча 53° и 55°.
10. Тавровые швы, соединяющие стенку с днищем, с допустимым технологическим непроваром контролируют прямым искателем. Величина непровара определяется методом сравнения величины эхо-сигнала от непровара с сигналом от канавки на образце.
Контроль швов, сваренных внахлестку, целесообразно проводить отраженным лучом, используя искатель с углом ввода 50 - 55°, затем 30 - 40°.
11. Результаты ультразвукового контроля заносятся в журнал или протокол, а при необходимости, и в карту контроля. В журнале указывают:
- тип сварного соединения и индекс (номер), присвоенный данному изделию и сварному шву, длина контролируемого участка;
- технические условия (инструкция), по которым проводилась дефектоскопия;
- тип дефектоскопа;
- результаты контроля;
- участки шва, непроконтролированные совсем или частично, подлежащие контролю;
- дату контроля;
- фамилию дефектоскописта.
Карта контроля включает:
- схему контролируемых швов с указанием их размеров и номеров, присвоенных им оператором;
- основные характеристики выявленных дефектов (условная высота и протяженность, минимальное расстояние между дефектами, их количество в шве, места их расположения в шве).
12. Запись дефектов ведут в сокращенном виде и обозначают знаками:
- буквой, определяющей оценку допустимости дефекта по эквивалентной площади и условной протяженности,
- цифрой, определяющей условную ширину дефекта, мм;
- цифрой, определяющей протяженность дефекта, мм;
- цифрой, определяющей наибольшую глубину залегания дефекта, мм;
- цифрой, определяющей условную высоту дефекта, мм;
- цифрой, определяющей эквивалентную площадь дефекта, мм.
Для сокращения записи протяженности дефектов по длине шва применяются следующие обозначения.
А - дефект, эквивалентная площадь и условная протяженность которого равна или менее допустимых значений;
В - дефект, условная протяженность которого превышает допустимое значение;
Д - дефект, эквивалентная площадь которого превышает допустимое значение.
13. По результатам ультразвукового контроля швы сварных соединений резервуаров должны удовлетворять требованиям, указанным в таблице.
Допустимые дефекты сварных швов резервуаров, выявленные с применением ультразвуковых дефектоскопов
|
Тип сварного шва |
Длина оценочного участка |
Толщина конструкций в сварном соединении, мм |
Фиксируемая эквивалентная площадь одиночного дефекта, мм2 |
Допустимое число одиночных дефектов на оценочном участке, шт. |
|
|
наименьшая поисковая |
допустимая оценочная |
||||
|
Стыковые, угловые |
20 |
6 ÷ 10 |
5 |
7 |
1 |
|
Тавровые, внахлестку |
25 |
10 ÷ 20 |
5 |
7 |
2 |
Приложение 11
ОБСЛЕДОВАНИЕ РЕЗЕРВУАРОВ МЕТОДОМ АКУСТИЧЕСКОЙ
ЭМИССИИ
Целью АЭ-контроля является обнаружение, определение координат и слежение (мониторинг) за источниками АЭ, связанными с несплошностями на поверхности или внутри стенки объекта контроля, сварных соединений деталей и компонентов. Регистрация АЭ позволяет определить образование свищей, сквозных трещин, протечек в уплотнениях, заглушках и фланцевых соединениях.
Метод АЭ основан на регистрации и анализе акустических волн, возникающих в процессе пластической деформации и разрушения (роста трещин) в контролируемых объектах. Это позволяет формировать адекватную систему классификации дефектов и критерии оценки состояния объекта, основанные на реальном влиянии дефекта на объект. Другим источником АЭ является истечение рабочего тела (жидкости или газа) через сквозные отверстия в контролируемом объекте.
Основные характерные особенности метода АЭ:
- обеспечение обнаружения и регистрации только развивающихся дефектов, что позволяет классифицировать дефекты не по размерам, а по степени их опасности;
- высокая чувствительность;
- обеспечение контроля всего объекта с использованием одного или нескольких преобразователей АЭ, неподвижно закрепленных на поверхности объекта;
- положение и ориентация дефекта при проведении АЭ не влияет на выявляемость дефектов;
- исследование с помощью метода АЭ производится без вывода оборудования из эксплуатации.
АЭ-контроль технического состояния исследуемых объектов проводится при создании в конструкции напряженного состояния, инициирующего в материале объекта работу источников АЭ. Для этого объект подвергается нагружению силой, давлением, температурным полем и т.д. Выбор вида нагрузки определяется конструкцией объекта и условиями его работы.
В соответствии с РД-03-131-97 «Сосуды. Аппараты и технологические трубопроводы. Акустико-эмиссионный метод контроля. Руководящий документ», утвержденным Госгортехнадзором России, метод АЭ рекомендован для контроля таких объектов химических и нефтехимических производств, как емкостное, колонное, реакторное, теплообменное оборудование, изотермические хранилища, хранилища сжиженных углеводородных газов под давлением, резервуары нефтепродуктов и агрессивных жидкостей, оборудование аммиачных холодильных установок, сосуды, котлы, аппараты, технологические трубопроводы и т. д.
