ПБ 03-576-03 Правила устройства и безопасной эксплуатации сосудов, работающих под давлением
ГОСГОР Т ЕХН АДЗОР РОССИИ
Утверждены постановлением
Госгор т ехна дзора России
от 11 . 06 . 2003 № 91
Зарегистрировано Минюстом
России 19 . 06 . 2003 , рег. № 4776
ПРАВИЛА
УСТРОЙСТВА
И БЕЗОПАСНОЙ ЭКСПЛУАТАЦИИ
СОСУДОВ, РАБОТАЮЩИХ
ПОД ДАВЛЕНИЕМ
ПБ 03-576-03
![]()
Москва
ПИО О БТ
2003
Правила устройства и безопасной эксплуатации сосудов, работающих под давлением (ПБ 03-576-03) печатаются по официальному тексту, опублик о ванному в «Российской газете» от 21 .06 .03 № 120 /1 (3234 /1 )
I. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Область применения и назначения Правил
1.1.1. Правила устройства и безопасной эксплуатации сосудов, работающих под давлением (далее по тексту - Правила), устанавливают требования к проектированию, устройству, изготовлению, реконструкции, наладке, монтажу, ремонту, техническому диагностированию и эксплуатации сосудов, цистерн, бочек, баллонов, барокамер, работающих под избыточным давлением1.
1 Далее по тексту вместо «сосуды, цистерны, бочки , баллоны, барокамеры» принято «сосуды». Используемые в настоящих Правилах термины и определения приведены в приложении 1.
Требования к монтажу и ремонту аналогичны требованиям к изготовлению сосудов.
1.1.2 . Правила распространяются на:
сосуды, работающие под давлением воды с температурой выше 115 °С или других нетоксичных, не взры вопожароопасны х жидкостей при температуре, превышающей температуру кипения при давлении 0 ,07 МПа (0 ,7 кгс/см2 );
сосуды, работающие под давлением пара , газа или токсичных взрывопожароопасных жидкостей свыше 0 ,07 МПа (0 ,7 кгс/см2);
баллоны, предназначенные для транспортировки и хранения сжатых, сжиженных и растворенных газов под давлением свыше 0 ,07 МПа (0 ,7 кгс/см2);
цистерны и бочки для транспортировки и хранения сжатых и сжиженных газов, давление паров которых при температуре до 50 °С превышает давление 0 ,07 МПа (0 ,7 кгс/см2) ;
цистерны и сосуды для транспортировки или хранения сжатых , сжиженных газов, жидкостей и сыпучих тел, в которых давление выше 0 ,07 МПа (0 ,7 кгс/см2) создается периодически для их опорожнения;
барокамеры.
1.1 .3 . Правила не распространяются на:
сосуды атомных энергетических установок, а также сосуды, работающие с радиоактивной средой;
сосуды вместимостью не более 0 ,025 м3 (25 л) независимо от давления, используемые для научно-экспериментальных целей. При определении вместимости из общей емкости сосуда исключается объем, занимаемый футеровкой, трубами и другими внутренними устройствами. Группа сосудов, а также сосуды, состоящие из отдельных корпусов и соединенные между собой трубами с внутренним диаметром более 100 мм, рассматриваются как один сосуд;
сосуды и баллоны вместимостью не более 0 ,025 м3 (25 л), у которых произведение давления в МПа (кгс/см2 ) на вместимость в м 3 (литрах) не превышает 0 ,02 (200 );
сосуды, работающие под давлением, создающимся при взрыве внутри них в соответствии с технологическим процессом или горении в режиме самораспространяющегося высокотемпературного синтеза;
сосуды, работающие под вакуумом;
сосуды, устанавливаемые на морских, речных судах и других плавучих средствах (кроме драг);
сосуды, устанавливаемые на самолетах и других летательных аппаратах;
воздушные резервуары тормозного оборудования подвижного состава железнодорожного транспорта, автомобилей и других средств передвижения;
сосуды специального назначения военного ведомства;
приборы парового и водяного отопления;
трубчатые печи;
сосуды, состоящие из труб с внутренним диаметром не более 150 мм без коллекторов, а также с коллекторами, выполненными из труб с внут ренним диаметром не более 150 мм;
части машин, не представляющие собой самостоятельных сосудов (корпуса насосов или турбин, цилиндры двигателей паровых, гидравлических, воздушных машин и компрессоров).
1.2. Проектирование
1 .2.1 . Проекты сосудов и их элементов (в том числе запасных частей к ним), а также проекты их монтажа или реконструкции должны выполняться специализированными организациями.
1 .2 .2 . Руководители и специалисты, занятые проектированием, изготовлением, реконструкцией, монтажом, наладкой, ремонтом, диагностикой и эксплуатацией сосудов, должны быть аттестованы на знание Правил в соответствии с Положением о порядке подготовки и аттестации работников организаций, осуществляющих деятельность в области промышленной безопасности опасных производственных объектов, подконтрольных Госгортехнадзору России, утвержденным постановлением Госг ортехнадзора России от 30 .04 .02 № 21 и зарегистрированным Минюстом России 31 .05 .02 рег . № 1706 .
1 .2 .3 . Проекты и технические условия на изготовление сосудов должны согласовываться и утверждаться в установленном порядке.
Изменения в проекте и нормативных документах, необходимость в которых может возникнуть при изготовлении, реконструкции, монтаже, наладке, ремонте или эксплуатации, должны быть согласованы с организацией - разработчиком проекта и( ил и) нормативной документации (далее по тексту НД) на сосуд. При невозможности выполнить это условие допускается согласовывать изменения в проекте и НД со специализированной организацией.
1 .2 .4 . При проектировании сосудов, используемых в химических отраслях промышленности, должны учитываться требования Общих правил промышленной безопасности для организаций, осуществляющих деятельность в области промышленной безопасности опасных производственных объектов, утвержденных постановлением Госгортехнадзора России от 18 .10 .02 № 61 -А и зарегистрированных Минюстом России 28.11 .02 рег . № 3968 .
1 .2 .5 . Отступление от Правил может быть допущено лишь в исключительном случае по разрешению Госгортехнадзора России. Для получения разрешения необходимо представить Госгортехнадзору России соответствующее обоснование, а в случае необходимости - также заключение специализированной или экспертной организации. Копия разрешения на отступление от настоящих Правил должна быть приложена к паспорту сосуда (приложение 2 ).
1.3. Ответственность за нарушение настоящих Правил
Правила обязательны для исполнения всеми должностными лицами, специалистами, работниками, занятыми проектированием, изготовлением, реконструкцией, монтажом, наладкой, ремонтом, техническим диагностированием и эксплуатацией сосудов. Лица, допустившие нарушение настоящих Правил, несут ответственность в соответствии с действующим законодательством Российской Федерации.
1.4. Порядок расследования аварий и несчастных случаев
1.4.1. Расследование аварий и несчастных случаев, связанных с эксплуатацией сосудов, работающих под давлением, должно производиться в порядке, устанавливаемом Госгортехнад зором России.
1 .4 .2 . О каждой аварии, смертельном или групповом несчастном случае, которые связаны с обслуживанием сосудов, работающих под давлением, зарегистрированных в органах госгортехнадзора, их владелец обязан уведомить орган госгорт ехнад зора и другие организации в соответствии с порядком, установленным Госгортехнадзором России.
1 .4 .3 . До прибытия представителя Госгортехнадзора России для расследования обстоятельств и причин аварии или несчастного случая администрация организации обязана обеспечить сохранность всей обстановки аварии (несчастного случая), если это не представляет опасности для жизни людей и не вызывает дальнейшего развития аварии.
II. КОНСТРУКЦИЯ СОСУДОВ
2.1. Общие требования
2 .1.1. Конструкция сосудов должна обеспечивать надежность и безопасность эксплуатации в течение расчетного срока службы и предусматривать возможность проведения технического освидетельствования, очистки, промывки, полного опорожнения, продувки, ремонта, эксплуатационного контроля металла и соединений.
2.1 .2 . Для каждого сосуда должен быть установлен и указан в паспорте расчетный срок службы с учетом условий эксплуатации.
2 .1 .3 . Устройства, препятствующие наружному и внутреннему осмотрам сосудов (мешалки, змеевики, рубашки, тарелки, перегородк и и другие приспособления), должны быть, как правило, съемными.
При применении приварных устройств должна быть предусмотрена возможность их удаления для проведения наружного и внутреннего осмотров и последующей установки на место. Порядок съема и установки этих устройств должен быть указан в руководстве по эксплуатации сосуда.
2 .1 .4 . Если конструкция сосуда не позволяет проведение наружного и внутреннего осмотров или гидравлического испытания, предусмотренных требованиями Правил, разработчиком проекта сосуда в руководстве по эксплуатации должны быть указаны методика, периодичность и объем контроля, выполнение которых обеспечит своевременное выявление и устранение дефектов. В случае отсутствия в руководстве таких указаний методика, периодичность и объем контроля определяются специализированной организацией.
2.1 .5 . Конструкции внутренних устройств должны обеспечивать удаление из сосуда воздуха при гидравлическом испытании и воды после гидравлического испытания.
2 .1 .6 . Сосуды должны иметь штуцера для наполнения и слива воды, а также для удаления воздуха при гидравлическом испытании.
2.1.7 . На каждом сосуде должны быть предусмотрены вентиль, кран или другое устройство, позволяющее осуществлять контроль за отсутствием давления в сосуде перед его открыванием; при этом отвод среды должен быть направлен в безопасное место.
2.1 .8 . Расчет на прочность сосудов и их элементов должен производиться по НД, согласованной с Госгорт ехнад зором России. Сосуды, предназначенные для работы в условиях циклических и знакопеременных нагрузок, должны быть рассчитаны на прочность с учетом этих нагрузок.
При отсутствии нормативного метода расчет на прочность должен выполняться по методике, согласованной со специализированной научно-исследовательской организацией.
2.1 .9 . Сосуды, которые в процессе эксплуатации изменяют свое положение в пространстве, должны иметь приспособления, предотвращающие их самоопрокидывание.
2.1.10 . Конструкция сосудов, обогреваемых горячими газами, должна обеспечивать надежное охлаждение стенок, находящихся под давлением, до расчетной температуры.
2 .1 .11 . Для проверки качества приварки колец, укрепляющих отверстия для люков, лазов и штуцеров, должно быть резьбовое контрольное отверстие в кольце, если оно приварено снаружи, или в стенке, если кольцо приварено с внутренней стороны сосуда.
Данное требование распространяется также и на привариваемые снаружи к корпусу накладки или другие укрепляющие элементы.
Наружные глухие элементы (например, накладки), не работающие под давлением, должны иметь дренажные отверстия в самых низких местах.
2 .1 .12 . Заземление и электрическое оборудование сосудов должны соответствовать правилам технической эксплуатации электроустановок потребителей и правилам техники безопасности при эксплуатации электроустановок потребителей в установленном порядке.
2.2. Люки, лючки, крышки
2 .2 .1 . Сосуды должны быть снабжены необходимым количеством люков и смотровых лючков, обеспечивающих осмотр, очистку и ремонт сосудов, а также монтаж и демонтаж разборных внутренних устройств.
Сосуды, состоящие из цилиндрического корпуса и решеток с закрепленными в них трубками (теплообменники), и сосуды, предназначенные для транспортировки и хранения криогенных жидкостей, а также сосуды, предназначенные для работы с веществами 1 -го и 2 -го классов опасности по ГОСТ 12.1.007-76, но не вызывающие коррозии и накипи, допускается изготовлять без люков и лючков независимо от диаметра сосудов при условии выполнения требования п. 2.1.4 Правил.
2 .2 .2 . Сосуды с внутренним диаметром более 800 мм должны иметь люки, а с внутренним диаметром 800 мм и менее - лючки.
2 .2 .3 . Внутренний диаметр круглых люков должен быть не менее 400 мм. Размеры овальных люков по наименьшей и наибольшей осям в свету должны быть не менее 325 ×400 мм.
Внутренний диаметр круглых или размер по наименьшей оси овальных лючков должен быть не менее 80 мм.
2 .2 .4 . Люки, лючки необходимо располагать в местах, доступных для обслуживания. Требования к устройству, расположению и обслуживанию смотровых окон в барокамерах определяются проектной организацией и указываются в инструкции по монтажу и эксплуатации завода-изготовителя.
2 .2 .5 . Крышки люков должны быть съемными. На сосудах, изолированных на основе вакуума, допускаются приварные крышки.
2 .2 .6 . Крышки массой более 20 кг должны быть снабжены подъемно-поворотными или другими устройствами для их открывания и закрывания.
2 .2 .7 . Конструкция шарнирно-откидны х или вставных болтов, хомутов, а также зажимных приспособлений люков, крышек и их фланцев должна предотвращать их самопроизвольный сдвиг.
2 .2 .8 . При наличии на сосудах штуцеров, фланцевых разъемов, съемных днищ или крышек, внутренний диаметр которых не менее указанных для люков в п. 2.2.3 Правил, обеспечивающих возможность проведения внутреннего осмотра, допускается люки не предусматривать.
2.3. Днища сосудов
2 .3 .1 . В сосудах применяются днища: эллиптические, полусферические, торосферические, сферические неотбортованные, конические отбортованные, конические неотбортованные, плоские отбортованные, плоские неотбортованные.
2 .3 .2 . Эллиптические днища должны иметь высоту выпуклой части, измеренную по внутренней поверхности, не менее 0 ,2 внутреннего диаметра днища. Допускается уменьшение этой величины по согласованию со специализированной научно-исследовательской организацией.
2 .3 .3 . Торосферические (коробовы е) днища должны иметь:
высоту выпуклой части, измеренную по внутренней поверхности, не менее 0 ,2 внутреннего диаметра;
внутренний радиус о т бортовки не менее 0,1 внутреннего диаметра днища;
внутренний радиус кривизны центральной части не более внутреннего диаметра днища.
2 .3 .4 . Сферические неотбортованные днища могут применяться с приварными фланцами, при этом:
внутренний радиус сферы днища должен быть не более внутреннего диаметра сосуда;
сварное соединение фланца с днищем выполняется со сплошным проваром.
2 .3 .5 . В сварных выпуклых днищах, за исключением полусферических, состоящих из нескольких частей с расположением сварных швов по хорде, расстояние от оси сварного шва до центра днища должно быть не более 1/5 внутреннего диаметра днища.
Круговые швы выпуклых днищ должны располагаться от центра днища на расстоянии не более 1 /3 внутреннего диаметра днища.
2 .3 .6 . Конические неотбортованные днища должны иметь центральный угол не более 45 °. Центральный угол конического днища может быть увеличен по заключению специализированной научно-исследовательской организации по аппаратост роению.
2 .3 .7 . Плоские днища с кольцевой канавкой и цилиндрической частью (бортом), изготовленные механической расточкой, должны изготовляться из поковки. Допускается изготовление отбортованного плоского днища из листа, если от бортовка выполняется штамповкой или обкаткой кромки листа с изгибом на 90 °.
2 .3 .8 . Для отбортованных и переходных элементов сосудов, за исключением выпуклых днищ, компенсаторов и вытянутых горловин под приварку штуцеров, расстояние l от начала закругления отбортованного элемента до отбортованной кромки в зависимости от толщины 5 стенки отбортованного элемента должно быть не менее указанного в табл. 1.
Таблица 1
|
Толщина стенки отбортованного элемента s , мм |
Расстояние до отбортованной кромки l , мм, не менее |
|
До 5 |
15 |
|
Свыше 5 до 10 |
2 s + 5 |
|
Свыше 10 до 20 |
s + 15 |
|
Свыше 20 до 150 |
s / 2 + 25 |
|
Свыше 150 |
100 |
2.4. Сварные швы и их расположение
2 .4.1. При сварке обечаек и труб, приварке днищ к обечайкам должны применяться стыковые швы с полным проплавлением.
Допускаются сварные соединения в тавр и угловые с полным проплавлением для приварки плоских днищ, плоских фланцев, трубных решеток, штуцеров, люков, рубашек.
Применение нах л есточны х сварных швов допускается для приварки к корпусу укрепляющих колец, опорных элементов, подкладных листов, пластин под площадки, лестницы, кронштейны и т.п.
2 .4 .2 . Конструктивный зазор в угловых и тавровых сварных соединениях допускается в случаях, предусмотренных НД, согласованной в установленном порядке.
2 .4 .3 . Сварные швы должны быть доступны для контроля при изготовлении, монтаже и эксплуатации сосудов, предусмотренного требованиями Правил, соответствующих стандартов и технических условий.
2 .4 .4 . Продольные швы смежных обечаек и швы днищ сосудов должны быть смещены относительно друг друга на величину трехкратной толщины наиболее толстого элемента, но не менее чем на 100 мм между осями швов.
Указанные швы допускается не смещать относительно друг друга в сосудах, предназначенных для работы под давлением не более 1 ,6 МПа (16 кгс/см2 ) и температуре стенки не выше 400 °С , с номинальной толщиной стенки не более 30 мм при условии, что эти швы выполняются автоматической или электрошлаковой сваркой и места пересечения швов контролируются методом радиографии или ультразвуковой дефектоскопии в объеме 100 % .
2 .4 .5. При приварке к корпусу сосуда внутренних и внешних устройств (опорных элементов, тарелок, рубашек, перегородок и др.) допускается пересечение этих сварных швов со стыковыми швами корпуса при условии предварительной проверки перекрываемого участка шва корпуса радиографическим контролем или ультразвуковой дефектоскопией.
2 .4 .6 . В случае приварки опор или иных элементов к корпусу сосуда расстояние между краем сварного шва сосуда и краем шва приварки элемента должно быть не менее толщины стенки корпуса сосуда, но не менее 20 мм.
Для сосудов из углеродистых и низколегированных марганцовистых и марганцово-кремнист ы х сталей (приложение 3), подвергаемых после сварки термообработке, независимо от толщины стенки корпуса расстояние между краем сварного шва сосуда и краем шва приварки элемента должно быть не менее 20 мм.
2 .4 .7 . В горизонтальных сосудах допускается местное перекрытие седл овы ми опорами кольцевых (поперечных) сварных швов на общей длине не более 0 ,35π D , а при наличии подкладного листа - не более 0 ,5π D , где D - наружный диаметр сосуда. При этом перекрываемые участки сварных швов по всей длине должны быть проверены методом радиографии или ультразвуковой дефектоскопии. Перекрытие мест пересечения швов не допускается.
2 .4 .8 . В стыковых сварных соединениях элементов сосудов с разной толщиной стенок должен быть обеспечен плавный переход от одного элемента к другому путем постепенного утонения кромки более толстого элемента. Угол наклона поверхностей перехода не должен превышать 20 °.
Если разница в толщине соединяемых элементов составляет не более 30 % толщины тонкого элемента и не превышает 5 мм, то допускается применение сварных швов без предварительного утонения толстого элемента. Форма швов должна обеспечивать плавный переход от толстого элемента к тонкому.
При стыковке литой детали с деталями из труб, проката или поковок необходимо учитывать, что номинальная расчетная толщина литой детали на 25 - 40 % больше аналогичной расчетной толщины стенки элемента из труб, проката или поковок, поэтому переход от толстого элемента к тонкому должен быть выполнен таким образом, чтобы толщина конца литой детали была не менее расчетной величины.
2.5. Расположение отверстий в стенках сосудов
2 .5.1. Отверстия для люков, лючков и штуцеров должны располагаться, как правило, вне сварных швов.
Допускается расположение отверстий:
на продольных швах цилиндрических и конических обечаек сосудов, если номинальный диаметр отверстий не более 150 мм;
на кольцевых швах цилиндрических и конических обечаек сосудов без ограничения диаметра отверстий;
на швах выпуклых днищ без ограничения диаметра отверстий при условии 100 % проверки сварных швов днищ методом радиографии или ультразвуковой дефектоскопии.
2 .5 .2 . На торосферическ их (коробовы х) днищах допускается расположение отверстий только в пределах центрального сферического сегмента. При этом расстояние от центра днища до наружной кромки отверстия, измеряемое по хорде, должно быть не более 0 ,4 D ( D - наружный диаметр днища).
III. МАТЕРИАЛЫ
3 .1 . Материалы, применяемые для изготовления сосудов, должны обеспечивать их надежную работу в течение расчетного срока службы с учетом заданных условий эксплуатации (расчетное давление, минимальная отрицательная и максимальная расчетная температура), состава и характера среды (коррозионная активность, взры воопасность, токсичность и др.) и влияния температуры окружающего воздуха.
3 .2 . Для изготовления, монтажа и ремонта сосудов и их элементов должны применяться основные материалы, приведенные в приложении 4.
Применение материалов, указанных в приложении 4, для изготовления сосудов и их элементов, предназначенных для работы с параметрами, выходящими за установленные пределы или не указанными в приложении 4, а также по другим стандартам и техническим условиям, допускается по разрешению Госгортехна д зора России при условии, что качество и свойства материалов будут не ниже установленных стандартом и ТУ, и наличии положительного заключения специализированной организации по аппаратостроению , металловедению, сварке.
Копии разрешений должны быть приложены к паспорту на сосуд.
3 .3 . Применение плакированных и наплавленных материалов допускается для изготовления сосудов, если материалы основного и плакирующего слоев указаны в приложении 4, а наплавочные материалы - в технических условиях, согласованных со специализированной организацией.
3 .4 . При выборе материалов для сосудов, предназначенных для установки на открытой площадке или в неотапливаемых помещениях, должна учитываться абсолютная минимальная температура наружного воздуха для данного района.
3 .5. Качество и свойства материалов и полуфабрикатов должны удовлетворять требованиям соответствующих стандартов и технических условий и подтверждаться сертификатами поставщиков. При отсутствии или неполноте сертификата или маркировки изготовитель сосуда (ремонтная, монтажная организация) должен провести все необходимые испытания с оформлением их результатов протоколом, дополняющим или заменяющим сертификат поставщика материала. В сертификате должен быть указан режим термообработки полуфабриката в организации-изготовителе.
3 .6 . Методы и объемы контроля основных материалов должны определяться на основании стандартов и технических условий, согласованных в установленном порядке.
3 .7 . Присадочные материалы, применяемые при изготовлении сосудов и их элементов, должны удовлетворять требованиям соответствующих стандартов или технических условий.
Использование присадочных материалов конкретных марок, а также флюсов и защитных газов должно производиться в соответствии с техническими условиями на изготовление данного сосуда и инструкцией по сварке.
3 .8 . Применение новых присадочных материалов, флюсов и защитных газов разрешается руководством предприятия после подтверждения их технологичности при сварке сосуда, проверке всего комплекса требуемых свойств сварных соединений (включая свойства металла шва) и положительного заключения специализированной организации по сварке.
3 .9 . Применение электросварных труб с продольным или спиральным швом допускается по стандартам или техническим условиям, согласованным со специализированной организацией, при условии контроля шва по всей длине радиографией, ультразвуковой или другой равноценной им дефектоскопией.
Каждая бесшовная или сварная труба должна проходить гидравлическое испытание. Величина пробного давления при гидроиспытании должна быть указана в НД на трубы. Допускается не производить гидравлическое испытание бесшовных труб, если они подвергаются по всей поверхности контролю физическими методами (радиографией, ультразвуковым или им равноценным).
3.10 . Плакированные и наплавленные листы и поковки с наплавкой должны подвергаться ультразвуковому контролю или контролю другими методами, обеспечивающими выявление отслоений плакирующего (наплавленного) слоя от основного слоя металла, а также несплошностей и расслоений металла поковок. При этом объем оценки качества устанавливается стандартами или техническими условиями на плакированные или наплавленные листы и поковки, согласованными со специализированной организацией. Биметаллические листы толщиной более 25 мм, предназначенные для изготовления сосудов, работающих под давлением свыше 4 МП а (40 кгс/см2 ), должны подвергаться полному контролю ультразвуковой дефектоскопией или другими равноценными методами.
3 .11 . Углеродистая и низколегированная листовая сталь толщиной более 60 мм, предназначенная для изготовления сосудов, работающих под давлением свыше 10 МПа (100 кгс/см2), должна подвергаться полистному контролю ультразвуковым или другим равноценным методом дефектоскопии.
3.12 . Поковки из углеродистых, низколегированных и легированных сталей, предназначенные для работы под давлением свыше 6 ,3 МПа (63 кгс/см2) и имеющие один из габаритных размеров более 200 мм и толщину более 50 мм, должны подвергаться поштучному контролю ультразвуковым или другим равноценным методом.
Дефектоскопии должно подвергаться не менее 50 % объема контролируемой поковки. Методика и нормы контроля должны соответствовать НД.
3.13 . Гайки и шпильки (болты) должны изготовляться из сталей разных марок, а при изготовлении из сталей одной марки - с разной твердостью. При этом твердость гайки должна быть ниже твердости шпильки (болта). Длина шпилек (болтов) должна обеспечивать превышение резьбовой части над гайкой на величину, указанную в НД.
3.14 . Материал шпилек (болтов) должен выбираться с коэффициентом линейного расширения, близким по значениям коэффициенту линейного расширения материала фланца. Разница в значениях коэффициента линейного расширения не должна превышать 10 % . Применение сталей с различными коэффициентами линейного расширения (более 10 % ) допускается в случаях, обоснованных расчетом на прочность.
3.15 . Допускается применять гайки из сталей перлитного класса на шпильках (болтах), изготовленных из аустенит ной стали, если это предусмотрено НД.
3 .16 . В случае изготовления крепежных деталей холодным деформированием они должны подвергаться термической обработке.
3 .17 . Отливки стальные должны применяться в термообработанном состоянии. Проверка механических свойств отливок проводится после термообработки.
3 .18 . Неметаллические материалы, применяемые для изготовления сосудов, должны быть совместимы с рабочей средой в части коррозионной стойкости и нерастворимости (изменении свойств) в рабочем диапазоне температур. Среда, для которой предназначен сосуд, должна быть указана в паспорте на сосуд. Применение неметаллических материалов допускается с разрешения Госгорт ехнадзора России на основании заключения специализированной организации.
3 .19 . Для метал лопластиковы х сосудов материал герметизирующего слоя (лейнера) выбирается таким образом, чтобы при испытании сосуда пробным давлением в материале отсутствовали пластические деформации. Методики расчета напряженно-деформированного состояния сосуда и экспериментального определения остаточных деформаций согласовываются со специализированной организацией.
3 .20 . Материалы наполнителя и связующего, применяемые для изготовления сосуда, должны иметь гарантированные сроки использования, которые указываются в сертификате на эти материалы.
3 .21. Чугунные отливки из высокопрочного чугуна следует применять термически обработанными.
3 .22 . Необходимость термической обработки резьбы, изготовленной методом накатки, регламентируется НД.
IV. ИЗГОТОВЛЕНИЕ, РЕКОНСТРУКЦИЯ, МОНТАЖ, НАЛАДКА И РЕМОНТ
4.1. Общие требования
4 .1 .1. Изготовление (доизготовл ение), реконструкция, монтаж, наладка и ремонт сосудов и их элементов должны выполняться специализированными организациями, располагающими техническими средствами, необходимыми для качественного выполнения работ.
4 .1 .2 . Изготовление (доизготовление), реконструкция, монтаж, наладка и ремонт сосудов должны выполняться в соответствии с требованиями Правил и технических условий, утвержденных в установленном порядке.
4.1 .3 . Изготовление (доизготовление), реконструкция, монтаж, наладка и ремонт сосудов или их отдельных элементов должны проводиться по технологии, разработанной до начала работ организацией, их выполняющей.
4.1 .4 . При изготовлении (доизготовлении), реконструкции, монтаже, наладке и ремонте должна применяться система контроля качества (входной, операционный и приемочный), обеспечивающая выполнение работ в соответствии с требованиями Правил и НД.
Порядок проведения входного контроля неметаллических материалов, из которых изготовляются силовые элементы конструкции сосуда, согласовывается со специализированной организацией.
4.2. Допуски
4 .2 .1 . Отклонение наружного (внутреннего) диаметра обечаек, цилиндрических отбортованных элементов днищ, сферических днищ, изготовленных из листов и поковок, не должно превышать ±1 % номинального диаметра.
Относительная овальность в любом поперечном сечении не должна превышать 1 %. Величина относительной овальности определяется по формулам:
в сечении, где отсутствуют штуцера и люки:
![]()
в сечении, где имеются штуцера и люки:
![]()
где D max , D min - соответственно наибольший и наименьший наружные (внутренние) диаметры сосуда, мм;
d - в нутренний диаметр штуцера или люка, мм.
Величину относительной овальности для сосудов с отношением толщины стенки обечайки к внутреннему диаметру 0 ,01 и менее допускается увеличить до 1 ,5 % .
Относительная овальность для элементов сосудов, работающих под наружным давлением, не должна превышать 0 ,5 %.
4 .2 .2 . Увод (угловатость) f кромок в сварных швах не должен превышат ь f = 0,1 s + 3 мм, но не более соответствующих величин, указанных в табл. 2 для элементов сосудов (рис. 1) .
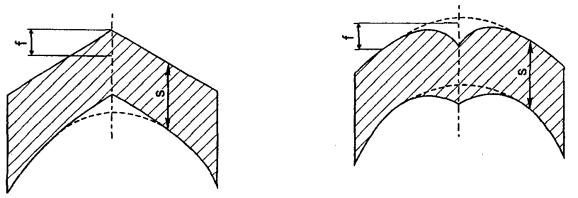
Рис. 1. Увод (угловатость) кромок в сварных швах
Таблица 2
|
Максимальный увод (угловатость) кромок в стыковых швах, мм |
||||
|
обечаек |
шаровых резервуаров и днищ из лепестков |
конических днищ |
||
|
независимо от D* |
D < 5000 |
D > 5000 |
D < 2000 |
D > 2000 |
|
5 |
6 |
8 |
5 |
7 |
|
* D - внутренний диаметр, мм. |
||||
4 .2 .3 . Смещение кромок b листов (рис. 2), измеряемое по срединной поверхности, в стыковых соединениях, определяющих прочность сосуда, не должно превышать b = 0,1 s , но не более 3 мм. Смещение кромок в кольцевых швах, за исключением швов, выполняемых электрошлаковой сваркой, не должно превышать величин, приведенных в табл. 3. Смещение кромок в кольцевых швах, выполняемых электрошлаковой сваркой, не должно превышать 5 мм.
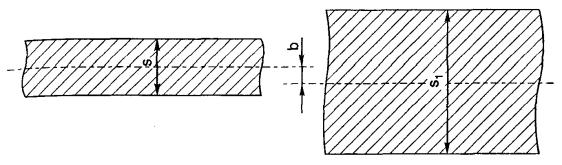
Рис. 2 . Смещение кромок листов
Таблица 3
|
Толщина свариваемых листов s , мм |
Максимально допустимые смещения стыкуемых кромок в кольцевых швах, мм |
|
|
на монометаллических сосудах |
на биметаллических сосудах со стороны коррозионного слоя |
|
|
До 20 |
0 ,1 s +1 |
50 % толщины плакирующего слоя |
|
Свыше 20 до 50 |
0,15 s , но не более 5 |
|
|
Свыше 50 до 100 |
0 ,04 s + 3 ,5 * |
0 ,04 s + 3 , но не более толщины плакирующего слоя |
|
Свыше 100 |
0 ,025 s + 5*, но не более 10 |
0 ,025 s + 5 , но не более 8 и не более толщины плакирующего слоя |
|
* При условии наплавки на стыкуемые поверхности с уклоном 1:3 для сварных соединений, имеющих смещение кромок более 5 мм. |
||
4 .2 .4 . Смещение кромок в стыковых сварных соединениях труб не должно превышать величин, приведенных в табл. 4.
Таблица 4
|
Толщина стенки трубы s , мм |
Максимально допустимые смещения кромок, мм |
|
Д о 3 |
0 ,2 s |
|
Свыше 3 до 6 |
0,1 s + 0 ,3 |
|
Свыше 6 до 10 |
0 ,15 s |
|
Свыше 10 до 20 |
0 ,05 s + 1 |
|
Свыше 20 |
0,1 s , но не более 3 |
4 .2 .5 . Допуски, не указанные в настоящем разделе, должны соответствовать требованиям НД.
4.3. Сварка
4 .3 .1 . При изготовлении (доизготовлении), монтаже, ремонте сосудов должна применяться технология сварки, аттестованная в соответствии с требованиями Правил.
4 .3 .2 . Для выполнения сварки должны применяться исправные установки, аппаратура и приспособления, обеспечивающие соблюдение требований НД.
4 .3 .3. К производству сварочных работ допускаются сварщики, аттестованные в соответствии с Правилами аттестации сварщиков и специалистов сварочного производства ( ПБ 03-273-99), утвержденными постановлением Госгортехнадзора России от 30 .10 .98 № 63 , зарегистрированными Минюстом России 04 .03 .99 , рег . № 1721, и имеющие удостоверение установленной формы.
Сварщики могут производить сварочные работы тех видов, которые указаны в их удостоверении.
4 .3 .4 . Сварщик, впервые приступающий в данной организации (монтажном или ремонтном участке) к сварке изделий, работающих под давлением, независимо от наличия удостоверения должен перед допуском к работе пройти проверку путем сварки и контроля пробного сварного соединения. Конструкцию пробных сварных соединений, а также методы и объем контроля качества сварки этих соединений устанавливает руководитель сварочных работ.
4 .3 .5 . Руководство работами по сборке сосудов и их элементов, сварке и контролю качества сварных соединений должно быть возложено на специалиста, прошедшего аттестацию в соответствии с Положением о порядке подготовки и аттестации работников организаций, осуществляющих деятельность в области промышленной безопасности опасных производственных объектов, подконтрольных Госгортехнад зору России, утвержденным постановлением Госгортехнадзора России от 30 .04 .02 № 21 и зарегистрированным Минюстом России 31 .05 .02 рег . № 3489 .
4 .3 .6 . Сварные соединения элементов, работающих под давлением, с толщиной стенки более 6 мм подлежат маркировке (клеймению), позволяющей установить фамилию сварщика, выполнившего сварку. Система маркировки указывается в ПТД.
Необходимость и способ маркировки сварных соединений с толщиной стенки менее 6 мм устанавливаются требованиями ПТД. Способ маркировки должен исключать наклеп, подкалку или недопустимое утонение толщины металла и обеспечить сохранность маркировки в течение всего периода эксплуатации изделия.
Если все сварные соединения данного изделия выполнены одним сварщиком, то маркировку каждого сварного соединения можно не производить. В этом случае клеймо сварщика следует ставить около фирменной таблички или на другом открытом участке изделия и место клеймения заключить в рамку, наносимую несмываемой краской. Место клеймения должно быть указано в паспорте изделия.
Если сварное соединение выполнялось несколькими сварщиками, то на нем должны быть поставлены клейма всех сварщиков, участвовавших в его выполнении.
4 .3 .7 . Перед началом сварки должно быть проверено качество сборки соединяемых элементов, а также состояние стыкуемых кромок и прилегающих к ним поверхностей. При сборке не допускается подгонка кромок ударным способом или местным нагревом.
4 .3 .8 . Сварочные материалы, применяемые для сварки сосудов, должны соответствовать требованиям стандартов и технических условий, что должно подтверждаться документом организации-изготовителя.
4 .3 .9 . Марки, сортамент, условия хранения и подготовка к использованию сварочных материалов должны соответствовать требованиям НД на сварку.
4 .3 .10 . Сварочные материалы должны быть проконтролированы:
каждая партия электродов:
на сварочно-технологические свойства;
на соответствие содержания легирующих элементов нормированному составу путем ст ил оскопирования наплавленного металла, выполненного легированными электродами (типов Э-09 Х1 М, Э-09Х1 МФ, аустенит ны х и др.);
каждая партия порошковой проволоки - на сварочно-технологические свойства;
каждая бухта (моток, катушка) легированной сварочной проволоки - на наличие основных легирующих элементов путем стило с копирования.
4 .3 .11 . Подготовка кромок и поверхностей под сварку должна выполняться механической обработкой либо путем термической резки или строжки (кислородной, воздушно-дуговой, плазменно-дуговой) с последующей механической обработкой (резцом, фрезой, абразивным инструментом). Глубина механической обработки после термической резки (строжки) должна быть указана в НД в зависимости от восприимчивости конкретной марки стали к термическому циклу резки (строжки).
4 .3.12 . Кромки деталей, подлежащих сварке, и прилегающие к ним участки должны быть очищены от окалины, краски, масла и других загрязнений в соответствии с требованиями НД.
4 .3 .13 . Приварка и удаление вспомогательных элементов (сборочных устройств, временных креплений и др.) должны производиться в соответствии с указаниями чертежей и НД. Приварка этих элементов должна выполняться сварщиком, допущенным к сварке данного изделия.
4 .3.14 . Прихватки должны выполняться сварщиком, допущенным к сварке данного изделия с применением присадочных материалов, предусмотренных технической документацией на сварку данного сосуда. Прихватки при дальнейшем проведении сварочных работ удаляются или переплавляются основным швом.
Приварка временных креплений и удаление их после сварки основного изделия должны производиться по технологии, исключающей образование трещин и закалочных зон в металле изделия.
4 .3.15 . Все сварочные работы при изготовлении сосудов и их элементов должны производиться при положительных температурах в закрытых помещениях.
При монтаже, доизготовлении на монтажных площадках, а также ремонте сосудов, эксплуатируемых вне помещений, допускается сварка при отрицательных температурах окружающего воздуха. При этом сварщик, а также место сварки должны быть защищены от непосредственного воздействия ветра и атмосферных осадков. Сварка при температуре окружающего воздуха ниже 0 °С должна производиться в соответствии с НД, согласованной в установленном порядке.
4 .3.16 . Все сварные швы подлежат клеймению, позволяющему установить сварщика, выполняющего эти швы.
Клеймо наносится на расстоянии 20 - 50 мм от кромки сварного шва с наружной стороны. Если шов с наружной и внутренней сторон заваривается разными сварщиками, клейма ставятся только с наружной стороны через дробь: в числителе клеймо сварщика с наружной стороны шва, в знаменателе - с внутренней стороны. Если сварные соединения сосуда выполняются одним сварщиком, то допускается клеймо сварщика ставить около таблички или на другом открытом участке. Если сварные соединения выполнялись несколькими сварщиками, то на нем должны быть поставлены клейма всех сварщиков, участвовавших в его выполнении.
