ОСТ 36-26-77 Детали трубопроводов Dу 500 -1400 мм сварные из углеродистой стали на Ру меньше или равно 2,5 МПа (25 кгс/см2). Общие технические требования

ОТРАСЛЕВЫЕ СТАНДАРТЫ
ДЕТАЛИ ТРУБОП Р ОВОДОВ
D у 500 - 1400
мм
СВАРНЫЕ ИЗ УГЛЕРОДИСТОЙ СТАЛИ
на Ру £ 2,5 МП а (≈ 25 кгс/см 2 )
ОСТ 36-26-77
МИНИСТЕРСТВО
МОНТАЖНЫХ И СПЕЦИАЛЬНЫ Х
СТРОИТЕЛЬНЫХ РАБОТ СССР
Москва
РАЗРАБОТАНЫ И ВНЕСЕНЫ Всесоюзным научно-исследовательским институтом по монтажным и специальным стр о ительным рабо там (ВНИИ монтажспецстрой)
Зам. директора по научной работе, д-р техн . наук Б.В. Поповский
Зав. лабораторией технологически х трубопроводов, канд. техн. наук Р.И. Тавастшерн а
Руководитель темы, канд. техн . наук А.И. Бес ман
Исполнители Т.А. Тузова, В.О. Озеров
ПОДГОТОВЛЕНЫ К УТВЕРЖДЕНИЮ Главным т ехническим управлением Министерства монтажных и специальн ых строительных работ СССР
Начальник В. М . Орл ов
Начальник отде л а норм и стандартов В.И. Аксенов
С ОГЛАСОВАНЫ с Г осгорт е хнадзором СССР
Зам. начальника управления по котлонадзору и подъемным сооружениям А.И. М урачев
Главными управлениями Министерства монтажных и специальных строительных работ СССР:
ГлавУПП
Главный инженер Ю.С. Летников
Главхиммонтажем
Главный технолог Б.А. Т ы ркин
Главнефтемонтажем
Главный технолог В.М. А ш мян
Главтехмонтажем
Г лавный технолог Д.С. Корелин
Главметаллургмонтажем
Зам. начальника В . И. Ф отеев
Главлегпродмон т ажем
Зам. начальника Д.М. Гайдамак
УТВЕРЖДЕНЫ и ВВЕДЕНЫ В ДЕЙСТВИЕ ПРИКАЗОМ Министерства монтажных и специальных строительных работ СССР от 2 9 марта 1977 г. № 69
Заместитель ми н истра С.В. Подобедов
ОТРАСЛЕВОЙ СТАНДАРТ
|
ДЕТАЛИ ТРУБОП Р ОВОДОВ D у 500 - 1400 мм СВАРНЫЕ ИЗ УГЛЕРОДИСТОЙ СТАЛИ на Ру £ 2,5 МП а (≈ 25 кгс/см 2 ). Общие технические требования |
ОСТ Вводится впервые |
Прика з ом М инмонтажспец ст роя СССР от 29 марта 1977 г. № 69 срок введения устан овлен с 1 января 1978 г.
Несоблюдение стандарта преследуется по закону
Настоящ и й стандарт распростран яется на сварные и ш тамп осв арны е детали трубопроводов D у 500 - 1400 мм и з углеродистой стали на Ру £ 2,5 МПа (≈ 25 кгс/см2).
1. Технические требования
1.1. Детали должны соответствовать тр е бовани ям настояще го стандарта, а также ОСТ 36-19-77 - ОСТ 36-25-77.
1.2. Детали должны и зготавли ваться из труб по ГОСТ 10704 -7 6, ГОСТ 10705 -6 3 (с измен ением № 2), ГОСТ 10706-76 , ГОСТ 8696-74 или из листово й стали по ГОСТ 14637 -6 9 (с изменением № 2).
Примечани е . Для и зготовления деталей труб оп роводов , на которые распространяются прави ла Госг орт ехн адзора СССР, примен ение спи ральнош овны х труб по ГОСТ 8696-74 н е допускается.
1.2 .1 . Допускается и зготав ливать де тали из труб или ли стовой с тали по други м стандартам или техни ческим у словиям , если установленные в них требовани я не ниже, че м в стандартах, перечи сленных в п. 1.2.