АЭ аппаратура
Для проведения АЭ контроля используется комплекс дефектоскопический акустикоэмиссионный (АЭ) ALINE-32 D. Блок формирования АЭ параметров комплекса ALINE-32 D регистрирует:
- время регистрации АЭ события;
- время регистрации максимальной амплитуды АЭ события;
- время окончания АЭ события;
- энергию АЭ события;
- число превышений порога;
- статусные флаги.
Одним из основных элементов технических средств АЭ контроля являются Преобразователи АЭ (ПАЭ).
Тип используемых преобразователей: пьезоэлектрический преобразователь акустической эмиссии, полосовой, продольного смещения, со встроенным предусилителем, керамическим протектором и магнитным креплением ПАЭ GT 200.
Подготовительные работы к обследованию резервуара
В соответствии с Программой Заказчик осуществляет:
- утверждение Программы работ по АЭ контролю, подготовленной Исполнителем. В указанной Программе отражаются организационно-технические мероприятия, обеспечивающие выполнение АЭ контроля, предоставление помещения для размещения диагностического оборудования;
- обеспечение доступа к местам установки датчиков ПАЭ на объекте контроля в соответствии со Схемой установки датчиков, разработанной Исполнителем (обеспечение подъемными механизмами, установка лесов, выделение персонала для вспомогательных работ, включая зачистку поверхности сосудов в местах установки датчиков АЭ до Rz 40);
- прекращение ремонтных и прочих работ, мешающих проведению АЭ контроля;
- обеспечение изменения нагрузки на объект согласно графику нагружения, разработанного Исполнителем;
- обеспечение двусторонней связи между персоналом, выполняющим контроль и эксплуатационным персоналом, осуществляющим изменение нагрузки;
- обеспечение мероприятий по безопасному ведению диагностических работ в соответствии с действующими инструкциями и правилами предприятия.
Ознакомление с эксплуатационно-технической документацией
При ознакомлении с технической документацией устанавливается ее комплектность. Сведения о диагностируемом резервуаре вносятся в опросный лист, подписываемый Заказчиком и Исполнителем.
На основе данных Опросного листа производится:
- анализ конструктивных особенностей резервуара, технологии его изготовления и монтажа, ремонта или реконструкции, а также условий эксплуатации;
- определение наиболее нагруженных, работающих в наиболее тяжелых и сложных условиях элементов резервуара.
АЭ диагностика
АЭ диагностика резервуара включает в себя:
- контроль днища резервуара, в том числе уторного шва;
- контроль монтажного шва.
Контроль проводится в соответствии с РД-03-131-97 «Сосуды, аппараты, котлы и технологические трубопроводы. Акустико-эмиссионный метод контроля. Руководящий документ» и МР 38.18.015-94 «Методические рекомендации по акустико-эмиссионному контролю сосудов, работающих под давлением, и трубопроводов нефтехимических производств».
1. Подготовка к нагружению резервуара.
1.1. Установка преобразователей АЭ.
Размещение ПАЭ производится по схеме установки датчиков, разработанной Исполнителем, которая обеспечивает контроль сварных соединений и основного металла днища и монтажного шва резервуара.
1.2. Проверка работоспособности АЭ аппаратуры с использованием имитаторов АЭ и калибровка каналов:
- определение акустических свойств материала контролируемого объекта: скорость распространения звука и коэффициент затухания акустических волн, импедансы материала;
- калибровка каналов: выбор коэффициента усиления каналов и порога амплитудной дискриминации;
- проверка необходимых характеристик АЭ сигналов: число выбросов, энергия, амплитуда, и пр.;
- оценка погрешности определения координат источников АЭ.
2. Нагружение резервуара.
АЭ контроль выполняется в процессе нагружения объекта путем изменения взлива до заранее выбранных величин Рисп и в процессе выдержки взлива на определенных уровнях в соответствии с графиком нагружения, разработанного Исполнителем. Максимальная величина нагрузки принимается
Рисп = 1,05 Рраб ,
где Рраб - эксплуатационная нагрузка резервуара.
Время выдержки при Рисп принимается не менее 2 часов.
В зависимости от объема и скорости взлива АЭ контроль проводится за один или два нагружения резервуара.
3. АЭ контроль. Оперативное накопление данных.
В процессе контроля производится оперативное накопление данных. Одновременно на мониторе АЭ системы отслеживается развитие ситуации на контролируемом объекте в процессе фаз нагружения объекта для своевременной регистрации катастрофически активных источников АЭ и течей.
4. Обработка и анализ данных АЭ контроля.
Накопленные данные обрабатываются и анализируются в соответствии с выбранной системой классификации источников АЭ и критериев оценки состояния объекта:
- амплитудный критерий;
- интегральный критерий;
- локально-динамический критерий;
- критерий непрерывной АЭ.