У продольных швов клеймо должно находиться в начале и в конце шва на расстоянии 100 мм от кольцевого шва. На обечайке с продольным швом длиной менее 400 мм допускается ставить одно клеймо. Для кольцевого шва клеймо должно выбиваться в месте пересечения кольцевого шва с продольным и далее через каждые 2 м, но при этом должно быть не менее двух клейм на каждом шве. Клейма ставятся с наружной стороны. Клеймение продольных и кольцевых швов сосудов с толщиной стенки менее 4 мм допускается производить электрографом или несмываемыми красками.
Место клеймения заключается в хорошо видимую рамку, выполняемую несмываемой краской или электрографом, и указано в паспорте сосуда.
4 .3.17 . Технология сварки при изготовлении, монтаже и ремонте сосудов допускается к применению после подтверждения ее технологичности на реальных изделиях, проверки всего комплекса требуемых свойств сварных соединений и освоения эффективных методов контроля их качества. Применяемая технология сварки должна быть аттестована в соответствии с Правилами.
4 .3 .18 . Аттестация технологии сварки подразделяется на исследовательскую и производственную.
Исследовательская аттестация проводится специализированной организацией при подготовке к внедрению новой, ранее не аттестованной технологии сварки.
Производственная аттестация проводится каждым предприятием на основании рекомендаций, выданных по результатам исследовательской аттестации.
4 .3 .19 . Исследовательская аттестация технологии сварки проводится в целях определения характеристик сварных соединений, необходимых для расчетов при проектировании и выдачи технологических рекомендаций (область применения технологии, сварочны е материалы, режимы подогрева, сварки и термической обработки, гарантируемые показатели приемо-сдаточны х характеристик сварного соединения, методы контроля и др.).
Характеристики сварных соединений, определяемые при исследовательской аттестации, выбирают в зависимости от вида и назначения основного металла и следующих условий эксплуатации сварных соединений:
механические свойства при нормальной ( 20 ± 10 °С ) и рабочей температуре, в том числе временное сопротивление разрыву, предел текучести, относительное удлинение и относительное сужение металла шва, ударная вязкость металла шва и зоны термического влияния сварки, временное сопротивление разрыву и угол изгиба сварного соединения;
длительная прочность, пластичность и ползучесть;
циклическая прочность;
критическая температура хрупкости металла шва и зоны термического влияния сварки;
стабильность свойств сварных соединений после термического старения при рабочей температуре;
интенсивность окисления в рабочей среде;
отсутствие недопустимых дефектов;
стойкость против меж к ристал литной коррозии (для сварных соединений элементов из сталей аустенитного класса);
другие характеристики, специфические для выполняемых сварных соединений.
По результатам исследовательской аттестации организацией, проводившей ее, должны быть выданы рекомендации, необходимые для ее практического применения. Разрешение на применение предлагаемой технологии в производстве выдается Госгор те хнад зором России на основании заключения специализированной организации.
4 .3 .20 . Производственная аттестация технологии сварки проводится каждой организацией до начала ее применения с целью проверки соответствия сварных соединений, выполненных по ней в конкретных условиях производства, требованиям Правил и НД .
Производственная аттестация должна проводиться для каждой группы однотипных сварных соединений *, выполняемых на данном предприятии.
* Определение однотипности сварных соединений приведено в приложении 5.
4 .3 .21. Производственная аттестация проводится аттестационной комиссией, созданной в организации в соответствии с программой, разработанной этой организацией и утвержденной председателем комиссии.
Программа должна предусматривать проведение неразрушающего и разрушающего контроля сварных соединений и оценку качества сварки по результатам контроля.
Порядок проведения производственной аттестации, в том числе применявшейся в организации до введения в действие Правил, определяется нормативной документацией ( НД ) или производственно-технологической документацией (далее по тексту ПТ Д).
Если при производственной аттестации технологии сварки получены неудовлетворительные результаты по какому-либо виду испытаний, аттестационная комиссия должна принять меры по выяснению причин несоответствия полученных результатов установленным требованиям и решить, следует ли провести повторные испытания или данная технология не может быть использована для сварки производственных соединений и нуждается в доработке.
Разрешение на применение технологии сварки, прошедшей производственную аттестацию на предприятии, выдается органами Госгортехна д зора России на основании заключения специализированной организации.
4 .3 .22 . В случае ухудшения свойств или качества сварных соединений по отношению к уровню, установленному исследовательской аттестацией, предприятие-изготовитель (монтажная или ремонтная организация) должно приостановить применение технологии сварки, установить и устранить причины, вызвавшие их ухудшение, и провести повторную производственную аттестацию, а при необходимости - и исследовательскую аттестацию.
4 .3 .23 . При изготовлении, монтаже и ремонте сосудов могут применяться любые аттестованные технологии сварки.
Не допускается применение газовой сварки для деталей из аустенитн ы х и высокохромистых сталей мартенситного и мартенситно- феррит ного классов.
4 .3 .24 . Сварка элементов, работающих под давлением, должна проводиться при положительной температуре окружающего воздуха. При монтаже и ремонте допускается выполнять сварку в условиях отрицательной температуры при соблюдении требований НД (ПТД) и создании необходимых условий для сварщиков (защита от ветра, дождя, снегопада).
При отрицательной температуре окружающего воздуха металл в районе сварного соединения перед сваркой должен быть просушен и прогрет с доведением температуры до положительной.
4 .3 .25 . Необходимость и режим предварительного и сопутствующих подогревов свариваемых деталей определяются технологией сварки и должны быть указаны в ПТД. При отрицательной температуре окружающего воздуха подогрев производится в тех же случаях, что и при положительной, но температура подогрева должна быть выше на 50 °С.
4 .3 .26 . После сварки шов и прилегающие участки должны быть очищены от шлака, брызг металла и других загрязнений.
Внутренний грат в стыках труб, выполненных контактной сваркой, должен быть удален для обеспечения заданного проходного сечения.
4.4. Термическая обработка
4 .4.1. Термическая обработка элементов сосудов производится для обеспечения соответствия свойств металла и сварных соединений показателям, принятым в НД на металл и сварку, а также для снижения остаточных напряжений, возникающих при выполнении технологических операций (сварки, гибки, штамповки и др.).
4 .4 .2 . К проведению работ по термической обработке допускаются термисты-операторы, прошедшие специальную подготовку, соответствующие испытания и имеющие удостоверение на право производства работ.
4 .4 .3 . Термической обработке подлежат сосуды, в стенках которых после изготовления (при вальцовке, штамповке, сварке и т.д.) возможно появление недопустимых остаточных напряжений, а также сосуды, прочность которых достигается термообработкой.
4 .4 .4 . Сосуды и их элементы из углеродистых, а также низколегированных марганцовистых и марганцово-кремнисты х сталей, изготовленные с применением сварки, штамповки или вальцовки, подлежат обязательной термообработке, если:
толщина стенки цилиндрического или конического элемента днища, фланца или патрубка сосуда в месте их сварного соединения более 36 мм для углеродистых сталей и более 30 мм для сталей низколегированных марганцовистых, марганцово-кремнисты х;
номинальная толщина стенки цилиндрических или конических элементов сосуда (патрубка), изготовленных из листовой стали вальцовкой (штамповкой), превышает величину, вычисленную по формуле
s = 0 ,009 ( D + 1200 ),
где D - минимальный внутренний диаметр, мм. Данные требования не распространяются на отбортованные рубашки;
они предназначены для эксплуатации в средах, вызывающих коррозионное растрескивание;
днища и другие элементы штампуются (вальцуются) при температуре окончания штамповки (вальцовки) ниже 700 °С;
днища сосудов и их элементы независимо от толщины изготовлены холодной штамповкой или холодным флан жи рованием.
4 .4 .5. Гнутые участки труб из углеродистых и низколегированных сталей с наружным диаметром более 36 мм подлежат термообработке, если отношение среднего радиуса гиба к номинальному наружному диаметру труб составляет менее 3 ,5 , а отношение номинальной толщины стенки трубы к ее номинальному диаметру превышает 0 ,05.
4 .4 .6 . Сосуды и их элементы из сталей низколегированных хромомолибденовы х, хромомолибденованад иевы х, сталей мартенситного класса и двухслойных с основным слоем из сталей этого типа и класса, изготовленные с применением сварки, должны быть термообработаны независимо от диаметра и толщины стенки.
4 .4 .7 . Необходимость термообработки сосудов и их элементов из сталей аустенит ного класса и двухслойных сталей с основным слоем из сталей углеродистого и низколегированного марганцовистого и марганцово-кремнистого типа с коррозионностойким слоем из сталей аустенитного класса устанавливается в НД.
4 .4 .8 . Днища сосудов, изготовленные из аустенит ны х сталей холодной штамповкой или фланжированием, должны подвергаться термообработке.
4 .4 .9 . Для днищ и деталей из аустенитных хромоникелевы х сталей, штампуемых (вальцуемых) при температуре не ниже 850 ° С, термическая обработка не требуется.
Допускается не подвергать термической обработке горячедеформированн ы е днища из аустенит ны х сталей с отношением внутреннего диаметра к толщине стенки более 28 , если они не предназначены для работы в средах, вызывающих коррозионное растрескивание.
4 .4 .10 . Вид термической обработки (отпуск, нормализация или закалка с последующим отпуском, ауст енизация и др.) и ее режимы (скорость нагрева, температура и время выдержки, условия охлаждения и др.) принимаются по НД и указываются в техническом проекте.
4 .4 .11 . Допускается термическая обработка сосудов по частям с последующей местной термообработкой замыкающего шва. При местной термообработке должны быть обеспечены равномерный нагрев и охлаждение в соответствии с технологией, согласованной со специализированной организацией.
При наличии требования по стойкости к коррозионному растрескиванию возможность применения местной термообработки сосуда должна быть согласована со специализированной организацией.
4 .4.12 . В процессе термообработки в печи температура нагрева в любой точке сосуда (элемента) не должна выходить за пределы максимальной и минимальной температуры, предусмотренной режимом термообработки.
Среда в печи не должна оказывать вредного влияния на термообрабат ы ваемы й сосуд (элемент).
4 .4.13 . Свойства металла сосудов и их элементов после всех циклов термической обработки должны соответствовать требованиям Правил, стандартов, технических условий.
4 .4 .14 . Термическая обработка должна производиться таким образом, чтобы были обеспечены равномерный нагрев металла изделий, их свободное тепловое расширение и отсутствие пластических деформаций. Режимы нагрева, выдержки и охлаждения при термообработке изделий должны регистрироваться самопишущими приборами.
4 .4.15 . Для снятия остаточных напряжений в соответствии с требованиями п. 4.4.4 Правил допускается вместо термической обработки применять другие методы, предусмотренные в нормативной документации, согласованной в установленном порядке.
4.5. Контроль сварных соединений
4 .5 .1 . Организация-изготовитель (доизготовите ль), монтажная или ремонтная организация обязаны применять такие виды и объемы контроля своей продукции, которые гарантировали бы выявление недопустимых дефектов, ее высокое качество и надежность в эксплуатации.
Контроль качества сварки и сварных соединений включает:
проверку аттестации персонала;
проверку сборочно-сварочного, термического и контрольного оборудования, аппаратуры, приборов и инструментов;
контроль качества основных материалов;
контроль качества сварочных материалов и материалов для дефектоскопии;
операционный контроль технологии сварки;
неразрушающий контроль качества сварных соединений;
разрушающий контроль качества сварных соединений;
контроль исправления дефектов.
Виды контроля определяются конструкторской организацией в соответствии с требованиями Правил, НД на изделия и сварку и указываются в конструкторской документации сосудов.
4 .5 .2 . Для установления методов и объемов контроля сварных соединений необходимо определить группу сосуда в зависимости от расчетного давления, температуры стенки и характера среды по табл. 5.
Таблица 5
|
Группа сосудов |
Расчетное давление, М П а (кгс/см2 ) |
Температура стенки, °С |
Рабочая среда |
|
1 |
Свыше 0 ,07 (0 ,7 ) |
Независимо |
Взрывоопасная или пожароопасная, или 1 -го, 2 -го классов опасности по ГОСТ 12.1.007 |
|
2 |
До 2 ,5 (25 ) |
Ниже -70 , выше 400 |
Любая, за исключением указанной для 1 -й группы сосудов |
|
Свыше 2 ,5 (25 ) до 4 (40 ) |
Ниже - 70 , выше 200 |
||
|
Свыше 4 (40 ) до 5 (50 ) |
Ниже - 40 , выше 200 |
||
|
Свыше 5 (50 ) |
Независимо |
||
|
До 1 ,6 (16 ) |
О т -70 до -20 От 200 до 400 |
||
|
3 |
Свыше 1 ,6 (16 ) до 2 ,5 (25 ) |
О т -70 до 400 |
|
|
Свыше 2 ,5 (25 ) до 4 (40 ) |
О т -70 до 200 |
||
|
Свыше 4 (40 ) до 5 (50 ) |
От -40 до 200 |
||
|
4 |
До 1 ,6 (16 ) |
О т -20 до 200 |
В тех случаях, когда в табл. 5 отсутствуют указанные сочетания параметров по давлению и температуре, для определения группы следует руководствоваться максимальным параметром.
Температура стенки определяется на основании теплотехнического расчета или результатов измерений, а при отсутствии этих данных принимается равной температуре среды, соприкасающейся со стенкой сосуда.
4 .5 .3 . Объем контроля должен быт ь не менее предусмотренного Правилами.
4 .5 .4 . В процессе изготовления сосудов должны проверяться:
соответствие металла свариваемых деталей и сварочных материалов требованиям НД ;
соответствие качества подготовки кромок и сборки под сварку требованиям действующих стандартов и чертежей;
соблюдение технологического процесса сварки и термической обработки, разработанных в соответствии с требованиями НД.
4 .5 .5 . Основными видами неразрушающего контроля металла и сварных соединений являются:
визуальный и измерительный;
радиографический;
ультразвуковой;
радиоскопический (допускается применять только по инструкции, согласованной с Госгортехна д зором России);
стилоскопирование;
измерение твердости;
гидравлические испытания;
пневматические испытания.
Кроме этого могут применяться другие методы (акустическая эмиссия, магнитография, цветная дефектоскопия, определение содержания в металле шва ферритной фазы и др.) в соответствии с ТУ организации-изготовителя в объеме, предусмотренном НД.
4 .5 .6 . При разрушающем контроле должны проводиться испытания механических свойств, металлографические исследования и испытания на стойкость против межк ристалл итной коррозии.
4 .5 .7 . Приемочный контроль изделия, сборочных единиц и сварных соединений должен выполняться после окончания всех технологических операций, связанных с термической обработкой, деформированием и наклепом металла.
Последовательность контроля отдельными методами должна соответствовать требованиям НД. Визуальный и измерительный контроль, а также стилоскопирование должны предшествовать контролю другими методами.
4 .5 .8 . Контроль качества сварных соединений должен производиться по НД, согласованной в установленном порядке.
4 .5 .9 . В процессе производства работ персоналом организации-производителя работ должен осуществляться операционный контроль технологических процессов подготовки и сборки деталей под сварку, сварки и термической обработки сварных соединений, исправления дефектов сварных соединений.
При операционном контроле проверяется соблюдение исполнителями требований настоящих Правил, НД и чертежей. Объемы операционного контроля при подготовке, сборке, сварке и термической обработке и исправлении дефектов должны указываться в НД.
4 .5 .10 . Результаты по каждому виду контроля (в том числе и операционного) должны фиксироваться в отчетной документации (журналах, формулярах, протоколах, маршрутных паспортах и т.д.).
4 .5 .11 . Средства контроля должны проходить метрологическую проверку.
4 .5.12 . Каждая партия материалов для дефектоскопии (пенетранты , порошок, суспензии, радиографическая пленка, химические реактивы и т.д.) до начала их использования должна быть подвергнута входному контролю.
4 .5 .13 . Объем разрушающего и неразрушающего контроля, предусмотренный Правилами, может быть уменьшен по согласованию с Госгортехнадзором России в случае массового изготовления, в том числе при неизменном технологическом процессе, специализации сварщиков на отдельных видах работ и высоком их качестве, подтвержденном результатами контроля за период не менее 6 месяцев. Копия разрешения вкладывается в паспорт сосуда.
4 .5 .14 . Методы и объемы контроля сварных соединений приварных деталей, не работающих под внутренним давлением, должны устанавливаться НД на изделие и сварку.
4 .5 .15 . Изделие признается годным, если при контроле в нем не будут обнаружены внутренние и наружные дефекты, выходящие за пределы допустимых норм, установленных Правилами и НД на изделие и сварку.
4 .5.16 . Сведения о контроле сварных соединений основных элементов сосудов, работающих под давлением, должны заноситься в паспорт сосуда.
4 .5.17 . Визуальному и измерительному контролю подлежат все сварные соединения сосудов и их элементов в целях выявления в них следующих дефектов:
трещин всех видов и направлений;
свищей и пористости наружной поверхности шва;
подрезов;
наплывов, прожогов, незаплавленн ы х кратеров;
смещения и совместного увода кромок свариваемых элементов свыше норм, предусмотренных Правилами;
непрямолинейность соединяемых элементов;
несоответствие формы и размеров швов требованиям технической документации.
4 .5.18 . Перед визуальным осмотром поверхность сварного шва и прилегающие к нему участки основного металла шириной не менее 20 мм в обе стороны от шва должны быть зачищены от шлака и других загрязнений, при электрошлаковой сварке это расстояние должно быть не менее 100 мм.
4 .5.19 . Осмотр и измерения сварных соединений должны производиться с наружной и внутренней сторон по всей протяженно сти швов. В случае невозможности осмотра и измерения сварного соединения с двух сторон его контроль должен производиться в порядке, предусмотренном автором проекта.
4 .5 .20 . Ультразвуковая дефектоскопия и радиографический контроль производятся в целях выявления в сварных соединениях внут ренних дефектов (трещин, непроваров, пор, шлаковых включений и др.).
4 .5 .21 . К контролю сварных соединений сосудов физическими методами допускаются специалисты, прошедшие специальную теоретическую подготовку, практическое обучение и аттестацию в соответствии с Правилами аттестации персонала в области неразрушающего контроля ( ПБ 03-440-02 ), утвержденными постановлением Госгортехнад зора России от 23.01 .02 № 3 и зарегистрированными Минюстом России 17 .04 .02 рег . № 3378 .
4 .5 .22 . Ультразвуковая дефектоскопия и радиографический контроль сварных соединений должны производиться в соответствии с требованиями НД.
4 .5 .23 . Метод контроля (ультразвуковая дефектоскопия, радиографический контроль, оба метода в сочетании) выбирается исходя из возможности обеспечения более полного и точного выявления недопустимых дефектов с учетом особенностей физических свойств металла, а также освоенности данного метода контроля для конкретного вида сварных соединений.
4 .5 .24 . Объем контроля ультразвуковой дефектоскопией или радиографическим методом стыковых, угловых, тавровых и других сварных соединений сосудов и их элементов (днищ, обечаек, штуцеров, люков, фланцев и др.), включая соединения люков и штуцеров с корпусом сосуда, должен соответствовать указанному в табл. 6 .
Таблица 6
|
Группа сосудов (см. табл. 5 ) |
Длина контролируемого участка швов от длины каждого шва, % |
|
1 |
100 |
|
2 |
100 |
|
3 |
Не менее 50 |
|
4 |
Не менее 25 |
Указанный объем контроля относится к каждому сварному соединению. Места сопряжений (пересечений) сварных соединений подлежат обязательному контролю ультразвуковой дефектоскопией или радиографическим методом.
Ультразвуковая дефектоскопия или радиографический контроль швов приварки внутренних и наружных устройств к корпусу сосуда должны производиться при наличии требования в технической документации.
4 .5 .25 . Сварные соединения сосудов, снабженных быст рос ъемны ми крышками, подлежат контролю ультразвуковой дефектоскопией или радиографическим методом в объеме 100 % .
4 .5 .26 . Для сосудов 3 -й и 4 -й групп места радиографического или ультразвукового контроля устанавливаются отделом технического контроля организации-изготовителя после окончания сварочных работ по результатам внешнего осмотра.
4 .5 .27 . Перед контролем соответствующего участка сварные соединения должны быть так замаркированы, чтобы их можно было легко обнаружить на картах контроля и радиографических снимках.
4 .5 .28 . При выявлении недопустимых дефектов в сварных соединениях, подвергаемых ультразвуковой дефектоскопии или контролю радиографическим методом в объеме менее 100 %, обязательному контролю тем же методом подлежат однотипные швы этого изделия, выполненные данным сварщиком, по всей длине соединения.
4 .5 .29 . При невозможности осуществления ультразвуковой дефектоскопии или радиографического контроля из-за недоступности отдельных сварных соединений или при неэффективности этих методов контроля (в частности, швов приварки штуцеров и труб внутренним диаметром менее 100 мм) контроль качества этих сварных соединений должен производиться другими методами в соответствии с инструкцией, согласованной в установленном порядке. Указания об использованном методе контроля заносятся в паспорт сосуда.
4 .5 .30 . Ультразвуковая дефектоскопия и радиографический контроль стыковых сварных соединений по согласованию с Госгортехнад зором России могут быть заменены другим эффективным методом неразрушающего контроля.
4 .5 .31 . Капиллярный и магнитопорошковы й контроль сварных соединений и изделий являются дополнительными методами контр оля, устанавливаемыми чертежами и НД в целях определения поверхностных или подповерхностных дефектов.
4 .5 .32 . Капиллярный контроль должен производиться в соответствии с методиками контроля, согласованными в установленном порядке.
4 .5 .33 . Класс и уровень чувствительности капиллярного и магнитопорошкового контроля должны устанавливаться чертежами и НД.
4 .5 .34 . Контроль стилоскопированием должен проводиться в целях подтверждения соответствия легирования металла деталей и сварных швов требованиям чертежей и НД.
4 .5 .35 . Стилоскопированию подвергаются:
все свариваемые детали (части конструкций), которые по чертежу должны изготавливаться из легированной стали;
металл шва всех сварных соединений труб, которые согласно НД должны выполняться легированным присадочным материалом;
сварочные материалы согласно ст. 4.3.10 Правил.
4 .5 .36 . Стил оскопирование должно проводиться в соответствии с требованиями методических указаний или инструкций, согласованных в установленном порядке.
4 .5 .37 . Измерение твердости металла шва сварного соединения проводится в целях проверки качества выполнения термической обработки сварных соединений.
4 .5 .38 . Измерению твердости подлежит металл шва сварных соединений, выполненных из легированных теплоустойчивых сталей перлитного и март енситно-феррит ного классов методом и в объеме, установленными НД.
4 .5 .39 . Контроль механических свойств, испытание на стойкость против межк ристал лит ной коррозии и металлографические исследования сварных соединений должны производиться на образцах, изготовленных из контрольных сварных соединений.
Контрольные сварные соединения должны воспроизводить одно из стыковых сварных соединений сосуда, определяющих его п рочность (продольные швы обечаек, хордовые и меридиональные швы выпуклых днищ), а также кольцевые швы сосудов, не имеющих продольных швов.
Контрольные сварные соединения должны быть идентичны кон т ролируемы м производственным сварным соединениям (по маркам стали, толщине листа или размерам труб, форме разделки кромок, методу сварки, сварочным материалам, положению шва, режимам и температуре подогрева, термообработке) и выполнены тем же сварщиком и на том же сварочном оборудовании одновременно с контролируемым производственным соединением. Контрольные сварные соединения для кольцевых швов многослойных сосудов устанавливаются Н Д на изготовление этих сосудов.
Если проведена производственная аттестация технологии сварки в соответствии с требованиями Правил, то по согласованию со специализированными организациями разрешается не выполнять механические испытания контрольных сварных соединений.
4 .5 .40 . При сварке контрольных соединений (пластин), предназначенных для проверки механических свойств, проведения испытания на стойкость против межкристал литной коррозии и металлографического исследования, пластины следует прихватывать к свариваемым элементам так, чтобы шов контрольных пластин являлся продолжением шва свариваемого изделия.
Сварка контрольных пластин для проверки соединений элементов сосудов, к которым прихватка пластин невозможна, может производиться отдельно от них, но с обязательным соблюдением всех условий сварки контролируемых стыковых соединений.
4 .5 .41 . При автоматической (механизированной) сварке сосудов на каждый сосуд должно быть сварено одно контрольное соединение. Если в течение рабочей смены по одному технологическому процессу сваривается несколько однотипных сосудов, разрешается на всю партию сосудов, сваренных в данной смене, выполнить одно контрольное соединение. При ручной сварке сосудов несколькими сварщиками каждый из них должен сварить по одному контрольному соединению на каждый сосуд.
4 .5 .42 . При серийном изготовлении сосудов в случае 100 % контроля стыковых сварных соединений ультразвуковой дефектоскопией или радиационным методом допускается на каждый вид сварки варить по одному контрольному соединению на всю партию сосудов. При этом в одну партию могут быть объединены сосуды, аналогичные по назначению и типу, изготовляемые из одного вида металлопродукции (листа, трубы, поковки и т.п.), одной марки металла, имеющие одинаковую форму разделки кромок, выполненные по единому технологическому процессу и подлежащие термообработке по одному режиму, если цикл изготовления всех изделий по сборочно-сварочны м работам, термообработке и контрольным операциям не превышает трех месяцев.
4 .5 .43 . При контроле качества сварных соединений в трубчатых элементах со стыковыми швами одновременно со сваркой последних должны изготовляться в тех же производственных условиях контрольные стыки для проведения испытаний механических свойств соединений. Число контрольных стыков должно составлять 1 % общего числа сваренных каждым сварщиком однотипных стыков, но не менее одного стыка на каждого сварщика.
4 .5 .44 . Сварка контрольных соединений во всех случаях должна осуществляться сварщиками, выполнявшими контролируемые сварные соединения на сосудах.
4 .5 .45 . Размеры контрольных соединений должны быть достаточными для вырезки из них необходимого числа образцов всех предусмотренных видов механических испытаний, испытания на стойкость против межк ристал лит ной коррозии, металлографического исследования, а также для повторных испытаний.
4 .5 .46 . Контрольные сварные соединения должны подвергаться ультразвуковой дефектоскопии или радиационному контролю по всей длине.
Если в контрольном соединении будут обнаружены недопустимые дефекты, все производственные сварные соединения, представленные данным соединением и не подвергнутые ранее дефектоскопии, подлежат проверке неразрушающим методом контроля по всей длине.
4 .5 .47 . Механическим испытаниям должны подвергаться контрольные стыковые сварные соединения в целях проверки соответствия их механических свойств требованиям Правил и технических условий на изготовление сосуда.
Обязательные виды механических испытаний:
на статическое растяжение - для сосудов всех групп (см. табл. 5);
на статический изгиб или сплющивание - для сосудов всех групп;
на ударный изгиб - для сосудов, предназначенных для работы при давлении более 5 МПа (50 кг с/см2 ) или температуре выше 450 °С, и сосудов, изготовленных из сталей, склонных к подкалке при сварке (приложение 4);
на ударный изгиб - для сосудов 1, 2 , 3 -й групп, предназначенных для работы при температуре ниже -20 °С.
Испытания на ударный изгиб сварных соединений производятся для сосудов и их элементов с толщиной стенки 12 мм и более по п. 3 при температуре 20 °С, а по п. 4 - при рабочей температуре.
Если проведена производственная аттестация технологии сварки в соответствии с требованиями Правил, то по согласованию со специализированными организациями разрешается не выполнять механические испытания контрольных сварных соединений.
4 .5 .48 . Из каждого контрольного стыкового сварного соединения должны быть вырезаны:
два образца для испытания на статическое растяжение;
два образца для испытаний на статический изгиб или сплющивание;
три образца для испытания на ударный изгиб.
4 .5 .49 . Испытания на статический изгиб контрольных стыков трубчатых элементов сосудов с условным проходом труб менее 100 мм и толщине стенки менее 12 мм могут быть заменены испытанием на сплющивание.
4 .5 .50 . Механические испытания сварных соединений должны выполняться в соответствии с требованиями государственных стандартов.
4 .5 .51 . Временное сопротивление разрыву металла сварных швов при температуре 20 °С должно соответствовать значениям, установленным в НД на основной металл. Допускается снижение временного сопротивления разрыву, если это предусмотрено нормативной документацией, согласованной в установленном порядке.
4 .5 .52 . При испытании стальных соединений на статический изгиб полученные показатели должны быть не ниже показателей, приведенных в табл. 7.
Таблица 7
|
Тип, класс стали (в соответствии с приложением 4 ) |
Минимально допустимый угол изгиба, град |
||
|
электродуговая, контактная и электрошлаковая сварка |
газовая сварка |
||
|
при толщине свариваемых элементов, мм |
|||
|
не более 20 |
более 20 |
до 4 |
|
|
Углеродистый |
100 |
100 |
70 |
|
Низколегированный марганцовистый, мар г анцово-к ремнисты й |
80 |
60 |
50 |
|
Низколегированный хромомолибденов ы й, хромомолибденованади евы й |
50 |
40 |
30 |
|
Мар те нситны й |
50 |
40 |
- |
|
Феррит ны й |
50 |
40 |
- |
|
Аустен ит но-ферритны й |
80 |
60 |
- |
|
Аусте ни тны й |
100 |
100 |
- |
|
Сплавы на железо ни келевой и никелевой основе |
100 |
100 |
- |
4 .5 .53 . Испытание сварных соединений на ударный изгиб производится на образцах с надрезом по оси шва со стороны его раскрытия, если место надреза специально не оговорено техническими условиями на изготовление или инструкцией по сварке и контролю сварных соединений.
Значение ударной вязкости стальных сварных соединений должно быть не ниже значений, указанных в табл. 8.
Таблица 8
|
Температура испытания, °С |
Минимальное значение ударной вязкости, Д ж/ см2 (кгс· м/ см2 ) |
|||||
|
для всех сталей, кроме ферр ит ного, аустенитно-феррит ного и аустенит ного классов |
для сталей ферритного и аус т енитно-феррит ного классов |
для сталей аустен ит ного класса |
||||
|
KCU |
KCV |
KCU |
KCV |
KCU |
KCV |
|
|
20 |
50 (5 ) |
35 (3 ,5 ) |
40 (4 ) |
30 (3 ) |
70 (7 ) |
50 (5 ) |
|
Ниже - 20 |
30 (3 ) |
20 (2 ) |
30 (3 ) |
20 (2 ) |
30 (3 ) |
20 (2 ) |
Испытание на ударную вязкость проводится на образцах типа KCU или KCV по требованию стандарта или ТУ на изготовление изделия.
4 .5 .54 . При испытании сварных соединений труб на сплющивание показатели испытаний должны быть не ниже соответствующих минимально допустимых показателей, установленных стандартами или техническими условиями для труб того же сортамента и из того же материала.
При испытании на сплющивание образцов из труб с продольным сварным швом последний должен находиться в плоскости, перпендикулярной направлению сближения стенок.
4 .5 .55 . Показатели механических свойств сварных соединений должны определяться как среднеарифметическое значение результатов испытания отдельных образцов. Общий результат испытаний считается неудовлетворительным, если хотя бы один из образцов при испытании на растяжение, статический изгиб или сплющивание показал результат, отличающийся от установленных норм в сторону снижения более чем на 10 % . При испытании на ударный изгиб результаты считаются неудовлетворительными, если хотя бы один образец показал результат, ниже указанного в табл. 8. При температуре испытания ниже -40 °С допускается на одном образце снижение ударной вязкости KCU до 25 Д ж/ см2 (2 ,5 кгс· м/см2) или KCV по 20 Дж/ см2 (2 кгс· м/см2).
4 .5 .56 . При получении неудовлетворительных результатов по одному из видов механических испытаний этот вид испытаний должен быть повторен на удвоенном количестве образцов, вырезаемых из того же контрольного стыка. В случае невозможности вырезки образцов из указанных стыков повторные механические испытания должны быть проведены на выполненных тем же сварщиком производственных стыках, вырезанных из контролируемого изделия.
Если при повторном испытании хотя бы на одном из образцов получены показатели, не удовлетворяющие установленным нормам, сварное соединение считается непригодным.
4 .5 .57 . Предусмотренный Правилами объем механических испытаний и металлографических исследований сварных соединений может быть уменьшен по согласованию с органом Госгортехнадзора России в случае серийного изготовления однотипных изделий при неизменном технологическом процессе, специализации сварщи ков на определенных видах работ и высоком качестве сварных соединений, подтвержденном результатами контроля за период не м енее шести месяцев.
4 .5 .58 . Необходимость, объем и порядок механических испытаний сварных соединений литых и кованых элементов, труб с литыми деталями, элементов из стали различных классов, а также других единичных сварных соединений устанавливаются по НД , согласованной в установленном порядке.
Для сосудов из неметаллических и композиционных материалов должны предусматриваться образцы-свидетели. Конструкция, технология изготовления и виды испытания их определяются техническими условиями на данный сосуд.
4 .5 .59 . Металлографическому исследованию должны подвергаться контрольные стыковые сварные соединения, определяющие прочность сосудов и их элементов, которые:
предназначены для работы при давлении более 5 МПа (50 кг с/см2 ) или температуре выше 450 °С, или температуре ниже -40 °С, независимо от давления;
изготовлены из легированных сталей, склонных к подкалке при сварке; двухслойных сталей; сталей, склонных к образованию горячих трещин (устанавливаются автором технического проекта).
Металлографические исследования допускается не проводить для сосудов и их элементов толщиной до 20 мм, изготовленных из сталей ауст енит ного класса.
4 .5 .60 . Образцы (шлифы) для металлографического исследования сварных соединений должны вырезаться поперек шва и изготовляться в соответствии с требованиями государственных стандартов или НД.
Образцы для металлографических исследований сварных со е динений должны включать все сечения шва, обе зоны термическог о влияния сварки, прилегающие к ним участки основного металла, а также подкладное кольцо, если таковое применялось при сварке и не подлежит удалению. Образцы для металлографических исследов аний сварных соединений элементов с толщиной стенки 25 мм и б олее могут включать лишь часть сечения соединения. При этом расстояние от линии сплавления до краев образца должно быть не менее 12 мм, а площадь контролируемого сечения - 25 ×25 мм.
4 .5 .61 . Качество сварного соединения при металлографических исследованиях должно соответствовать требованиям пп. 4.5.1 и 4.5.17 Правил.
4 .5 .62 . При получении неудовлетворительных результатов ме тал лографического исследования допускается проведение повторны х испытаний на двух образцах, вырезанных из того же контрольного соединения.
В случае получения неудовлетворительных результатов пр и повторных металлографических исследованиях швы считаются неудовлетворительными.
4 .5 .63 . Если при металлографическом исследовании в контрольном сварном соединении, проверенном ультразвуковой дефектоскопией или радиационным методом и признанном годным, будут обнаружены недопустимые внутренние дефекты, которые должны были быть выявлены данным методом неразрушающего контроля, все производственные сварные соединения, проконтролированные данным дефекто скопист ом, подлежат 100 % проверке тем же методом дефектоскопии. При этом новая проверка качества всех производственных стыков должна осуществляться другим, более опытным и квалифицированным дефектоскопистом.
4 .5 .64 . Необходимость, объем и порядок металлографических исследований сварных соединений литых и кованых элементов, труб с литыми деталями, элементов из стали различных классов, а также других единичных сварных соединений устанавливаются техническими условиями на изготовление или НД .
4 .5 .65 . Испытание сварных соединений на стойкость против межкристал лит ной коррозии должно производиться для сосудов и их элементов, изготовленных из сталей аустенит ного, феррит ного, аустенит но-ферритного классов и двухслойных сталей с коррозио нностойким слоем из аустенит ны х и феррит ны х сталей при наличии требования в технических условиях или в техническом проекте.
4 .5 .66 . Форма, размеры, количество образцов, методы испытаний и критерии оценки склонности образцов к межкристаллитной коррозии должны соответствовать требованиям НД.
4.6. Гидравлическое (пневматическое) испытание
4 .6.1 . Гидравлическому испытанию подлежат все сосуды после их изготовления.
Сосуды, изготовление которых заканчивается на месте устано в ки, транспортируемые на место монтажа частями, подвергаются гидравлическому испытанию на месте монтажа.
4 .6 .2 . Сосуды, имеющие защитное покрытие или изоляцию, подвергаются гидравлическому испытанию до наложения покрытия или изоляции.
Сосуды, имеющие наружный кожух, подвергаются гидравлическому испытанию до установки кожуха.
Допускается эмалированные сосуды подвергать гидравлическому испытанию рабочим давлением после эмалирования.
4 .6 .3 . Гидравлическое испытание сосудов, за исключением литых, должно проводиться пробным давлением, определяемым по формуле
![]()
где Р - расчетное давление сосуда, М П а (кгс/см2 );
[ σ ]20 , [σ] t - допускаемые напряжения для материала сосуда или его элементов соответственно при 20 °С и расчетной температуре, МПа (кгс/см2).
Отношение ![]() принимается по тому
из использованных ма те риал ов
элементов (обечаек, днищ, фланцев, крепежа,
патрубков и др.) сосуда, для которого оно является наименьшим.
принимается по тому
из использованных ма те риал ов
элементов (обечаек, днищ, фланцев, крепежа,
патрубков и др.) сосуда, для которого оно является наименьшим.
4 .6 .4 . Гидравлическое испытание деталей, изготовленных из литья, должно проводиться пробным давлением, определяемым по формуле
![]()
Испытание отливок разрешается проводить после сборки и с варки в собранном узле или готовом сосуде пробным давлением, принятым для сосудов, при условии 100 % контроля отливок неразрушаю щими методами.
Гидравлическое испытание сосудов и деталей, изготовленных из неметаллических материалов с ударной вязкостью более 20 Дж/ см2 ( 2 кгс· м/см2 ), должно проводиться пробным давлением, определяемым по формуле
![]()
Гидравлическое испытание сосудов и деталей, изготовленн ых из неметаллических материалов с ударной вязкостью 20 и менее Дж/ см2 (2 кгс· м/см2 ), должно проводиться пробным давлением, определяемы м по формуле
![]()
4 .6 .5 . Гидравлическое испытание криогенных сосудов при на личии вакуума в изоляционном пространстве должно проводить пробным давлением, определяемым по формуле
Рпр = 1 ,25Р - 0 ,1, МП а
или
Рпр = 1 ,25Р - 1, к гс/см2.