1.3. Матер и ал д еталей - сталь марки ВСт 3сп любой категории по ГОСТ 380-71 . Детали со стенкой толщи ной 10 мм и ме нее допускается и зготавливать из п олу спокойн ой стали.
Пр и мечание . Для деталей трубопроводо в пара и горячей воды, на которы е распространяются «Прави ла устройства и безопасн ой эксплуата ции трубоп роводов пара и горячей воды», утвержденные Госг ортехн адзором СССР, должн а применяться сталь марок ВСт3сп и ВСт3пс по ГОСТ 380-7 1 4-й и 5-й категорий.
1.3.1. М е хани чески е свойства металла деталей должны соответствовать указанным в табл. 1.
Таблица 1
|
Временное сопротивление разрыву σв, МПа (кгс/мм2) |
Предел текучести σт, МПа (кгс/мм2) |
Относительное удлинение δ5, % |
|
не мен е е |
||
|
353 (36) |
245 (22 ) |
21 |
Примечани е . П редел текучести определяют по требовани ю п отр ебителя.
1.3.2. Допускается и зготавли вать детали из углеродистой стали други х марок в соответстви и с указаниями проектной документац ии . Пределы при менени я таких деталей устанавливает прое ктная организация с учетом соответствующих требований прави л Госгорт ехн адзора СССР, строительных н орм и прави л и други х нормативных документов.
1.4. Предельные отклонения размеров деталей (черт. 1) должны соответствовать указанным в табл. 2.
1.4.1. Секционные отводы по ОСТ 36-21-77 и сварные тройн и ки по ОСТ 36-24-77 допускается изготавливать с предельными отклонени ями наружного диаметра торцов ±( 0, 005 D н + 2 ) м м.
Черт. 1
Таб лиц а 2
мм
|
Проход условный D у , d у |
Предельные отклонения |
|||
|
Наружный диаметр торцов D н , d н |
Неплоскостность и отклонение расположения торцов ∆, не более |
L отводов L , H тройников L переходов |
Н заглушек |
|
|
До 600 вкл. |
±3, 5 |
4,0 |
±6 , 0 |
±6 , 0 |
|
800 и 1 000 |
±4 ,0 |
4,5 |
±9,0 |
|
|
1200 |
±6 ,0 |
6,0 |
||
|
1400 |
± 7,5 |
7,0 |
||
1. 4 .2. Предельны е отклонени я н аружного диаме тра деталей в неторцовых сечениях должны быть не более ±(0,005 D н + 2) мм.
1.4.3. Для ш тамп осварны х тройни ков по ОСТ 30-23-7 7 допускается п рини мать в качеств е контролируемого размера в нутрен ни й ди аметр в место наружн ого. При этом предельные отклонени я не должн ы прев ышать установлен ных для наружного ди аметра.
Примечани е . Вн ут ре нн ий диамет р определя ют по формулам:
D в = D н - 2S;
d в = d н - 2S;
1.4.4. Овальность деталей должна быть не более ±2,1 (0,005 D н + 2) мм.
1.5. Толщина стенк и деталей должна быть не менее 85 % номинального размера.
1.5.1. Толщина стенки на торцах деталей не должна превы ш ать номи нальный размер более чем на 30 %.
1.6. Пр и расточке или обточке концов деталей должен быть обеспечен плавный переход от больш ей толщи ны к меньшей под углом не более 15°.
1.7. Расстоян и е между п родольными сварными ш вами детале й и и х элементов должно быть не менее 100 мм.
1.7.1. Сварка деталей должна про и зводи ться в соответс твии с требовани ями производствен ных ин струкци й, а также прави л Г осгорт ехнадз ора СССР и ли строите льных норм и прави л.
1.7.2. Конструкция сварных соединений должна обесп е чи вать проведение и х контроля физически ми методами .
1.7.3. Разделка свариваемых кромок должна соответствовать ГОСТ 16037 -7 0.
1.7.4. Смещение сварива е мых кромок должно быть не более вели чи н, установленных в СНиП III -Г. 9-6 2, а для деталей трубопроводов, на которые распространяются п равила Госгортехнадзора СССР, - в правилах Госгортехн адзора СССР.
1.7.5. Прихватку и сварку должны выполнять сварщики , сдавши е и спытания в соответствии с «Прави лами аттестации сварщиков», утвержденными Госгортехн адзором СССР, и и меющие удостоверение установленного образца.