Документальное оформление результатов обследования резервуара
В соответствии с требованиями по документальному оформлению результатов работ приведенными в РД-03-131-97 и РД-08-95-95 составляются Протоколы по применению необходимого вида контроля.
На основе анализа результатов обследования дается Заключение о техническом состоянии резервуара, возможности и условиях его дальнейшей эксплуатации, а также с рекомендациями проведения ремонта или исключению резервуара из эксплуатации.
Все данные, полученные в процессе подготовки и проведения диагностических работ, вносятся в Отчет по результатам обследования резервуара.
Перечисленные выше документы подписываются ответственными исполнителями диагностических работ и утверждаются руководителем организации, проводившей контроль.
Приложение 12
МЕТОДИКА ОПРЕДЕЛЕНИЯ ВЕЛИЧИНЫ НЕРАВНОМЕРНОЙ
ОСАДКИ ДНИЩА И УКЛОНА ОТМОСТКИ
1. Величину неравномерной осадки наружного контура окрайка днища определяют нивелированием в тех же местах (через 6 м), в которых проводились измерения отклонений стенки от вертикали.
2. Нивелирование проводят два оператора, один из которых работает с нивелиром и заносит данные отсчетов в журнал, другой устанавливает рейку на окраек днища.
Место установки нивелира выбирают таким образом, чтобы в поле зрения было как можно больше точек, подлежащих проверке.
3. При работе с нивелиром производят отсчеты всех точек, просматриваемых с одной установки.
4. После снятая отсчета последней точки нивелир устанавливают в рабочее положение на новом месте, причем первый отсчет с новой стоянки производят в точке, в которой производился последний отсчет в предыдущей установке. Первый отсчет заносят в журнал в скобках против предыдущего последнего отсчета.
Таким образом, последний отсчет предыдущей установки нивелира является первым отсчетом последующей установки в новом месте. Данная операция будет в дальнейшем именоваться «переход».
После получения всех отсчетов по всей окружности резервуара приступают к расчету отклонений от горизонтали окрайка днища.
5. Расчет производят по следующей схеме:
определяют величину превышения нивелира при «переходах»
а - b = с,
где: а - первый результат отсчета после перестановки нивелира,
b - последний результат отсчета первой установки,
с - величина превышения нивелира в результате его перестановки.
Переводят все отсчеты к одной установке:
А 1 - с = В1,
где: а 1 - величина последующих отсчетов второй установки,
B - величина, приведенная к одной установке.
Переводят все отсчеты к «нулевой» отметке:
В1 - b = h,
где: b - величина превышения нивелира над «нулевой» отметкой,
h - величина, приведенная к «нулевой» отметке.
Определяют отклонения от горизонтали окрайка днища путем вычитания из « h» величины, принятой за «нулевую» отметку:
![]() ,
,
где: δ - отклонение от горизонтали любой точки окрайка днища.
6. Уклон отмостки определяют при помощи нивелира. При этом отсчет снимают с рейки, установленной на краю отмостки, прилегающей к резервуару, и на краю отмостки, прилегающей к кольцевому лотку. По разности отсчетов судят о наличии уклона
![]() ,
,
где: h1 - отсчет у края отмостки, прилегающей к кольцевому лотку,
h 2 - отсчету края отмостки, прилегающей к резервуару.
L - ширина отмостки.
Уклон должен быть: i = 1:10
Приложение 13
МЕТОДИКА ОПЕРАТИВНОГО ДИАГНОСТИРОВАНИЯ
ГЕРМЕТИЧНОСТИ ДНИЩ РЕЗЕРВУАРОВ
1. Определение герметичности днища резервуара по аномалиям электрической проводимости в грунте подушки резервуара выполняется специализированными организациями с лицензиями на этот вид деятельности.
2. Для измерения сопротивления или электрической емкости грунта в песчаную подушку вокруг резервуара на равных расстояниях вводят металлические электропроводные зонды. Количество зондов увеличивается с увеличением диаметра резервуара. Оптимальным считается для резервуаров с диаметром днища до 8,5 м - 8 зондов, до 10,5 м - 12, до 15 м - 18 и свыше 16 метров - 24 зонда. Зонды вводятся в грунт на глубину до 900 мм на некотором расстоянии (40 - 50 см) от окрайка днища так, чтобы они не касались металла резервуара, его заземляющего контура, трубопроводной и запорной арматуры. Зонды нумеруют против хода часовой стрелки, начиная от монтажного шва или от коренных задвижек, люк-лаза.
3. Проводят измерения проводимости последовательным подключением зондов, результаты после обработки на ЭВМ позволяют обнаружить место утечки нефтепродукта через днище резервуара, а также нарушение гидрофобного слоя или наличие хлопуна под днищем.
4. Сочетание частичного обследования с диагностикой днища дает почти полное представление о состоянии днища резервуара без его опорожнения и зачистки за исключением качества сварных соединений и коррозионных повреждений днища со стороны продукта.