Гидравлическое испытание ме т алл опл астиковы х сосудов долж но проводиться пробным давлением, определяемым по формуле
![]()
где K м - отношение массы металлоконструкции к общей массе с о суда;
α = 1,3 - для неметаллических материалов с ударной вязкостью более 20 Дж/ см2;
α = 1 ,6 - для неметаллических материалов с ударной вязкостью 20 Дж/ см2 и менее.
4 .6 .6 . Гидравлическое испытание вертикально устанавливаемых сосудов допускается проводить в горизонтальном положении при условии обеспечения прочности корпуса сосуда, для чего рас чет на прочность должен быть выполнен разработчиком проекта сосуда с учетом принятого способа опирания в процессе гидравли ческого испытания.
При этом пробное давление следует принимать с учетом ги д ростатического давления, действующего на сосуд в процессе его эксплуатации.
4 .6 .7 . В комбинированных сосудах с двумя и более рабочими полостями, рассчитанными на разные давления, гидравлическому испытанию должна подвергаться каждая полость пробным давлением, опр е дел яемы м в зависимости от расчетного давления полости. Порядок проведения испытания должен быть оговорен в техническом проекте и указан в руководстве по эксплуатации сосуда о рганизации-изготовителя.
4 .6 .8 . При заполнении сосуда водой воздух должен быть удален полностью.
4 .6 .9 . Для гидравлического испытания сосудов должна применяться вода температурой не ниже 5 °С и не выше 40 °С, если в технических условиях не указано конкретное значение температуры, допускаемой по условию предотвращения хрупкого разрушения.
Разность температур стенки сосуда и окружающего воздуха во время испытаний не должна вызывать конденсации влаги на поверхности стенок сосуда.
По согласованию с разработчиком проекта сосуда вместо воды может быть использована другая жидкость.
4 .6 .10 . Давление в испытываемом сосуде следует повышать плавно. Скорость подъема давления должна быть указана: для испытания сосуда в организации-изготовителе - в технической документации, для испытания сосуда в процессе работы - в руководстве по эксплуатации.
Использование сжатого воздуха или другого газа для подъема давления не допускается.
4 .6 .11 . Давление при испытании должно контролироваться двумя манометрами. Оба манометра выбираются одного типа, предела измерения, одинаковых классов точности, цены деления.
4 .6.12 . Время выдержки сосуда под пробным давлением устанавливается разработчиком проекта. При отсутствии указаний в проекте время выдержки должно быть не менее значений, указанных в табл. 9 .
Таблица 9
|
Толщина стенки сосуда, мм |
Время выдержки, мин |
|
До 50 |
10 |
|
Свыш е 50 до 100 |
20 |
|
Свыше 100 |
30 |
|
Для литых, неметаллических и многослойных сосудов независимо о т толщины стенки |
60 |
4 .6.13 . После выдержки под пробным давлением давление сни жает ся до расчетного, при котором производят осмотр наружной поверхн ости сосуда, всех его разъемных и сварных соединений.
Обстукивание стенок корпуса, сварных и разъемных соедин е ний сосуда во время испытаний не допускается.
4 .6 .14 . Сосуд считается выдержавшим гидравлическое испы тание, если не обнаружено:
течи, трещин, слезок, потения в сварных соединениях и на о с новном металле;
течи в разъемных соединениях;
видимых остаточных деформаций, падения давления по ман о метру.
4 .6.15 . Сосуд и его элементы, в которых при испытании выявлены дефекты, после их устранения подвергаются повторным гидравлическим испытаниям пробным давлением, установленным Правилами.
4 .6.16 . Гидравлическое испытание, проводимое в организации-изготовителе, должно производиться на специальном испытательном стенде, имеющем соответствующее ограждение и удовлетворяющем требованиям безопасности и инструкции по проведению гидроиспытаний в соответствии с НД .
4 .6.17 . Гидравлическое испытание допускается заменять пневматическим при условии контроля этого испытания методом акустической эмиссии или другим, согласованным в установленном порядке методом.
Пневматические испытания должны проводиться по инструкции, предусматривающей необходимые меры безопасности и утвержденной в установленном порядке.
Пневматическое испытание сосуда проводится сжатым воздухом или инертным газом.
4 .6 .18 . Значение пробного давления и результаты испытаний заносятся в паспорт сосуда лицом, проводившим эти испытания.
4.7. Оценка качества сварных соединений
4 .7 .1. В сварных соединениях сосудов и их элементов не допускаются следующие дефекты:
трещины всех видов и направлений, расположенные в металле по линии сплавления и в околошовной зоне основного мета лла, в том числе микротрещины, выявляемые при микроисследовании контрольного образца;
непровар ы (несплавления) в сварных швах, расположенные в ко рне шва, или по сечению сварного соединения (между отдельными валиками и слоями шва и между основным металлом и металлом шва);
возможность допущения местных непроваров в сварных соединениях сосудов оговаривается в НД, согласованной в установленном порядке;
подрезы основного металла, поры, шлаковые и другие включения, размеры которых превышают допустимые значения, указанные в НД;
наплывы (натеки);
незаваренные кратеры и прожоги;
свищи;
смещение кромок свыше норм, предусмотренных Правилами.
4 .7 .2 . Качество сварных соединений считается неудовлетворительным, если в них при любом виде контроля будут обнаружены внутренние или наружные дефекты, выходящие за пределы норм, установленных Правилами и техническими условиями.
4 .7 .3 . Дефекты, обнаруженные в процессе изготовления, должны быть устранены с последующим контролем исправленных участков. Методы и качество исправления дефектов должны обеспечивать необходимую надежность и безопасность работы сосуда.
4.8. Исправление дефектов в сварных соединениях
4 .8 .1. Недопустимые дефекты, обнаруженные в процессе изготовления (доизготовления), реконструкции, монтажа, ремонта, налад ки, испытания и эксплуатации, должны быть устранены с последующ им контролем исправленных участков.
4 .8 .2 . Технология исправления дефектов и порядок контроля ус танавливаются НД, разработанной в соответствии с т ребованиями Правил и НД.
4 .8 .3 . Отклонения от принятой технологии исправления дефектов должны быть согласованы с ее разработчиком. Удаление дефек тов следует проводить механическим способом с обеспечением, плавных переходов в местах выборок. Максимальные размеры и форма подлежащих заварке выборок устанавливаются НД.
Допускается применение способов термической резки (стро ж ки) для удаления внутренних дефектов с последующей обработкой поверхности выборки механическим способом.
Полнота удаления дефектов должна быть проверена визуально и методом неразрушающего контроля (капиллярной или магнитопорошковой дефектоскопией либо травлением) в соответствии с требованиями НД.
4 .8 .4 . Исправление дефектов без заварки мест их выборки допускается в случае сохранения минимально допустимой толщины стенки детали в месте максимальной глубины выборки.
4 .8 .5. Если при контроле исправленного участка будут обнару жены дефекты, то допускается проводить повторное исправление в том же порядке, что и первое.
Исправление дефектов на одном и том же участке сварного соединения допускается проводить не более трех раз.
Не считаются повторно исправленными разрезаемые по сварному шву соединения с удалением металла шва и зоны термического влияния.
4.9. Документаци я и маркировка
4 .9 .1 . Каждый сосуд должен поставляться изготовителем заказчику с паспортом установленной формы.
К паспорту прикладывается руководство по эксплуатации.
Паспорт сосуда должен быть составлен на русском языке и по требованию заказчика - на другом языке.
Допускается к паспорту прикладывать распечатки расчетов, выполненных на ЭВМ.
Элементы сосудов (корпуса, обечайки, днища, крышки, трубные решетки, фланцы корпуса, укрупненные сборочные единицы) , предназначенные для реконструкции или ремонта, должны поставляться изготовителем с удостоверением о качестве изготовления, содержащим сведения в объеме согласно требованиям соответствующих разделов паспорта.
4 .9 .2 . На каждом сосуде должна быть прикреплена табличка. Дл я сосудов наружным диаметром менее 325 мм допускается табличку не устанавливать. При этом все необходимые данные должны быть нанесены на корпус сосуда электрографическим методом.
4 .9 .3 . На табличке должны быть нанесены:
товарный знак или наименование изготовителя;
наименование или обозначение сосуда;
порядковый номер сосуда по системе нумерации изготовителя;
год изготовления;
рабочее давление, МПа;
расчетное давление, МПа;
пробное давление, МПа;
допустимая максимальная и (или) минимальная рабочая температура стенки, °С;
масса сосуда, кг.
Для сосудов с самостоятельными полостями, имеющими разные расчетные и пробные давления, температуру стенок, следует указывать эти данные для каждой полости.
V. АРМАТУРА, КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫЕ ПРИБОРЫ, ПРЕДОХРАНИТЕЛЬНЫЕ УСТРОЙСТВА
5.1. Общие положения
5.1.1. Для управления работой и обеспечения безопасных условий эксплуатации сосуды в зависимости от назначения должны быть оснащены:
запорной или запорно-ре гу лирующей арматурой;
приборами для измерения давления;
приборами для измерения температуры;
предохранительными устройствами;
указателями уровня жидкости.
5 .1 .2 . Сосуды, снабженные бы стросъемны ми крышками, должн ы иметь предохранительные устройства, исключающие возможность включения сосуда под давление при неполном закрытии крышки и открывании ее при наличии в сосуде давления. Такие сосуды также должны быть оснащены замками с ключом-маркой.
5.2. Запорная и запорно-регулирующая арматура
5 .2.1. Запорная и запорно-регу лирующая арматура должна устанавливаться на штуцерах, непосредственно присоединенных к сосуду, или на трубопроводах, подводящих к сосуду и отводящих из него рабочую среду. В случае последовательного соединения нескольких сосудов необходимость установки такой арматуры между ними определяется разработчиком проекта.
5 .2 .2 . Арматура должна иметь следующую маркировку:
наименование или товарный знак изготовителя;
условный проход, мм;
условное давление, М П а (допускается указывать рабочее давление и допустимую температуру);
направление потока среды;
марку материала корпуса.
5 .2 .3 . Количество, тип арматуры и места установки должны выбираться разработчиком проекта сосуда исходя из конкретных условий эксплуатации и требований Правил.
5 .2 .4 . На маховике запорной арматуры должно быть указано направление его вращения при открывании или закрывании арматуры.
5 .2 .5 . Сосуды для взрывоопасных, пожароопасных веществ, веществ 1 -го и 2 -го классов опасности по ГОСТ 12.1.007-76, а также испарители с огневым или газовым обогревом должны иметь на подводящей линии от насоса или компрессора обратный клапан, автоматически закрывающийся давлением из сосуда. Обратный клапан должен устанавливаться между насосом (компрессором) и запорной арматурой сосуда.
5 .2 .6 . Арматура с условным проходом более 20 мм, изготовленная из легированной стали или цветных металлов, должна иметь паспорт установленной формы, в котором должны быть указаны данные по химсоставу, механическим свойствам, режимам термообработки и результатам контроля качества изготовления неразрушающими методами.
Арматуру, имеющую маркировку, но не имеющую паспорта, допускается применять после проведения ревизии арматуры, испытания и проверки марки материала. При этом владельцем арматуры должен быть составлен паспорт.
5.3. Манометры
5 .3.1. Каждый сосуд и самостоятельные полости с разными давлениями должны быть снабжены манометрами прямого действ ия. Манометр устанавливается на штуцере сосуда или трубопроводе между сосудом и запорной арматурой.
5 .3 .2 . Манометры должны иметь класс точности не ниже: 2 ,5 - при рабочем давлении сосуда до 2 ,5 МПа (25 кгс/см2 ), 1 ,5 - при рабочем давлении сосуда выше 2 ,5 МПа (25 кгс/см2).
5 .3 .3 . Манометр должен выбираться с такой шкалой, чтобы предел измерения рабочего давления находился во второй трети шкалы.
5 .3 .4 . На шкале манометра владельцем сосуда должна быть нанесена красная черта, указывающая рабочее давление в сосуде. Взамен красной черты разрешается прикреплять к корпусу манометра металлическую пластину, окрашенную в красный цвет и плотно прилегающую к стеклу манометра.
5 .3 .5 . Манометр должен быть установлен так, чтобы его показания были отчетливо видны обслуживающему персоналу.
5 .3 .6 . Номинальный диаметр корпуса манометров, устанавливаемых на высоте до 2 м от уровня площадки наблюдения за ними, должен быть не менее 100 мм, на высоте от 2 до 3 м - не менее 160 мм.
Установка манометров на высоте более 3 м от уровня площадки не разрешается.
5 .3 .7 . Между манометром и сосудом должен быть установлен трехходовой кран или заменяющее его устройство, позволяющее проводить периодическую проверку манометра с помощью контрольного.
В необходимых случаях манометр в зависимости от условий работы и свойств среды, находящейся в сосуде, должен снабжаться и ли сифонной трубкой, или масляным буфером, или другими устройствами, предохраняющими его от непосредственного воздейств ия среды и температуры и обеспечивающими его надежную работу.
5 .3 .8 . На сосудах, работающих под давлением выше 2 ,5 МПа (25 кгс/см2) или при температуре среды выше 250 °С, а также со взры воопасной средой или вредными веществами 1 -го и 2 -го кл ассов опасности по ГОСТ 12.1.007-76 вместо трехходового крана допуск ается установка отдельного шту цера с запорным органом для подсоединения второго манометра.
На стационарных сосудах при наличии возможности проверки манометра в установленные Правилами сроки путем снятия его с сосуда установка трехходового крана или заменяющего его устройства необязательна.
На передвижных сосудах необходимость установки т рехходо вого крана определяется разработчиком проекта сосуда.
5 .3 .9 . Манометры и соединяющие их с сосудом трубопроводы должны быть защищены от замерзания.
5 .3.10 . Манометр не допускается к применению в случаях, когда:
отсутствует пломба или клеймо с отметкой о проведении поверки;
просрочен срок поверки;
стрелка при его отключении не возвращается к нулевому показанию шкалы на величину, превышающую половину допускаемой погрешности для данного прибора;
разбито стекло или имеются повреждения, которые могут отразиться на правильности его показаний.
5 .3 .11 . Поверка манометров с их опломбированием или клеймением должна производиться не реже одного раза в 12 месяцев. Кроме того, не реже одного раза в 6 месяцев владельцем сосуда должна производиться дополнительная проверка рабочих манометров контрольным манометром с записью результатов в журнал контрольных проверок. При отсутствии контрольного манометра допускается дополнительную проверку производить проверенным рабочим манометром, имеющим с проверяемым манометром одинаковую шкалу и класс точности.
Порядок и сроки проверки исправности манометров обслуживающим персоналом в процессе эксплуатации сосудов должны определяться инструкцией по режиму работы и безопасному обслуживанию сосудов, утвержденной руководством организации - владельца сосуда.
5.4. Приборы для измерения температуры
5 .4 .1. Сосуды, работающие при изменяющейся температуре стенок, должны быть снабжены приборами для контроля скорости и равномерности прогрева по длине и высоте сосуда и реперами для контроля тепловых перемещений.
Необходимость оснащения сосудов указанными приборами и репер ам и, а также допустимая скорость прогрева и охлаждения сос удов определяются разработчиком проекта и указываются изготовителем в паспорте сосуда или в руководстве по эксплуатации.
5.5. Предохранительные устройства от повышения давления
5 .5.1. Каждый сосуд (полость комбинированного сосуда) должен быть снабжен предохранительными устройствами от повышения давления выше допустимого значения.
5 .5 .2 . В качестве предохранительных устройств применяются:
пружинные предохранительные клапаны;
р ы чажно-г ру зовы е предохранительные клапаны;
импульсные предохранительные устройства (И П У), состоящие из главного предохранительного клапана (ГПК) и управляющего импульсного клапана (ИПК ) прямого действия;
предохранительные устройства с разрушающимися мембранами (мембранные предохранительные устройства - МПУ );
другие устройства , применение которых согласовано с Госгортехнад зором России.
Установка р ы чажно-г ру зовы х клапанов на передвижных сосудах не допускается.
5 .5 .3 . Конструкция пружинного клапана должна исключать возможность затяжки пружины сверх установленной величины, а пружина должна быть защищена от недопустимого нагрева (охлаждения) и непосредственного воздействия рабочей среды, если она оказывает вредное действие на материал пружины.
5 .5 .4 . Конструкция пружинного клапана должна предусматривать устройство для проверки исправности действия клапана в рабочем состоянии путем принудительного открывания его во время работы.
Допускается установка предохранительных клапанов без при с пособления для принудительного открывания, если последнее нежелат ельно по свойствам среды (взрывоопасная, горючая, 1 -го и 2 -го классов опасности по ГОСТ 12.1.007-76) или по условиям технол огического процесса. В этом случае проверка срабатывания кла панов должна осуществляться на стендах.
5 .5 .5 . Если рабочее давление сосуда равно или больше давления питающего источника и в сосуде исключена возможность повышения давления от химической реакции или обогрева, то установка на нем предохранительного клапана и манометра необязательна.
5 .5 .6 . Сосуд, рассчитанный на давление меньше давления питающего его источника, должен иметь на подводящем трубопроводе автоматическое редуцирующее устройство с манометром и предохранительным устройством, установленными на стороне меньшего давления после редуцирующего устройства.
В случае установки обводной линии (байпаса) она также должна быть оснащена редуцирующим устройством.
5 .5 .7 . Для группы сосудов, работающих при одном и том же давлении, допускается установка одного редуцирующего устройства с манометром и предохранительным клапаном на общем подводящем трубопроводе до первого ответвления к одному из сосудов.
В этом случае установка предохранительных устройств на самих сосудах необязательна, если в них исключена возможность повышения давления.
5 .5 .8 . В случае, когда автоматическое редуцирующее устройство вследствие физических свойств рабочей среды не может надежно работать, допускается установка регулятора расхода. При этом должна предусматриваться защита от повышения давления.
5 .5 .9 . Количество предохранительных клапанов, их размеры и пропускная способность должны быть выбраны по расчету так, чтобы в сосуде не создавалось давление, превышающее расчетное более чем на 0 ,05 МП а (0 ,5 кгс/см2 ) для сосудов с давлением до 0 ,3 МП а (3 кгс/см2), на 15 % - для сосудов с давлением от 0 ,3 до 6 ,0 МПа (от 3 до 60 кгс/см2) и на 10 % - для сосудов с давлением свыше 6 ,0 МПа (60 кгс/см2).
При работающих предохранительных клапанах допускается превышение давления в сосуде не более чем на 25 % рабочего при условии, что это превышение предусмотрено проектом и отражено в паспорте сосуда.
5 .5 .10 . Пропускная способность предохранительного клапана определяется в соответствии с НД .
5 .5 .11 . Предохранительное устройство изготовителем должно поставляться с паспортом и инструкцией по эксплуатации.
В паспорте наряду с другими сведениями должен быть указан коэ ф фи циент расхода клапана для сжимаемых и несжимаемых сред, а также площадь, к которой он отнесен.
5 .5 .12 . Предохранительные устройства должны устанавливаться на патрубках или трубопроводах, непосредственно присоединенных к сосуду.
Присоединительные трубопроводы предохранительных устройств (подводящие, отводящие и дренажные) должны быть защищены от замерзания в них рабочей среды.
При установке на одном патрубке (трубопроводе) нескольких предохранительных устройств площадь поперечного сечения патрубка (трубопровода) должна быть не менее 1 ,25 суммарной площади сечения клапанов, установленных на нем.
При определении сечения присоединительных трубопроводов длиной более 1000 мм необходимо также учитывать величину их сопротивлений.
Отбор рабочей среды из патрубков (и на участках присоединительных трубопроводов от сосуда до клапанов), на которых установлены предохранительные устройства, не допускается.
5 .5 .13 . Предохранительные устройства должны быть размещены в местах, доступных для их обслуживания.
5 .5 .14 . Установка запорной арматуры между сосудом и предохранительным устройством, а также за ним не допускается.
5 .5.15 . Арматура перед (за) предохранительным устройством может быть установлена при условии монтажа двух предохранительных устройств и блокировки, исключающей возможность одновременного их отключения. В этом случае каждый из них должен иметь пропускную способность, предусмотренную п. 5.5.9 Правил.
При установке группы предохранительных устройств и арма т уры перед (за) ними блокировка должна быть выполнена таким образом, чтобы при любом предусмотренном проектом варианте отключения клапанов остающиеся включенными предохранительные устройства имели суммарную пропускную способность, предусмотренную п. 5.5.9 Правил.
5 .5 .16 . Отводящие трубопроводы предохранительных устройств и импульсные линии ИПУ в местах возможного скопления кон денсата должны быть оборудованы дренажными устройствами для удаления конденсата.
Установка запорных органов или другой арматуры на дренажн ы х трубопроводах не допускается. Среда, выходящая из предохранительных устройств и дренажей, должна отводиться в безопасное место.
Сбрасываемые токсичные, взр ы во- и пожароопасные технологические среды должны направляться в закрытые системы для дальнейшей утилизации или в системы организованного сжигания.
Запрещается объединять сбросы, содержащие вещества, которые способны при смешивании образовывать взрывоопасные смеси или нестабильные соединения.
5 .5.17 . Мембранные предохранительные устройства устанавливаются:
вместо р ы чажно-грузовы х и пружинных предохранительных клапанов, когда эти клапаны в рабочих условиях конкретной среды не могут быть применены вследствие их инерционности или других причин;
перед предохранительными клапанами в случаях, когда предохранительные клапаны не могут надежно работать вследствие вредного воздействия рабочей среды (коррозия, эрозия, полимеризация, кристаллизация, прикипание, примерзание) или возможных утечек через закрытый клапан взрыво- и пожароопасных, токсичных, экологически вредных и т.п. веществ. В этом случае должно быть предусмотрено устройство, позволяющее контролировать исправность мембраны;
параллельно с предохранительными клапанами для увеличения пропускной способности систем сброса давления;
на выходной стороне предохранительных клапанов для предотвращения вредного воздействия рабочих сред со стороны сбросной системы и для исключения влияния колебаний противодавления со стороны этой системы на точность срабатывания предохранительных клапанов.
Необходимость и место установки мембранных предохранительных устройств и их конструкцию определяет проектная организация.
5 .5.18 . Предохранительные мембраны должны быть маркированы, при этом маркировка не должна оказывать влияния на точность срабатывания мембран.
Содержание маркировки:
наименование (обозначение) или товарный знак изготовителя;
н омер партии мембран;
т ип мембран;
условный диаметр;
рабочий диаметр;
материал;
минимальное и максимальное давление срабатывания мембран в партии при заданной температуре и при температуре 20 °С.
Маркировка должна наноситься по краевому кольцевому участку мембран либо мембраны должны быть снабжены прикрепленными к ним маркировочными хвостовиками (этикетками).
5 .5.19 . На каждую партию мембран должен быть паспорт, оформленный изготовителем.
Содержание паспорта:
наименование и адрес изготовителя;
номер партии мембран;
тип мембран;
условный диаметр;
рабочий диаметр;
материал;
минимальное и максимальное давление срабатывания мембран в партии при заданной температуре и при температуре 20 °С;
количество мембран в партии;
наименование нормативного документа, в соответствии с которым изготовлены мембраны;
наименование организации, по техническому заданию (заказу) которой изготовлены мембраны;
гарантийные обязательства организации-изготовителя;
порядок допуска мембран к эксплуатации;
образец журнала эксплуатации мембран.
Паспорт должен быть подписан руководителем организации-изготовителя, подпись которого скрепляется печатью.
К паспорту должна бы т ь приложена техническая документация н а противовакуу мны е опоры, зажимающие и другие элементы, в сборе с которыми допускаются к эксплуатации мембраны данной па рт ии. Техническая документация не прилагается в тех случаях, когда мембраны изготовлены применительно к уже имеющимся у потребителя узлам крепления.
5.5 .20 . Предохранительные мембраны должны устанавливаться только в предназначенные для них узлы крепления.
Работы по сборке, монтажу и эксплуатации мембран дол жны выполняться специально обученным персоналом.
5 .5 .21 . Предохранительные мембраны зарубежного производства, изготовленные организациями, не подконтрольными Госгортехнадзору России, могут быть допущены к эксплуатации лишь при наличии специальных разрешений на применение таких м ембран, выдаваемых Госгортехнадзором России в установленном им порядке.
5 .5 .22 . Мембранные предохранительные устройства должны размещаться в местах, открытых и доступных для осмотра и монтажа-демонтажа, присоединительные трубопроводы должны быть защищены от замерзания в них рабочей среды, а устройства должны устанавливаться на патрубках или трубопроводах, непосредственно присоединенных к сосуду.
5 .5 .23 . При установке мембранного предохранительного уст ройства последовательно с предохранительным клапаном (перед клапаном или за ним) полость между мембраной и клапаном должна сообщаться отводной трубкой с сигнальным манометром (для контроля исправности мембран).
5 .5 .24 . Допускается установка переключающего устройства перед мембранными предохранительными устройствами при наличии удвоенного числа мембранных устройств с обеспечением при этом защиты сосуда от превышения давления при любом положении переключающего устройства.
5 .5 .25 . Порядок и сроки проверки исправности действия предохранительных устройств в зависимости от условий технологического процесса должны быть указаны в инструкции по эксплуатации предохранительных устройств, утвержденной владельцем сосуда в установленном порядке.
Результаты проверки исправности предохранительных устройств, сведения об их настройке записываются в сменный журнал работы сосудов лицами, выполняющими указанные операции.
5.6. Указатели уровня жидкости
5 .6.1. При необходимости контроля уровня жидкости в сосудах, имеющих границу раздела сред, должны применяться указатели уровня.
Кроме указателей уровня на сосудах могут устанавливаться з в уковые, световые и другие сигнализаторы и блокировки по уровню.
5.6 .2 . Указатели уровня жидкости должны устанавливаться в соответствии с инструкцией изготовителя, при этом должна быть обеспечена хорошая видимость этого уровня.
5 .6 .3 . На сосудах, обогреваемых пламенем или горячими газами, у которых возможно понижение уровня жидкости ниже допустимого, должно быть установлено не менее двух указателей уровня п рямого действия.
5 .6 .4 . Конструкция, количество и места установки указателей уровня определяются разработчиком проекта сосуда.
5 .6 .5 . На каждом указателе уровня жидкости должны быть отмечены допустимые верхний и нижний уровни.
5 .6 .6 . Верхний и нижний допустимые уровни жидкости в сосуде устанавливаются разработчиком проекта. Высота прозрачного указателя уровня жидкости должна быть не менее чем на 25 мм соответственно ниже нижнего и выше верхнего допустимых уровней жидкости.
При необходимости установки нескольких указателей по высоте их следует размещать так, чтобы они обеспечили непрерывность показаний уровня жидкости.
5 .6 .7 . Указатели уровня должны быть снабжены арматурой (кранами и вентилями) для их отключения от сосуда и продувки с отводом рабочей среды в безопасное место.
5 .6 .8 . При применении в указателях уровня в качестве прозрачного элемента стекла или слюды для предохранения персонала от травмирования при разрыве их должно быть предусмотрено защитное устройство.
VI. УСТАНОВКА, РЕГИСТРАЦИЯ, ТЕХНИЧЕСКОЕ ОСВИДЕТЕЛЬСТВОВАНИЕ СОСУДОВ, РАЗРЕШЕНИЕ НА ЭКСПЛУАТАЦИЮ
6.1 . Установка сосудов
6.1 .1. Сосуды должны устанавливаться на открытых пл ощадках в местах, исключающих скопление людей, или в отдельно ст оящих зданиях.
6.1 .2 . Допускается установка сосудов:
в помещениях, примыкающих к производственным зданиям, при условии отделения их от здания капитальной стеной;
в производственных помещениях в случаях, предусмотренных отраслевыми правилами безопасности;
с заглублением в грунт при условии обеспечения доступа к арма ту ре и защиты стенок сосуда от почвенной коррозии и коррозии блуждающими токами.
6 .1 .3 . Не разрешается установка регистрируемых в органах Госгортехнадзора России сосудов в жилых, общественных и бытовых зданиях, а также в примыкающих к ним помещениях.
6 .1 .4 . Установка сосудов должна исключать возможность их опрокидывания.
6.1 .5 . Установка сосудов должна обеспечить возможность осмотра, ремонта и очистки их с внутренней и наружной сторон.
Для удобства обслуживания сосудов должны быть устроены площадки и лестницы. Для осмотра и ремонта сосудов могут применяться люльки и другие приспособления. Указанные устройства не должны нарушать прочности и устойчивости сосуда, а приварка их к сосуду должна быть выполнена по проекту в соответствии с требованием Правил. Материалы, конструкция лестниц и площадок должны соответствовать действующей НД .
6.2. Регистрация сосудов
6 .2.1. Сосуды, на которые распространяются Правила, до пуска их в работу должны быть зарегистрированы в органах Госгортехнадзора России.
6 .2 .2 . Регистрации в органах Госгортехнадзора России не подлежат:
сосуды 1 -й группы, работающие при температуре стенки не выше 200 °С, у которых произведение давления в МПа (кгс/см2 ) на вместимость в м3 (литрах) не превышает 0 ,05 (500 ), а также сосуды 2 , 3 , 4 -й групп, работающие при указанной выше температуре, у которых произведение давления в МПа (кгс/см2) на вместимость в м3 (литрах) не превышает 1 ,0 (10000 ). Группа сосудов определяется по табл. 5;
аппараты воздухоразделительн ы х установок и разделения газов, расположенные внутри теплоизоляционного кожуха (регенераторы, к олонны, теплообменники, конденсаторы, адсорберы, отделите ли, испарители, фильтры, переохладители и подогреватели);
резервуары воздушных электрических выключателей;
бочки для перевозки сжиженных газов, баллоны вместимостью до 100 л включительно, установленные стационарно, а также предназначенные для транспортировки и (или) хранения сжатых, сжиж енных и растворенных газов;
генераторы (реакторы) для получения водорода, используемые гид рометеорологической службой;
сосуды, включенные в закрытую систему добычи нефти и газа (от скважины до магистрального трубопровода), к которым относятся сосуды, включенные в технологический процесс подготовки к транспорту и утилизации газа и газового конденсата: сепараторы всех ступеней сепарации, отбойные сепараторы (на линии газа, на факелах), абсорберы и адсорберы, емкости разгазирован ия конденсата, абсорбента и ингибитора, конденсатосборники, контрольные и замерные сосуды нефти, газа и конденсата;
сосуды для хранения или транспортировки сжиженных газов, жидкостей и сыпучих тел, находящихся под давлением периодически при их опорожнении;
сосуды со сжатыми и сжиженными газами, предназначенные для обеспечения топливом двигателей транспортных средств, на которых они установлены;
сосуды, установленные в подземных горных выработках.
6 .2 .3 . Регистрация сосуда производится на основании письменного заявления владельца сосуда. Для регистрации должны быть п редставлены:
паспорт сосуда установленной формы;
удостоверение о качестве монтажа;
схема включения сосуда с указанием источника давления, параметров, его рабочей среды, арматуры, контрольно-измерительных приборов, средств автоматического управления, предохрани тел ьных и блокирующих устройств. Схема должна быть ут вержд ена руководством организации;
паспорт предохранительного клапана с расчетом его про пу скной способности.
Удостоверение о качестве монтажа составляется организацией, производившей монтаж, и должно быть подписано руководителем этой организации, а также руководителем организации, являющей ся владельцем сосуда, и скреплено печатями.
В удостоверении должны быть приведены следующие данные:
наименование монтажной организации;
наименование организации-владельца сосуда;
наименование организации-изготовителя и заводской номер сосуда;
сведения о материалах, примененных монтажной организацией, дополнительно к указанным в паспорте;
сведения о сварке, включающие вид сварки, тип и марку электродов, о термообработке, режиме термообработки и диаграммы;
фамилии сварщиков и термистов и номера их удостоверений;
результаты испытаний контрольных стыков (образцов), а также результаты неразрушающего дефектоскопического контроля стыков;
заключение о соответствии произведенных монтажных работ сосуда Правилам, проекту, техническим условиям и руководств у по эксплуатации и пригодности его к эксплуатации при указанных в паспорте параметрах.
6 .2 .4 . Орган Госгортехнад зора России обязан в течение 5 дней рассмотреть представленную документацию. При соответствии документации на сосуд требованиям Правил орган Госгортехнадзора России в паспорте сосуда ставит штамп о регистрации, пломбирует документы и возвращает их владельцу сосуда. Отказ о регистрации сообщается владельцу сосуда в письменном виде с указанием причин отказа и со ссылкой на соответствующие пункты Правил.
6 .2 .5 . При перестановке сосуда на новое место или передаче сосуда другому владельцу, а также при внесении изменений в схему его включения сосуд до пуска в работу должен быть перерегистрирован в органах Госгортехнадзора России.
6 .2 .6 . Для снятия с учета зарегистрированного сосуда владелец обязан представить в орган Госгортехнадзора России заявление с указанием причин снятия и паспорт сосуда.
6 .2 .7 . Для регистрации сосудов, не имеющих технической документации изготовителя, паспорт сосуда может быть составлен специализированной организацией, имеющей лицензию Госго ртехнадзора России на проведение экспертизы промышленной безопасности технических устройств (сосудов).
6 .2 .8 . Опасные производственные объекты, на которых эксплуати рую тся сосуды, работающие под давлением, должны быть зарегистрированы в Го сударственном реестре опасных производственных объектов в порядке, установленном Правилами регистрации о бъектов в Государственном реестре опасных производственны х объектов, утвержденными Постановлением Правительства Российской Федерации от 24.11.98 № 1371* .
* Собра н ие законодательства Российской Федерации. 1998 . № 48 . Ст. 5939 .
6.3. Техническое освидетельствование
6 .3 .1 . Сосуды, на которые распространяется действие Правил, должны подвергаться техническому освидетельствованию после монтажа, до пуска в работу, периодически в процессе эксплуатации и в необходимых случаях - внеочередному освидетельствованию.
6 .3 .2 . Объем, методы и периодичность технических освидетельствований сосудов (за исключением баллонов) должны быть определены изготовителем и указаны в руководстве по эксплуатации.
В случае отсутствия таких указаний техническое освидетельствование должно проводиться в соответствии с требованиями табл. 10 , 11, 12, 13, 14, 15 Правил.