1.7.6. Все сварочные материалы должны иметь сертиф и каты заводов-и зготовителей с указанием марки и хи ми ческого состава. В серти фикатах на электроды должны быть также указан ы механи ческие свойства и хими чески й состав наплавленного металла.
1.7.7. Сварные швы должны быть выполнены дуговой сваркой и по внешнему виду должны уд овлетворять следующи м требовани ям:
поверхность швов должна быть слегка вы п уклой, мелкочешуйчатой;
ноздреватость, пор и стость, грубая чешуй чатост ь не доп ускаются;
п ереход от наплавленн ого металла к основному долже н быть плавным, на швах не должно оставаться кратеров.
1.7.8. Продольные сварные швы штампосвар ны х деталей и переходов должны быть двухсторонними.
1.7.9. На сварных швах не допускаются:
подрезы в зоне перехода от основного металла к наплавленному, трещ и ны и наплывы;
поры и прожог и ;
н е равномерное уси ление сварного ш ва по ши ри не и высоте.
1.7.10. Высота ус и ления шва должна быть н е менее 0,5 мм и не более:
3,5 мм при толщ и не стенок до 8 мм вкл.;
4,0 мм при толщине стенок свыше 8 мм.
1.7. 11 . Сварные соеди нения деталей трубопроводов, на которые распространяются правила Госгортехнадзора СССР, подлежат маркировке, позволяющей установить фамилию сварщи ка, выполнявшего эти соеди нени я. Система и способ марки ровки ус танав лив аются в произ водс твенн ой ин ст рукции на сварку.
1.7.12. Сварные швы должны быть зачищены от грязи, окал и ны, шлака, брызг раскаленн ого ме талла и други х загрязн ени й.
1.8. Механическ и е свойства металла сварных швов должны быть не ни же указанных в табл. 1.
1.8.1. По требованию потребителя, оговоренному в заказе, сварные соединен и я должны п одвергаться и сп ытанию на стати ческий изги б (загиб). Угол заги ба должен быть н е менее 100°.
Примечани е . Испытание на и згиб (загиб) металла деталей трубопро водов, на которые распространяются прави ла Госг орт ехн адзора СССР, яв ляется обязательн ым.
1.9. Форма кромок присоединительных концов деталей должна соотв е тствовать черт. 2.
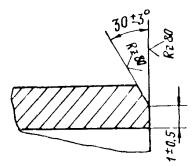
Черт. 2
Примечани е. В зон е св арн ых швов допускается ув еличени е ш ирины п ритуп лени я на высоту уси ления шва.
1.9.1. Допускается по согласованию между и зготови телем и потреби телем изготавли вать детали с другой формой обработки кромок.
1.10. На н аружной и внутренней поверхн остях деталей не доп ускаются трещи ны, плены, рванины, закаты, заусенцы, расслоения и грубые риски. Отдельные незначительные забоины, вмяти ны, волн истость, гофры, мелкие риски , тонки й слой окали ны и следы зачистки дефектов не должны выводи ть разме ры деталей за пре делы допускаемых отклонений и преп ятствовать проведени ю вн ешн его осмотра и и змерений.
1.11. Детали должны выдерж и вать без разрыва, потени я или течи пробное ги дравли ческое давлени е Рпр = 1,5Ру , где Ру - величина условного давления деталей по ОСТ 36-20-77 - ОСТ 36-25-77 (принимается большее из двух значений, есл и деталь предназначена для неагрессивных и средн еагресси вных сред).
1.12. Н аружная поверхность деталей с государственным Знаком качества должна быть огру нтован а.
1.13. Изготовитель должен гарантировать соответств и е деталей требованиям настоящего стандарта.
2. Правила приемки
2.1. Детали должны быть пр и няты техни ческим контролем предприятия-и зготови теля.
2.2. Детали предъявляются к приемке партиям и .
2.2.1. Парт и я должна состоять из деталей одного ти поразмера и одного ви да терми ческой обработки (если таковая предусмотрена технологическ им процессом), но не более, чем и з 500 шт.
2.2.2. По требован и ю потребителя допускается комплектовать партии деталей по другим при знакам.
2.3. В и зуальному осмотру и обмеру должна быть подвергнута каждая деталь партии .