Приложение 14
Обязательное
Акт о
готовности проведения ремонта резервуара с ведением огневых работ
|
|
|
||||||
|
наименование предприятия |
|
||||||
|
|
УТВЕРЖДАЮ |
||||||
|
|
|
||||||
|
|
Подпись |
||||||
|
« |
|
» |
|
20 |
|
г. |
|
АКТ
|
« |
|
» |
|
20 |
|
г. |
о готовности проведения ремонта резервуара с ведением огневых работ
Основание:
|
|
|
|
|
|
приказ, распоряжение
|
составлен комиссией: |
||||||||||
|
Председатель: главный инженер нефтебазы |
|
|||||||||
|
|
фамилия, имя, отчество |
|||||||||
|
члены комиссии: |
|
|||||||||
|
представитель товарно-транспортного цеха |
|
|||||||||
|
|
должность, фамилия, имя, отчество |
|||||||||
|
представитель пожарной охраны |
|
|||||||||
|
|
должность, фамилия, имя, отчество |
|||||||||
|
представитель ремонтного цеха |
|
|||||||||
|
|
должность, фамилия, имя, отчество |
|||||||||
|
В период с |
|
по |
|
комиссия провела |
||||||
|
проверку готовности |
|
|||||||||
|
|
наименование резервуара |
|||||||||
|
к производству нижеследующего ремонта с ведением огневых работ: |
||||||||||
|
|
||||||||||
|
перечислить работы, которые будут произведены |
||||||||||
|
В процессе подготовки |
|
|||||||||
|
|
наименование, номер резервуара |
|||||||||
|
к производству ремонта с ведением огневых работ выполнено: |
||||||||||
|
1. Резервуар зачищен |
|
|||||||||
|
|
указать качество зачистки; соответствие зачистки ведению огневых работ |
|||||||||
2. Отсоединены все трубопроводы с установкой диэлектрической прокладки: поставлены металлические заглушки и составлена схема их установки, которая приложена к разрешению.
3. Произведен анализ воздуха для определения возможности ведения
|
огневых работ внутри резервуара |
|
||||
|
|
наименование, № резервуара |
||||
|
после отсоединения всех трубопроводов (справка лаборатории |
|||||
|
№ |
|
от |
|
). |
|
4. Все задвижки на соседних резервуарах и трубопроводах, водоспускные краны, колодцы, канализация и узлы задвижек (во избежание загорания паров нефтепродуктов) прикрыты
|
|
|
указывается вид покрытия |
5. Подготовлены: пожарный инвентарь и средства пожаротушения (песок, лопаты, кошма, огнетушители).
|
Председатель комиссии |
|
|||
|
|
подпись |
|||
|
Члены комиссии: |
|
|||
|
представитель пожарной охраны |
|
|||
|
|
подпись |
|||
|
представитель товарно-транспортного цеха |
|
|||
|
|
подпись |
|||
|
представитель ремонтного цеха |
|
|||
|
|
подпись |
|||
Приложение 15
РЕКОМЕНДАЦИИ ПО РЕМОНТУ РЕЗЕРВУАРОВ В УСЛОВИЯХ
ОТРИЦАТЕЛЬНЫХ ТЕМПЕРАТУР
В зимнее время сварочно-монтажные работы при ремонте резервуаров должны выполняться по специально разработанной технологии сварки, исключающей возникновение значительных внутренних напряжений, дефектов в сварных соединениях и обеспечивающей лучшие стабильные свойства соединения.
Настоящие рекомендации составлены на основании действующих нормативных документов ГОСТ 23118, СНиП II-23-81.
Настоящие рекомендации распространяются на ремонт резервуаров из углеродистой «низколегированной стали при отрицательных температурах.
1. Заготовка и обработка деталей
1.1. Изготовление накладок, вставок и деталей для ремонта резервуаров проводят в цехах или мастерских при положительной температуре воздуха.
1.2. При резке и обработке кромок неровности, шероховатости, заусенцы и завалы должны быть не более 0,5 мм.
1.3. Исправлять кромки следует абразивным инструментом. При этом следы от обработки должны быть направлены вдоль кромки.
1.4. При температуре воздуха минус 40°С и ниже кислородную резку деталей из низколегированной стали, кромки которых подлежат в дальнейшем механической обработке, рекомендуется выполнять с подогревом.
1.5. Запрещается правка стали путем наплавки валиков дуговой сваркой.
2. Сборка элементов под сварку
2.1. Запрещается транспортировка волоком отдельных заготовленных деталей конструктивных элементов и листов во избежание нарушения их геометрической формы.
2.2. Запрещается сбрасывать заготовленные детали конструкций при погрузке и выгрузке.
2.3. Длину прихваток рекомендуется принимать не менее 50 мм, расстояние между прихватками - не более 500 мм, высоту усиления прихватки - не более 3 мм.
2.4. Уступ кромок в плоскости соединения листов следует обрабатывать абразивным инструментом.