Таблица 10
Периодичность технических освидетельствований сосудов, находящихся в эксплуатации и не подлежащих регистрации в органах Госгортехнадзора России
|
№ п/ п |
Наименование |
Наружный и внутренний осмотры |
Гидравлическое испытание пробным давлением |
|
1 |
Сосуды, работающие со средой, вызывающей разрушение и физико-химическое превращение материала (коррозия и т.п.) со скоростью не более 0 ,1 мм/год |
2 г ода |
8 лет |
|
2 |
Сосуды, работающие со средой, вызывающей разрушение и физико-химическое превращение материала (коррозия и т.п.) со скоростью более 0 ,1 мм/год |
12 мес |
8 лет |
Таблица 11
Периодичность технических освидетельствований сосудов, зарегистрированных в органах Госгортехнадзора России
|
№ п/ п |
Наименование |
Ответственным за осущ. производственного контроля |
Специалистом орг ани за ции, имеющей лицензию Госгортехнадзора России (ст. 6.3.3 ) |
|
|
наружный и внутренний осмотры |
наружный и внутренний осмотры |
гидравлическое испытание пробным давлением |
||
|
1 |
2 |
3 |
4 |
5 |
|
1 |
Сосуды, работающие со средой, вызывающей разрушение и физико-химическое превращение материала (коррозия и т.п.) со скоростью не более 0,1 мм/год |
2 года |
4 года |
8 лет |
|
2 |
Сосуды, работающие со средой, вызывающей разрушение и физико-химическое превращение материала (коррозия и т.п.) со скоростью более 0,1 мм/год |
12 мес |
4 года |
8 лет |
|
3 |
Сосуды, зарытые в грунт, предназначенные для хранения жидкого нефтяного газа с содержанием сероводорода не более 5 г на 100 м3 , и сосуды, изолированные на основе вакуума и предназначенные для транспортировки и хранения сжиженных кислорода, азота и других некоррозионных криогенных жидкостей |
- |
10 лет |
10 лет |
|
4 |
Сульфитные варочные котлы и гидролизные аппараты с внутренней кислотоупорной футеровкой |
12 м ес |
5 лет |
10 лет |
|
5 |
Многослойные сосуды для аккумулирования газа, установленные на автомобильных газонаполнительных компрессорных станциях |
10 лет |
10 лет |
10 лет |
|
6 |
Регенеративные подогреватели высокого и низкого давления, бойлеры, деаэраторы, ресиверы и расширители продувки электростанций |
После каждого капитального ремонта , но не реже одного раза в 6 лет |
Внутренний осмотр и гидравлическое испытание после двух капитальных ремонтов, но не реже одного раза в 12 лет |
|
|
7 |
Сосуды в производствах аммиака и метанола , вызывающих разрушение и физико-химическое превращение материала (коррозия и т.п.) со скоростью не более 0 ,5 мм/год |
12 мес |
8 лет |
8 лет |
|
8 |
Теплообменники с выдвижной трубной системой нефтехимических предприятий, работающие с давлением выше 0 ,7 кгс/см2 до 1000 кгс/см2, со сре дой, вызывающей разрушение и физико-химическое превращение материала (коррозия и т.п.), не более 0 ,1 мм/год |
После каждой выемки трубной системы |
12 лет |
12 лет |
|
9 |
Теплообменники с выдвижной трубной системой нефтехимических предприятий, работающие с давлением выше 0 ,7 кгс/см2 до 1000 кгс/см2, со средой, вызывающей разрушение и физико-химическое превращение материала (коррозия и т.п.) со скоростью более 0,1 мм/год до 0 ,3 мм/ год |
После каждой выемки трубной системы |
8 лет |
8 лет |
|
10 |
Сосуды нефтехимических предприятий, работающие со средой, вызывающей разрушение и физико-химическое превращение материала (коррозия и т.п.) со скоростью не более 0 ,1 мм/год |
6 лет |
6 лет |
12 лет |
|
11 |
Сосуды нефтехимических предприятий, работающие со средой, вызывающей разрушение и физико-химическое превращение материала (коррозия и т.п.) со скоростью более 0,1 мм/ год до 0 ,3 мм/ год |
2 года |
4 года |
8 лет |
|
12 |
Сосуды нефтехимических предприятий, работающие со средой, вызывающей разрушение и физико-химическое превращение материала (коррозия и т.п.) со скоростью более 0 ,3 мм/год |
12 м ес |
4 года |
8 лет |
|
Примечания : 1. Техническое освидетельствование зарытых в грунт сосудов с некоррозионной средой, а также с жидким нефтяным газом с содержанием сероводорода не более 5 г/100 м может производиться без освобождения их от грунта и снятия наружной изоляции при условии замера толщины стенок сосудов неразрушающим методом контроля. Замеры толщины стенок должны производиться по специально составленным для этого инструкциям. 2 . Гидравлическое испытание сульфитных варочных котлов и гидролизных аппаратов с внутренней кислотоупорной футеровкой может не производиться при условии контроля металлических стенок этих котлов и аппаратов ультразвуковой дефектоскопией. Ультразвуковая дефектоскопия должна производиться в период их капитального ремонта, но не реже одного раза в пять лет по инструкции в объеме не менее 50 % поверхности металла корпуса и не менее 50 % длины швов, с тем чтобы 100 % ультразвуковой контроль осуществлялся не реже чем через каждые 10 лет. 3 . Сосуды, изготовляемые с применением композиционных материалов, зарытые в грунт, осматриваются и испытываются по специальной программе, указанной в паспорте на сосуд. |
||||
Таблица 12
Периодичность технических освидетельствований цистерн и бочек, находящихся в эксплуатации и не подлежащих регистрации в органах Госгортехнадзора России
|
№ п/ п |
Наименование |
Наружный и внутренний осмотры |
Гидравлическое испытание пробным давлением |
|
1 |
2 |
3 |
4 |
|
1 |
Цистерны и бочки, в которых давление выше 0 ,07 МПа (0 ,7 кгс/см2 ) создается периодически для их опорожнения |
2 года |
8 лет |
|
2 |
Бочки для сжиженных газов, вызывающих разрушение и физико-химическое превращение материала (коррозия и т.п.) со скоростью не более 0,1 мм/год |
4 года |
4 года |
|
3 |
Бочки для сжиженных газов, вызывающих разрушение и физико-химическое превращение материала (коррозия и т.п.) со скоростью более 0,1 мм/год |
2 года |
2 года |
Таблица 13
Периодичность технических освидетельствований цистерн, находящихся в эксплуатации и зарегистрированных в органах Госгортехнадзора России
|
№ п/ п |
Наименование |
Ответственны м за осущ. производственного контроля |
Специалистом организации, имеющей лицензию Госгортехнадзора России (ст. 6.3.3 ) |
|
|
наружный и внутренний осмотры |
наружный и внутренний осмотры |
гидравлическое испытание пробным давлением |
||
|
1 |
2 |
3 |
4 |
5 |
|
1 |
Цистерны железнодорожные для транспортировки пропан-бутана и пент ана |
|
10 лет |
10 лет |
|
2 |
Цистерны изолированные на основе вакуума |
- |
10 лет |
10 лет |
|
3 |
Цистерны железнодорожные, изготовленные из сталей 09 Г2 С и 10 Г2 СД, прошедшие термообработку в собранном виде и предназначенные для перевозки аммиака |
|
8 лет |
8 лет |
|
4 |
Цистерны для сжиженных газов, вызывающих разрушение и физико-химическое превращение материала (коррозия и т.п.) со скоростью более 0 ,1 мм/ год |
12 м ес |
4 года |
8 лет |
|
5 |
Все остальные цистерны |
2 года |
4 года |
8 лет |
Таблица 14
Периодичность технических освидетельствований баллонов, находящихся в эксплуатации и не подлежащих регистрации в органах Госгортехнадзора России
|
№ п/ п |
Наименование |
Наружный и внутренний осмотры |
Гидравлическое испытание пробным давлением |
|
1 |
2 |
3 |
4 |
|
1 |
Баллоны, находящиеся в эксплуатации для наполнения газами, вызывающими разрушение и физико-химическое превращение материал а ( коррозия и т.п.): |
|
|
|
со скоростью не более 0,1 мм/ год; |
5 лет |
5 лет |
|
|
со скоростью более 0,1 мм/ год |
2 года |
2 года |
|
|
2 |
Баллоны, предназначенные для обеспечения топливом двигателей транспортных средств, на которых они установлены: а) для сжатого газа: |
|
|
|
изготовленные из легированных сталей и ме т алл окомпозитны х материалов; |
5 лет |
5 лет |
|
|
изготовленные из углеродистых сталей и ме т ал локом позитны х материалов; |
3 года |
3 года |
|
|
изготовленные из неметаллических материалов; |
2 года |
2 года |
|
|
б) для сжиженного газа |
2 года |
2 года |
|
|
3 |
Баллоны со средой, вызывающей разрушение и физико-химическое превращение материалов (коррозия и т.п.) со скоростью менее 0,1 мм/год, в которых давление выше 0 ,07 МП а (0 ,7 кгс/см2) создается периодически для их опорожнения |
10 лет |
10 лет |
|
4 |
Баллоны, установленные стационарно, а также установленные постоянно на передвижных средствах, в которых хранятся сжатый воздух, кислород, аргон, азот, гелий с температурой точки росы - 35 °С и ниже, замеренной при давлении 15 МПа (150 кгс/см2 ) и выше, а также баллоны с обезвоженной углекислотой |
10 лет |
10 лет |
Таблица 15
Периодичность технических освидетельствований баллонов, зарегистрированных в органах Госгортехнадзора России
|
№ п/ п |
Наименование |
Ответственным за осущ. производственного контроля |
Специалистом организации, имеющей лицензию Госгортехнадзора России (ст. 6.3.3 ) |
|
|
наружный и внутренний осмотры |
наружный и внутренний осмотры |
гидравлическое испытание пробным давлением |
||
|
1 |
Баллоны, установленные стационарно, а также установленные постоянно на передвижных средствах, в которых хранятся сжатый воздух, кислород, азот, аргон и гелий с температурой точки росы -35 °С и ниже, замеренной при давлении 15 МПа (150 к гс/см2) и выше, а также баллоны с обезвоженной углекислотой |
|
10 л ет |
10 лет |
|
2 |
Все остальные баллоны: со средой, вызывающей разрушение и физико-химическое превращение материалов (коррозия и т.п.) со скоростью не более 0 ,1 мм/ год; |
2 года |
4 года |
8 лет |
|
со средой, вызывающей р азрушение и физико-химическое превращение материалов ( коррозия и т.п.) со скоростью более 0,1 мм/ год |
12 м ес |
4 года |
8 лет |
|
Если по условиям производства не представляется возможным предъявить сосуд для освидетельствования в назначенный срок, владелец обязан предъявить его досрочно.
Освидетельствование баллонов должно проводиться по мето дик е, утвержденной разработчиком конструкции баллонов, в которой должны быть указаны периодичность освидетельствования и нормы браковки.
При техническом освидетельствовании допускается использ о вать все методы неразрушающего контроля, в том числе метод аку стической эмиссии.
6 .3 .3 . Техническое освидетельствование сосудов, не регист рируемы х в органах Госгортехнад зора России, проводится лицом, ответственны м за осуществление производственного контроля за соблюдением требований промышленной безопасности при эксплу атации сосудов, работающих под давлением.
Первичное, периодическое и внеочередное техническое освидетельствование сосудов, регистрируемых в органах Госгортехнадзора России, проводится специалистом организации, имеющей л и цензию Госгортехнадзора России на проведение экспертизы промышленной безопасности технических устройств (сосудов).
6 .3 .4 . Наружный и внутренний осмотры имеют целью:
при первичном освидетельствовании проверить, что сосуд установлен и оборудован в соответствии с Правилами и представленными при регистрации документами, а также что сосуд и его элементы не имеют повреждений;
при периодических и внеочередных освидетельствованиях установить исправность сосуда и возможность его дальнейшей работы.
Гидравлическое испытание имеет целью проверку прочности элементов сосуда и плотности соединений. Сосуды должны предъявляться к гидравлическому испытанию с установленной на них арматурой.
6 .3 .5 . Перед внутренним осмотром и гидравлическим испытанием сосуд должен быть остановлен, охлажден (отогрет), освобожден от заполняющей его рабочей среды, отключен заглушками от всех трубопроводов, соединяющих сосуд с источником давление или с другими сосудами. Металлические сосуды должны быть очищены до металла.
Сосуды, работающие с вредными веществами 1 -го и 2 -го кл ас сов опасности по ГОСТ 12.1.007-76, до начала выполнения внут ри каки х-либо работ, а также перед внутренним осмотром должны подверг аться тщательной обработке (нейтрализации, дегазации) в соответствии с инструкцией по безопасному ведению работ, утвержденной владельцем сосуда в установленном порядке.
Футеровка, изоляция и другие виды защиты от коррозии должны быть частично или полностью удалены, если имеются признаки, у казывающие на возможность возникновения дефектов материала силовых элементов конструкции сосудов (неплотность футеровки, отдулины гуммировки, следы промокания изоляции и т.п.). Элект рообогрев и привод сосуда должны быть отключены. При этом должны выполняться требования пп. 7.4.4, 7.4.5, 7.4.6 Правил.
6 .3 .6 . Внеочередное освидетельствование сосудов, находящихс я в эксплуатации, должно быть проведено в следующих случаях:
если сосуд не эксплуатировался более 12 месяцев;
если сосуд был демонтирован и установлен на новом месте;
если произведено выправление в ыпу чин или вмятин, а также реконструкция или ремонт сосуда с применением сварки или пайки элементов, работающих под давлением;
перед наложением защитного покрытия на стенки сосуда;
после аварии сосуда или элементов, работающих под давлением, если по объему восстановительных работ требуется такое освидетельствование;
по требованию инспектора Госгор т ехнадзора России или ответственного по надзору за осуществлением производственного контроля за соблюдением требований промышленной безопасности при эксплуатации сосудов, работающих под давлением.
6 .3 .7 . Техническое освидетельствование сосудов, цистерн, баллонов и бочек может производиться на специальных ремонт но-испы тательны х пунктах, в организациях-изготовителях, наполнительных станциях, а также в организациях-владельцах, располагающих необходимой базой, оборудованием для проведения освидетельствования в соответствии с требованиями Правил.
6 .3 .8 . Результаты технического освидетельствования должны за писываться в паспорте сосуда лицом, производившим освидете льствование, с указанием разрешенных параметров эксплуатации сосу да и сроков следующих освидетельствований.
При проведении внеочередного освидетельствования должна быть указана причина, вызвавшая необходимость в таком освиде т ельствовании.
Если при освидетельствовании проводились дополнительные испытания и исследования, то в паспорте сосуда должны быть записаны виды и результаты этих испытаний и исследований с у к азанием мест отбора образцов или участков, подвергнутых испытаниям, а также причины, вызвавшие необходимость проведения дополнительных испытаний.
6 .3 .9 . На сосудах, признанных при техническом освидетельст вовании годными к дальнейшей эксплуатации, наносятся сведения в соответствии с п. 6.4.4 Правил.
6 .3.10 . Если при освидетельствовании будут обнаружены дефекты, снижающие прочность сосуда, то эксплуатация его может быть разрешена при пониженных параметрах (давление и температура).
Возможность эксплуатации сосуда при пониженных параметрах должна быть подтверждена расчетом на прочность, представляемым владельцем, при этом должен быть проведен проверочный расчет пропускной способности предохранительных клапанов и выполнены требования п. 5.5.6 Правил.
Такое решение записывается в паспорт сосуда лицом, проводившим освидетельствование.
6 .3 .11 . В случае выявления дефектов, причины и последствия которых установить затруднительно, лицо, проводившее техническое освидетельствование сосуда, обязано потребовать от владельца сосуда проведения специальных исследований, а в необходимых случаях - представления заключения специализированной организации о причинах появления дефектов, а также о возможности и условиях дальнейшей эксплуатации сосуда.
6 .3 .12 . Если при техническом освидетельствовании окажется, что сосуд вследствие имеющихся дефектов или нарушений Правил находится в состоянии, опасном для дальнейшей эксплуатации, работа такого сосуда должна быть запрещена.
6 .3.13 . Сосуды, поставляемые в собранном виде, должны быть изготовителем законсервированы и в руководстве по эксплуатации указаны условия и сроки их хранения. При выполнении этих требований перед пуском в работу проводятся только наружный и внутренний осмотры, гидравлическое испытание сосудов проводить не требуется. В этом случае срок гидравлического испытания назначается исходя из даты выдачи разрешения на эксплуатации сосуда.
Емкости для сжиженного газа перед нанесением на них изоляции должны подвергаться только наружному и внутреннему осмо т рам , если были соблюдены сроки и условия изготовителя по их хр анению.
После установки на место эксплуатации до засыпки грунтом у казанные емкости могут подвергаться только наружному осмотру, е сли с момента нанесения изоляции прошло не более 12 месяцев и при их монтаже не применялась сварка.
6 .3 .14 . Сосуды, работающие под давлением вредных веществ (жидкости и газов) 1 -го, 2 -го классов опасности по ГОСТ 12.1.007-76 должны подвергаться владельцем сосуда испытанию на гермет ичность воздухом или инертным газом под давлением, равным рабочему давлению. Испытания проводятся владельцем сосуда в соответствии с инструкцией, утвержденной в установленном порядке.
6 .3 .15 . При наружном и внутреннем осмотрах должны быть выявлены все дефекты, снижающие прочность сосудов, при этом особое внимание должно быть обращено на выявление следующих дефектов:
на поверхностях сосуда - трещин, надрывов, коррозии стенок (особенно в местах отбортовки и вырезок), в ыпу чин, отду лин (преимущественно у сосудов с «рубашками», а также у сосудов с огневым или электрическим обогревом), раковин (в литых сосудах);
в сварных швах - дефектов сварки, указанных в п. 4.5.17 Правил, надрывов, разъеданий;
в заклепочных швах - трещин между заклепками, обрывов головок, следов пропусков, надрывов в кромках склепанных листов, коррозионных повреждений заклепочных швов, зазоров под кромками клепаных листов и головками заклепок, особенно у сосудов, работающих с агрессивными средами (кислотой, кислородом, щелочами и др.);
в сосудах с защищенными от коррозии поверхностями - разрушений футеровки, в том числе неплотностей слоев ф ут еровочных плиток, трещин в гуммированном, свинцовом или ином покрытии , скалываний эмали, трещин и отдулин в плакирующем слое , повреждений металла стенок сосуда в местах наружного защитного покрытия;
в м етал лопл астиковы х и неметаллических сосудах - расслоения и разрывы армирующих волокон свыше норм, установленных спец иал изированной организацией.
6 .3 .16 . Лицо, проводящее освидетельствование, при необхо димости может потребовать удаления (полного или частичного) защитного покрытия.
6 .3 .17 . Сосуды высотой более 2 м перед осмотром должны быть оборудованы необходимыми приспособлениями, обеспечиваю щими возможность безопасного доступа ко всем частям сосуда.
6 .3.18 . Гидравлическое испытание сосудов проводится только при удовлетворительных результатах наружного и внутреннего осмот ров.
6 .3 .19 . Гидравлические испытания должны проводиться в соответствии с требованиями, изложенными в разд. 4.6 Правил, за исключением п. 4.6.12. При этом величина пробного давления может определяться исходя из разрешенного давления для сосуда. Под пробным давлением сосуд должен находиться в течение 5 мин, если отсутствуют другие указания изготовителя.
При гидравлическом испытании вертикально установленных сосудов пробное давление должно контролироваться по манометру , установленному на верхней крышке (днище) сосуда.
6 .3 .20 . В случаях, когда проведение гидравлического испытания невозможно (большое напряжение от веса воды в фундаменте, междуэтажных перекрытиях или самом сосуде; трудность удаления воды; наличие внутри сосуда футеровки, препятствующей заполнению сосуда водой), разрешается заменять его пневматическим испытанием (воздухом или инертным газом). Этот вид испытания допускается при условии его контроля методом акустической эмиссии (или другим, согласованным с Госгортехнад зором России методом).
При пневматическом испытании применяются меры предосторожности: вентиль на наполнительном трубопроводе от источника давления и манометры выводятся за пределы помещения, в котором находится испытываемый сосуд, а люди на время испытани я сосуда пробным давлением удаляются в безопасное место.
6 .3 .21. День проведения технического освидетельствования сосуда устанавливается владельцем и предварительно согласовывается с лицом, проводящим освидетельствование. Сосуд должен быть остановлен не позднее срока освидетельствования, указанного в его паспорте. Владелец не позднее, чем за 5 дней обязан уведомить о предстоящем освидетельствовании сосуда лицо, выполняющее указанную работу.
В случае неявки инспектора в назначенный срок администрации п редоставляется право самостоятельно провести освидетельство ван ие комиссией, назначенной приказом руководителя организац ии.
Результаты проведенного и срок следующего освидетельствован и я заносятся в паспорт сосуда и подписываются членами ком иссии.
Копия этой записи направляется в орган Госгортехна д зора России не позднее чем через 5 дней после освидетельствования.
Установленный комиссией срок следующего освидетельствования не должен превышать указанного в настоящих правилах.
6 .3 .22 . Владелец несет ответственность за своевременную и качественную подготовку сосуда для освидетельствования.
6 .3 .23 . Сосуды, у которых действие среды может вызвать ухудшение химического состава и механических свойств металла, а также сосуды, у которых температура стенки при работе превышает 450 °С, должны подвергаться дополнительному освидетельствованию в соответствии с инструкцией, утвержденной организацией в установленном порядке. Результаты дополнительных освидетельствований должны заноситься в паспорт сосуда.
6 .3 .24 . Для сосудов, отработавших расчетный срок службы, установленный проектом, изготовителем, другой НД или для которых продлевался расчетный (допустимый) срок службы на основании технического заключения, объем, методы и периодичность технического освидетельствования должны быть определены по результатам технического диагностирования и определения остаточного ресурса, выполненного специализированной организацией или орг анизациями, имеющими лицензию Госгортехнадзора России на п роведение экспертизы промышленной безопасности технических ус тройств (сосудов).
6.3 .25 . Если при анализе дефектов, выявленных техническим освидет ельствованием сосудов, будет установлено, что их возникновение связано с режимом эксплуатации сосудов в данной организации или свойственно сосудам данной конструкции, то лицо, проводившее освидетельствование, должно потребовать проведения вн еочередного технического освидетельствования всех установлен ны х в данной организации сосудов, эксплуатация которых проводилась по одинаковому режиму, или соответственно всех сосудов данной конструкции с уведомлением об этом органа Госго р технадзора России.
6 .3 .26 . Органу Госгортехнадзора России предоставляется право в исключительных случаях продлять на срок не более 3 месяцев установленны е сроки технического освидетельствования сосудов по обоснованному письменному ходатайству владельца сосуда.
6.4. Разрешение на ввод сосуда в эксплуатацию
6 .4 .1 . Разрешение на ввод в эксплуатацию сосуда, подл ежащ его регистрации в органах Госгортехнадзора России, выдается инспектором после его регистрации на основании технического освидетельствования и проверки организации обслуживания и надзора, при которой контролируется:
наличие и исправность в соответствии с требованиями настоящих Правил арматуры, контрольно-измерительных приборов и приборов безопасности;
соответствие установки сосуда правилам безопасности;
правильность включения сосуда;
наличие аттестованного обслуживающего персонала и специалистов;
наличие должностных инструкций для лиц, ответственных за осуществление производственного контроля за соблюдением требований промышленной безопасности при эксплуатации сосудов, работающих под давлением, ответственных за исправное состояние и безопасную эксплуатацию сосудов;
инструкции по режиму работы и безопасному обслуживан и ю, сменных журналов и другой документации, предусмотренной Правилами.
6 .4 .2 . Разрешение на ввод в эксплуатацию сосуда, не подлежащего регистрации в органах Госгортехнадзора России, выдается лицом, назначенным приказом по организации для осуществления производственного контроля за соблюдением требований промышленной безопасности при эксплуатации сосудов, работающих под давлением, на основании документации изготовителя после технического освидетельствования и проверки организации обслуживания.
6 .4 .3 . Разрешение на ввод сосуда в эксплуатацию записывается в его паспорте.
6 .4 .4 . На каждый сосуд после выдачи разрешения на его экспл уатацию должны быть нанесены краской на видном месте или на специа льной табличке форматом не менее 200 ×150 мм:
регистрационный номер;
разрешенное давление;
число, месяц и год следующих наружного и внутреннего осмотро в и гидравлического испытания.
6 .4 .5 . Сосуд (группа сосудов, входящих в установку) может быть включен в работу на основании письменного распоряжения администрации организации после выполнения требований пп. 6.4.3, 6.4.4 Правил.
VII. НАДЗОР, СОДЕРЖАНИЕ, ОБСЛУЖИВАНИЕ И РЕМОНТ
7.1. Организация надзора
7 .1 .1 . Владелец обязан обеспечить содержание сосудов в исправном состоянии и безопасные условия их работы.
В этих целях необходимо:
назначить приказом из числа специалистов, прошедших в установленном порядке проверку знаний Правил, ответственного за исправное состояние и безопасное действие сосудов, а также ответственных за осуществление производственного контроля за соблюдением требований промышленной безопасности при эксплуатации сосудов, работающих под давлением.
Количество ответственных лиц для осуществления производ с твенного контроля должно определяться исходя из расчета времен и, необходимого для своевременного и качественного выполнения обязанностей, возложенных на указанных лиц должностным положе нием. Приказом по организации могут быть назначены специал исты, ответственные за исправное состояние сосудов и ответ ствен ны е за их безопасную эксплуатацию;
назначить необходимое количество лиц обслуживающего персо н ал а, обученного и имеющего удостоверения на право обслужи вания сосудов, а также установить такой порядок, чтобы персона л, на который возложены обязанности по обслуживанию сосудов, вел тщательное наблюдение за порученным ему оборудованием пут ем его осмотра, проверки действия арматуры, КИП, предохранительны х и блокировочных устройств и поддержания сосудов в исправном состоянии. Результаты осмотра и проверки должны записы ваться в сменный журнал;
обеспечить проведение технических освидетельствований, диагностики сосудов в установленные сроки;
обеспечить порядок и периодичность проверки знаний руководящими работниками и специалистами Правил;
организовать периодическую проверку знаний персоналом инструкций по режиму работы и безопасному обслуживанию сосудов;
обеспечить специалистов Правилами и руководящими указаниями по безопасной эксплуатации сосудов, а персонал - инструкциями;
обеспечить выполнение специалистами Правил, а обслуживающим персоналом - инструкций.
7 .1 .2 . В организации, эксплуатирующей сосуды, работающие под давлением, должны быть разработаны и утверждены инструкции для ответственного за исправное состояние и безопасную эксплуатацию сосудов и ответственного за осуществление производственного контроля за соблюдением требований промышленной безопасности при эксплуатации сосудов.
При эксплуатации сосудов следует руководствоваться нормативными документами, ежегодно утверждаемого Госгортехна д зором России Перечня действующих нормативных документов Госгортехнад зора России.
7.2. Содержание и обслуживание сосудов
7 .2 .1 . К обслуживанию сосудов могут быть допущены лица обученные, аттестованные и имеющие удостоверение на право обслуживания сосудов.
7 .2 .2 . Подготовка и проверка знаний персонала, обслуживающего сосуды, должны проводиться в учебных заведениях, а также на курсах, специально создаваемых организациями.
7 .2 .3 . Лицам, сдавшим экзамены, выдаются удостоверения с ук азанием наименования, параметров рабочей среды сосудов, к обслуж иванию которых эти лица допущены.
Удостоверения подписываются председателем комиссии.
Аттестация персонала, обслуживающего сосуды с быстро с ъемными крышками, а также сосуды, работающие под давлением вредных веществ 1 , 2 , 3 и 4 -го классов опасности по ГОСТ 12.1.007-76, проводится комиссией с участием инспектора Госгортехнадзора России, в остальных случаях участие инспектора в работе комиссии необязательно.
О дне проведения экзаменов орган Госгортехнадзора России должен быть уведомлен не позднее, чем за 5 дней.
7 .2 .4 . Периодическая проверка знаний персонала, обслуживающего сосуды, должна проводиться не реже одного раза в 12 месяцев. Внеочередная проверка знаний проводится:
при переходе в другую организацию;
в случае внесения изменения в инструкцию по режиму работы и безопасному обслуживанию сосуда;
по требованию инспектора Госгортехнадзора России.
При перерыве в работе по специальности более 12 месяцев персонал, обслуживающий сосуды, после проверки знаний должен перед допуском к самостоятельной работе пройти стажировку для восстановления практических навыков.
Результаты проверки знаний обслуживающего персонала оформляются протоколом за подписью председателя и членов комиссии с отметкой в удостоверении.
7 .2 .5 . Допуск персонала к самостоятельному обслуживанию с осудов оформляется приказом по организации или распоряжением по цеху.
7 .2 .6 . Организацией должна быть разработана и утверждена в установленном порядке инструкция по режиму работы и безопасному обслуживанию сосудов. Для сосудов (автоклавов) с быстросъемными крышками в указанной инструкции должен быть от ражен порядок хранения и применения ключа-марки. Инструкция до лжна находиться на рабочих местах и выдаваться под расписку об служивающему персоналу.
Схемы включения сосудов должны быть вывешены на рабочих местах.
7.3. Аварийная остановка сосудов
7 .3 .1. Сосуд должен быть немедленно остановлен в случаях предусмотренных инструкцией по режиму работы и безопасному обслуживанию, в частности:
если давление в сосуде поднялось выше разрешенного и не снижается, несмотря на меры, принятые персоналом;
при выявлении неисправности предохранительных устройств от повышения давления;
при обнаружении в сосуде и его элементах, работающих под давлением, неплотностей, в ы пучин, разрыва прокладок;
при неисправности манометра и невозможности определить давление по другим приборам;
при снижении уровня жидкости ниже допустимого в сосудах с огневым обогревом;
при выходе из строя всех указателей уровня жидкости;
при неисправности предохранительных блокировочных устройств;
при возникновении пожара, непосредственно угрожающего сосуду, находящемуся под давлением.
Порядок аварийной остановки сосуда и последующего ввода его в работу должен быть указан в инструкции.
7 .3 .2 . Причины аварийной остановки сосуда должны записываться в сменный журнал.
7.4. Ремонт сосудов
7 .4 .1 . Для поддержания сосуда в исправном состоянии владелец сосуда обязан своевременно проводить в соответствии с графиком его ремонт. При ремонте следует соблюдать требования по технике безопасности, изложенные в отраслевых правилах и инструкциях.
7 .4 .2 . Ремонт с применением сварки (пайки) сосудов и их элементов, работающих под давлением, должен проводиться по технологии, разработанной изготовителем, конструкторской или ре монтной организацией до начала выполнения работ, а результаты ремонта должны заноситься в паспорт сосуда.
7 .4 .3 . Ремонт сосудов и их элементов, находящихся под давлен ием, не допускается.
7 .4 .4 . До начала производства работ внутри сосуда, соединенного с другими работающими сосудами общим трубопроводом, сосуд должен быть отделен от них заглушками или отсоединен. Отсоеди ненные трубопроводы должны быть заглушены.
7 .4 .5 . Применяемые для отключения сосуда заглушки, устанавл иваемые между фланцами, должны быть соответствующей прочности и иметь выступающую часть (хвостовик), по которой определяется наличие заглушки.
При установке прокладок между фланцами они должны быть без хвостовиков.
7 .4 .6 . При работе внутри сосуда (внутренний осмотр, ремонт, чистка и т.п.) должны применяться безопасные светильники на напряжение не выше 12 В, а при взрывоопасных средах - во взры вобезопасном исполнении. При необходимости должен быть произведен анализ воздушной среды на отсутствие вредных или других веществ, превышающих предельно допустимые концентрации (ПДК ). Работы внутри сосуда должны выполняться по наряду-допуску.
VIII. СОСУДЫ И ПОЛУФАБРИКАТЫ, ПРИОБРЕТАЕМЫЕ ЗА ГРАНИЦЕЙ
8.1. Сосуды и их элементы, а также полуфабрикаты для их изг отовления, приобретаемые за границей, должны соответствовать т ребованиям Правил и могут применяться на основании разрешен ия Госгортехнад зора России, выданного в соответствии с Правилами применения технических устройств на опасных производствен ны х объектах, утвержденных постановлением Правительства Российской Федерации от 25.12 .98 № 1540 *.
* С обрание законодательства Российской Федерации. 1999 . № 1. С. 191.
8 .2 . Техническая документация и паспорт сосуда должны быть сост авлены на русском языке.
IX. ДОПОЛНИТЕЛЬНЫЕ ТРЕБОВАНИЯ К ЦИСТЕРНАМ И БОЧКАМ ДЛЯ ПЕРЕВОЗКИ СЖИЖЕННЫХ ГАЗОВ
9.1. Общие требования
9 .1 .1. Железнодорожные цистерны должны быть рассчитаны в соответствии с нормами, согласованными в установленном порядке.
9.1 .2 . Цистерны и бочки для сжиженных газов, за исключением криогенных жидкостей, должны быть рассчитаны на давление, которое может возникнуть в них при температуре 50 °С.
Цистерны для сжиженного кислорода и других криогенных жидкостей должны быть рассчитаны на давление, при котором должно производиться их опорожнение.
Расчет цистерн должен быть выполнен с учетом напряжений, вызванных динамической нагрузкой при их транспортировке.
9 .1 .3 . Цистерны, наполняемые жидким аммиаком температурой, не превышающей в момент окончания наполнения -25 °С, могут иметь термоизоляцию или теневую защиту.
Термоизоляционный кожух цистерны для криогенных жидкостей должен быть снабжен разрывной мембраной.
9 .1 .4 . У железнодорожной цистерны в верхней ее части должны быть устроены люк диаметром не менее 450 мм и помост около люка с металлическими лестницами по обе стороны цистерны, снабженными поручнями.
На железнодорожных цистернах для сжиженного кислорода , азота и других криогенных жидкостей устройство помоста около люка необязательно.
9 .1 .5 . У каждой автоцистерны должен быть устроен люк овальной формы размером по осям не менее 400 ×450 мм или круглый люк диаметром не менее 450 мм. Для автоцистерны вместимостью до 3000 л люк овальной формы разрешается выполнять размером по осям не менее 300 ×400 мм, а круглой формы - диаметром не менее 400 мм.
У цистерн вместимостью до 1000 л допускается устройство смотровых люков овальной формы размером меньшей оси не менее 80 мм или круглой формы диаметром не менее 80 мм.
9 .1 .6 . На цистернах и бочках изготовитель должен наносить клеймением следующие паспортные данные:
наименование изготовителя или его товарный знак;
номер цистерны (бочки);
год изготовления и дату освидетельствования;
вместимость (для цистерн - в м 3 ; для бочек - в л);
массу цистерны в порожнем состоянии без ходовой части (т) и массу бочки (кг);
величину рабочего и пробного давления;
клеймо ОТК изготовителя;
дату проведенного и очередного освидетельствования.
На цистернах клейма должны наноситься по окружности фланца для люка, а на бочках - на днищах, где располагается арматура.
9.1 .7 . Для бочек с толщиной стенки до 6 мм включительно паспортные данные могут быть нанесены на металлической пластинке, припаянной или приваренной к днищу в месте, где располагается арматура.
На цистернах с изоляцией на основе вакуума все клейма, относящиеся к сосуду, должны быть нанесены также на фланце горловины люка вакуумной оболочки, причем масса цистерны указывается с учетом массы изоляции с оболочкой.
9 .1 .8 . На цистернах и бочках, предназначенных для перевозки сжиженных газов, вызывающих коррозию, места клеймения после нанесения паспортных данных должны быть покрыты антикоррозионным бесцветным лаком.
9.1 .9 . На рамах цистерн должна быть прикреплена металлическая табличка с паспортными данными:
наименованием изготовителя или товарным знаком;
номером;
годом изготовления;
массой цистерны с ходовой частью в порожнем состоянии (т);
регистрационным номером цистерны (выбивается владельцем ц истерны после ее регистрации в органе Госгортехнад зора России);
датой очередного освидетельствования.
9 .1 .10 . Окраска цистерн и бочек, а также нанесение полос и надписей на них должны производиться в соответствии с государстве нны ми стандартами, техническими условиями на изготовление для новых цистерн и бочек изготовителем, а для цистерн и бочек, находящихся в эксплуатации, - наполнителем.
Окраска железнодорожных пропан-б ут ановы х и пентановых цистерн, находящихся в эксплуатации, и нанесение полос и надписей на них производятся владельцем цистерн.
9 .1.11. Цистерны должны быть оснащены:
вентилями с сифонными трубками для слива и налива среды;
вентилем для выпуска паров из верхней части цистерны;
пружинным предохранительным клапаном;
штуцером для подсоединения манометра;
указателем уровня жидкости.
9.1.12 . Предохранительный клапан, установленный на цистерне, должен сообщаться с газовой фазой цистерны и иметь колпак с отверстиями для выпуска газа в случае открытия клапана. Площадь отверстий в колпаке должна быть не менее полуторной площади рабочего сечения предохранительного клапана.
9.1.13 . Каждый наливной и спускной вентиль цистерны и бочки для сжиженного газа должен быть снабжен заглушкой.
9.1.14 . На каждой бочке, кроме бочек для хлора и фосгена, должен быть установлен на одном из днищ вентиль для наполнения и слива среды. При установке вентиля на вогнутом днище бочки он должен закрываться колпаком, а при установке на выпуклом днище кроме колпака обязательно устройство обхватной ленты (юбки).
У бочек для хлора и фосгена должны быть наливной и сливной вентили, снабженные сифонами.
9.1.15 . Боковые штуцера вентилей для слива и налива горючих газов должны иметь левую резьбу.
9.1.16 . Цистерны, предназначенные для перевозки взрывоопасных горючих веществ, вредных веществ 1 -го и 2 -го классов опасности по ГОСТ 12.1.007-76, должны иметь на сифонных трубках для слива скоростной клапан, исключающий выход газа при разрыве трубопровода.
9.1.17 . Пропускная способность предохранительных клапанов, устанавливаемых на цистернах для сжиженного кислорода, азота и других криогенных жидкостей, должна определяться по сумме расчетной испаряемости жидкостей и максимальной производительности устройства для создания давления в цистерне при ее опорожнении.
Под расчетной испаряемостью принимается количество жи д кого кислорода, азота (криогенной жидкости) в килограммах, которое может испаряться в течение часа под действием тепла, получае мо го цисте рной из окружающей среды при температуре наружног о воздуха 50 °С.
Под максимальной производительностью устройства для созда н ия давления в цистерне при ее опорожнении принимается количество газа в килограммах, которое может быть введено в цистерну в течение часа при работе с полной нагрузкой испарителя или друг ого источника давления.
9 .1.18 . Организации, осуществляющие наполнение, и наполнительные станции обязаны вести журнал наполнения по установленной администрацией форме, в котором, в частности, должны быть указаны:
дата наполнения;
наименование изготовителя цистерны и бочек;
заводской и регистрационный номера для цистерн и заводской номер для бочек;
подпись лица, производившего наполнение.
При наполнении наполнительной станцией цистерн и бочек различными газами администрация должна вести по каждому газу отдельный журнал наполнения.
9 .1 .19 . Цистерны и бочки можно заполнять только тем газом, для перевозки и хранения которого они предназначены.
9 .1 .20 . Перед наполнением цистерн и бочек газами ответственным лицом, назначенным администрацией, должен быть произведен тщательный осмотр наружной поверхности, проверены исправность и герметичность арматуры, наличие остаточного давления и соответствие имеющегося в них газа назначению цистерны и ли бочки. Результаты осмотра цистерн и бочек и заключение о в озможности их наполнения должны быть записаны в журнал.
9.1 .21. Запрещается наполнять газом неисправные цистерны и ли бочки, а также если:
истек срок назначенного освидетельствования;
отсутствуют или неисправны арматура и контрольно- из мерительные приборы;
отсутствует надлежащая окраска или надписи;
в цистернах или бочках находится не тот газ, для которого они пред назначены .
Потребитель, опорожняя цистерны, бочки, обязан оставлять них избыточное давление газа не менее 0 ,05 МПа (0 ,5 к гс/см2 ).
Для сжиженных газов, упругость паров которых в зимнее в ре мя может быть ниже 0,05 МПа (0 ,5 кгс/см2), остаточное давление устанавливается производственной инструкцией организации, осуществляющей наполнение.
9 .1 .22 . Наполнение и опорожнение цистерн и бочек газами должны производиться по инструкции, составленной и утвержденной в установленном порядке.
Наполнение цистерн и бочек сжиженными газами должно соответствовать нормам, указанным в табл. 16.
Таблица 16
|
Наименование газа |
Масса газа на 1 л вместимости цистерны или бочки, кг, не более |
Вместимость ци с терны или бочки на 1 кг газа, л, не менее |
|
Азот |
0 ,770 |
1 ,30 |
|
Аммиак |
0 ,570 |
1 ,76 |
|
Бутан |
0 ,488 |
2 ,05 |
|
Бутилен |
0 ,526 |
1 ,90 |
|
Пропан |
0 ,425 |
2 ,35 |
|
Пропилен |
0 ,445 |
2 ,25 |
|
Фосген, хлор |
1 ,250 |
0 ,80 |
|
Кислород |
1 ,080 |
0 ,926 |
Для газов, не указанных в данной таблице, норма наполнения устанавливается производственными инструкциями организаций-изготовителей исходя из того, чтобы при наполнении сжиженными газами, у которых критическая температура выше 50 °С, в цистернах и бочках был достаточный объем газовой подушки, а при наполнении сжиженными газами, у которых критическая температура ниже 50 °С, давление в цистернах и бочках при температуре 50 °С не превышало установленного для них расчетного давления.
При хранении и транспортировке наполненны е бочки должны быть защищены от воздействия солнечных лучей и от местного нагревания.
9 .1 .23 . Величина наполнения цистерн и бочек сжиженными газами должна определяться взвешиванием или другим надежным способом контроля.
9 .1 .24 . Если при наполнении цистерн или бочек будет обнаружен пропуск газа, наполнение должно быть прекращено, газ из цистерны или бочки удален; наполнение может быть возобновлено тольк о после исправления имеющихся повреждений.