2.5. При сборке и подгонке элементов рекомендуется применять подготовку кромок с криволинейным скосом.
2.6 В сварных стыковых соединениях листов разной толщины в целях обеспечения плавности изменения сечения необходимо предусматривать скосы у более толстого листа с одной или двух сторон с уклоном не более 1:5.
2.7. При установке технологического оборудования резервуара необходимо руководствоваться требованиями Инструкции.
2.8. Стыковые соединения резервуаров под сварку при толщине листов 5 мм и более следует собирать на стяжных приспособлениях с обеспечением требуемых зазоров или посредством прихваток.
2.9. Лист днища резервуара рекомендуется собирать непосредственно на песчаном основании внахлестку по коротким и длинным кромкам. Подбивка листов в местах тройного нахлеста допускается только в горячем состоянии - нагрев до температуры 900 - 1100°С (от вишневого до оранжевого цвета каления) - и должна прекращаться при температуре не ниже 700°С (красный цвет каления). Площадь разогрева должна превышать площадь места подбивки не менее чем на 20 %. Скорость охлаждения должна исключать закалку, коробление, появление трещин и надрывов.
2.10. Листы настила кровли резервуара следует собирать внахлест по коротким и длинным кромкам.
2.11. После окончания сборки необходимо проверить качество работы (зазоры между кромками, величину нахлеста в соединяемых элементах и отсутствие трещин в прихватках). При обнаружении трещин в прихватках последние удаляют (выплавляют) и заменяют новыми.
3. Сварка
3.1. Сварочное оборудование должно быть подготовлено для эксплуатации в условиях отрицательных температур.
3.2. Вблизи ремонтируемого резервуара следует установить передвижной домик для обогрева работников и приема пищи.
3.3. Работа сварщика на морозе должна чередоваться с отдыхом в теплом помещении.
3.4. При ремонтных работах вручную и механизированной сварке стальных конструкций предварительно следует подогреть сталь в зоне сварки до 180 - 200°С на ширину 100 мм с каждой стороны соединения и на длину 300 мм в обе стороны от места замыкания шва. Подогревать кромки металла под сварку следует газовыми горелками или индукционными подогревателями.
3.5. Сварку ответственных швов резервуара (стыковые и нахлесточные соединения стенки, стыковые соединения резервуара с днищем, нахлесточные соединения днища, швы приварки резервуарного оборудования к стенке, соединения элементов покрытия и понтонов) рекомендуется выполнять на постоянном токе обратной полярности. Применение переменного тока допускается при сварке неответственных швов резервуара (настил кровли, ограждения), когда колебания сетевого напряжения не превышают ± 6 %. Режим сварки следует подбирать так. чтобы коэффициент формы провара был:
- для углового шва L/ h ≥ 1,3;
- для стыкового однопроходного шва L/ h ≥ 1,5.
3.6. При сварке конструкций в углекислом газе сварочная дуга должна быть защищена от ветра и осадков.
3.7. Кромки собранных элементов и прилегающие к ним зоны металла шириной не менее 20 мм, а также кромки листов примыкания выводных планок непосредственно перед сваркой должны быть зачищены до чистого металла.
3.8. К рабочему месту электроды и флюсы следует подавать непосредственно перед сваркой в количестве, необходимом на период непрерывной работы сварщика. Электродную проволоку рекомендуется подавать на рабочее место непосредственно перед установкой аппарата. У рабочего места электроды и флюсы необходимо хранить в условиях, исключающих увлажнение (в плотно закрывающейся таре или обогреваемых устройствах).
3.9. Ручная электродуговая сварка ответственных сварных соединений резервуара должна выполняться сварщиками, имеющими удостоверения, устанавливающие их квалификацию и характер работ, к которым они допущены.
К сварке неответственных сварных соединений резервуаров допускаются электросварщики, прошедшие испытания по действующим ведомственным правилам и имеющие удостоверения на право проведения сварочных работ.
3.10. Сварщики, впервые приступающие к работе при отрицательной температуре воздуха, должны пройти пробные испытания по технологии сварки при заданной отрицательной температуре. Сварщики, сдавшие такие испытания, могут быть допущены к выполнению сварки при температуре на 10°С ниже заданной для сдачи пробы испытаний.
3.11. При температуре окружающего воздуха ниже минус 5°С сварные соединения, выполняемые всеми видами и способами сварки, заваривают от начала до конца без перерыва, за исключением времени, необходимого на смену электрода или электродной проволоки и зачистку шва в месте возобновления сварки. Прекращать сварку до выполнения проектного размера шва и оставлять незавершенными отдельные участки сварного соединения не допускается.
В случае вынужденного прекращения сварки (из-за отсутствия тока, выхода из строя аппаратуры и других причин) процесс следует возобновить при условии подогрева металла в соответствии с технологией, разработанной для данной конструкции.
3.12. Во избежание создания значительных напряжений и деформаций, а также образования трещин сварщики перед началом работы в зимних условиях должны быть детально ознакомлены с технологическим процессом (последовательностью и режимом) сварки данного элемента и с указаниями настоящих Рекомендаций.
3.13. В целях уменьшения возможности образования трещин в сварных соединениях необходимо:
- сварные стыковые соединения стенки делать прямыми встык с двусторонней сваркой и полным проваром. Допускается односторонняя сварка с подваркой корня шва;
- стыковые соединения окрайка днища выполнять на остающейся технологической подкладке. Стальная подкладка должна быть только прихвачена к днищу. Приварка технологической подкладки по контуру недопустима;
- после обрезки части технологической подкладки, выступающей за окраек днища, торец шва зачистить абразивным инструментом. Допуски на обработку кромок такие же, как и при резке металла;
- прихватки располагать у пересечения швов (в стыковых соединениях рекомендуется располагать прихватки с обратной стороны от первого шва или слоя);
- при выполнении прихваток и сварки запрещается зажигать дугу на основном металле и выводить на него кратер шва;
- тщательно осматривать прихватки перед началом сварки с обязательной переплавкой их во время сварки первого слоя.
3.14. В целям уменьшения деформаций в процессе сварки, понижения скорости охлаждения и получения плотных высококачественных соединений необходимо:
- напряжение на дуге и силу тока принимать повышенными из условия увеличения погонной энергии приблизительно на 4 - 5 % на каждые 10°С (погонная энергия, принятая при положительной температуре 10 - 20°С, принимается за 100 %);
- накладывать швы в последовательности, обеспечивающей максимальную свободу деформаций в процессе сварки, в частности, применяя обратноступенчатый метод сварки (длина ступени не более 400 мм);
- при сварке встык листов толщиной 6 мм и более применять многослойную сварку, накладывая каждый последующий слой по неостывшему предыдущему. Указанное условие достигается, если длина одновременно свариваемого участка (при толщине металла около 10 мм) при ручной сварке не превышает 1 м, при механизированной сварке под флюсом - приблизительно 7 - 8 м. Число слоев сварки должно составлять: при толщине металла от 6 до 12 мм - 3, от 12 до 16 мм - 5.
3.15. При сварке стенки резервуара в первую очередь заваривают вертикальные, а затем горизонтальные швы:
- вертикальные стыковые швы сваривают двусторонней сваркой два сварщика обратноступенчатым методом с обязательным проплавлением вершины угла. Разрыв между дугами сварщиков, работающих с наружной и внутренней сторон резервуара, должен быть не более 500 мм;
- горизонтальные угловые швы сваривают ручной дуговой сваркой по участкам одновременно несколько сварщиков при длине участка не более 8 м. На каждом участке работает один сварщик. Сварку швов на протяжении каждого участка ведут обратноступенчатым методом с длиной ступени не более 400 мм. При механизированной сварке горизонтальные швы сваривают по кольцу непрерывным швом.
3.16. Сварку углового соединения стенки с днищем следует выполнять в два слоя и более при укладке последующего слоя по неостывшему предыдущему.
Ручную сварку выполняют одновременно на нескольких (не менее чем на двух) участках длиной до 8 м. Сварку каждого участка выполняют одновременно два сварщика с внутренней и внешней сторон резервуара. При этом сварщик, выполняющий внутренний шов, должен несколько опережать (около 500 мм) сварщика, выполняющего наружный шов. Сварку следует производить обратноступенчатым методом, причем длина единовременно свариваемого шва каждого слоя не должна превышать 1 м с тем, чтобы следующий слой укладывался на теплый металл.
Механизированную сварку автоматами следует выполнять последовательно участками длиной 8 м, при этом последующий слой укладывают сразу же после первого (по теплому металлу).
Допускается раздельная сварка внутреннего и наружного швов, при этом первым следует сваривать внутренний шов.
3.17. При ручной и механизированной сварках (полуавтоматом) стыковых и угловых соединений с полным проплавлением необходимо перед наложением шва с обратной стороны удалить нагар и зачистить корень шва. Расчистку корня шва следует выполнять путем выплавки или шлифовки.
3.18. Высота угловых швов должна быть не менее 4 мм (за исключением шва в деталях толщиной менее 4 мм) и не более 1,2 S, где S - наименьшая толщина соединяемых элементов. Высота угловых однопроходных швов в зависимости от толщины свариваемых элементов должна быть не менее приведенных величин:
Минимальный размер шва:
|
- высота, мм |
6 |
8 |
|
- площадь, мм2 |
18 |
32 |
|
- Толщина более толстого из свариваемых элементов, мм |
7 - 10 |
11 - 22 |
3.19. Угловые швы следует выполнять, как правило, с вогнутой поверхности и плавным переходом к основному металлу. Это требование соблюдается подбором соответствующего режима сварки.
3.20. При сварке соединений с подваренным слоем сварку последнего рекомендуется вести после сварки основного шва.
Площадь подварочного шва должна быть не менее указанной выше.