9 .1 .25 . После наполнения цистерн или бочек газом на боковые шту це ра вентилей должны быть установлены заглушки, а арматура ц истерн закрыта предохранительным колпаком, который должен быть запломбирован.
9 .1 .26 . Транспортировка цистерн и бочек должна производитьс я согласно правилам соответствующих министерств, ведомств.
X. ДОПОЛНИТЕЛЬНЫЕ ТРЕБОВАНИЯ К БАЛЛОНАМ
10.1. Общие требования
10.1.1 . Баллоны должны рассчитываться и изготовляться по НД, согласованной в установленном порядке.
10 .1 .2 . Баллоны должны иметь вентили, плотно ввернутые в отверстия горловины или в расходно-наполнительны е штуцера у специальных баллонов, не имеющих горловины.
10 .1 .3 . Баллоны для сжатых, сжиженных и растворенных газов вместимостью более 100 л должны быть снабжены паспортом по форме приложения 2.
10.1 .4 . На баллоны вместимостью более 100 л должны устанавливаться предохранительные клапаны. При групповой установк е баллонов допускается установка предохранительного клапана на всю группу баллонов.
10.1 .5 . Баллоны вместимостью более 100 л, устанавливаемые в качестве расходных емкостей для сжиженных газов, которые испо льзуются как топливо на автомобилях и других транспортных средствах, кроме вентиля и предохранительного клапана должны им ет ь указатель максимального уровня наполнения. На таких балло нах также допускается установка специального наполнительного клап ана, вентиля для отбора газа в парообразном состоянии, указате ля уровня сжиженного газа в баллоне и спускной пробки.
10.1 .6 . Боковые штуцера вентилей для баллонов, наполняемых водородом и другими горючими газами, должны иметь лев ую резьбу, а для баллонов, наполняемых кислородом и другими негорючими газами, - правую резьбу.
10.1 .7 . Каждый вентиль баллонов для взрывоопасных горючих веществ, вредных веществ 1 -го и 2 -го классов опасности по ГОСТ 12.1.007-76 должен быть снабжен заглушкой, навертывающейся на боковой штуцер.
10.1 .8 . Вентили в баллонах для кислорода должны ввертываться с применением уплотняющих материалов, загорание которых в среде кислорода исключено.
10.1 .9 . На верхней сферической части каждого баллона должны быть выбиты и отчетливо видны следующие данные:
товарный знак изготовителя;
номер баллона;
фактическая масса порожнего баллона (кг): для баллонов вместимостью до 12 л включительно - с точностью до 0,1 кг; свыше 12 до 55 л включительно - с точностью до 0 ,2 кг; масса баллонов вместимостью свыше 55 л указывается в соответствии с ГОСТ или ТУ на их изготовление;
дата (месяц, год) изготовления и год следующего освидетельствования;
рабочее давление Р , МПа (кгс/см 2 );
пробное гидравлическое давление Р пр , МПа (кгс/см 2 );
вместимость баллонов, л: для баллонов вместимостью до 12 л включительно - номинальная; для баллонов вместимостью свыше 12 до 55 л включительно - фактическая с точностью до 0 ,3 л; для баллонов вместимостью свыше 55 л - в соответствии с НД на их изготовление;
клеймо ОТК изготовителя круглой формы диаметром 10 мм (за исключением стандартных баллонов вместимостью свыше 55 л);
номер стандарта для баллонов вместимостью свыше 55 л.
Высота знаков на баллонах должна быть не менее 6 мм, а на баллонах вместимостью свыше 55 л - не менее 8 мм.
Масса баллонов, за исключением баллонов для ацетилена, у ка зы вается с учетом массы нанесенной краски, кольца для колпака и башмака, если таковые предусмотрены конструкцией, но без массы вентиля и колпака.
На баллонах вместимостью до 5 л или с толщиной стенки менее 5 мм паспортные данные могут быть выбиты на пластине, припая нной к баллону, или нанесены эмалевой или масляной краской.
10.1 .10 . Баллоны для растворенного ацетилена должны быть зап олнены соответствующим количеством пористой массы и раст ворителя. За качество пористой массы и за правильность наполнен ия баллонов ответственность несет организация, наполняющая б аллон пористой массой. За качество растворителя и за правильн ую его дозировку ответственность несет организация, производящ ая заполнение баллонов растворителем.
После заполнения баллонов пористой массой и растворителем на его горловине выбивается масса тары (масса баллона без колпака , но с пористой массой и растворителем, башмаком, кольцом и вентилем).
10.1.11. Наружная поверхность баллонов должна быть окрашена в соответствии с табл. 17.
Таблица 17
Окраска и нанесение надписей на баллоны
|
Наименование газа |
Окраска баллонов |
Текст надписи |
Цвет надписи |
Цвет полосы |
|
1 |
2 |
3 |
4 |
5 |
|
Азот |
Черная |
Азот |
Желтый |
Коричневый |
|
Аммиак |
Желтая |
Аммиак |
Черный |
« |
|
Аргон сырой |
Черная |
Аргон сырой |
Белый |
Белый |
|
Аргон технический |
« |
Аргон технический |
Синий |
Синий |
|
Аргон чистый |
Серая |
Аргон чистый |
Зеленый |
Зеленый |
|
Ацетилен |
Белая |
Ацетилен |
Красный |
« |
|
Бу тилен |
Красная |
Бутилен |
Желтый |
Черный |
|
Неф тег аз |
Серая |
Нефтегаз |
Красный |
« |
|
Бутан |
Красная |
Бутан |
Белый |
« |
|
Водород |
Темно-зеленая |
Водород |
Красный |
« |
|
Сжатый воздух |
Черная |
Сжатый воздух |
Белый |
« |
|
Гелий |
Коричневая |
Гелий |
« |
« |
|
Закись азота |
Серая |
Закись азота |
Черный |
« |
|
Кислород |
Голубая |
Кислород |
« |
« |
|
Кислород медицинский |
« |
Кислород медицинский |
« |
« |
|
Сероводород |
Белая |
Сероводород |
Красный |
Крас ный |
|
Сернистый ангидрид |
Черная |
Сернистый ангидрид |
Белый |
Желтый |
|
Углекислота |
« |
Углекислота |
Желтый |
« |
|
Фосген |
Защитная |
« |
« |
Красный |
|
Фреон -11 |
Алюминиевая |
Фреон -11 |
Черный |
Синий |
|
Фреон -12 |
Т ож е |
Фреон -12 |
« |
« |
|
Фреон -13 |
« |
Фреон -13 |
« |
2 красные |
|
Фреон- 22 |
« |
Фреон- 22 |
« |
2 желтые |
|
Хлор |
Защитная |
« |
« |
Зеленый |
|
Циклопропан |
Оранжевая |
Циклопропан |
Черный |
Зеленый |
|
Этилен |
Фиолетовая |
Этилен |
Красный |
« |
|
Все другие горючие газы |
Красная |
Наименование газа |
Белый |
« |
|
Все другие негорючие газы |
Черная |
Наименование газа |
Желтый |
« |
Окраска баллонов и надписи на них могут производиться масляными , эмалевыми или нитрокрасками.
Окраска вновь изготовленных баллонов и нанесение надписей производятся изготовителями, а при эксплуатации - наполнительными станциями или испытательными пунктами.
Цвет окраски и текст надписей для баллонов, используемых в специальных установках или предназначенных для наполнения газами специального назначения, должны быть согласованы в установленном порядке.
10.1 .12 . Надписи на баллонах наносят по окружности на длину не менее 1 /3 окружности, а полосы - по всей окружности, причем высота букв на баллонах вместимостью более 12 л должна быть 60 мм, а ширина полосы 25 мм. Размеры надписей и полос на баллонах вместимостью до 12 л должны определяться в зависимости от величины боковой поверхности баллонов.
10.2. Освидетельствование баллонов
10 .2 .1 . Освидетельствование баллонов может производиться наполнительными станциями и испытательными пунктами при нал ичии у них:
производственных помещений, а также технических средств, о беспечивающих возможность качественного проведения освидетельствования;
приказа о назначении в организации лиц, ответственных за проведение освидетельствования из числа специалистов, имеющих соответствующую подготовку;
инструкции по проведению технического освидетельствования баллонов.
При выдаче разрешения на освидетельствование органы надзора должны зарегистрировать у себя клеймо с соответствующим шифром, присвоенное данной организации (наполнительной станции).
10 .2 .2 . Проверка качества изготовления, освидетельствование и приемка изготовленных баллонов производятся работниками отдела технического контроля изготовителя в соответствии с требованиями НД на баллоны.
Величина пробного давления и время выдержки баллонов под пробным давлением устанавливаются изготовителем для стандартных баллонов по государственным стандартам, для нестандартных - по техническим условиям, при этом пробное давление должно быть не менее чем полуторное рабочее давление.
10 .2 .3 . Пробное давление для баллонов, изготовленных из материала, отношение временного сопротивления к пределу текучес ти которого более 2 , может быть снижено до 1 ,25 рабочего давления.
10 .2 .4 . Баллоны в организации-изготовителе, за исключением б аллонов для ацетилена, после гидравлического испытания должны такж е подвергаться пневматическому испытанию давлением, равным рабочему давлению.
При пневматическом испытании баллоны должны быть погруже ны в ванну с водой. Баллоны для ацетилена должны подвергаться пневматическому испытанию в организациях, наполняющих балл оны пористой массой. Бесшовные баллоны с двумя открытыми горловинами испытанию на герметичность в организации-изготовителе не подвергаются, кроме баллонов, предназначенных для работы со средами 1 , 2 , 3 , 4 -го классов опасности по ГОСТ 12.1.007-76.
10 .2 .5 . Баллоны новой конструкции или баллоны, изготовленные из ранее не применяемых материалов, должны быть испытаны по специальной программе, предусматривающей, в частности, доведение баллонов до разрушения, при этом запас прочности по минимальному значению временного сопротивления металла при 20 °С должен быть не менее 2 ,4 с пересчетом на наименьшую толщину стенки без прибавки на коррозию.
10 .2 .6 . Результаты освидетельствования изготовленных баллонов заносятся ОТК изготовителя в ведомость, в которой должны быть отражены следующие данные:
номер баллона;
дата (месяц и год) изготовления (испытания) баллона и следующего освидетельствования;
масса баллона, кг;
вместимость баллона, л;
рабочее давление, М П а (к гс/см2 );
пробное давление, МПа (кгс/см 2 );
подпись представителя ОТК изготовителя.
Все заполненные ведомости должны быть пронумерованы, прошнурованы и храниться в делах ОТК организации.
10 .2 .7 . Освидетельствование баллонов, за исключением баллонов для ацетилена, включает:
осмотр внутренней, за исключением баллонов для сжиженного углеводородного г аза (пропан-бутана) вместимостью до 55 л, и наружной поверхности баллонов;
проверку массы и вместимости;
гидравлическое испытание.
Проверка массы и вместимости бесшовных баллонов до 12 л включительно и свыше 55 л, а также сварных баллонов независимо от вместимости не производится.
10 .2 .8 . При удовлетворительных результатах организация, в которой проведено освидетельствование, выбивает на баллоне свое клеймо круглой формы диаметром 12 мм, дату проведенного и следующего освидетельствования (в одной строке с клеймом). Клеймо до л жно иметь шифр, присвоенный органом Госгортехнад зора России о рганизации, осуществляющей осв идетельствование баллонов.
Результаты технического освидетельствования баллонов вместимостью более 100 л заносятся в паспорт баллонов. Клейма на баллонах в этом случае не ставятся.
10 .2 .9 . Результаты освидетельствования баллонов, за исключением баллонов для ацетилена, записываются лицом, освидетельств овавшим баллоны, в журнал испытаний, имеющий, в частности, следую щие графы:
1. Товарный знак изготовителя.
2 . Номер баллона.
3. Дата (месяц, год) изготовления баллона.
4 . Дата произведенного и следующего освидетельствования.
5 . Масса, выбитая на баллоне, кг.
6 . Масса баллона, установленная при освидетельствовании, кг.
7 . Вместимость баллона, выбитая на баллоне, л.
8 . Вместимость баллона, определенная при освидетельствовании, л.
9 . Рабочее давление Р , МПа (кгс/см2 ).
10 . Отметка о пригодности баллона.
11 . Подпись лица, производившего освидетельствование баллона.
10 .2 .10 . Освидетельствование баллонов для ацетилена должно производиться на ацетиленовых наполнительных станциях не реже чем через 5 лет и состоит из:
осмотра наружной поверхности;
проверки пористой массы;
пневматического испытания.
10 .2 .11. Состояние пористой массы в баллонах для ацетилена долж но проверяться на наполнительных станциях не реже чем через 24 месяца.
При удовлетворительном состоянии пористой массы на каждом баллоне должны быть выбиты:
год и месяц проверки пористой массы;
кл еймо наполнительной станции;
кл еймо диаметром 12 мм с изображением букв «Пм» , удостоверяющ ее проверку пористой массы.
10 .2 .12 . Баллоны для ацетилена, наполненные пористой массой, при освидетельствовании испытывают азотом под давлением 3 ,5 МПа (35 кгс/см2 ).
Чистота азота, применяемого для испытания баллонов, должна быть не ниже 97 % по объему.
10 .2.13 . Результаты освидетельствования баллонов для ацетилена заносят в журнал испытания, имеющий, в частности, следующие графы:
1. Номер баллона.
2 . Товарный знак изготовителя,
3. Дата (месяц, год) изготовления баллона.
4 . Подпись лица, производившего освидетельствование баллона.
5 . Дата проведенного и следующего освидетельствования баллона.
10 .2.14 . Осмотр баллонов производится в целях выявления на их стенках коррозии, трещин, плен, вмятин и других повреждений (для установления пригодности баллонов к дальнейшей эксплуатации). Перед осмотром баллоны должны быть тщательно очищены и промыты водой, а в необходимых случаях промыты соответствующим растворителем или дегазированы.
10 .2 .15 . Баллоны, в которых при осмотре наружной и внутренней поверхностей выявлены трещины, плены, вмятины, отду лины , раковины и риски глубиной более 10 % номинальной толщины стенки, надрывы и выщ ербления, износ резьбы горловины и отсутствуют некоторые паспортные данные, должны быть выбракованы.
Ослабление кольца на горловине баллона не может служить причиной браковки последнего. В этом случае баллон может быть допущен к дальнейшему освидетельствованию после закрепления кольца или замены его новым.
Баллоны, у которых обнаружена косая или слабая насадка башмака, к дальнейшему освидетельствованию не допускаются до перенасадки башмака.
10 .2.16 . Емкость баллона определяют по разности между весом баллона, наполненного водой, и весом порожнего баллона или при помощи мерных бачков.
10 .2.17 . Отбраковка баллонов по результатам наружного и внутреннего осмотра должна производиться в соответствии с НД на их изготовление.
Запрещается эксплуатация баллонов, на которых выбиты не вс е данные, предусмотренные п. 10.1.9 Правил.
Закрепление или замена ослабленного кольца на горловине или башмаке должны быть выполнены до освидетельствования баллона.
10 .2 .18 . Бесшовные стандартные баллоны вместимостью от 12 до 55 л при уменьшении массы на 7 ,5 % и выше, а также при увеличении их вместимости более чем на 1 % бракуются и изымаются из эксплуатации.
10 .2 .19 . Баллоны, переведенные на пониженное давление, мог ут использоваться для заполнения газами, рабочее давление которых не превышает допустимое для данных баллонов, при этом на них должны быть выбиты: масса; рабочее давление Р , МПа (кгс/см2 ); пробное давление Рпр , МПа (кгс/см2 ); дата проведенного и следующего освидетельствования и клеймо испытательного пункта.
Ранее нанесенные сведения на баллоне, за исключением номера баллона, товарного знака изготовителя и даты изготовления, должны быть забиты.
10 .2 .20 . Забракованные баллоны независимо от их назначения должны быть приведены в негодность (путем нанесения насечек на резьбе горловины или просверливания отверстий на корпусе), исключающую возможность их дальнейшего использования.
10 .2 .21. Освидетельствование баллонов должно производиться в отдельных, специально оборудованных помещениях. Температура воздуха в этих помещениях должна быть не ниже 12 °С.
Для внутреннего осмотра баллонов допускается применение электрического освещения напряжением не выше 12 В .
При осмотре баллонов, наполняющихся взрывоопасными газа м и, арматура ручной лампы и ее штепсельное соединение должны б ыть во взры вобезопасном исполнении.
10 .2 .22 . Наполненные газом баллоны, находящиеся на дл ительном складском хранении, при наступлении очередных сроков периодического освидетельствования подвергаются представителем администрации организации освидетельствованию в выборочно м порядке в количестве не менее 5 шт. из партии до 100 бал лонов, 10 шт. - из партии до 500 баллонов и 20 шт. - из партии свыше 500 баллонов.
При удовлетворительных результатах освидетельствования срок хранения баллонов устанавливается лицом, производившим освидетельствование, но не более чем 2 года. Результаты вы борочного освидетельствования оформляются соответствующим актом.
При неудовлетворительных результатах освидетельствования производится повторное освидетельствование баллонов в таком же количестве.
В случае неудовлетворительных результатов при повторном освидетельствовании дальнейшее хранение всей партии баллонов не допускается, газ из баллонов должен быть удален в срок , указанный лицом (представителем администрации), производившим освидетельствование, после чего баллоны должны быть подвергнуты техническому освидетельствованию каждый в отдельности.
10.3. Эксплуатация баллонов
10 .3 .1 . Эксплуатация, хранение и транспортировка баллонов должны производиться в соответствии с требованиями инструкции, утвержденной в установленном порядке.
10 .3 .2 . Рабочие, обслуживающие баллоны, должны быть обучены и проинструктированы в соответствии с п. 7.2.2. Правил.
10 .3 .3 . Баллоны с газами могут храниться как в специальных помещениях, так и на открытом воздухе, в последнем случае они должны быть защищены от атмосферных осадков и солнечных лучей.
Складское хранение в одном помещении баллонов с кислородом и горючими газами запрещается.
10 .3 .4 . Баллоны с газом, устанавливаемые в помещениях, должны находиться на расстоянии не менее 1 м от радиаторов отопления и других отопительных приборов и печей и не менее 5 м от источников тепла с открытым огнем.
10 .3 .5 . При эксплуатации баллонов находящийся в них газ запрещается расходовать полностью. Остаточное давление газа в баллоне должно быть не менее 0 ,05 МПа (0 ,5 кг с/см2 ).
10 .3 .6 . Выпуск газов из баллонов в емкости с меньшим рабо чим давлением должен производиться через редуктор, предназначенны й для данного газа и окрашенный в соответствующий цвет.
Камера низкого давления редуктора должна иметь манометр и пру ж инны й предохранительный клапан, отрегулированный на соо тветствующее разрешенное давление в емкости, в которую переп ускается газ.
10 .3 .7 . При невозможности из-за неисправности вентилей вып устить на месте потребления газ из баллонов последние должны быть возвращены на наполнительную станцию. Выпуск газа из таких баллонов на наполнительной станции должен производиться в соответствии с инструкцией, утвержденной в установленном порядке.
10 .3 .8 . Наполнительные станции, производящие наполнение баллонов сжатыми, сжиженными и растворимыми газами, обязаны вести журнал наполнения баллонов, в котором, в частности, должны быть указаны:
дата наполнения;
номер баллона;
дата освидетельствования;
масса газа (сжиженного) в баллоне, кг;
подпись лица, наполнившего баллон.
Если на одной из станций производится наполнение баллонов различными газами, то по каждому газу должен вестись отдельный журнал наполнения.
10 .3 .9 . Наполнение баллонов газами должно производиться по инструкции, разработанной и утвержденной организацией в установленном порядке с учетом свойств газа, местных условий и требований типовой инструкции по наполнению баллонов газами.
Наполнение баллонов сжиженными газами должно соответст в овать нормам, указанным в табл. 18.
Таблица 18
|
Наименование газа |
Масса газа на 1 л вместимости баллона, кг, не более |
Вместимость баллона, приходящегося на 1 кг газа, л, не менее |
|
Аммиак |
0 ,570 |
1 ,76 |
|
Бутан |
0 ,488 |
2 ,05 |
|
Бутилен, изобутил ен |
0 ,526 |
1 ,90 |
|
Окись этилена |
0 ,716 |
1 ,40 |
|
Пропан |
0 ,425 |
2 ,35 |
|
Пропилен |
0 ,445 |
2 ,25 |
|
Сероводород, фосген, хлор |
1 ,250 |
0 ,80 |
|
Углекислота |
0 ,720 |
1 ,34 |
|
Фреон-11 |
1 ,200 |
0 ,83 |
|
Фреон-12 |
1 ,100 |
0 ,90 |
|
Фреон-13 |
0 ,600 |
1 ,67 |
|
Фреон-22 |
1 ,800 |
1 ,00 |
|
Хлористый метил, хлористый этил |
0 ,800 |
1 ,25 |
|
Этилен |
0 ,286 |
3 ,50 |
Для газов, не указанных в данной таблице, норма наполнения устанавливается производственными инструкциями наполнительных станций.
10 .3 .10 . Баллоны, наполняемые газом, должны быть прочно ук реплены и плотно присоединены к наполнительной рампе.
10 .3 .11 . Запрещается наполнять газом баллоны, у которых:
истек срок назначенного освидетельствования;
истек срок проверки пористой массы;
поврежден корпус баллона;
неисправны вентили;
отсутствуют надлежащая окраска или надписи;
отсутствует избыточное давление газа;
отсутствуют установленные клейма.
Наполнение баллонов, в которых отсутствует избыточное давление газов, производится после предварительной их проверки в соответствии с инструкцией организации, осуществляющей наполнение (наполнительной станции).
10 .3 .12 . Перенасадка башмаков и колец для колпаков, замена вентилей должны производиться на пунктах по освидетельствованию баллонов.
Вентиль после ремонта, связанного с его разборкой, должен быть проверен на плотность при рабочем давлении.
10 .3 .13 . Производить насадку башмаков на баллоны разрешается только после выпуска газа, вывертывания вентилей и соответствующей дегазации баллонов.
Очистка и окраска наполненных газом баллонов, а также укре пл ение колец на их горловине запрещаются.
10 .3 .14 . Баллоны с ядовитыми газами должны храниться в специал ьных закрытых помещениях, устройство которых регламентируется с оответствующими нормами и положениями.
10 .3 .15 . Наполненные баллоны с насаженными на них башмаками должны храниться в вертикальном положении. Для предохранения от падения баллоны должны устанавливаться в специально оборудованные гнезда, клетки или ограждаться барьером.
10 .3.16 . Баллоны, которые не имеют башмаков, могут храниться в горизонтальном положении на деревянных рамах или стеллажах. При хранении на открытых площадках разрешается укладывать баллоны с башмаками в штабеля с прокладками из веревки, деревянных брусьев или резины между горизонтальными рядами.
При укладке баллонов в штабеля высота последних не должна превышать 1 ,5 м. Вентили баллонов должны быть обращены в одну сторону.
10 .3.17 . Склады для хранения баллонов, наполненных газами, должны быть одноэтажными с покрытиями легкого типа и не иметь чердачных помещений. Стены, перегородки, покрытия складов для хранения газов должны быть из несгораемых материалов не ниже II степени огнестойкости; окна и двери должны открываться наружу. Оконные и дверные стекла должны быть матовые или закрашены белой краской. Высота складских помещений для баллонов должна быть не менее 3 ,25 м от пола до нижних выступающих частей кровельного покрытия.
Полы складов должны быть ровные с нескользкой поверхно с тью, а складов для баллонов с горючими газами - с поверхностью и з материалов, исключающих искрообразование при ударе о них какими-либо предметами.
10 .3.18 . Оснащение складов для баллонов с горючими газами должно отвечать нормам для помещений, опасных в отношении взрывов.
10 .3 .19 . В складах должны быть вывешены инструкции, правила и плакаты по обращению с баллонами, находящимися на складе.
10 .3 .20 . Склады для баллонов, наполненных газом, должны иметь естественную или искусственную вентиляцию в соответствии с требованиями санитарных норм проектирования.
10 .3 .21. Склады для баллонов с взры во- и пожароопасными газами должны находиться в зоне молниезащиты .
10 .3 .22 . Складское помещение для хранения баллонов должно быть разделено несгораемыми стенами на отсеки, в каждом из которы х допускается хранение не более 500 баллонов (40 л) с горючими или ядовитыми газами и не более 1000 баллонов (40 л) с негорючими и неядовитыми газами.
Отсеки для хранения баллонов с негорючими и неядовитыми газами могут быть отделены несгораемыми перегородками высотой не менее 2 ,5 м с открытыми проемами для прохода людей и проемами для средств механизации. Каждый отсек должен иметь самостоятельный выход наружу.
10 .3 .23 . Разрывы между складами для баллонов, наполненных газами, между складами и смежными производственными зданиями, общественными помещениями, жилыми домами должны удовлетворять требованиям НД.
10 .3 .24 . Перемещение баллонов в пунктах наполнения и потребления газов должно производиться на специально приспособленных для этого тележках или при помощи других устройств.
10 .3 .25 . Перевозка наполненных газами баллонов должна производиться на рессорном транспорте или на автокарах в горизонтальном положении обязательно с прокладками между баллонами. В качестве прокладок могут применяться деревянные бруски с вырезанными гнездами для баллонов, а также веревочные или резиновые кольца толщиной не менее 25 мм (по два кольца на баллон) или другие прокладки, предохраняющие баллоны от ударов друг о друга. Все баллоны во время перевозки должны укладываться вентилями в одну сторону.
Разрешается перевозка баллонов в специальных контейнерах, а также без контейнеров в вертикальном положении обязательно с прокладками между ними и ограждением от возможного падения.
10 .3 .26 . Транспортировка и хранение баллонов должны производиться с навернутыми колпаками.
Транспортировка баллонов для углеводородных газов производится в соответствии с правилами безопасности в газовом хозяйстве, утверждаемыми Госгортехнадзором России.
Хранение наполненных баллонов до выдачи их потребителям допускается без предохранительных колпаков.
10 .3 .27 . Перевозка баллонов автомобильным, железнодорожным, водным и воздушным транспортом должна производиться согласно правилам соответствующих министерств и ведомств.
10 .3 .28 . Контроль за соблюдением Правил в организациях-наполнителях, наполнительных станциях и испытательных пунктах должен производиться инспектором Госгортехнадзора России.
XI. КОНТРОЛЬ ЗА СОБЛЮДЕНИЕМ НАСТОЯЩИХ ПРАВИЛ
11.1. Контроль за соблюдением Правил осуществляется органами Госгортехнадзора России путем проведения периодических обследований организаций, эксплуатирующих сосуды под давлением, а также организаций-изготовителей, проектных, наладочных, монтажных, ремонтных и диагностических организаций в соответствии с методическими указаниями, инструкциями и другими руководящими материалами Госгортехнадзора России.
11 .2 . Если при обследовании организации-изготовителя, проектной, наладочной, монтажной, ремонтной и диагностической организации будет установлено, что при выполнении ими соответствующих работ допускаются нарушения Правил, то в зависимости от характера нарушений устанавливаются сроки их устранения или запрещается дальнейшее выполнение работ.
11 .3 . Если при обследовании находящихся в эксплуатации сосудов, работающих под давлением, будут выявлены:
дефекты или нарушения Правил, угрожающие безопасности;
истечение установленного изготовителем срока эксплуатации ил и срока очередного освидетельствования;
не назначенные и не прошедшие проверку знаний в установле н ном Правилами порядке лица, ответственные за исправное сост ояние и безопасное действие сосуда и надзор за его техническим сост оянием и эксплуатацией;
неисправная автоматика безопасности, аварийная с иг нал изация, - то эксплуатация сосуда должна быть запрещена.
При этом в паспорт сосуда заносится запись о причине запрещения со ссылкой на действующие статьи Правил.
11 .4 . В связи с введением в действие Правил, необходимость и сроки приведения в соответствие с ними находящихся в эксплуатации сосудов, устанавливаются владельцем сосуда по согласованию с органами Госгортехнадзора России.
Руководящие работники и специалисты организаций, а также индивидуальные предприниматели, занятые проектированием, изготовлением, монтажом, наладкой, ремонтом, реконструкцией, диагностикой и эксплуатацией сосудов, работающих под давлением, должны пройти проверку знаний Правил в сроки, согласованные с органами Госгортехнадзора России.
Приложение 1
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ ПРИМЕНИТЕЛЬНО К НАСТОЯЩИМ ПРАВИЛАМ
1 . Армированные пластмассы - материал неоднородного строения, состоящий из пластмассы (связующего) и наполнителя.
2 . Барокамера - сосуд, оснащенный приборами и оборудованием и предназначенный для размещения в нем людей.
3 . Баллон - сосуд, имеющий одну или две горловины для установки вентилей, фланцев или штуцеров, предназначенный для транспортировки, хранения и использования сжатых, сжиженных или растворенных под давлением газов.
4 . Бочка - сосуд цилиндрической или другой формы, который можно перекатывать с одного места на другое и ставить на торцы без дополнительных опор, предназначенный для транспортировки и хранения жидких и других веществ.
5 . Вместимость - объем внутренней полости сосуда, определяемый по заданным на чертежах номинальным размерам.
6 . Владелец сосуда - организация, индивидуальный предприниматель, в собственности которого находится сосуд.
7 . Давление внутреннее (наружное) - давление, действующее на внутреннюю (наружную) поверхность стенки сосуда.
8 . Давление пробное - давление, при котором производится испытание сосуда.
9 . Давление рабочее - максимальное внутреннее избыточное или наружное давление, возникающее при нормальном протекании рабочего процесса.
10 . Давление расчетное - давление, на которое производится расчет на прочность.
11. Давление условное - расчетное давление при температуре 20 °С, используемое при расчете на прочность стандартных сосудов (узлов, деталей, арматуры).
12 . Допустимая температура стенки максимальная (мини мальная ) - максимальная (минимальная) температура стенки, при которой допускается эксплуатация сосуда.
13 . Днище - неотъемная часть корпуса сосуда, ограничивающая внутреннюю полость с торца.
14 . Заглушка - объемная деталь, позволяющая герметично закрывать отверстия штуцера или бобышки.
15 . Змеевик - теплообм енное устройство, выполненное в виде изогнутой трубы.
16 . Избыточное давление - разность абсолютного давления и давления окружающей среды, показываемого барометром.
17 . Корпус - основная сборочная единица, состоящая из обечаек и днищ.
18 . Композиционный материал (композит) - материал неоднородной структуры, состоящий из нескольких однородных материалов (компонентов).
19 . Крышка - отъемная часть, закрывающая внутреннюю полость сосуда или отверстие люка.
20 . Люк - устройство, обеспечивающее доступ во внутреннюю полость сосуда.
21. Лейнер - внутренний герметизирующий слой сосуда из армированных пластмасс, который может нести часть нагрузки.
22 . М ет алл опл аст иковы е сосуды - многослойные сосуды, в которых внутренний слой (оболочка) выполнен из металла; остальные слои выполнены из армированных пластмасс. Внутренний слой несет часть нагрузки.
23 . Многокамерный сосуд - сосуд, имеющий две или более рабочие полости, используемые при различных или одинаковых условиях (давление, температура, среда).
24 . Неметаллические сосуды - сосуды, выполненные из однородных или композиционных неметаллических материалов.
25 . Наполнитель - материал, армирующий пластмассу; в качестве армирующего материала могут использоваться волокна, тканые и нетканые материалы.
26 . Нормативная документация (НД) - правила, отраслевые и государственные стандарты, технические условия, руководящие документы на проектирование, изготовление, ремонт, реконструкцию, монтаж, наладку, техническое диагностирование (освидетельствование), эксплуатацию.
27 . Обечайка - цилиндрическая оболочка замкнутого профиля, открытая с торцов.
28 . Окно смотровое - устройство, позволяющее вести наблюдение за рабочей средой.
29 . Однородный материал - материал, состоящий из одного вещества, сплава или твердого раствора, например: стекло, сталь, к ерамика и т.п.
30 . Образец -свидетель - образец, изготовленный из того же материала и по той же технологии, что и сосуд, используемый для определения состояния материала в процессе эксплуатации.
31. Остаточный ресурс - суммарная наработка объекта от м омента контроля его технического состояния до перехода в предельное состояние.
32 . Опора - устройство для установки сосуда в рабочем положении и передачи нагрузок от сосуда на фундамент или несущую конструкцию.
33 . Опора седловая - опора горизонтального сосуда, охватывающая нижнюю часть кольцевого сечения обечайки.
34 . Разрешенное давление сосуда (элемента) - максимально допустимое избыточное давление сосуда (элемента), установленное по результатам технического освидетельствования или диагностирования.
35 . Реконструкция - изменение конструкции сосуда, вызывающее необходимость корректировки паспорта сосуда, например устройство дополнительных элементов, и другие вызывающие изменения параметров работы сосуда.
36 . Резервуар - стационарный сосуд, предназначенный для х ранения газообразных, жидких и других веществ.
37 . Рубашка сосуда - тепло обменное устройство, состоящее из оболочки, охватывающей корпус сосуда или его часть, и образующее совместно со стенкой корпуса сосуда полость, заполненную теплоносителем.
38 . Расчетный срок службы сосуда - срок службы в календарных годах, исчисляемый со дня ввода сосуда в эксплуатацию.
39 . Расчетный ресурс сосуда (элемента) - продолжи тельность эксплуатации сосуда (элемента), в течение которой изготовит ь гарантирует надежность его работы при условии соблюдения ре жима эксплуатации, указанного в инструкции изготовителя, и Расчетного числа пусков из холодного или горячего состояния.
40 . Срок службы сосуда - продолжительность эксплуатации сосуда в календарных годах до перехода в предельное состояние.
41. Соединение фланцевое - неподвижное разъемное соедине ние частей сосуда, герметичность которого обеспечивается путем сжатия уплотнительны х поверхностей непосредственно друг с дру гом или через посредство расположенных между ними прокл адок из более мягкого материала, сжатых крепежными деталями.
42 . Сосуд - герметически закрытая емкость, предназначенная для ведения химических, тепловых и других технологических процессов, а также для хранения и транспортировки газообразных, жидких и других веществ. Границей сосуда являются входные и выходные штуцера.
43. Сосуд передвижной - сосуд, предназначенный для временного использования в различных местах или во время его перемещения.
44 . Сосуд стационарный - постоянно установленный сосуд, предназначенный для эксплуатации в одном определенном месте.
45 . Связующие - материал, обеспечивающий монолитность композита.
46 . Стыковые сварные соединения - соединения, в которых свариваемые элементы примыкают друг к другу торцевыми поверхностями и включают шов и зону термического влияния.
47 . Специализированная организация - организация, имеющая разрешение Госгортехнад зора России на проведение проектно-конструкторских работ по созданию, ремонту и реконструкции сосудов, а также на изготовление, монтаж, ремонт, реконструкцию сосудов и (или) их наладку, диагностику.
48 . Ремонт - восстановление поврежденных, изношенных или пришедших в негодность по любой причине элементов сосуда с доведением их до работоспособного состояния.
49 . Температура рабочей среды ( min , max ) - минимальная (максимальная) температура среды в сосуде при нормальном протекании технологического процесса.
50 . Температура стенки расчетная - температура, при которой определяются физико-механические характеристики, допускаемые напряжения материала и проводится расчет на прочность элементов сосуда.
51. Техническое диагностирование - определение технического состояния объекта. Задачи технического диагностирования - контроль технического состояния, поиск места и определение причин отказа (неисправности), прогнозирование технического сос тояни я.
52 . Техническая диагностика - теория, методы и средства определения технического состояния объекта.
53 . Цистерна - передвижной сосуд, постоянно установленный н а раме железнодорожного вагона, на шасси автомобиля (прицепа) ил и на других средствах передвижения, предназначенный для т ранспортировки и хранения газообразных, жидких и других веществ.
54 . Штуцер - элемент, предназначенный для присоединения к сосуду трубопроводов, трубопроводной арматуры, контрольно-измерительных приборов и т.п.
55 . Эл емент сосуда - сборная единица сосуда, предназначенная для выполнения одной из основных функций сосуда.
56 . Экспертное техническое диагностирование - техническое диагностирование сосуда, выполняемое по истечении расчетного срока службы сосуда или расчетного ресурса безопасной работы, а также после аварии или обнаруженных повреждений элементов, работающих под давлением, в целях определения возможных параметров и условий дальнейшей эксплуатации.
57 . Самораспространяющийся высокотемпературный синтез - физико-химический процесс синтеза материалов (порошков, изделий, покрытий и др.), основанный на экзотермическом взаимодействии двух или нескольких компонентов, протекающий в режиме горения. Процесс протекает в тонком слое смеси исходных реагентов после локального инициирования реакции и самопроизвольно распространяется по всей системе, благодаря тепло- и масс опередаче от горячих продуктов к не нагретым исходным веществам.
Приложение 2
(Образец)
ПАСПОРТ
СОСУДА, РАБОТАЮЩЕГО ПОД ДАВЛЕНИЕМ
Регистрационный № ___________________
При передаче сосуда другому владельцу вместе с сосудом передается паспорт
СОДЕРЖАНИЕ ПАСПОРТА
|
Наименование раздела (таблицы) и приложения |
Количество листов |
|||||||||||||||||||||
|
Удостоверение о качестве изготовления сосуда Техническая характеристика и параметры Сведения об основных частях сосуда Данные о штуцерах, фланцах, крышках и крепежных изделиях Данные о предохранительных устройствах, основной арматуре, контрольно-измерительных приборах, приборах безопасности Данные об основных материалах, применяемых при изготовлении сосуда Карта измерений корпуса сосуда Результаты испытаний и исследований сварных соединений Данные о неразрушающем контроле сварных соединений Данные о других испытаниях и исследованиях Данные о термообработке Данные о гидравлическом (пневматическом) испытании Заклю чение Сведения о местонахождении сосуда Ответственные за исправное состояние и безопасное действие сосуда Сведения о местонахождении сосуда Отв етственные за исправное состояние и безопасное действие сосуда Сведения об установленной арматуре другие данные об установке сосуда С ведения о замене и ремонте основных элементов сосуда и арматуры Запись результатов освидетельствования Реги страция сосуда Приложения: Чертежи сосуда с указанием основных размеров Расчет на прочность сосуда Инструкция по монтажу и эксплуатации Регламент проведения в зимнее время пуска (остановки) сосуда |
|
|||||||||||||||||||||
|
Разрешение на применение № ________________ от _____________ _____________ 20__ г. выдано __________________________________________ (орган Госгортехна д зора России) Удостоверение о качестве изготовления сосуда ___________________________________________________________________________ (наименование сосуда) зав. № ___________________________ изготовлен ________________________________ (дата изготовления) ___________________________________________________________________________ (наименование и адрес изготовителя) ___________________________________________________________________________ 1 . ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА И ПАРАМЕТРЫ |
||||||||||||||||||||||
|
Наименование частей сосуда |
|
|
|
|||||||||||||||||||
|
Рабочее давление, М П а (кгс/см2 ) |
|
|
|
|||||||||||||||||||
|
Расчетное давление, МПа (кгс/см 2 ) |
|
|
|
|||||||||||||||||||
|
Пробное давление испытания, МПа (кгс/см 2 ) |
гидравлического |
|
|
|
||||||||||||||||||
|
пневматического |
|
|
|
|||||||||||||||||||
|
Рабочая температура среды, °С |
|
|
|
|||||||||||||||||||
|
Расчетная температура стенки, °С |
|
|
|
|||||||||||||||||||
|
Минимально допустимая отрицательная температура стенки, °С |
|
|
|
|||||||||||||||||||
|
Наименование рабочей среды |
|
|
|
|||||||||||||||||||
|
Характеристика рабочей среды |
Класс опасности |
|
|
|
||||||||||||||||||
|
Взр ы воопасность |
||||||||||||||||||||||
|
Пожароопасность |
||||||||||||||||||||||
|
Прибавка для компенсации коррозии (эрозии ), мм |
|
|
|
|||||||||||||||||||
|
Вместимость, м 3 |
|
|
|
|||||||||||||||||||
|
Масса пустого сосуда* 1 , кг |
|
|
|
|||||||||||||||||||
|
М а ксимальная масса заливаемой среды*1, кг |
|
|
|
|||||||||||||||||||
|
Расчетный срок службы сосуда, лет |
|
|
|
|||||||||||||||||||
|
*1. Для сосудов со сжиженными газами. |
||||||||||||||||||||||
|
2 . СВЕДЕНИЯ ОБ ОСНОВНЫХ ЧАСТЯХ СОСУДА |
||||||||||||||||||||||
|
Наимен ование частей сосуда (обечайка, днище, решетка, трубы, рубашка) |
Количество, шт. |
Размеры, мм |
Основной металл |
Данные о сварке (пайке) |
||||||||||||||||||
|
Диаметр (внутренний или наружный) |
Толщина стенки |
Длина (высота) |
Марка |
ГОСТ (ТУ) |
Способ выполнения соединения (сварка, пайка) |
Вид сварки (пайки) |
Электроды, сварочная проволока, припой (тип, марка, ГОСТ или ТУ) |
|||||||||||||||
|
3 . ДАННЫЕ О ШТУЦЕРАХ, ФЛАНЦАХ, КРЫШКАХ И КРЕПЕЖНЫХ ИЗДЕЛИЯХ |
||||||||||||||||||||||
|
Наименование |
Количество, шт. |
Размеры (мм) или номер по спецификации |
Материал |
|||||||||||||||||||
|
Марка ГОСТ (ТУ) |
||||||||||||||||||||||
|
4 . ДАННЫЕ О ПРЕДОХРАНИТЕЛЬНЫХ УСТРОЙСТВАХ, ОСНОВНОЙ АРМАТУРЕ, КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫХ ПРИБОРАХ, ПРИБОРАХ БЕЗОПАСНОСТИ |
||||||||||||||||||||||
|
Наименование |
Количество, шт. |
Место установки |
Условный проход, мм |
Условное давление, МПа (кгс/см2 ) |
Материал корпуса |
|||||||||||||||||
|
Марка |
ГОСТ |
|||||||||||||||||||||
5 . ДАННЫЕ ОБ ОСНОВНЫХ МАТЕРИАЛАХ, ПРИМЕНЯЕМЫХ ПРИ ИЗГОТОВЛЕНИИ СОСУДА
|
Наименование элемента |
Материал |
Данные механических испытаний по сертификату или протоколу заводских испытаний |
Дополнительные данные (ультразвуковой контроль, испытания на твердость, состояние исходной термообработки и др.) |
Химический состав по сертификату или протоколу заводских исследований |
|||||||||||||||||||||||
|
Марка |
С та ндарт (ТУ) |
Номер пл авки (партии) |
Номер и дата сертификата (протокола) |
При Т = 20 °С |
При Т < 0 °С |
|
|||||||||||||||||||||
|
Предел текучести Re , МПа (к гс /см2 ) |
Временное сопротивление (предел то чности) Rm , МПа ( кгс /см2) |
Относительное удлинение А 5 , % |
Относительное сужение ψ , % |
Ударная вязкость |
Ударная вязкость, Дж / см2 (кгс·м/ см2) |
Температура, °С |
Тип образца |
C |
Mn |
S i |
Cr |
Ni |
Mo |
Cu |
Ti |
V |
S |
P |
П рочие элементы |
||||||||
|
До старения, Дж/ см2 (кгс·м/ см2 ) |
После старения, Дж / см2 (кгс· м/ см2) |
Тип образца |
|||||||||||||||||||||||||
6 . КАРТА ИЗМЕРЕНИЙ КОРПУСА СОСУДА
|
Наименование элемента |
Номер эскиза |
Номер сечения |
Диаметр, мм |
Овальность, % |
Отклонение от прямолинейности, мм |
Смещение кромок сварных стыковых соединений, мм |
|||||||
|
Номинальный наружный или внутренний |
Отклонение |
допускаемая |
измеренная |
допускаемое |
измеренное |
продольных |
кольцевых |
||||||
|
допускаемое |
измеренное |
допускаемое |
измеренное |
допускаемое |
измеренное |
||||||||
7 . РЕЗУЛЬТАТЫ ИСПЫТАНИЙ И ИССЛЕДОВАНИЙ СВАРНЫХ СОЕДИНЕНИЙ
|
Наименование элемента и номер чертежа (эскиза) с указанием соединения, для которого изготовлялись контрольные соединения |
Документ о проведении испытаний (номер и дата) |
Механические испытания |
Металлографические исследования |
К леймо сварщика |
|||||||||||||
|
Сварное соединение |
Металл шва |
Зона термического влияния ( околошовная зона) |
Оценка |
Номер и дата документа макро- или микроисследования |
Оценка |
||||||||||||
|
Временное сопротивление Rm , МП а (кгс/см2 ) |
Ударная вязкость |
Диаметр правки и угол изгиба |
Временное сопротивление Rm , МПа (кгс/см 2 ) |
Относительное удлинение А 5 , % |
Твердость НВ |
Ударная вязкость |
Твердость НВ |
||||||||||
|
Величина , Дж/ см2 (кг с· м/см2 ) |
Температура, °С |
Тип образца |
В еличина, Дж/ см2 (кгс· м/см2) |
Температура , °С |
Тип образца |
||||||||||||
8 . ДАННЫЕ О НЕРАЗРУШАЮЩЕМ КОНТРОЛЕ СВАРНЫХ СОЕДИНЕНИЙ
|
Обозн ачение сварного шва |
Номер и дата документа о проведении контроля |
Метод контроля |
Объем контроля, % |
Описание дефектов |
Оценка |
|||||||||||||||||||||||||
|
9 . ДАННЫЕ О ДРУГИХ ИСПЫТАНИЯХ И ИССЛЕДОВАНИЯХ 10 . ДАННЫЕ О ТЕРМООБРАБОТКЕ |
||||||||||||||||||||||||||||||
|
Наименование элемента |
Номер и дата документа |
Вид термообработки |
Температура термообработки, °С |
Скорость, °С /ч |
Продолжительность выдержки, ч |
Способ охлаждения |
||||||||||||||||||||||||
|
нагрева |
охлаждения |
|||||||||||||||||||||||||||||
|
11 . ДАННЫЕ О ГИДРАВЛИЧЕСКОМ (ПНЕВМАТИЧЕСКОМ) ИСПЫТАНИИ Сосуд успешно прошел следующие испытания: |
||||||||||||||||||||||||||||||
|
Вид и условия испытания |
Испытываемая часть сосуда |
|||||||||||||||||||||||||||||
|
Гидравлическое испытание |
Пробное давление, МП а (кгс/см2 ) |
|
|
|
|
|||||||||||||||||||||||||
|
Испытательная среда |
|
|
|
|
||||||||||||||||||||||||||
|
Температура испытательной среды, °С |
|
|
|
|
||||||||||||||||||||||||||
|
Продолжительность выдержки, ч (мин) |
|
|
|
|
||||||||||||||||||||||||||
|
Пневмат ическое испытание |
Пробное давление, МПа (кгс/см2) |
|
|
|
|
|||||||||||||||||||||||||
|
Продолжительность выдержки, ч (мин) |
|
|
|
|
||||||||||||||||||||||||||
|
П оложение сосуда при испытании*1 |
горизонтальное |
|
вертикальное |
|
||||||||||||||||||||||||||
|
* 1 В нужной графе указать «Да» |
||||||||||||||||||||||||||||||
|
12 . ЗАКЛЮЧЕНИЕ Сосуд изготовлен в полном соответствии с Правилами устройства и безопасной эксплуатации сосудов, работающих под давлением, и техническими условиями ______ _ ___________________________________________________________________________ (наименование, обозначение и дата утверждения документа) Сосуд подвергнут наружному и внутреннему осмотру и гидравлическому (пневматическому) испытанию пробным давлением согласно разделу 11 настоящего паспорта. Сосуд признан годным для работы с указанными в настоящем паспорте параметрами. Главный инженер ___________________________ _____________________________ (подпись) (расшифровка подписи) М.П. Начальник ОТК _____________________________ _____________________________ (подпись) (расшифровка подписи) « __» _________________ 19 __ г. (дата) 13 . СВЕДЕНИЯ О МЕСТОНАХОЖДЕНИИ СОСУДА |
||||||||||||||||||||||||||||||
|
Наименование предприятия-владельца |
Местонахождение сосуда |
Дата установки |
||||||||||||||||||||||||||||
|
14 . ОТВЕТСТВЕННЫЕ ЗА ИСПРАВНОЕ СОСТОЯНИЕ И БЕЗОПАСНОЕ ДЕЙСТВИЕ СОСУДА |
||||||||||||||||||||||||||||||
|
Номер и дата приказа о назначении |
Должность, фамилия, имя, отчество ответственного |
Подпись |
||||||||||||||||||||||||||||
|
15 . СВЕДЕНИЯ ОБ УСТАНОВЛЕННОЙ АРМАТУРЕ |
||||||||||||||||||||||||||||||
|
Дата |
Наи меновани е |
Количество, шт. |
Условный проход, мм |
Условное давление, МПа (кгс /см2 ) |
Материал (марка, ГОСТ или ТУ) |
Место установки |
Подпись ответственного лица за исправное состояние и безопасное действие сосуда |
||||||||||||||||||||||
|
16 . ДРУГИЕ ДАННЫЕ ОБ УСТАНОВКЕ СОСУДА а) к оррозионность среды ___________________________________________________ б) противокоррозионное покрытие ___________________________________________ в) тепловая изоляция ______________________________________________________ г ) футеровка _____________________________________________________________ д) схема подключения сосуда в установку (линию) _____________________________ 17 . СВЕДЕНИЯ О ЗАМЕНЕ И РЕМОНТЕ ОСНОВНЫХ ЭЛЕМЕНТОВ СОСУДА И АРМАТУРЫ |
||||||||||||||||||||||||||||||
|
Освидетельствование |
Разрешенное давление, МПа (кг с/см2 ) |
Срок следующего освидетельствования |
||||||||||||||||||||||||||||
|
Дата |
Результаты |
|||||||||||||||||||||||||||||
|
18 . ЗАПИСЬ РЕЗУЛЬТАТОВ ОСВИДЕТЕЛЬСТВОВАНИЯ |
||||||||||||||||||||||||||||||
|
Дата |
Сведения о замене и ремонте |
Подпись ответственного лица, проводившего работы |
|
|||||||||||||||||||||||||||
|
19 . РЕГИСТРАЦИЯ СОСУДА Сосуд зарегистрирован за № ________________________________________________ в _ _________________________________________________________________________ (регистрирующий орган) В паспорте пронумеровано и прошнуровано __________________________________ ст раниц и ___________ чертежей. ______________________________________ ____________ ________________________ (должность представителя регистрирующего органа) (подпись) (Ф. И. О.) М .П . «__» _____________ 20 __ г. |
||||||||||||||||||||||||||||||
Примечание :
К паспорту должны быть приложены:
чертежи сосуда с указанием основных размеров;
расчет на прочность;
инструкция по монтажу и эксплуатации, включая регламент проведения в зимне е время пуска (остановки) сосуда.
При необходимости могут быть дополнительно приложены другие документы (например, сводный лист заводских изменений, комплектовочная ведомость, спецификация с указанием основных размеров сборочных единиц и т.п.).
ИНСТРУКЦИЯ О ПОРЯДКЕ ОФОРМЛЕНИЯ И ЗАПОЛНЕНИЯ ПАСПОРТА
I . ОБЩИЕ ПОЛОЖЕНИЯ
1 .1. Паспорт сосуда должен быть издан типографским способом. Формат паспорта 210 ×297 мм. Обложка паспорта - жесткая. Листы паспорта должны быть выполнены на плотной бумаге одного качества.
1.2 . Разделы (таблицы) паспорта должны заполняться черными чернилами (тушью или пастой) чертежным шрифтом с высотой букв и цифр не менее 3 ,5 мм или машинописным способом. Надписи и знаки должны быть четкими и понятными.
1.3. Изложение содержания разделов (таблиц) паспорта должно быть кратким и четким, исключающим возможность различного толкования.
1 .4 . Обозначения, определения и термины должны соответствовать установленным в нормативной документации, а при их отсутствии - общепринятым в научно-технической литературе.
1 .5 . Единицы измерения физических величин следует указывать в системе «СИ» или в системе « СГС» (например, 4 ,0 МПа или 40 ,0 кг с/см2 ).
1 .6 . Опечатки, описки и графические неточности, допущенные в процессе заполнения паспорта, разрешается исправлять подчисткой или закрашиванием белой краской с нанесением на этом месте исправленного текста (графики). Повреждение листов, помарки или следы не полностью удаленного текста (графики) не допускаются. Правомочность (законность) исправления следует подтвердить надписью «Исправленному верить», заверенной печатью.
1.7 . В тексте не допускаются сокращения слов, за исключением установленных правилами русской орфографии или нормативно-т ехнической документацией.
Перед отрицательными значениями величин следует писать с лово «минус». Не допускается проставлять математический знак (например, « +» , « -» , « <», « >», « =» и др.) без цифры, а также математический знак минус («-» ) перед отрицательным значением величины.
1 .8 . Все строки и графы разделов (таблиц) должны быть заполнены.
Не допускается ставить кавычки вместо повторяющихся цифр, марок сталей, знаков, математических и химических символов.
Если в строках или графах разделов (таблиц) не требуется указывать цифровые или иные сведения, то в них ставят прочерк.
1.9 . Раздел «Удостоверение о качестве изготовления сосуда», разделы 1 - 12 и приложения заполняются изготовителем сосуда, а разделы 13 - 19 - владельцем сосуда.
II . ПОРЯДОК ЗАПОЛНЕНИЯ РАЗДЕЛОВ ПАСПОРТА
2.1. Раздел «Содержание паспорта»
2.1.1. Раздел заполняется после составления и формирования паспорта.
2 .1 .2 . В графе «Наименование раздела (таблицы) и приложения» перечисляются все разделы паспорта, содержащие сведения о данной конструкции, а также прилагаемые к паспорту документы.
2.1 .3. В графе «Количество листов» указывается общее число листов документа данного наименования. При отсутствии отдельных разделов для конкретного сосуда в данной графе делается запись «Отсутствует».
2 .2 . Раздел «Удостоверение о качестве изготовления сосуда»
2 .2 .1. В строке «зав. №» следует указывать порядковый номер с осуда по системе нумерации изготовителя.
2 .3 . Раздел «1. Техническая характеристика и параметры»
2 .3.1. В графах заголовка таблицы «Наименование частей сосуда» следует указывать наименование герметично разделенных пространств (частей) сосуда: корпус, рубашка, трубное пространство и т.д.
2 .3 .2 . В строке «Рабочее давление» указывается рабочее давление, приведенное в конструкторской документации (в чертеже общего вида или в сборочном чертеже), или условное давление для стандартных сосудов. В случае, когда указывается условное давление, необходимо дать сведения о пределах применения сосуда в зависимости от давления и температуры.
2 .3 .3 . В строке «Расчетное давление» указывается расчетное давление, приведенное в конструкторской документации (в чертеже общего вида или в сборочном чертеже).
2 .3 .4 . В строке «Пробное давление» указывается давление, при котором проводилось гидравлическое (пневматическое) испытание сосуда. При замене гидравлического (пневматического) испытания другим видом испытания в этой строке делается запись: «См. раздел 9 ».
2 .3 .5 . В строках «Рабочая температура среды» и «Расчетная температура стенки» указывается температура, приведенная в конструкторской документации (в чертеже общего вида или в сборочном чертеже).
2 .3 .6 . В строке «Минимально допустимая отрицательная температура стенки» для сосудов, устанавливаемых на открытой площадке или в неотапливаемом помещении, следует указывать одну из температур:
абсолютную минимальную температуру наружного воздуха района установки сосуда, если температура стенки может стать отрицательной от воздействия окружающего воздуха, когда сосуд находится под давлением;
отрицательную температуру стенки сосуда, находящегося под давлением, если она ниже абсолютной минимальной температуры наружного воздуха района установки сосуда;
среднюю температуру наружного воздуха наиболее холодной пятидневки района установки сосуда, если температура стенки всегда положительная, когда сосуд находится под давлением.
Для сосудов, устанавливаемых в отапливаемом помещении, строка «Минимально допустимая отрицательная температура стенки» не заполняется.
2 .3 .7 . Строка «Наименование рабочей среды» заполняется в соответствии с конструкторской документацией (чертежом общего вида или сборочным чертежом), а при отсутствии сведений о среде в чертеже данная строка заполняется владельцем сосуда.
2 .3 .8 . В строке «Характеристика рабочей среды» следует указывать класс опасности по ГОСТ 12.1.007, взры воопасность («Да» и ли «Нет»), пожароопасность («Да» или «Нет») среды.
2 .3 .9 . Строка «Прибавка для компенсации коррозии (эрозии)» заполняется в соответствии с технической характеристикой сборочного чертежа.
2 .3 .10 . В строке «Вместимость» указывается номинальный объем рабочего пространства (частей) сосуда. Вместимость указывается при необходимости, например для емкостей, реакторов.
2 .3 .11 . В строках «Масса пустого сосуда» и «Максимальная масса заливаемой среды» указываются сведения только для сосудов со сжиженными газами, степень заполнения которых средой устанавливается взвешиванием или другим надежным способом контроля.
2 .3.12 . В строке «Расчетный срок службы сосуда» указывается расчетный (назначенный) срок службы сосуда согласно сведениям организации-проектировщика сосуда.
2 .4 . Раздел «2 . Сведения об основных частях сосуда»
2 .4 .1 . Графа «Наименование частей сосуда» заполняется по сборочному чертежу.
2 .4 .2 . В графе «Количество» указывается общее число однотипных частей сосуда.
2 .4 .3 . В графе «Размеры» указываются номинальные размеры (диаметр, толщина стенки, длина или высота) частей сосуда после изготовления.
2 .4 .4 . В графе «Основной металл» указываются марка стали и номер стандарта (ТУ) на химический состав металла.
2 .4 .5 . В графе «Данные о сварке (пайке)» указываются способ выполнения соединения (сварка или пайка), вид сварки (автоматическая, ручная и т.д.), марка и стандарт (ТУ) присадочных материалов.
2 .5. Раздел «3. Данные о штуцерах, фланцах, крышках и крепежных изделиях»
2 .5 .1. В графе «Наименование» указывается обозначение штуцера и перечисляются все детали, входящие в данный узел (пат рубок, фланец, крышка, укрепляющее кольцо, прокладка, крепеж), а такж е обозначение фланца и крышки сосуда.
2 .5 .2 . В графе «Количество» указывается общее число одно типны х деталей.
2 .5 .3. В графе «Размеры» следует указывать:
для патрубка - наружный диаметр и толщину стенки;
для фланца - номер по спецификации или обозначение по стандарту и номер стандарта;
для крышки - номер по спецификации или обозначение по стандарту и номер стандарта, или наружный диаметр и толщину;
для укрепляющего кольца - наружный диаметр и толщину или номер по спецификации;
для прокладки - наружный диаметр и толщину или номер по спецификации, или номер стандарта;
для крепежа - номинальный диаметр резьбы.
2 .5 .4 . В графе «Материал» указывается марка стали и номер стандарта (ТУ) на химический состав и технические требования.
2 .6 . Раздел «4 . Данные о предохранительных устройствах, основной арматуре, контрольно-измерительных приборах, приборах безопасности»
2 .6.1. Раздел заполняется изготовителем сосуда только в случае поставки предохранительных устройств, арматуры и приборов вместе с сосудом, в противном случае изготовитель делает запись «В объем поставки не входит».
2 .6 .2 . В графе «Наименование» указываются:
для предохранительного клапана - наименование или условное обозначение по паспорту;
для мембранного предохранительного устройства - наименование или тип по паспорту;
для запорной и запорно-ре гу лирую щей арматуры, а также приборов для измерения давления, температуры, указателей уровня жидкости и т.п. - наименование или условное обозначение по нормативной документации (ТУ).
При установке звуковых, световых или других сигнализаторов и блокировок следует указать подробную их характеристику.
2 .6 .3 . В графе «Количество» указывается общее число устройств, арматуры, приборов одного типа.
2 .6 .4 . В графе «Место установки» указывается наименование сборочной единицы, на которой устанавливаются устройство, арматура или приборы.
2 .6 .5 . В графе «Условный проход» для мембранных предохрани тельных устройств указывается условный диаметр мембраны.
2 .6 .6 . В графе «Условное давление» для мембранных предохранительных устройств указывается минимальное и максимальное давление срабатывания.
2 .6 .7 . В графе «Материал корпуса» указываются марка стали и номер стандарта на химический состав и технические требования.
2 .7 . Раздел «5 . Данные об основных материалах, применяемых при изготовлении сосуда»
2 .7.1. В графе «Наименование элемента» указывается наименование элементов, которые находятся под давлением (обечайка, днище, крышка, трубная решетка, рубашка, штуцера, фланцы и т.д .).
2 .7 .2 . В графе «Материал» указываются марка материала, номер стандарта (ТУ) на химический состав и технические требования, номер плавки (партии) из сертификата на материал, номер и дата сертификата изготовителя металлопродукции или протокола или, в случае отсутствия сертификата, номер и дата протокола заводских испытаний изготовителя сосуда.
2 .7 .3 . В остальных графах указываются данные из сертификатов изготовителя металлопродукции, а в случае отсутствия сертификатов - данные из протоколов заводских испытаний изготовителя сосуда.
2 .8 . Раздел «6 . Карта измерений корпуса сосуда»
2 .8 .1. В графе «Наименование элемента» указываются элементы сосуда, на которых проводятся соответствующие измерения согласно требованиям нормативно-технической документации.
2 .8 .2 . В графе «Номер эскиза» указывается соответствующий номер эскиза, прилагаемого изготовителем сосуда к настоящему разделу паспорта. Эскиз может быть выполнен по примеру эскиза № 1.
2 .8 .3 . В графе «Номер сечения» указывается обозначение сечени я элемента согласно прилагаемому эскизу.
2 .8 .4 . В графе «Диаметр» указываются:
номинальный внутренний или наружный диаметр согласно ч ертежу общего вида или сборочному чертежу;
допускаемое отклонение диаметра согласно требованиям нормативно-технической документации;
фактические отклонения диаметра, измеренные в трех сечениях (по торцам, на расстоянии не более 100 мм от торца, и в середине элемента).
2 .8 .5 . В графах «Овальность» и «Отклонение от прямолинейности» указываются:
допускаемые величины относительной овальности и отклонения от прямолинейности, регламентированные требованиями Правил устройства и безопасной эксплуатации сосудов, работающих под давлением, или нормативно-технической документации, согласованной с Госгортехнадзором России;
фактические величины относительной овальности и отклонения от прямолинейности.
Число сечений, в которых проводится замер данных параметров, устанавливается ОТ К изготовителя в зависимости от конструкции, габаритов, результатов внешнего осмотра сосуда.
2 .8 .6 . В графе «Смещение кромок сварных стыковых соединений» указываются для продольных и кольцевых швов:
допускаемые величины, регламентируемые требованиями Правил устройства и безопасной эксплуатации сосудов, работающих под давлением, или нормативно-технической документации, согласованной с Госгортехнадзором России;
фактические результаты измерений.
2 .9 . Раздел «7 . Результаты испытаний и исследований сварных соединений»
2 .9 .1. В графе «Наименование элемента …» указывается наименование детали или сборочной единицы с номерами (обозначениями) сварных швов одного типа, для которых изготовляется контрольное сварное соединение.
Наименование детали или сборочной единицы с указанием номера (обозначения) сварного шва должно соответствовать схеме контроля сварных швов, входящей в состав проекта сосуда, или эскизу, прилагаемому изготовителем сосуда к настоящему разделу паспорта, на котором указаны тип сварных швов, их число и расположение. Эскиз может быть выполнен по примеру эскиза № 2 .
2 .9 .2 . В графе «Документ о проведении испытания» указываются наименование, номер и дата документа о проведении испытания.
2 .9 .3 . В графе «Механические испытания» для сварного соединен ия указываются:
временное сопротивление (предел прочности) сварного соеди н ения при температуре 20 °С;
величина ударной вязкости, температура испытания и тип образца;
диаметр оправки и у г ол загиба при испытании на изгиб при температуре 20 °С.
Графы «Механические испытания» для металла шва и зоны термического влияния заполняются в случаях, оговоренных в технической документации.
В графе «Механические испытания» для металла шва указываются:
временное сопротивление (предел прочности) при температуре 20 °С;
относительное удлинение при разрыве;
твердость.
В графе «Механические испытания» для зоны термическог о влияния (околошовная зона), в которой проявляется температу рно-деформационное влияние сварки, указываются величина ударной вязкости, температура испытания, тип образца и твердость по Бринеллю.
В графе «Оценка» указываются оценка результатов механических испытаний и ссылка на нормативно-технический документ (например, «Соответствует правилам Госгортехнадзора России »).
2 .9 .4 . В графе «Металлографические исследования» указываются:
номер и дата документа о проведении макро- и микроисследования;
оценка результатов металлографических исследований и ссыл к а на нормативно-технический документ (например, «Соответствует правилам Госгортехнадзора России»).
2 .9 .5 . В графе «Клеймо сварщика» указывается клеймо сварщик а, выполнявшего сварные швы элемента и контрольные сварны е соединения.
Если сварные швы элемента выполнялись несколькими свар к ами, то следует указать клейма всех этих сварщиков.
2 .10 . Раздел «8 . Данные о неразрушающем контроле сварных соединений»
2 .10 .1. В графе «Обозначение сварного шва» указывается номер или обозначение сварного шва в соответствии со схемой контроля сварных швов, входящей в состав проекта, или эскизом, прилагаемым изготовителем к настоящему разделу паспорта. Эскиз может быть выполнен по примеру эскиза № 3. Допускается в данной графе указывать наименование сварного узла (например, «корпус», «рубашка», «распредкамера» и т.д.) и соединения (например, «шов: обечайка + обечайка»; «поперечный шов»; «фланец + днище» и т.д.).
2.10 .2 . В графе «Номер и дата документа о проведении контроля» указывается номер и дата документа (протокола, отчета или акта) о проведении неразрушающего контроля.
2 .10 .3 . В графе «Метод контроля» указывается примененный метод неразрушающего контроля (радиографический, ультразвуковой).
2 .10 .4 . В графе «Объем контроля» указывается объем проведенного контроля.
2 .10 .5 . В графе «Описание дефектов» указываются выявленные дефекты (характер, число и величина дефектов) или делается запись «Без дефектов».
2.10 .6 . В графе «Оценка» указывается оценка результата контроля и ссылка на нормативно-технический документ (например, «Соответствует правилам Госгортехн ад зора России»).
2 .11 . Раздел «9 . Данные о других испытаниях и исследованиях»
2.11.1. В разделе указываются методы испытаний и исследований, не предусмотренные предыдущими разделами настоящего паспорта (испытание на стойкость против межк рист ал лит ной коррозии, стил оскопирование и др.).
2.12 . Раздел «10 . Данные о термообработке»
2.12.1. В графе «Наименование элемента» указывается наименование сборочной единицы, детали или элемента, которые подвергались термообработке.
2.12 .2 . В графе «Номер и дата документа» указываются номер и дата документа (протокола, акта) о проведении термообработки.
2 .12 .3 . Раздел может быть заменен диаграммой термообработк и, включающей все сведения настоящего раздела.
2.13. Раздел «11. Данные о гидравлическом (пневматическом) испытании»
2.13.1. Раздел заполняется изготовителем сосуда, если испытание проводилось на предприятии-изготовителе, или организацией, проводившей испытание на месте монтажа (установки).
2.13 .2 . В графе «Испытываемая часть сосуда» указывается рабочее пространство (корпус, рубашка, трубное пространство и т.п.), подвергаемое испытанию.
2 .13 .3 . В графе «Испытательная среда» указывается «Вода» или, если используется другая жидкость, ее наименование.
2.13 .4 . В зависимости от положения (горизонтальное или вертикальное) сосуда при испытании в соответствующей графе указать «Да».
2.14 . Раздел «12 . Заключение»
2.14 .1 . В первом абзаце следует указать номер и наименование стандарта (ТУ), в соответствии с которым изготовлен сосуд.
2.14 .2 . Подписи главного инженера и начальника ОТК должны быт ь заверены печатью.
2 .15 . Разделы 13 - 19
2 .15 .1 . Разделы 13 - 19 заполняются владельцем сосуда.
2.15 .2 . Изготовитель сосуда должен предусмотреть в паспорте для раздела 17 не менее двух страниц, а для раздела 18 - не менее 10 страниц.
2.16 . Приложения
2.16.1. Чертежи сосуда должны давать возможность проверки расчетом принятых размеров и контроля соответствия сосуда треб ованиям конструкторской документации.
2.16 .2 . Расчет на прочность должен быть выполнен для элементов, работающих под давлением, по нормативной документации, согласованной с Госгортехнад зором России. Расчет на прочность э лементов, принятых по стандартам, в которых указаны условия эк спл уатации (давление, температура), допускается не прилагать, и в этом случае следует сделать ссылку на соответствующий стандарт. Расчет на малоцикловую усталость выполняется при числе циклов наг ружени я более 103 .
2 .16 .3 . Руководство по эксплуатации составляется разработчиком сосуда и должно включать регламент проведения в зимнее время пуска (остановки) сосуда, устанавливаемого на открытой площадке или в неотапливаемом помещении.
Пример:
Эскиз № 1 к разделу « 6. Карта измерений корпуса сосуда»
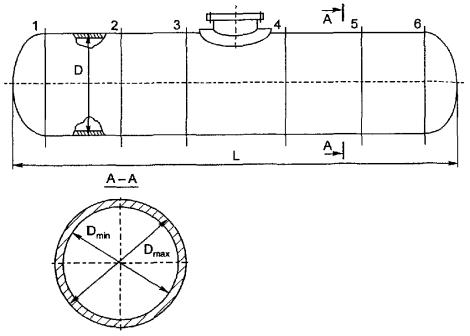
Эск и з № 2 к разделу « 7. Результаты испытаний и исследований сварных соединений»
1 - обечайка серединная, контрольная пластина № ____
Эскиз № 3 к разделу « 8. Данные о неразрушающем контроле сварных соединений»
Примечание . Все участки сварных швов, подвергаемых контролю, в том числе места пересечения швов, должны быть обозначены на схеме.