3.21. При сварке днища механизированной или ручной дуговой сваркой в первую очередь заваривают листы по коротким кромкам, а затем - по длинным. Швы днища по длинным кромкам листа при механизированной сварке заваривают от центра к краям. При ручной дуговой сварке процесс ведется также от центра к краям обратноступенчатым методом.
Соединения окрайка днища между собой должны сваривать на технологической подкладке в два или несколько слоев с обеспечением полного провара, при этом последующий слой следует укладывать на еще теплый предыдущий слой.
До сварки стенки с днищем окраек соединяют с днищем на прихватках. После сварки стенки с днищем заваривают швы, соединяющие окраек с днищем.
3.22. При ремонте части стенки и днища резервуара сначала сваривают вертикальные стыковые соединения первого пояса на длину 300 мм со стороны, примыкающей к днищу, затем заваривают шов приварки стенки к днищу и швы, соединяющие окраек с днищем. После этого сваривают вертикальные стыковые соединения на всю высоту первого пояса стенки.
3.23. Листы настила покрытия можно сваривать ручной дуговой или механизированной сваркой. Сварку листов следует вести сначала по коротким кромкам от середины к краям, а затем заваривать продольные швы по длинным кромкам от центра к краям. Швы накладывают в один слой.
3.24. При выполнении сварки ответственных узлов резервуара особенно тщательно выполняют пересечения стыковых соединений, а также стыковых и тавровых соединений, так как при наличии непровара или других дефектов в пересечении указанных швов часто наблюдается образование трещин.
3.25. Свариваемая поверхность (зона сварки) конструкций должна быть ограждена от снега и сильного ветра.
3.26. Применение прерывистых швов при ручной сварке запрещается.
3.27. Вырубку дефектных мест сварных соединений и металла следует выполнять после подогрева швов и металла до 100 - 120°С.
3.28. Конструкция и сварные швы по окончании сварки должны быть зачищены. Приваренные сборочные приспособления удаляются без повреждения основного металла, а места их приварки должны зачищаться до основного металла с удалением всех дефектов.
4. Контроль качества сварных соединений
4.1. При контроле сварных соединений, выполненных при отрицательной температуре, особое внимание следует уделять операционному контролю:
- при сборке следить за обеспечением равномерного и минимального допустимого зазора между свариваемыми деталями, проверять, нет ли грязи, влаги и коррозии в разделке, нет ли групповых пор и трещин в прихватках;
- при сварке следить за соблюдением последовательности режимов сварки и главное - за обеспечением полного провара корня шва;
- при приемке конструкций проверять, нет ли трещин в сварных соединениях, основном металле, особенно в зонах скопления большого числа швов.
4.2. Окончательный осмотр и приемку сварных соединений резервуаров следует проводить через 3 - 4 дня после окончания сварки. Кроме того проводят 2 - 3 дополнительных контрольных осмотра конструкций и сварных соединений после резкого похолодания, наступившего после окончания сварочных работ (например, при снижении температуры в течение суток на 15°С и более).
4.3. Контроль качества сварных соединений проводится в соответствии с требованиями ГОСТ 23118 и настоящего Руководства. Не допускается контроль качества сварных соединений методом засверливания.
4.4. Подрезы основного металла при сварке допускаются:
- вдоль усилия и глубиной не более 1 мм при толщине стали свыше 10 мм;
- местные подрезы поперек усилия (до 25 % длины шва) глубиной 0,5 мм при толщине стали до 20 мм и 1 мм при толщине стали более 20 мм.
4.5. Несплавления по кромкам, а также непровары стыковых и угловых соединений с полным проплавлением не допускаются.
4.6. Окончательной браковке подлежат элементы, имеющие трещины в металле сварочного соединения, переходящие на основной металл.
4.7. Исправлять дефектные участки разрешается не более двух раз.
Приложение 16
ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ПРИ РАБОТЕ С СОСТАВАМИ
НА ОСНОВЕ ЭПОКСИДНЫХ СМОЛ
1. Эпоксидные смолы и их отвердители, а также их составы токсичны и вызывают раздражение слизистых оболочек, а также кожи лица и рук, кашель, головокружение, а в некоторых случаях -образование нарывов на коже.
2. К работе с эпоксидными составами допускаются лица, прошедшие предварительный медицинский осмотр и соответствующий инструктаж. При этом периодичность инструктажа должна быть не реже одного раза в год. Рабочие с повышенной чувствительностью к эпоксидным смолам и их отвердителям к работе с ними не допускаются.
3. Все компоненты клеев необходимо хранить в темном помещении в соответствии с требованиями к условиям хранения каждого компонента. Условия хранения должны исключать возможность загрязнения воздушной среды. К месту работ клеевые композиции необходимо доставлять в плотно закрытой таре.
4. В местах производства работ компаунды, растворители и материалы, необходимые для осуществления технологии склеивания, следует хранить в количестве, не превышающем сменную потребность. Их хранят в металлических шкафах в чистой закрытой посуде с этикетками, указывающими наименование, марку и срок годности материалов. На этикетке для растворителей должна быть надпись «Огнеопасно».