Приложение 3
ПОДРАЗДЕЛЕНИЕ СТАЛЕЙ НА ТИПЫ, КЛАССЫ
|
Тип, класс стали |
Марка стали |
|
Углеродистый |
Ст 3 , 10 , 20 , 15 К, 16 К, 18 К, 20 К, 22 К, 20 ЮЧ |
|
Низколегированный марганцовистый, марганцовокремнист ы й |
16 ГС, 17 ГС, 17Г1С, 09Г2 С, 10 Г2 СФ, 09 Г2 , 10 Г2С1, 10 Г2 , 10 Г2 С1 Д, 09 Г2 СЮЧ, 16 ГМЮЧ, 09 Г2 СФБ |
|
Мартенситн ы й* |
15 X5 , 15 Х5 М, 15 Х5 ВФ, 12 Х8 ВФ, 20 X13 , Х9 М, 12 X13 |
|
Ферритн ы й |
08 X13 , 08 X17 Т, 15 Х25 Т |
|
Аустенитно-феррит ны й |
08 Х22 Н6 Т, 12 Х21 Н5 Т, 08 Х18 Г8Н2 Т, 15 Х18 Н12 С4 ТЮ |
|
Аустенит ны й |
10 Х14Г14Н4 Т, 08 Х18 Н10 Т, 08 Х18Н12 Б, 10Х17 Н13 М2 Т, 08 Х17Н15 М3 Т, 037 Н14 М3 , 12 Х18 Н12 Т, 02 Х18 Н11 , 02 Х8 Н22 С6 , 039АГЗН10Т, 07ХГЗАГ20 , 12 Х18 Н10 Т, 12 Х18 Н9 Т, 03Х21Н21 М4 ГБ |
|
Сплавы на железоникелевой и никелевой основе |
06 Х28 МДТ, 03 МДТ, ХН32 Т |
|
* Стали указанного типа и класса склонны к подкалке. |
|
П рил ож ени е 4
ПЕРЕЧЕНЬ МАТЕРИАЛОВ, ИСПОЛЬЗУЕМЫХ ДЛЯ ИЗГОТОВЛЕНИЯ СОСУДОВ, РАБОТАЮЩИХ ПОД ДАВЛЕНИЕМ
Таблица 1
Листовая сталь
|
Марка стали, обозначение стандарта или технических условий |
Технические требования |
Рабочие условия |
Виды испытания и требования |
Примечания, данные в конце таблицы |
|
|
Температура стенки, °С |
Давление среды, МПа (кгс/см 2 ), не более |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Ст 3 сп, Ст3п с, Ст3 кп2 ГОСТ 380 ГОСТ 14637 |
ГОСТ 14637 |
От 10 до 200 |
1 ,6 (16 ) |
ГОСТ 14637 |
п. 1 |
|
Ст 3 сп, Ст3 пс, Ст3 Гпс категорий 3 , 4 , 5 в зависимости от рабочей температуры ГОСТ 380 ГОСТ 14637 |
ГОСТ 14637 ТУ 14 -1 -3023 группы 1, 2 |
О т -0 д о 425 |
5 (50 ) |
ГОСТ 14637 ТУ 14 -1 -3023 |
пп. 2, 4 , 5, 7, 8 |
|
16 К, 18 К, 20 К, 22 К категорий 3 , 5 , 11 , 17 , 18 в зависимости от рабочей температуры ГОСТ 5520 |
ГОСТ 5520 |
От - 20 до 475 |
Не ограничено |
ГОСТ 5520 |
пп. 4 , 5 , 8 |
|
22К ТУ 108 .11 -543 |
ТУ 108 .11 -543 |
От - 20 до 350 |
Не ограничено |
ТУ 108 .11 -543 |
пп. 7, 8 |
|
15 , 20 ГОСТ 1050 |
ГОСТ 1577 |
О т -20 до 425 |
5 (50 ) |
ГОСТ 1577 |
пп. 3 , 7, 8 |
|
09Г2 С, 10Г2 С1 категорий 3, 4, 5, 6, 7 , 8 , 9, 12, 13, 14, 15, 16 , 17, 18 в зависимости от рабочей температ уры ГОСТ 5520 |
ГОСТ 5520 |
О т -70 до 475 |
Не ограничено |
ГОСТ 5520 |
пп. 4 , 8 |
|
17 ГС, 17Г1С , 16 ГС категорий 3, 4 , 5 , 6 , 12 , 18 в зависимости от рабочей температуры ГОСТ 5520 |
ГОСТ 5520 |
О т -40 до 475 |
Не ограничено |
ГОСТ 5520 |
пп. 4, 8 |
|
09 Г2 С-Ш ТУ 14 -1 -2072 |
ТУ 14 -1 -2072 |
От -60 до 475 |
Не ограничено |
ТУ 14 -1 -2072 |
п. 7 |
|
09 Г2 СЮЧ, 09 ХГ2 СЮЧ ТУ 14 -1 -5065 |
ТУ 14 -1 -5065 |
От - 70 до 475 |
Не ограничено |
ТУ 14 -1 -5065 |
п. 7 |
|
17 ГС, 17 Г1 С, 16 ГС , 14Г2 , 09Г2 С категорий 1, 2 , 3, 4 , 12 в зависимости от рабочей температуры ГОСТ 19281 |
ГОСТ 19281 |
От - 40 до 475 |
Не ограничено |
ГОСТ 19281 |
пп. 6, 7 , 12 |
|
14Г2 АФ, 16Г2 АФ ГОСТ 19281 |
ГОСТ 19281 |
О т -60 до 475 От - 50 до 400 |
5 (50 ) Не ограничено |
ГОСТ 19281 |
пп. 6, 7 , 12 |
|
09Г2 ФБ, 10 Г2 ФБ ТУ 14 -1-4083 |
ТУ 14 -1 -4083 |
От - 60 до 420 |
10 (100 ) |
ТУ 14 -1-4083 |
п. 7 |
|
09Г2 БТ, 10 Г2 БТ, 07 ГФБ-У ТУ 14 -1 -4083 |
ТУ 14 -1 -4083 |
От - 70 до 200 |
Не ограничено |
ТУ 14 -1-4083 |
п. 7 |
|
Е 40 , Е32 ГОСТ 5521 |
ГОСТ 5521 |
О т 0 д о 200 |
Не ограничено |
ГОСТ 5521 |
п. 7 |
|
10 ХСНД, 15 ХСНД ГОСТ 19281 |
ГОСТ 19281 |
От 40 до 400 |
Не ограничено |
ГОСТ 19281 |
пп. 6 , 7 , 12 |
|
А, В ГОСТ 5521 |
ГОСТ 5521 |
О т 0 д о 200 |
Не ограничено |
ГОСТ 5521 |
пп. 2 , 7 , 8 |
|
Д32 , Д40 ГОСТ 5521 |
ГОСТ 5521 |
О т -20 до 200 |
Не ограничено |
ГОСТ 5521 |
пп. 2, 7 , 8 |
|
12 ХМ ГОСТ 20072 |
ТУ 14 -1 -642 |
О т -40 до 540 |
Не ограничено |
ТУ 14 -1 -642 |
|
|
12 ХМ ТУ 14 -1 -642 ТУ 24-10 -003 |
ТУ 24-10 -003 ТУ 108 .1263 |
О т -40 до 560 |
Не ограничено |
ТУ 24 -10 -003 ТУ 108 .1263 |
|
|
12Х М категории 3 ГОСТ 5520 |
ГОСТ 5520 |
О т -0 д о 560 |
Не ограничено |
ГОСТ 5520 |
|
|
12 ХМ ТУ 14 -1 -2304 |
ТУ 14 -1 -2304 |
От -40 до 560 |
Не ограничено |
ТУ 14 -1 -2304 |
|
|
12 ХМ, 15 ХМ ТУ 302 .02 .031 |
ТУ 302 .02 .031 |
От -40 до 550 |
Не ограничено |
ТУ 302 .02 .031 |
|
|
20Ю Ч ТУ 14 -1 -4853 |
ТУ 14 -1 -4853 |
О т -40 до 475 |
Не ограничено |
ТУ 14 -1 -4853 |
|
|
09 ХГ2 НАБЧ ТУ 14 -1 -3333 |
ТУ 14 -1 -3333 |
О т -40 до 475 |
Не ограничено |
ТУ 14 -1 -3333 |
|
|
15 Г2 СФ ТУ 14 -1-4502 |
ТУ 14 -1 -4502 |
От -60 до 350 |
Не ограничено |
ТУ 14 -1 -4502 |
|
|
15 Г2 СФ категорий 1 , 2 , 3 , 4 , 5 , 6, 12 , 13 , 14 в зависимости от рабочей температуры ГОСТ 19281 |
ГОСТ 19281 |
О т -60 до 350 |
Не ограничено |
ГОСТ 19281 |
пп. 6 , 7 |
|
10 Х2 ГН М ТУ 108 .11 -928 |
ТУ 108 .11 -928 |
О т -40 до 550 |
Не ограничено |
ТУ 108 .11 -928 |
|
|
16 ГНМА ОСТ 108 .030.118 |
ОСТ 108 .030 .118 |
От - 20 до 350 |
Не ограничено |
ОСТ 108 .030 .118 |
|
|
10 Х2 М1 А-А ТУ 302 .02 .121 |
ТУ 302 .02 .121 |
От -40 до 560 |
Не ограничено |
ТУ 302 .02 .121 |
|
|
10 Х2 М, 10 Х2 М1 ФБ ТУ 14 -1 -3409 |
ТУ 14 -1 -3409 без примеч. 4 к табл. 2 |
От -40 до 510 |
Не ограничено |
ТУ 14 -1 -3409 |
|
|
16 ГМЮЧ ТУ 14 -1-4824 |
ТУ 14 -1 -4824 |
От -40 до 520 |
Не ограничено |
ТУ 14 -1-4824 |
|
|
15Х5М ГОСТ 20072 |
Группа М 2б ГОСТ 7350 ТУ 14 -1 -2657 |
О т -10 до 650 |
Не ограничено |
ГОСТ 7350 ТУ 14 -1 -2657 |
|
|
12 Х2 МФА ТУ 108 .131 |
ТУ 108 .131 |
О т -40 до 500 |
Не ограничено |
ТУ 108 .131 |
|
|
15 Х2 МФА-А ТУ 302 .02 .014 |
ТУ 302 .02 .014 |
От - 40 до 510 |
Не ограничено |
ТУ 302 .02 .014 |
|
|
Свыше 510 до 560 |
10 (100 ) |
|
|
||
|
15 Х2 МФА ТУ 108 .131 |
ТУ 108 .131 |
О т 0 д о 500 |
Не ограничено |
ТУ 108 .131 |
|
|
18 Х2 МФА, 25 Х2 МФА, 25 Х3 МФА ТУ 108 .131 ТУ 5 .961 -11060 |
ТУ 108 .131 ТУ 5 .961 -11060 без п. 2 .13 е |
О т 0 до 500 |
Не ограничено |
ТУ 108 .131 ТУ 5 .961 -11060 |
|
|
38 ХН3М ФА ГОСТ 4543 |
ТУ 108 .11 .906 |
О т 0 до 500 |
Не ограничено |
ТУ 108 .11 .906 |
|
|
10 Х14 Г14 Н4Т ГОСТ 5632 |
Группа М 2 б ГОСТ 7350 Группы М 2а и М3 а ГОСТ 5582 |
О т -196 до 500 |
Не ограничено |
ГОСТ 7350 ГОСТ 5582 |
п. 10 |
|
08 Х22 Н6 Т, 08 Х21 Н6М2 Т ГОСТ 5632 |
Группа М2 б ГОСТ 7350 Группы М 2а и М3 а ГОСТ 5582 |
От -40 до 300 |
Не ограничено |
ГОСТ 7350 ГОСТ 5582 |
п. 10 |
|
03 Х19А Г3Н10 ТУ 14 -1 -2261 |
ТУ 14-1 -2261 |
О т -196 до 450 |
Не ограничено |
ТУ 14 -1 -2261 |
|
|
03 Х21 Н21 М4 ГБ ГОСТ 5632 |
Группа М 2 б ГОСТ 7350 |
О т -70 до 450 |
Не ограничено |
ГОСТ 7350 |
п. 10 |
|
08 Х18 Г8Н2 Т ГОСТ 7350 |
Группа М 2 б ГОСТ 7350 |
От - 20 до 300 |
5 (50 ) |
ГОСТ 7350 |
п. 10 |
|
07 Х13 АГ20 ТУ 14 -1 -2640 , ТУ 14 -1 -3342 |
ТУ 14 -1 -2640 ТУ 14 -1 -3342 |
От - 70 до 300 |
5 (50 ) |
ТУ 14 -1 -2640 ТУ 14 -1 -3342 |
|
|
08 Х18Н10 Т ГОСТ 5632 |
Группа М 2 б ГОСТ 7350 |
О т -253 до 610 |
Не ограничено |
ГОСТ 7350 |
п. 10 |
|
08 Х18 Н12 Б ГОСТ 5632 |
Группа М 2 б ГОСТ 7350 |
О т -196 до 610 |
Не ограничено |
ГОСТ 7350 |
п. 10 |
|
03 Х18 Н11 ГОСТ 5632 |
ТУ 14 -1 -3071 ТУ 14 -1 -2144 Группы М2а и М3 а ГОСТ 5582 |
О т -253 до 450 |
Не ограничено |
ТУ 14 -1 -3071 ТУ 14 -1 -2144 ГОСТ 5582 |
п. 10 |
|
04 Х18 Н10 ГОСТ 5632 |
Группа М 2 б ГОСТ 7350 |
О т -270 до 600 |
5 (50 ) |
ГОСТ 7350 |
п. 10 |
|
02 Х18Н11 ТУ 14 -1 -3071 |
ТУ 14 -1 -3071 |
О т -253 до 450 |
5 (50 ) |
ТУ 14 -1 -3071 |
|
|
08 Х17 Н13 М2 Т 10 Х17Н13М2 Т ГОСТ 5632 |
Группа М2 б ГОСТ 7350 Группы М2а и М3 а ГОСТ 5582 |
О т -253 до 700 |
Не ограничено |
ГОСТ 7350 ГОСТ 5582 |
п. 10 |
|
Х 17 Н13 М3Т ГОСТ 5632 |
Группа М2 б ГОСТ 7350 Группы М 2а и М3 а ГОСТ 5582 ТУ 14 -1 -394 , группа А |
О т -196 до 600 |
Не ограничено |
ГОСТ 7350 ГОСТ 5582 ТУ 14 -1 -394 |
п. 10 |
|
08 Х17 Н15М 3Т ГОСТ 5632 |
Группа М2 б ГОСТ 7350 |
О т -196 до 600 |
Не ограничено |
ГОСТ 7350 |
п. 10 |
|
03 ХН28МДТ 06 Х28 МДТ ГОСТ 5632 |
Группа М2 б ГОСТ 7350 Группы М2а и М3 а ГОСТ 5582 |
О т -196 до 400 |
Не ограничено |
ГОСТ 7350 ГОСТ 5582 |
п. 10 |
|
03 Х17 Н14 М3 ГОСТ 5632 |
ТУ 14 -1 -5071 ТУ 14 -1 -5056 ТУ 14 -1 -5073 ТУ 14 -1 -5054 |
О т -196 до 450 |
Не ограничено |
ТУ 14 -1 -5071 ТУ 14 -1 -5056 ТУ 14 -1 -5073 ТУ 14 -1 -5054 |
п. 10 |
|
08 Х18 Н10 ГОСТ 5632 |
Группа 2 ГОСТ 5582 Группа М2 б ГОСТ 7350 |
О т -270 до 600 |
Не ограничено |
ГОСТ 5582 ГОСТ 7350 |
п. 10 |
|
12 X18 Н9 Т 12 Х18 Н10 Т ГОСТ 5632 |
Группа М2 б ГОСТ 7350 ГОСТ 5582 |
О т -270 до 610 |
Не ограничено |
ГОСТ 7350 |
п. 10 |
|
08 X13 ГОСТ 5632 |
Группа М 2 б ГОСТ 7350 ГОСТ 5582 |
О т -40 до 550 |
Не ограничено |
ГОСТ 7350 |
п. 10 |
|
08 Х18Н10 Т 08 Х18 Н12 Б 12 Х18Н10 Т ГОСТ 5632 |
Группа М2 б ГОСТ 7350 ГОСТ 5582 |
От 610 до 700 |
5 (50 ) |
ГОСТ 7350 |
п. 10 |
|
20 X13 , 12 X13 ГОСТ 5632 |
Группа М2 б ГОСТ 7350 |
О т -40 до 550 |
Не ограничено |
ГОСТ 7350 |
п. 10 |
|
Х Н32 Т ТУ 14 -1 -625 |
ТУ 14 -1 -625 |
О т -70 до 900 |
Не ограничено |
ТУ 14 -1 -625 |
п. 10 |
|
15 Х18 Н12 С4 ТЮ ГОСТ 5632 |
ТУ 14 -1 -1337 |
От - 20 до 200 |
2 ,5 (25 ) |
ТУ 14 -1 -1337 |
п. 10 |
|
Х Н65МВ У, Х70 МФ-ВИ ТУ 14 -1-4253 |
ТУ 14 -1 -4253 |
О т -70 до 500 |
5 (50 ) |
ГОСТ 7350, группа А ГОСТ 5582 и п. 3.2 ОСТ 26 -01 -858 |
|
|
От - 70 до 300 |
1 (10 ) |
||||
|
08сп , 08Т ТУ 14 -1 -3172 |
ТУ 14 -1 -3172 |
О т -20 до 300 |
2 ,5 (25 ) |
ТУ 14 -1 -3172 |
п. 11 |
|
08ГТ ТУ 14 -1 -3899 |
ТУ 14 -1 -3899 |
О т -20 до 300 |
2 ,5 (25 ) |
ТУ 14 -1 -3899 |
п. 11 |
Примечания :
1 . Толщина листа не более 16 мм.
2 . Допускается применять листовой прокат сталей марок Ст 3 сп Ст3 пс категории 3 толщиной не более 40 мм; сталей марок Ст3 сп, Ст3 пс категорий 4 и 5 толщиной не более 25 мм, стали марки Ст3 Гпс толщиной не более 30 мм.
3 . Объем и виды испытаний сталей марок 15 и 20 по ГОСТ 1577 должны быть проведены по ГОСТ 5520 в том же объеме, что и для сталей марок 15 К, 16 К, 18 К и 20 К соответствующих категорий.
4 . Механические свойства листов толщиной менее 12 мм проверяются на листах, взятых от партии.
5 . Испытание на механическое старение проводится в том случае, если при изготовлении сосудов или их деталей, эксплуатируемых при температуре выше 200 °С, сталь подвергается холодной деформации (вальцовка, гибка, отбортовка и др.).
6 . Листы по ГОСТ 19281 должны поставляться с обязательным выполнением пп . 2.2.1, 2 .2 .2 , 2 .2 .3 , 2 .2 .7 , 2 .2 .9 , 2 .2 .12 ГОСТ, а также должен проводиться контроль макроструктуры по ГОСТ 5520 от партии листов.
7 . Испытания проводятся полистно при температуре эксплуатации ниже - 30 °С, выше 200 °С или при давлении более 5 МП а (50 кгс/см2 ) при толщине листа 12 мм и более.
8 . Допускается снижение температурного предела применения углеродистых и низколегированных сталей на 20 °С (но не ниже -70 °С ) для сосудов с толщиной стенки до 36 мм, если при расчете на прочность допускаемые напряжения уменьшены не менее чем в 1 ,35 раза и проведена термообработка сосуда.
Если при расчете на прочность допускаемые напряжения уменьшены не менее чем в 2 ,85 раза, то температурный предел применения указанных сталей может быть снижен на 20 °С (но не ниже -70 °С) без проведения термообработки сосуда.
9 . Для сталей, поставляемых по ГОСТ 5521, при температуре эксплуатации выше 200 °С необходимо проведение старения.
10 . Допускается применение листа по ГОСТ 7350 с качеством поверхности по группам М 3 б и М4 б при условии, что в расчете на прочность учтена глубина дефекта.
11 . Для эмалированных сосудов.
12 . ГОСТ 19281 распространяется на прокат из сталей повышенной прочности, применяемых для сосудов, не подвергаемых термической обработке. Возможность применения проката из сталей по ГОСТ 19281 для сосудов, подвергаемых термической обработке, должна согласовываться со специализированной научно-исследовательской организацией.
13 . Для изготовления деталей, не подлежащих сварке.
Таблица 2
Стальные трубы
|
Марка стали, обозначение стандарта или технических условий |
Технические требования |
Рабочие условия |
Виды испытаний и требования |
Примечания, данные в конце таблицы |
|
|
Температура стенки, °С |
Давление среды, М Па (кгс/см2 ), не более |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Ст3 сп3 , Ст3 пс3 ГОСТ 380 ГОСТ 14637 |
Трубы водогазопроводны е (усиленные) по ГОСТ |
От 0 д о 200 |
1 ,6 (16 ) |
|
|
|
Ст3 кп ГОСТ 380 ГОСТ 14637 |
Трубы электросварные по ГОСТ 10706, группа В |
От 10 до 200 |
1 ,6 (16 ) |
ГОСТ 10706, группа В |
п. 8 |
|
Ст3с п, Ст3п с категорий 4, 5 в зависимости от рабочей температуры ГОСТ 380 ГОСТ 14637 |
Трубы электросварные по ГОСТ 10706, группа В |
От -20 до 400 |
5 (50 ) |
ГОСТ 10706, группа В |
п. 1 |
|
Ст3 сп3 , Ст3 пс3 ГОСТ 380 ГОСТ 14637 |
Трубы электросварные по ГОСТ 10706, группа В |
От 0 д о 200 |
5 (50 ) |
ГОСТ 10706, группа В |
п. 8 |
|
10, 20 ГОСТ 1050 |
Трубы электросварные ТУ 14 -3 -624 |
От -30 до 400 |
4 (40 ) |
ТУ 14 -3 -624 |
|
|
ГОСТ 550, группы А, Б ГОСТ 8733, группа В ГОСТ 8731, группа В |
От -30 до 475 |
5 (50 ) |
ГОСТ 550, ГОСТ 8733 группа В ГОСТ 8731 группа В |
пп. 2 , 3 , 4 |
|
|
10, 20 ГОСТ 1050 |
ГОСТ 550, группы А, Б ГОСТ 8733, группа В |
О т -30 до 475 |
16 (160 ) |
ГОСТ 550 ГОСТ 8733, группа В |
п. 5 |
|
10, 20 ГОСТ 1050 |
ГОСТ 550, группы А, Б ГОСТ 8731, группа В |
О т -30 до 475 |
16 (160 ) |
ГОСТ 550 ГОСТ 8731, группа В |
п. 6 |
|
ТУ 14 -3 -190 |
О т -30 до 425 |
6 ,4 (64 ) |
ТУ 14 -3 -190 |
|
|
|
20 ТУ 14 -3 -460 |
ТУ 14 -3 -460 |
О т -30 до 475 |
Не ограничено |
ТУ 14 -3 -460 |
п . 3 |
|
20 ЮЧ ТУ 14 -1 -4853 ТУ 14 -3 -1652 ТУ 14 -3 -1745 |
ТУ 14 -1 -4853 ТУ 14 -3 -1652 ТУ 14 -3- 1745 |
О т -40 до 475 |
Не ограничено |
ТУ 14 -1-4853 ТУ 14 -3 -1652 ТУ 14 -3 -1745 |
|
|
15 ГС ТУ 14 -3 -460 |
ТУ 14 -3-460 |
О т -40 до 400 |
Не ограничено |
ТУ 14 -3 -460 |
п. 3 |
|
09 Г2 С ГОСТ 19281 |
ТУ 14 -3 -500 ТУ 14 -3 -1128 |
О т -60 до 475 |
Не ограничено |
ТУ 14 -3 -500 ТУ 14 -3 -1128 |
|
|
10Г2 ФБ ТУ 14 -3 -1464 |
ТУ 14 -3 -1464 |
О т -60 до 420 |
10 (100 ) |
ТУ 14 -3 -1464 |
|
|
13 ГС, 13 Г1 С-У ТУ 14 -3 -1464 |
ТУ 14 -3 -1464 |
О т -40 до 300 |
5 ,5 (55 ) |
ТУ 14 -3 -1464 |
|
|
10 Г2 ГОСТ 4543 |
ГОСТ 550, группы А, В ГОСТ 8733, группа В ГОСТ 8731, группа В |
О т -70 до -31 |
Не ограничено |
ГОСТ 550 |
п. 7 |
|
О т -30 до 475 |
ГОСТ 550 ГОСТ 8733 ГОСТ 8731 |
||||
|
12 ХМ, 15 ХМ ТУ 302 .02 .031 |
ТУ 302 .02 .031 |
От 0 д о 550 |
Не ограничено |
ТУ 302 .02 .031 |
|
|
15 ХМ ТУ 14 -3-460 |
ТУ 14 -3 -460 |
О т -40 до 560 |
Не ограничено |
ТУ 14 -3 -460 |
|
|
12 Х1 МФ ГОСТ 20072 |
ТУ 14 -3 -460 |
О т -20 до 560 |
Не ограничено |
ТУ 14 -3 -460 |
|
|
15 X5 ГОСТ 20072 |
ГОСТ 550, группы А, Б |
О т -40 до 425 |
Не ограничено |
ГОСТ 550 |
|
|
15 Х5 М, 15 Х5 М-У, 15 Х5 ВФ ГОСТ 20072 |
ГОСТ 550, группы А, Б |
О т -40 до 650 |
Не ограничено |
ГОСТ 550 |
|
|
15 Х5 М-У ГОСТ 20072 |
ТУ 14 -3 -1080 |
О т -40 до 650 |
Не ограничено |
ТУ 14 -3 -1080 |
|
|
12 Х8 ВФ ГОСТ 20072 |
ГОСТ 550 |
О т -40 до 650 |
Не ограничено |
ГОСТ 550 |
|
|
Х 9 М ТУ 14 -3-457 |
ТУ 14 -3 -457 |
О т -40 до 650 |
Не ограничено |
ТУ 14 -3 -457 |
|
|
Х 8 ГОСТ 550 |
ГОСТ 550 |
О т -40 до 475 |
Не ограничено |
ГОСТ 550 |
|
|
10 Х14 Г14 Н4 Т ТУ 14 -3 -1905 |
ТУ 14 -3 -1905 |
О т -196 до 500 |
Не ограничено |
ТУ 14 -3 -1905 |
|
|
08 Х22 Н6 Т ГОСТ 5632 |
ГОСТ 9940 ГОСТ 9941 ТУ 14 -3 -1905 |
О т -40 до 300 |
Не ограничено |
ГОСТ 9940 ГОСТ 9941 ТУ 14 -3 -1905 |
|
|
08 Х21 Н6М2 Т ГОСТ 5632 |
ТУ 14 -3 -1905 |
О т -40 до 300 |
Не ограничено |
ТУ 14 -3 -1905 |
|
|
08 Х18 Г8 Н2 Т ТУ 14 -3 -1596 |
ТУ 14 -3 -1596 |
О т -20 до 300 |
2 ,5 (25 ) |
ТУ 14 -3 -1596 |
|
|
03 Х19А Г3Н10 ТУ 14 -3 -415 |
ТУ 14 -3 -415 |
О т -196 до 450 |
Не ограничено |
ТУ 14 -3 -415 |
|
|
03 Х17 Н14 М3 ТУ 14 -3 -396 |
ТУ 14 -3 -396 |
|
|
ТУ 14 -3 -396 |
|
|
08 Х18Н10 Т, 10 Х18 Н10 Т ГОСТ 5632 |
Трубы электросварные ТУ 14 -3 -1391 |
О т -273 до 610 |
5 (50 ) |
ТУ 14 -3 -1391 |
|
|
12 Х18 Н10 Т ГОСТ 5632 |
ГОСТ 9940 ГОСТ 9941 |
О т -270 до 610 |
Не ограничено |
ГОСТ 9940 ГОСТ 9941 |
|
|
12 Х18 Н12 Т ТУ 14 -3 -460 |
ТУ 14 -3 -460 |
О т -270 до 610 |
Не ограничено |
ТУ 14 -3 -460 |
|
|
02 X18 Н11 ТУ 14 -3 -1401 |
ТУ 14 -3 -1401 |
О т -196 до 450 |
Не ограничено |
ТУ 14 -3 -1401 |
|
|
08 Х18 Н10 Т ГОСТ 5632 |
ГОСТ 9940 ГОСТ 9941 |
О т -270 до 610 |
Не ограничено |
ГОСТ 9940 ГОСТ 9941 |
|
|
03 Х18Н11 ГОСТ 5632 |
ТУ 14 -3 -1401 |
О т -196 до 450 |
Не ограничено |
ТУ 14 -3 -1401 |
|
|
08 Х18 Н12 Б ГОСТ 5632 |
ГОСТ 9940 ГОСТ 9941 |
О т -196 до 610 |
Не ограничено |
ГОСТ 9940 ГОСТ 9941 |
|
|
10Х17 Н13М2 Т ГОСТ 5632 |
ГОСТ 9940 ГОСТ 9941 |
О т -270 до 700 |
Не ограничено |
ГОСТ 9940 ГОСТ 9941 |
|
|
08 Х17Н15 М3 Т ГОСТ 5632 |
ГОСТ 9940 ГОСТ 9941 |
О т -196 до 600 |
Не ограничено |
ГОСТ 9940 ГОСТ 9941 |
|
|
08 Х18Н10 Т, 08 Х18 Н12 Б, 12 Х18 Н10 Т ГОСТ 5632 |
ГОСТ 9940 ГОСТ 9941 |
От 610 до 700 |
5 (50 ) |
|
|
|
03 ХН28 МДТ ГОСТ 5632 |
ТУ 14 -3 -694 |
О т -196 до 400 |
5 (50 ) |
ТУ 14 -3 -694 |
|
|
08 X13 , 12 X13 ГОСТ 5632 |
ГОСТ 9941 |
О т -40 до 550 |
Не ограничено |
ГОСТ 9941 |
|
|
ХН 32 Т ТУ 14 -3 -489 |
ТУ 14 -3-489 |
О т -70 до 900 |
Не ограничено |
ТУ 14 -3 -489 |
|
|
14 ХГС ТУ 14 -3 -433 |
ТУ 14 -3 -433 |
О т -50 до 370 |
Не ограничено |
ТУ 14 -3 -433 |
|
|
30 ХМ А ТУ 14 -3-433 |
ТУ 14 -3-433 |
О т -50 до 450 |
Не ограничено |
ТУ 14 -3-433 |
|
|
15 Х18 Н19 С4 ТЮ ТУ 14 -3 -310 |
ТУ 14 -3 -310 |
О т -50 до 500 |
Не ограничено |
ТУ 14 -3 -310 ГОСТ 9941 |
|
|
О т -70 до 500 |
|||||
|
Н 70 МФ-ВИ ТУ 14 -3 -1227 |
ТУ 14 -3 -1227 |
О т -70 до 300 |
1 (10 ) 5 (50 ) |
ГОСТ 11068 и пп . 2 .3 .2 , 2 .3 .3 ОСТ 26 -01 -858 ТУ 14 -3 -1227 |
|
|
ХН 65МВ У, ХН65 МВ ТУ 14 -3 -1227 |
|
О т -70 до 500 |
|
|
|
|
Примечания : 1 . При заказе необходимо требовать поставку труб для магистральных тепловых сетей. 2 . При заказе труб по ГОСТ 550, предназначенных для изготовления те пл ообменны х аппаратов, необходимо оговаривать группу А. 3 . Допускается применять трубы с толщиной стенки не более 12 мм при температуре эксплуатации от -40 °С. 4 . Трубы с толщиной стенки 12 мм и более по ГОСТ 8731 должны быть испытаны на ударную вязкость при температуре 20 °С в организации-изготовителе. 5 . При условии испытания на сплющивание. 6 . При условии испытания на сплющивание и проверки макроструктуры. 7 . При условии испытания на ударную вязкость при рабочей температуре. 8 . Проверка механических свойств сварного соединения у каждой десятой трубы одной партии радиационным методом или ультразвуковой дефектоскопией сварного шва каждого корпуса, изготовленного из труб в соответствии с требованиями настоящих Правил. 9 . Трубы из стали марки 15 ГС при температуре стенки ниже -30 °С должны испытываться на ударный изгиб при температуре -40 °С. Значение ударной вязкости должно быть не менее 30 Д ж/ см2 (3 ,0 кг с· м/ см2 ). 10 . Для трубных пучков, не подлежащих сварке. |
|||||
Таблиц а 3
Поковки
|
Марка стали, обозначение стандарта или технических условий |
Технические требования |
Рабочие условия |
Виды испытаний и требования |
Примечания, данные в конце таблицы |
|
|
Температура стенки, °С |
Давление среды, МПа (кгс/см2 ), не более |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Стбсп ГОСТ 380 Ст3с п ГОСТ 380 |
ГОСТ 8479, группа IV -КП.245 (КП.25 ) |
От -20 до 400 |
5 (50 ) |
ГОСТ 8479, группа IV |
п. 1 |
|
От -20 до 450 |
|||||
|
20 К ГОСТ 1050 |
ГОСТ 8479, группа IV -КП.195 (КП.20 ) и группа IV -КП.215 (КП.22 ) |
От -30 до 475 |
Не ограничено |
ГОСТ 8479, группа IV |
п. 2 |
|
20 К ГОСТ 5520 |
ГОСТ 8479, группа IV -КП.195 (КП.20 ) |
От -30 до 475 |
Не ограничено |
ГОСТ 8479, группа IV |
|
|
20 , 22 К ОСТ 108 .030 .113 |
ОСТ 108 .030 .113 |
От -30 до 450 |
Не ограничено |
ОСТ 108 .030 .113 |
|
|
22 К, 22 К-Ш, 22 К-ВД, 22 К-ВРВ ТУ 108 .11 -543 |
ТУ 108 .11 -543 |
От -30 до 475 |
Не ограничено |
ТУ 108 .11 -543 |
|
|
20 ЮЧ ТУ 14 -1 -4853 |
ГОСТ 8479, группа IV -КП.215 (КП.22 ) |
От -40 до 475 |
Не ограничено |
ГОСТ 8479, группа IV |
пп. 2 , 3 |
|
16 ГС ГОСТ 19281 |
ГОСТ 8479, группа IV -КП.245 (КП.25 ) |
От -40 до 475 |
Не ограничено |
ГОСТ 8479, группа IV |
пп. 2 , 3 |
|
15 ГСД6 ГС ОСТ 108 .030 .113 |
ОСТ 108 .030 .113 |
О т -20 до 450 |
Не ограничено |
ОСТ 108 .030 .113 |
|
|
15 ГС ОСТ 108 .030 .113 |
ОСТ 26 -01-135 |
О т 0 до 400 |
Не огран и чено |
ОСТ 26 -01 -135 |
|
|
14 ХГС ГОСТ 19281 |
ОСТ 26 -01-135 |
О т -50 до 380 |
Не ограничено |
ОСТ 26 -01 -135 |
|
|
10 Г2 ГОСТ 4543 |
ГОСТ 8479 группа IV -КП. 215 (КП.22 ) |
О т -70 до 475 |
Не ограничено |
ГОСТ 8479 , группа IV |
п. 2 |
|
09 Г2 С ГОСТ 19281 |
ГОСТ 8479 группа IV -КП. 245 (КП.25 ) |
О т -70 до 475 |
Не ограничено |
ГОСТ 8479 , группа IV |
пп. 2 , 3 |
|
20 Х ГОСТ 4543 |
ГОСТ 8479 группа IV -КП. 395 (КП.40 ) |
О т -40 до 450 |
Не ограничено |
ГОСТ 8479 , группа IV |
|
|
15 ХМ ГОСТ 4543 |
ГОСТ 8479 группа IV -КП. 275 σв ≥ 440 МПа |
О т -40 до 560 |
Не ограничено |
ГОСТ 8479 , группа IV |
п. 3 |
|
15 Х5 ВФ, 15 Х5 М ГОСТ 20072 |
ГОСТ 8479 , группа IV - К П.395 С; δ ≥ 13 %, ψ ≥ 35 %, KCU ≥ 50 Дж/см2 |
О т -40 до 600 |
Не ограничено |
ГОСТ 8479 , группа IV |
п. 3 |
|
12 Х1 МФ ОСТ 108 .030 .113 |
ОСТ 108 .030 .113 |
О т -20 до 450 |
Не ограничено |
ОСТ 108 .030 .113 |
|
|
12 ХМ ГОСТ 20072 |
ГОСТ 8479 , группа IV -КП. 235 |
О т -40 до 450 |
Не ограничено |
ГОСТ 8479 , группа IV |
|
|
12 ХМ , 15 ХМ ТУ 302 .02 .031 |
ТУ 302 .02 .031 |
О т 0 до 560 |
Не ограничено |
ТУ 302 .02 .031 |
|
|
15 Х2 МФА-А ТУ 302 .02 -014 |
ТУ 302 .02 -014 |
О т -40 до 510 |
Не ограничено |
ТУ 302 .02 -014 , группа II |
|
|
Свыше 510 до 560 |
10 (100 ) |
|
|||
|
08 Х22 Н6 Т, 08 Х21 Н6М2 Т ГОСТ 5632 |
ГОСТ 25054, группа IV |
О т -40 до 300 |
Не ограничено |
ГОСТ 25054, г руппа IV |
|
|
12 Х18 Н9 Т, 12 Х18 Н10 Т, 08 Х18Н10 Т ГОСТ 5632 |
ГОСТ 25054, группа IV |
- 270 до 610 |
Не ограничено |
ГОСТ 25054, группа IV |
|
|
От 610 до 700 |
|
||||
|
10Х17 Н13 М2 Т ГОСТ 5632 |
ГОСТ 25054, группа IV |
О т -253 до 600 |
Не ограничено |
ГОСТ 25054, группа IV |
|
|
04 Х18Н10 , 03 X18 Н11 ГОСТ 5632 |
ГОСТ 25054, группа IV |
О т -270 до 450 |
Не ограничено |
ГОСТ 25054, группа IV |
|
|
03Х17Н14М3 ГОСТ 5632 |
ГОСТ 25054, группа IV |
О т -196 до 450 |
Не ограничено |
ГОСТ 25054 , группа IV |
|
|
10Х17Н13М3Т ГОСТ 5632 |
ГОСТ 25054, группа IV |
О т -196 до 600 |
Не ограничено |
ГОСТ 25054, группа IV |
|
|
08Х17Н15М3Т ГОСТ 5632 |
ГОСТ 25054, группа IV |
О т -196 до 600 |
Не ограничено |
ГОСТ 25054, группа IV |
|
|
06 ХН28 МДТ ГОСТ 5632 |
ГОСТ 25054, группа IV |
О т -196 до 400 |
5 (50 ) |
ГОСТ 25054, группа IV |
|
|
08 X13, 12 X13 ГОСТ 5632 |
ГОСТ 25054, группа IV |
О т 0 д о 550 |
6 ,4 (64 ) |
ГОСТ 25054, группа IV |
п . 1 |
|
08 X13 , 12 X13 , 20 X13,30 X13 ГОСТ 5632 |
ОС Т 26 -01 -135 |
О т 0 до 420 |
Не ограничено |
ОСТ 26 -01 -135 |
|
|
20 Х13, 20 Х17 Н2 ГОСТ 5632 |
ГОСТ 25054, группа IV |
О т 0 до 550 |
Не ограничено |
ГОСТ 25054 |
|
|
07 X16 Н6 ГОСТ 5632 |
ГОСТ 25054, группа IV |
О т -40 до 325 |
Не ограничено |
ГОСТ 25054 |
|
|
15 Х18 Н12 С4 ТЮ ГОСТ 5632 |
ГОСТ 25054, группа IV |
О т -50 до 500 |
Не ограничено |
ГОСТ 25054 |
|
|
03 Х21 Н21 М4 ГБ ГОСТ 5632 |
ГОСТ 25054, группа IV |
О т -196 до 400 |
Не ограничено |
ГОСТ 25054 |
|
|
30 ХМА ГОСТ 4543 |
ГОСТ 8479, группа IV ОСТ 26 -01 -135 |
О т -50 до 420 |
Не ограничено |
ГОСТ 8479 ОСТ 26 -01 -135 |
|
|
20 Х2 МА ОСТ 26 -01 -135 |
ОСТ 26 -01-135 |
От -40 до 475 |
Не ограничено |
ОСТ 26 -01 -135 |
|
|
22 Х3 М ОСТ 26 -01 -135 |
ОСТ 26 -01-135 |
О т -40 до 510 |
Не ограничено |
ОСТ 26 -01 -135 |
|
|
15 Х2 МФА, 18 Х2М ФА, 25 Х2 МФА, 25 Х3 МФА ТУ 108 -131 |
ТУ 108 -131 |
О т 0 д о 510 |
Не ограничено |
ТУ 108 -131 |
|
|
18 Х3 МВ, 20 Х3 МБФ ГОСТ 20072 |
ОСТ 26 -01-135 |
О т -50 до 510 |
Не ограничено |
ОСТ 26 -01 -135 |
|
|
38 ХН3 МФА ГОСТ 4543 |
ОСТ 26 -01-135 |
От - 40 до 420 |
Не ограничено |
ОСТ 26 -01 -135 |
|
|
Примечания : 1 . Для изготовления деталей, не подлежащих сварке. 2 . Поковки из сталей марок 16 ГС, 09 Г2 С, 10 Г2 должны испытываться на ударную вязкость при рабочих температурах ниже -30 °С. При этом величина ударной вязкости должна быть не менее 30 Дж/ см2 (3 кгс· м/см2 ). 3 . Допускается применять стальные горячекатаные кольца для изготовления фланцев из сталей марок 20 по ТУ 14-1 -1431; 16 ГС, 12 ХМ, 15 Х5 М, 09Г2 С - по ТУ 14 -3 -375 . |
|||||
Таблица 4
Сортовая сталь (круглая, полосовая и фасонных профилей)
|
Марка стали, обозначение стандарта или технических условий |
Технические требования |
Рабочие условия |
Виды испытаний и требования |
|
|
Температура стенки, °С |
Давление среды, МП а (кгс/см2 ), не более |
|||
|
1 |
2 |
3 |
4 |
5 |
|
Ст3 кп2 ГОСТ 535 |
ГОСТ 535 |
От 10 до 200 |
1 ,6 (16 ) |
ГОСТ 535 |
|
Ст3п с4 , Ст3 сп4 ГОСТ 535 |
ГОСТ 535 |
От -20 до 200 |
5 (50 ) |
ГОСТ 535 |
|
Ст3 сп3 , Ст3 пс3 ГОСТ 535 |
ГОСТ 535 |
От 0 до 425 |
5 (50 ) |
ГОСТ 535 |
|
Ст5 сп2 ГОСТ 535 |
ГОСТ 535 |
От 0 до 425 |
5 (50 ) |
ГОСТ 535 |
|
10 , 15, 20 ГОСТ 1050 |
ГОСТ 1050 |
От -20 до 475 |
Не ограничено |
ГОСТ 1050 |
|
09 Г2 С-7 , 09 Г2 -7 ГОСТ 19281 |
ГОСТ 19281 |
От -70 до 200 |
Не ограничено |
ГОСТ 19281 |
|
09Г2 С-4 , 09Г2 -4 ГОСТ 19281 |
ГОСТ 19281 |
От -40 до 200 |
Не ограничено |
ГОСТ 19281 |
|
09Г2 С-12 , 09 Г2 -12 ГОСТ 19281 |