5. При продолжительной работе с эпоксидными смолами и отвердителями рабочие должны быть обеспечены следующей спецодеждой: комбинезоном или халатом из плотной ткани, резиновыми тонкими перчатками, прорезиненным фартуком и респиратором типа «Лепесток» (при резке стеклоткани на полосы).
6. Спецодежда при работе должна быть застегнута. Ее следует очищать от клея по мере загрязнения и хранить в специально отведенных местах. Спецодежду следует стирать не реже одного раза в месяц.
7. Операции, связанные с приготовлением лакокрасочных и клеевых составов, должны выполняться в вытяжном шкафу лаборатории, а в производственном помещении - в зоне вытяжной вентиляции.
8. Порожнюю тару из-под компонентов, растворителей необходимо удалять из рабочего помещения и хранить в специально отведенном месте.
9. При выполнении антикоррозионных и ремонтных работ в резервуарах последние должны быть оборудованы приточно-вытяжной вентиляцией, обеспечивающей 15 - 20-кратный обмен воздуха. Вентилятор должен быть взрывобезопасного исполнения. Светильники должны быть низковольтными (12 В) во взрывобезопасном исполнении.
10. При работе с эпоксидным клеем на внешней стороне резервуаров работники должны находиться с наветренной стороны от рабочей зоны, при этом необходимо убедиться в отсутствии поблизости источников открытого огня.
11. При случайном попадании отвердителя в глаза их необходимо промыть водой, а затем свежеприготовленным физиологическим раствором хлористого натрия (0,6 - 0,9 %).
12. Брызги смолы, отвердителя и их смеси при попадании на кожу следует смыть марлевым тампоном, смоченном в ацетоне или растворителе Р-4, после чего это место необходимо промыть водой с мылом.
13. При случайном разливе отвердителя даже в небольшом количестве необходимо место разлива немедленно засыпать опилками, смоченными керосином, с последующей дегазацией 10 %-ным раствором серной кислоты.
14. Работающие с эпоксидными составами и их отвердителями обязаны в течение рабочего дня периодически мыть лицо и руки.
15. При использовании эпоксидных составов с легколетучими огне- и взрывоопасными растворителями категорически запрещается курить на рабочем месте, выполнять работы, вызывающие искрообразование, работать с выключенной приточно-вытяжной вентиляцией.
На рабочих местах должны быть вывешены предупредительные надписи «Не курить», «Огнеопасно», «Взрывоопасно».
16. Рабочее место, инструмент оборудование и спецодежду очищают от остатков клея тампоном из ветоши или бязи, смоченными дибулфталатом или ацетоном.
17. Обтирочный материал, загрязненный клеевым составом, и обрезки стеклоткани необходимо собрать в металлические емкости с крышками и хранить в установленных местах с последующим уничтожением.
Приложение 17
ФОРМА АКТА ПРИЕМКИ РЕЗЕРВУАРА В ЭКСПЛУАТАЦИЮ ПОСЛЕ
РЕМОНТА
|
|
УТВЕРЖДАЮ |
||||||
|
|
|
||||||
|
|
(подпись, расшифровка) |
||||||
|
|
Дата утверждения |
||||||
|
« |
|
» |
|
20 |
|
г. |
|
АКТ
|
« |
|
« |
|
20 |
|
г. |
|||||||
|
|
|||||||||||||
|
|
|||||||||||||
|
город приемки резервуара в эксплуатацию после проведения ремонта |
|||||||||||||
|
Составлен комиссией |
|
||||||||||||
|
Председатель |
|
||||||||||||
|
|
должность, фамилия, имя, отчество |
||||||||||||
|
члены комиссии |
|
||||||||||||
|
|
должность, фамилия, имя, отчество |
||||||||||||
|
В резервуаре |
|
||||||||||||
|
|
характеристика резервуара: номер резервуара, вместимость и др. |
||||||||||||
|
произведен капитальный ремонт в объеме |
|
||||||||||||
|
|
|||||||||||||
|
перечень устраненных дефектов: замена изношенных (согласно дефектной ведомости) элементов резервуара, ремонт сварных соединений, исправление осадки, устранение негерметичности, ремонт оборудования и др. |
|||||||||||||
|
Качество ремонтных работ (по результатам внешнего осмотра, |
|||||||||||||
|
рентгенографии, испытаний, измерений и др.) |
|
||||||||||||
|
|
оценка ремонтных работ |
||||||||||||
|
Результаты испытания резервуара на прочность наливом водой до высоты шва, м |
|
||||||||||||
|
Комиссия считает возможным ввести резервуар в эксплуатацию с предельным уровнем наполнения |
|||||||||||||
|
|
|
м |
|||||||||||
|
Председатель комиссии |
|
||||||||||||
|
Члены комиссии |
|
||||||||||||