ГОСТ 19281 |
От -40 до 475 |
Не ограничено |
ГОСТ 19281 |
|
10 Г2 ГОСТ 4543 |
ГОСТ 4543 |
От -70 до 475 |
Не ограничено |
ГОСТ 4543 |
|
10 Х14 Г14 Н4 Т ГОСТ 5632 |
ГОСТ 5949 |
От -196 до 500 |
Не ограничено |
ГОСТ 5949 |
|
20 ЮЧ ТУ 14 -1-4853 |
ТУ 14 -1 -4853 |
От -40 до 475 |
Не ограничено |
ГОСТ 4543 ТУ 14 -1 -4853 |
|
08 Х22 Н6 Т, 08 Х21 Н6 М2 Т ГОСТ 5632 |
ГОСТ 5949 |
От -40 до 300 |
Не ограничено |
ГОСТ 5949 |
|
12 Х18 Н10 Т, 08 Х18 Н10 Т ГОСТ 5632 |
ГОСТ 5949 |
От - 270 до 610 |
Не ограничено |
ГОСТ 5949 |
|
Свыше 610 до 700 |
5 (50 ) |
|||
|
15 Х5 М ГОСТ 20072 |
ГОСТ 20072 |
О т -40 до 650 |
Не ограничено |
ГОСТ 20072 |
|
08 Х18 Н12 Б ГОСТ 5632 |
ГОСТ 5949 |
О т -196 до 610 |
Не ограничено |
ГОСТ 5949 |
|
|
Свыше 610 до 700 |
5 (50 ) |
||
|
15 Х18 Н12 С4 ТЮШ ГОСТ 5632 |
ТУ 14 -1 -915 |
О т -20 до 120 |
2 ,5 (25 ) |
ТУ 14 -1 -915 ГОСТ 5949 |
|
10Х17 Н13 М2 Т, 10 Х17 Н13 М3 Т ГОСТ 5632 |
ГОСТ 5949 |
О т -253 до 600 |
Не ограничено |
ГОСТ 5949 |
|
08 Х17 Н15 М3 Т ГОСТ 5632 |
ГОСТ 5949 |
О т -196 до 600 |
Не ограничено |
ГОСТ 5949 |
|
06 ХН28 МДТ ГОСТ 5632 |
ГОСТ 5949 |
О т -196 до 400 |
Не ограничено |
ГОСТ 5949 |
|
08 X13 , 12 X13 ГОСТ 5632 |
ГОСТ 5949 |
От - 40 до 550 |
6 ,4 (64 ) |
ГОСТ 5949 |
|
03 Х18 Н11 ГОСТ 5632 |
ТУ 14 -1 -1160 |
О т -196 до 450 |
5 (50 ) |
ТУ 14 -1 -1160 |
|
03 Х17 Н14М3 ГОСТ 5632 |
ТУ 14 -1 -3303 |
О т -196 до 450 |
5 (50 ) |
ТУ 14 -1 -3303 |
|
Н 70 МФ ТУ 14 -1 -2260 |
ТУ 14-1 -2260 |
От - 70 до 300 |
1 (10 ) |
ГОСТ 5949 ОСТ 26 -01-858 |
|
ХН 65 МВ ТУ 14 -1 -3239 |
ТУ 14 -1 -3239 |
О т -70 до 500 |
5 (50 ) |
ГОСТ 5949 ОСТ 26 -01-858 |
|
ХН 78 Т ТУ 14 -1 -3957 |
ТУ 14 -1 -3957 |
От - 70 до 700 |
Не ограничено |
ГОСТ 5949 ОСТ 26 -01-858 |
|
От 700 до 900 |
1 ,5 (15 ) |
|||
|
ХН 32 Т ТУ 14 -1 -284 |
ТУ 14 -1 -284 |
От - 70 до 900 |
Не ограничено |
ТУ 14 -1 -284 |
Табл и ца 5
Стальные отливки
|
Марка стали, обозначение стандарта или технических условий |
Технические требования |
Рабочие условия |
Виды испытаний и требования |
Примечания, данные в конце таблицы |
|
|
Температура стенки, °С |
Давление среды, МП а (кгс/см2 ), не более |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
20 Л, 25 Л ГОСТ 977 |
ГОСТ 977 , группа 3 |
О т -30 до 450 |
Не ограничено |
ГОСТ 977, группа 3 ТУ 26 -02-19 |
пп . 1, 2 |
|
35 Л, 45 Л ГОСТ 977 |
ГОСТ 977 , группа 3 |
От - 30 до 450 |
Не ограничено |
ГОСТ 977, группа 3 ТУ 26 -02 -19 |
п . 3 |
|
20 ХМЛ ГОСТ 977 |
ГОСТ 977, группа 3 |
О т -40 до 540 |
Не ограничено |
ГОСТ 977, группа 3 ТУ 26 -02-19 |
|
|
20 Х5МЛ ГОСТ 977 |
ГОСТ 977, группа 3 |
О т -40 до 600 |
Не ограничено |
ГОСТ 977, группа 3 ТУ 26 -02-19 |
|
|
20 ГМЛ ОСТ 26 -07 -402 |
ОСТ 26 -07 -402 |
От - 40 до 450 |
Не ограничено |
ОСТ 26 -07 -402 |
|
|
20 Х5 ТЛ ТУ 26 -02-19 |
ТУ 26 -02 -19 |
О т -40 до 425 |
Не ограничено |
ТУ 26 -02-19 |
|
|
20 Х5 ВЛ ТУ 26 -02-19 |
ТУ 26 -02 -19 |
О т -40 до 550 |
Не ограничено |
ТУ 26 -02 -19 |
|
|
20 Х8 ВЛ ГОСТ 977 |
ГОСТ 977, группа 3 |
О т -40 до 600 |
Не ограничено |
ГОСТ 977, группа 3 ТУ 26 -02-19 |
|
|
20 ХН3 Л ТУ 26 -02-19 |
ТУ 26 -02 -19 |
О т -70 до 450 |
Не ограничено |
ТУ 26 -02-19 |
п. 4 |
|
12 Х18 Н9 ТЛ, 10Х18 Н9 Л ГОСТ 977 |
ГОСТ 977, группа 3 |
О т -253 до 600 |
Не ограничено |
ГОСТ 977, группа 3 ТУ 26 -02-19 |
|
|
12 Х18 Н12М3 -ТЛ ГОСТ 977 |
ГОСТ 977, группа 3 |
О т -253 до 600 |
Не ограничено |
ГОСТ 977, группа 3 ТУ 26 -02-19 |
|
|
10 Х21 Н6М2Л ТУ 26 -02-19 |
ТУ 26 -02 -19 |
О т -40 до 300 |
Не ограничено |
ТУ 26 -02-19 |
|
|
Примечания : 1 . Для сварных элементов содержание углерода должно быть не более 0 ,25 % . 2 . Допускается применять отливки из углеродистых сталей марок 20 Л, 25 Л до температуры эксплуатации -40 °С при условии проведения термической обработки в режиме нормализации плюс отпуск или закалка плюс отпуск. 3 . Поставка отливок из сталей 35 Л, 45 Л производится только для несвариваемых элементов конструкций. 4 . При температуре эксплуатации ниже - 30 °С требуется определение ударной вязкости при -70 °С. |
|||||
Таблица 6
Крепежные изделия
|
Марка стали, обозначение стандарта или технических условий |
Технические требования |
Рабочие условия |
Назначение |
|
|
Температура стенки, °С |
Давление условное, М П а (кгс/см2 ), не более |
|||
|
1 |
2 |
3 |
4 |
5 |
|
Класс прочности 5 .6 , 6 .6, 8 .8 , 21 , 22 ГОСТ 1759 |
ГОСТ 1759 |
От - 30 до 300 |
2 ,5 (25 ) |
Шпильки, болты, гайки |
|
Ст 3 сп б ГОСТ 380 ГОСТ 535 |
ГОСТ 535 |
От - 20 до 300 |
2 ,5 (25 ) |
Шпильки, болты, гайки |
|
10 (100 ) |
Шайбы |
|||
|
ГОСТ 20700 |
От 0 до 350 |
1 ,6 (16 ) |
Болты, шпильки |
|
|
2 ,5 (25 ) |
Гайки |
|||
|
10 (100 ) |
Шайбы |
|||
|
Ст 3 сп4 , Ст3 сп3 ГОСТ 380 ГОСТ 535 |
ГОСТ 12 .2 .073 |
От 0 до 300 |
2 ,5 (25 ) |
Шпильки, болты, гайки |
|
10 ГОСТ 1050 |
ОСТ 26-2043 |
От 0 до 300 О т -40 до 450 |
2 ,5 (25 ) 10 (100 ) |
Гайки Шайбы |
|
ГОСТ 20700 |
От 0 до 350 От 0 до 450 |
2 ,5 (25 ) 10 (100 ) |
Гайки Шайбы |
|
|
20 ГОСТ 1050 |
ОСТ 26-2043 |
От -40 до 425 |
2 ,5 (25 ) |
Шпильки, болты |
|
От -40 до 450 |
10 (100 ) 10 (100 ) |
Гайки Шайбы |
||
|
ГОСТ 20700 |
От 0 до 400 |
1 ,6 (16 ) 10 (100 ) |
Болты , ш пильки Гайки |
|
|
ОСТ 26-2043 |
От 0 до 425 |
2 ,5 (25 ) |
Шпильки, болты |
|
|
25 ГОСТ 1050 ГОСТ 10702 |
ОСТ 26-2043 |
От -40 до 425 |
2,5 (25 ) |
Шпильк и, болты |
|
ГОСТ 20700 |
От 0 до 400 |
10 (100 ) 1 ,6 (16 ) 10 (100 ) |
Гайки Болты, шпильки Гайки |
|
|
30 , 40 , 45 , 35 ГОСТ 1050 ГОСТ 10702 |
ОСТ 26-2043 |
От -40 до 425 |
10 (100 ) 16 (160 ) 16 (160 ) |
Шпильки, болты Гайки Шайбы |
|
О т -40 до 450 |
||||
|
ГОСТ 20700 |
От 0 до 425 |
10 (100 ) 20 (200 ) |
Болты, шпильки Гайки |
|
|
35 Х, 38 ХА ГОСТ 4543 |
ОСТ 26-2043 |
От - 50 до 425 От -40 до 450 |
16 (160 ) |
Шпильки, болты Гайки, шайбы |
|
35 Х, 40 Х ГОСТ 10702 |
ГОСТ 20700 |
От 0 до 425 От 0 до 450 |
20 (200 ) |
Болты, шпильки Гайки |
|
40 Х ГОСТ 4543 |
ОСТ 26-2043 |
От - 50 до 425 |
16 (160 ) |
Шпильки, болты |
|
От -40 до 450 |
|
Гайки, шайбы |
||
|
30 Х ГОСТ 4543 |
ГОСТ 10495 |
От - 50 до 200 |
63 (630 ) |
Гайки |
|
35 Х, 38 ХА, 40 Х ГОСТ 4543 |
ГОСТ 10494 |
От - 50 до 200 |
63 (630 ) |
Шпильки |
|
ГОСТ 10495 |
От - 50 до 400 |
80 (800 ) |
Гайки |
|
|
09 Г2 С ГОСТ 19281 |
ОСТ 26-2043 |
От - 70 до 425 |
16 (160 ) |
Шпильки, болты, гай ки |
|
От - 70 до 450 |
Шайбы |
|||
|
18 Х2 Н4 МА ГОСТ 4543 |
ОСТ 26-2043 |
От - 70 до 400 |
16 (160 ) |
Шпильки, болты, гайки |
|
От - 70 до 450 |
Шайбы |
|||
|
12 X13,20 X13, 30 X13 ГОСТ 5632 |
ОСТ 26-2043 |
От - 30 до 475 |
10 (100 ) |
Шпильки, болты, гайки, шайбы |
|
20 X13 ГОСТ 18968 |
ГОСТ 20700 |
От 0 до 450 |
Не ограничено |
Болты, шпильки, шайбы |
|
От 0 до 510 |
Гайки |
|||
|
10 Х17 Н13 М2 Т, 10Х17Н13 М3 Т, 08 Х17 Н15 М3 Т, 31 Х19 Н9 МВБТ ГОСТ 5632 |
ОСТ 26-2043 |
От - 70 до 600 |
16 (160 ) |
Шпильки, болты, гайки, шайбы |
|
31 Х19Н9 МВБТ ГОСТ 5949 |
ГОСТ 23304 ГОСТ 20700 |
От 0 до 625 |
Не ограничено |
Болты, шпильки, гайки |
|
06 ХН28 МДТ ГОСТ 5632 |
ОСТ 26-2043 |
От - 70 до 400 |
16 (160 ) |
Шпильки, болты, гайки, шайбы |
|
10 Х14 Г14 Н4 Т ГОСТ 5632 |
ОСТ 26-2043 |
От - 200 до 500 |
16 (160 ) |
Шпильки, болты, гайки, шайбы |
|
07 Х21 Г7 АН5 ГОСТ 5632 |
ОСТ 26-2043 ТУ 14 -1 -1141 |
О т -196 до 400 |
Не ограничено |
Шпильки, болты, гайки, шайбы |
|
08 Х15Н24 В4 ТР ГОСТ 5632 |
ОСТ 26-2043 |
От - 270 до 600 |
Не ограничено |
Шпильки, болты, гайки, шайбы |
|
07 X16 Н6 ГОСТ 5949 |
ОСТ 26-2043 |
О т -40 до 325 |
10 (100 ) |
Шпильки, болты, гайки, шайбы |
|
10 Х11Н22 Т3М Р ГОСТ 5949 |
ГОСТ 20700 |
От 0 до 650 |
Не ограничено |
Болты, шпильки, гайки |
|
30ХМА , 35ХМ ГОСТ 4543 |
ОСТ 26-2043 |
О т -40 до 450 От -40 до 510 |
16 (160 ) |
Шпильки, болты Гайки |
|
От - 70 до 450 |
Шайбы |
|||
|
ГОСТ 20700 |
От 0 до 450 |
Не ограничено |
Болты, шпильки, шайбы |
|
|
От 0 до 510 |
Гайки |
|||
|
30 ХМА, 35 ХМ ГОСТ 4543 |
ГОСТ 10494 ГОСТ 10495 |
О т -50 до 400 От - 50 до 510 |
80 (800 ) 100 (1000 ) |
Шпильки Гайки |
|
40 ХФА ГОСТ 4543 |
ГОСТ 10494 |
О т -50 до 400 |
80 (800 ) |
Шпильки |
|
30 ХМ ГОСТ 4543 |
ОСТ 26-2043 |
О т -40 до 450 |
16 (160 ) |
Шпильки, болты |
|
О т -40 до 510 |
|
Гайки |
||
|
От - 70 до 450 |
|
Шайбы |
||
|
25 Х1 МФ ГОСТ 20072 |
ОСТ 26-2043 |
О т -40 до 510 |
16 (160 ) |
Шпильки, болты |
|
О т -40 до 540 |
|
Гайки |
||
|
От - 70 до 540 |
|
Шайбы |
||
|
25 X1М Ф ГОСТ 20072 |
ГОСТ 20700 |
От 0 до 510 |
Не ограничено |
Болты, шпильки |
|
От 0 до 540 |
|
Гайки |
||
|
ГОСТ 10494 ГОСТ 10495 |
О т -50 до 510 |
100 (1000 ) |
Шпильки, гайки |
|
|
25 Х2 М1 Ф ГОСТ 20072 |
ОСТ 26-2043 |
О т -40 до 540 |
16 (160 ) |
Шпильки, болты, гай ки_ |
|
От - 70 до 540 |
|
Шайбы |
||
|
ГОСТ 20700 ГОСТ 10494 |
От 0 до 535 |
Не о г раничено |
Болты, шпильки |
|
|
От 0 до 565 |
|
Гайки |
||
|
О т -50 до 510 |
100 (1000 ) |
Шпильки |
||
|
20 Х1 М1 Ф1 Р ГОСТ 20072 |
ОСТ 26-2043 |
О т -40 до 565 |
16 (160 ) |
Шпильки, болты, гайки |
|
О т -70 до 565 |
|
Шайбы |
||
|
20 Х1 М1 Ф1 ТР, 20 Х1 М1 Ф1 БР ГОСТ 20072 |
ОСТ 26-2043 |
О т -40 до 565 |
16 (160 ) |
Шпильки, болты, гайки |
|
От - 70 до 565 |
|
Шайбы |
||
|
ГОСТ 20700 |
От 0 до 580 |
Не ограничено |
Болты, шпильки, гайки |
|
|
15 ХМ ГОСТ 4543 |
ОСТ 26-2043 |
О т -70 до 565 |
16 (160 ) |
Шайбы |
|
ГОСТ 20700 |
От 0 до 545 |
Не ограничено |
Шайбы |
|
|
20 ХНЗА, 10 Г2 ГОСТ 4543 |
ОСТ 26-2043 |
От - 70 до 425 |
16 (160 ) |
Шпильки, болты, гайки |
|
От - 70 до 450 |
|
Шайбы |
||
|
37 Х12 Н8 Г8 МФБ ГОСТ 5632 |
ОСТ 26-2043 |
О т -40 до 450 |
16 (160 ) |
Шпильки, болты , г айки |
|
От - 70 до 600 |
|
Шайбы |
||
|
12 Х18 Н10 Т ГОСТ 5632 ГОСТ 5949 |
ОСТ 26-2043 |
От - 70 до 600 |
16 (160 ) |
Шпильки, болты, гайки, шайбы |
|
ГОСТ 20700 |
От 0 до 650 |
Не ограничено |
Шайбы |
|
|
08 Х18 Н10 Т ГОСТ 5632 |
ГОСТ 20700 |
От 0 до 650 |
Не ограничено |
Шайбы |
|
45 Х14 Н14 В2 М ГОСТ 5632 |
ОСТ 26-2043 ГОСТ 5949 |
От - 70 до 600 |
16 (160 ) |
Шпильки, болты, гайки |
|
18 Х12 ВМ БФР ГОСТ 5632 ГОСТ 5949 |
ОСТ 26-2043 |
О т -40 д о 580 |
16 (160 ) |
Шпильки , б олты, гайки, шайбы |
|
ГОСТ 20700 |
От 0 до 560 |
Не ограничено |
Болты, шпильки, гайки |
|
|
От 0 до 580 |
|
Шайбы |
||
|
12 Х1 МФ ГОСТ 20072 |
ГОСТ 20700 |
От 0 до 570 |
Не ограничено |
Шайбы |
|
08 Х16 Н13М2 Б ГОСТ 5632 |
ГОСТ 20700 |
От 0 до 625 |
Не ограничено |
Болты, шпильки, гайки |
|
От 0 до 650 |
Шайбы |
|||
|
ХН 35 ВТ ГОСТ 5632 |
ГОСТ 20700 |
От 0 до 650 |
Не ограничено |
Болты, шпильки, гайки |
|
Примечания : 1. Крепежные детали по ГОСТ 20700 применяются для сосудов в энергомашиностроении. 2 . Допускается применять крепежные изделия из марок стали 35 Х, 38 ХА, 40 Х, 30 Х, 30 ХМ А, 35 ХМ при температурах ниже -40 °С до -60 °С, если испытания на ударную вязкость проводятся при рабочих отрицательных температурах образцов с концентратором вида V (тип II по ГОСТ 9454). При этом ни у одного из образцов ударная вязкость не должна быть менее 30 Дж/ см2 (3 кгс/см2 ). |
||||
Таблица 7
Цветные металлы и сплавы
|
Марка материала, обозначение стандарта или технических условий |
Технические требования |
Рабочие условия |
Виды испытаний и требования |
Примечания, данные в конце таблицы |
||
|
Температура стенки, °С |
Давление среды, МПа (кгс/см 2 ), не более |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
|
1 . Листы и плиты |
||||||
|
М1 , М2 , М3 , М1 р, М2 р, М3 р ГОСТ 859 |
ГОСТ 495 ГОСТ 859 |
О т -270 до 360 |
Не ограничено |
ГОСТ 495 |
пп. 1, 2 |
|
|
Л 63 , Л68 , ЛС59 -1, Л О62 -1 ГОСТ 15527 |
ГОСТ 931 |
О т -270 до 250 |
Не ограничено |
ГОСТ 931 |
п. 3 |
|
|
Л Ж Мц59-1 -1 ГОСТ 15527 |
ОСТ 48 -24 |
О т -270 до 250 |
Не ограничено |
ТУ 48 -21-897 |
|
|
|
НП 2 ГОСТ 492 |
ГОСТ 6235 |
От - 70 до 360 |
2,5 (25 ) |
ГОСТ 6235 |
пп. 1, 4 , 5 |
|
|
НМЖМ ц28 -2 ,5 -1,5 ГОСТ 492 |
ГОСТ 5063 |
От - 70 до 360 |
2 ,5 (25 ) |
ГОСТ 5063 |
п. 1 |
|
|
БрБ 2 ГОСТ 18175 |
ГОСТ 1789 |
О т -270 до 250 |
4 (40 ) |
ГОСТ 1789 |
п. 6 |
|
|
А 5 , А6 , АДО, АД1, АМ ц, Амг3 , АМг5 ГОСТ 4784 |
ГОСТ 21631 |
О т -270 до 150 |
6 (60 ) |
ГОСТ 21631 |
пп. 1 , 7 |
|
|
А Д О, АД1, А5 , А6 , Амц ГОСТ 4784 |
ГОСТ 17232 |
От - 70 до 150 |
6 (60 ) |
ГОСТ 17232 |
п. 8 |
|
|
Амг 3 , АМг5 , АМг6 ГОСТ 4784 |
ГОСТ 17232 |
О т -210 до 150 |
6 (60 ) |
ГОСТ 17232 |
п. 8 |
|
|
ВТ 1 -0 , ВТ1 -00 ГОСТ 19807 |
ГОСТ 22178 |
О т -270 до 300 |
Не ограничено |
ГОСТ 22178 |
|
|
|
ОТ 4 -0 ГОСТ 19807 |
ГОСТ 22178 |
О т -196 до 400 |
Не ограничено |
ГОСТ 22178 |
|
|
|
ВТ 1 -0 ГОСТ 19807 |
ГОСТ 23755 |
О т -196 до 300 |
Не ограничено |
ГОСТ 23755 |
п. 9 |
|
|
ОТ 4 -0 ГОСТ 19807 |
ГОСТ 23755 |
О т -196 до 400 |
Не ограничено |
ГОСТ 23755 |
п. 9 |
|
|
2 . Трубы |
||||||
|
Л 68 , ЛО70 -1 , ЛОМш70-1 -0 ,05 ЛАМш 77 -2 -0 ,05 ГОСТ 15527 |
ГОСТ 21646 |
О т -196 до 250 |
Не ограничено |
ГОСТ 21646 |
п. 11 |
|
|
Л 63 , Л68 , ЛС59 -1 ЛЖ Мц59-1 -1 ГОСТ 15527 |
ГОСТ 494 |
О т -253 до 250 |
Не ограничено |
ГОСТ 494 |
пп. 12 , 13 , 14 |
|
|
М НЖ5 -1 ГОСТ 492 |
ГОСТ 17217 |
О т -196 до 200 |
Не ограничено |
ГОСТ 17217 |
п. 15 |
|
|
МНЖМц 30-1 -1 ГОСТ 492 |
ГОСТ 10092 |
От 0 до 250 |
Не ограничено |
ГОСТ 10092 |
п. 1 |
|
|
АДО , АД1, А мц ГОСТ 4784 |
ГОСТ 18475 |
О т -270 до 150 |
6 (60 ) |
ГОСТ 18475 |
п. 16 |
|
|
Амг 2 , АМг3 , АМг5 ГОСТ 4784 |
ГОСТ 18482 |
О т -270 до 150 |
6 (60 ) |
ГОСТ 18482 |
|
|
|
ВТ 1 -0 , ВТ1 -00 ГОСТ 19807 |
ГОСТ 21945 |
О т -270 до 300 |
Не ограничено |
ГОСТ 21945 |
|
|
|
ПТ- 1 М ГОСТ 19807 |
ГОСТ 21945 |
О т -270 до 300 |
Не ограничено |
ГОСТ 21945 |
|
|
|
М1 , М2 , М3 , М1 р, М2 р, М3 р ГОСТ 859 |
ГОСТ 617 |
О т -270 до 250 |
Не ограничено |
ГОСТ 617 |
пп. 1 , 10 |
|
|
3 . Прутки и литье |
||||||
|
Н М ЖМц28 -2 ,5 -1 ,5 ГОСТ 492 |
ГОСТ 1525 |
От - 70 до 250 |
2 ,5 (25 ) |
ГОСТ 1525 |
п. 1 |
|
|
Л Ц23 А6 Ж3 -Мц2 (ЛАЖМц66 -6 -3 -2 ) ГОСТ 17711 |
ГОСТ 17711 |
От - 70 до 250 |
Не ограничено |
ГОСТ 17711 |
|
|
|
АДО, А М г2, Амц ГОСТ 4784 |
ГОСТ 21488 |
От - 70 до 150 |
6 (60 ) |
ГОСТ 21488 |
|
|
|
ВТ 1 -0 , ВТ1 -00 ГОСТ 19807 |
ГОСТ 26492 |
От - 270 до 300 |
Не ограничено |
ГОСТ 26492 |
|
|
|
ОТ 4 -0 ГОСТ 19807 |
ГОСТ 26492 |
О т -196 до 400 |
Не ограничено |
ГОСТ 26492 |
|
|
Примечания : 1 . Испытания на растяжение проводить в мягком состоянии.
2 . Испытания на изгиб листов из раскисленной меди проводят по требованию потребителя, оговоренному в заказе.
3 . Испытания на растяжение проводят в мягком состоянии марок Л 63 , Л68 , ЛС59 -1 , а марки ЛО62 -1 - в горячекатаном.
4 . По требованию потребителя проводят испытания на глубину выдавливания мягких полос толщиной 1 и 1 ,2 мм.
5 . По требованию потребителя проводят испытания на изгиб.
6 . Испытания на растяжение, выдавливание, загиб и после дисперсионного отвердения проводить в мягком состоянии (после закалки).
7 . Механические свойства листов без термической обработки и отожженных (кроме сплавов марок А М г3 , АМ г5 , АМ г6 ) изготовителем не контролируются, а обеспечиваются технологией изготовления (п. 4 .6 ГОСТ 21631).
8 . Механические свойства обеспечиваются технологией изготовления и проверяются по требованию потребителя (п. 4 .4 ГОСТ 17232).
9 . Испытания на изгиб проводят только для сплава марки ВТ 1 -0 .
10 . По соглашению сторон в организации-изготовителе проводят испытания гидравлическим давлением свыше 70 кг с/см2 .
11 . Испытания на растяжение латуни марки Л68 проводить в мягком состоянии.
12 . Испытания на растяжение труб марок Л 63 , Л68 проводить в мягком состоянии, трубы марок ЛС69 -1 , ЛЖ Мц59 -1 -1 испытываются прессованными.
13 . По требованию потребителя тянутые и холоднокатаные трубы с толщиной стенки 3 мм и менее подвергаются испытанию на сплющивание.
14 . По согласованию изготовителя с потребителем трубы марок Л 63 , Л68 изготовляют повышенной пластичности.
15 . Испытания на растяжение проводить в отожженном состоянии.
16 . Механические свойства отожженных труб изготовитель не контролирует.
17. По требованию потребителя проводится испытание на раздачу.
Таблица 8
Отливки из чугуна
|
Марка материала, обозначение стандарта или технических условий |
Технические требования |
Рабочие условия |
Вид испытания и требования |
|
|
Температура стенки, °С |
Давление среды, МП а (кгс/см2), не более |
|||
|
СЧ 15, С Ч20 , СЧ25 , СЧ30 |
ГОСТ 1412 |
О т -15 до 300 |
1,0 (10 ) |
По ГОСТ 26358 |
|
КЧ 30 -6 , КЧ33 -8 , КЧ35 -10 , КЧ37 -12 |
ГОСТ 1215 |
О т -20 до 300 |
2 ,0 (20 ) |
По ГОСТ 26358 |
|
ВЧ 35 -17 , ВЧ40 -12 |
ГОСТ 7293 |
О т -15 до 350 |
5 ,0 (50 ) |
По ГОСТ 26358 |
|
СЧ- 15 М4 , СЧ-17М 3, СЧ-15 , СЧ-17 |
ГОСТ 7769 |
От 0 до 700 |
0 ,25 (2 ,5 ) |
По ГОСТ 26358 |
|
Ч Н ХТ |
ГОСТ 7769 |
О т -15 до 300 |
1 ,0 (10 ) |
По ГОСТ 26358 |
|
Примечания : 1. Для марок высоколегированных сталей в числителе приведены данные, относящиеся к баллонам, изготовленным из горячекатаных труб, в знаменателе - из холодно- и теплодеформированны х труб. 2 . Н - нормализация, З - закалка, О - отпуск, А - аустенизаци я, П - без термообработки. |
||||
Таблица 9
Перечень марок стали и сплавов, применяемых для изготовления баллонов
|
№ п/ п |
Марка стали |
Химический состав (ГОСТ, ТУ, ОСТ) |
Временное сопротивление, МП а (кг с/мм2 ) |
Предел текучести, МПа (кгс/мм2), не менее |
Термическая обработка |
Температура применения, °С |
Давление среды, МПа (кг с/см2 ), не более |
Максимальная толщина цилиндрической части баллона, мм, не более |
||
|
не менее |
не более |
не ниже |
не выше |
|||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
1 |
20 ХН4 ФА |
ГОСТ 4543 |
1275 (130 ) |
1521 (155 ) |
1079 (110 ) |
З + О |
- 80 |
150 |
Не ограничено |
15 |
|
2 |
35 ХН3 МФА 38 ХН3 МФА |
ТУ 14 -3 -883 ГОСТ 4543 |
1128 (115 ) |
1373 (140 ) |
981 (100 ) |
З + О |
- 80 |
150 |
Не ограничено |
30 |
|
3 |
40 ХН2М А |
ГОСТ 4543 |
981 (100 ) |
1177 (120 ) |
834 (85 ) |
З + О |
- 50 |
150 |
Не ограничено |
15 |
|
932 (95 ) |
1177 (120 ) |
785 (80 ) |
З + О |
- 50 |
150 |
|
25 |
|||
|
4 |
30 ХМ А |
ГОСТ 4543 |
1030 (105 ) |
1275 (130 ) |
883 (90 ) |
З + О |
- 50 |
150 |
Не ограничено |
15 |
|
932 (95 ) |
1177 (120 ) |
736 (75 ) |
З + О |
-60 |
150 |
|
21 |
|||
|
785 (80 ) |
981 (100 ) |
589 (60 ) |
З + О |
- 50 |
150 |
|
21 |
|||
|
5 |
30 ХГСА |
ГОСТ 4543 |
883 (90 ) |
1226 (125 ) |
687 (70 ) |
З + О |
- 50 |
150 |
Не ограничено |
15 |
|
687 (70 ) |
Не ограничено |
412 (42 ) |
Н + О |
- 50 |
150 |
|
Не ограничено |
|||
|
6 |
40 Х, 38 ХА, 35 ХГМФ, 38 ХГР |
ГОСТ 4543 |
883 (90 ) |
1177 (120 ) |
687 (70 ) |
З + О |
- 50 |
150 |
40 (400 ) |
30 |
|
7 |
45 |
ГОСТ 1050 |
598 (61 ) |
Не ограничено |
353 (36 ) |
Н |
- 50 |
150 |
25 (250 ) |
Не ограничено |
|
8 |
40 |
ГОСТ 1050 |
569 (58 ) |
Не ограничено |
334 (34 ) |
Н |
- 50 |
150 |
25 (250 ) |
Не ограничено |
|
9 |
35 |
ГОСТ 1050 |
530 (54 ) |
Не ограничено |
314 (32 ) |
Н |
- 50 |
150 |
25 (250 ) |
Не ограничено |
|
10 |
30 |
ГОСТ 1050 |
491 (50 ) |
Не ограничено |
294 (30 ) |
Н |
- 50 |
150 |
25 (250 ) |
Не ограничено |
|
11 |
25 |
ГОСТ 1050 |
451 (46 ) |
Не ограничено |
275 (28 ) |
Н |
- 50 |
150 |
25 (250 ) |
Не ограничено |
|
12 |
203 |
ГОСТ 1050 ГОСТ 1577 |
412 (42 ) 373 (38 ) |
Не ограничено |
245 (25 ) |
Н П Н |
-60 -40 -50 |
350 475 |
25 (250 ) 5 ,0 (50 ) |
Не ограничено 12 |
|
13 |
Ст3с п Ст3 пс* |
ГОСТ 380 |
373 (38 ) |
Не ограничено |
- |
П |
-40 |
425 |
5 ,0 (50 ) |
12 |
|
П |
- 50 |
|||||||||
|
14 |
12 Х18 Н9 12 Х18 Н10 Т 12 Х18 Н12 Т |
ГОСТ 5632 |
|
Не ограничено |
255 (26 ) |
А |
-196 |
150 |
Не ограничено |
Не ограничено |
|
15 |
08 Х18Н10 Т 08 Х18 Н12 Т |
ГОСТ 5632 |
|
Не ограничено |
255 (26 ) |
А |
-196 |
150 |
Не ограничено |
Не ограничено |
|
16 |
08 Х18Н12 Т цент робежнолит ая |
ГОСТ 5632 |
491 (50 ) |
Не ограничено |
255 (26 ) |
А |
-196 |
150 |
Не ограничено |
Не ограничено |
|
17 |
Сплав 14 |
ГОСТ 19807 |
687 (70 ) |
Не ограничено |
491 (50 ) |
Н |
- 50 |
60 |
Не ограничено |
Не ограничено |
|
3 Для сварных баллонов. |
||||||||||
Приложение 5
ОПРЕДЕЛЕНИЕ ПОНЯТИЙ ОДНОТИПНЫХ СВАРНЫХ СОЕДИНЕНИЙ
Однотипными сварными соединениями является группа сварных соединений, имеющих следующие общие признаки:
а) способ сварки;
б) марка (сочетание марок) основного металла.
В одну группу допускается объединять сварные соединения деталей из сталей различных марок, для сварки которых согласно технологии предусмотрено применение сварочных материалов одних и тех же марок (сочетаний марок);
в) марка (сочетание марок) сварочных материалов. В одну группу допускается объединять сварные соединения, выполненные с применением различных сварочных материалов, марки (сочетание марок), которые согласно технологии могут использоваться для сварки деталей из одной и той же стали; электроды должны иметь одинаковый вид покрытия по ГОСТ 9466 (основной, р ут иловы й, целлюлозный кислый);
г) номинальная толщина свариваемых деталей в зоне сварки. В одну группу допускается объединять соединения с номинальной толщиной деталей в зоне сварки в пределах одного из следующих диапазонов:
до 3 мм включительно;
от 3 до 10 мм включительно;
от 10 до 50 мм включительно;
свыше 50 мм.
Для угловых, тавровых и нах л есточны х соединений указанные диапазоны относятся к привариваемым деталям; толщину основных деталей разрешается не учитывать;
д) радиус кривизны в зоне сварки. В одну группу допускается объединять сварные соединения деталей с радиусом кривизны в зоне сварки (для труб - с половиной наружного номинального диаметра) в пределах одного из следующих диапазонов:
до 12 ,5 мм включительно;
от 12 ,5 до 50 мм включительно;
от 50 до 250 мм включительно;
свыше 250 мм (включая плоские детали).
Для угловых, тавровых и нах л есточны х сварных соединений указанные диапазоны относятся к привариваемым деталям; радиусы кривизны основных деталей разрешается не учитывать;
е) вид сварного соединения (стыковое, угловое, тавровое, нах л есточное). В одну группу могут быть объединены угловые, тавровые и нахл есточны е соединения, кроме угловых сварных соединений приварки штуцеров (труб) к элементам сосудов;
ж) форма подготовки кромок. В одну группу допускается объединять сварные соединения с одной из следующих форм подготовки кромок:
с односторонней разделкой кромок и углом их скоса более 8 °;
с односторонней разделкой кромок и углом их скоса до 8 ° включительно (узкая разделка);
с двусторонней разделкой кромок;
без разделки кромок;
з) способ сварки корневого слоя: на остающейся подкладке (подкладном кольце), на расплавляемой подкладке, без подкладки (свободное формирование обратного валика) с подваркой корня шва;
и) термический режим сварки: с предварительным и сопутствующим подогревом, без подогрева, с послойным охлаждением;
к) режим термической обработки сварного соединения.
СОДЕРЖАНИЕ
|
I. Общие положения . 1 1.1. Область применения и назначения Правил . 1 1.2. Проектирование . 2 1.3. Ответственность за нарушение настоящих Правил . 2 1.4. Порядок расследования аварий и несчастных случаев . 3 II. Конструкция сосудов . 3 2.1. Общие требования . 3 2.2. Люки, лючки, крышки . 4 2.3. Днища сосудов . 4 2.4. Сварные швы и их расположение . 5 2.5. Расположение отверстий в стенках сосудов . 6 III. Материалы .. 6 IV. Изготовление, реконструкция, монтаж, наладка и ремонт . 8 4.1. Общие требования . 8 4.2. Допуски . 8 4.3. Сварка . 10 4.4. Термическая обработка . 13 4.5. Контроль сварных соединений . 14 4.6. Гидравлическое (пневматическое) испытание . 21 4.7. Оценка качества сварных соединений . 23 4.8. Исправление дефектов в сварных соединениях . 24 4.9. Документация и маркировка . 24 V. Арматура, контрольно-измерительные приборы, предохранительные устройства . 25 5.1. Общие положения . 25 5.2. Запорная и запорно-регулирующая арматура . 25 5.3. Манометры .. 25 5.4. Приборы для измерения температуры .. 26 5.5. Предохранительные устройства от повышения давления . 26 5.6. Указатели уровня жидкости . 29 VI. Установка, регистрация, техническое освидетельствование сосудов, разрешение на эксплуатацию .. 30 6.1. Установка сосудов . 30 6.2. Регистрация сосудов . 30 6.3. Техническое освидетельствование . 32 6.4. Разрешение на ввод сосуда в эксплуатацию .. 38 VII. Надзор, содержание, обслуживание и ремонт . 39 7.1. Организация надзора . 39 7.2. Содержание и обслуживание сосудов . 39 7.3. Аварийная остановка сосудов . 40 7.4. Ремонт сосудов . 40 VIII. Сосуды и полуфабрикаты, приобретаемые за границей . 41 IX. Дополнительные требования к цистернам и бочкам для перевозки сжиженных газов . 41 9.1. Общие требования . 41 X. Дополнительные требования к баллонам .. 44 10.1. Общие требования . 44 10.2. Освидетельствование баллонов . 46 10.3. Эксплуатация баллонов . 48 XI. Контроль за соблюдением настоящих Правил . 51 Приложение 1 Термины и определения применительно к настоящим правилам .. 51 Приложение 2 Паспорт сосуда, работающего под давлением .. 54 Приложение 3 Подразделение сталей на типы, классы .. 64 Приложение 4 Перечень материалов, используемых для изготовления сосудов, работающих под давлением .. 64 Приложение 5 Определение понятий однотипных сварных соединений . 79 |