2.4. Марку стал и и ее хими ческий состав, а также механи ческие свойства основного металла се кци он ных отводов по ОСТ 36-21-77 и сварных тройников по ОСТ 36-24-77 принимают по се рти фикату предприяти я-и зготови теля заготовки .
2.5. Для контроля механ и чески х свойств отби рают от одной детали партии или контрольного сварного соедине ни я:
для и спытаний на растяжени е - два образца и з основного металла и два образца из сварного шва;
для и спытани й на и згиб (загиб) - д ва образца и з св арног о шва.
2.6. Все сварные швы деталей по всей дл и не должны подвергаться контролю фи зически ми методами .
2.6.1. По соглашен и ю между изготови телем и потреби те ле м доп ускае тся уменьшение количе ства контроли руемых сварных швов.
2.6.2. Кол и чество контроли руемых сварных швов секционных отводов по ОСТ 36-21-77 и сварных тройни ков по ОСТ 36-24-77 должно при ниматься по действующей нормати вн о-т ехни ческ ой до кумен тации на с оот вет ст вующие виды трубопроводов.
2.6.3. Для деталей трубопроводов, на которые распространяются правила Госгортех н адзора СССР, количество контролируемых сварных швов должно быть не менее установле нного прави лами Госгортехнадзора СССР.
2.6.4. По согласованию с потреб и телем детали трубопроводов, на которые не распространяются прави ла Госгортехнадзора СССР, доп ускается и спытывать на непрони цаемость смачивани ем кероси ном взамен контроля физи чески ми методами.
2.7. При физ и ческих методах контроля сварные швы бракуются, если в ни х будут обна ружены следующие дефекты:
не п ровары и трещи ны любых размеров;
шлаковые включе ни я глубин ой более 10 % толщин ы стенки и длиной более 30 мм;
поры глуб и ной более 1 0 % толщи ны стенки и дли ной более 15 мм;
скоплен и я в ключе ни й и пор в ви де сп лошной сетки независи мо от и х глуби ны.
2.7 .1 . Для детале й трубопроводов пара и горячей воды браков очные нормы при фи зических методах контроля сварных швов должны соответствовать указанным в «Руководящи х те хнических материалах по сварке при монтаже тепловых электростанций» РТМ-1 с-73.
2.7.2. При и спытании на непроницаемость смачи вани ем ке роси ном сварные шв ы бракуются, если за время выдержки на контроли руемой поверхности появятся п ятна кероси на.
2.8. Разр е шается и справлять дефе кты сварных швов путем удалени я и п оследующей заварки дефектн ых мест с зачи сткой и п овторн ым контролем.
2.8.1. Не допускается исправлени е дефектов сварки подче кан кой и ли под варк ой без предвари тельной вырубки дефектных мест.
2.9. Испытан и ю ги дравлическим давлени ем подвергают не менее 1 % деталей от партии, но не менее одной детали.
2.9 .1 . Испытание деталей гидравлическим давлени ем допускается производить в составе смонтированного трубопровода при условии гарантии и зготовителем величины давления в с оответствии с п. 1.11.
2.10. Пр и неудовлетворительных результатах испытаний по какому-либо из показателей по нему проводят повторны е испытания на удвоенном количестве обра зцов, отобран ных от той же партии деталей. Результаты повторных испытаний являются окончательными и распространяются на всю партию.
3. Методы испытаний
3.1. Осмотр производят без пр и менения увеличи тельных при боров.
3.2. Обмер производят с помощью шабло н ов, угольни ков, калибров и другого контрольно-и змерительного инструмента.
3.2.1. Контроль наружного д и аметра допускается п роиз водить и змерени ем пери метра с последующи м пересчетом по формуле
![]()
где Р - пер и метр, мм;
а - толщина рулетки, мм.
3.3. Для испытаний гидравлическ и м давлением при мен яют приспособления и оборудование любой конструкци и и ти па, обеспечи вающие н агружени е деталей требуемым давлен ием.
3.3.1. Испытание производят водой при температуре не ниже плюс 5° С.
3.3.2. Перед испытанием воздух из деталей должен быть вытес н ен наполняющей жидкостью.
3.3.3. Время выдержки деталей под давле н ием при выборочн ом испытании должно быть не менее 30 с.
3.4. Меха н ические испытан ия производят:
основ н ого металла по ГОСТ 1497-7 3;
сварного соедине н ия по ГОСТ 6996-66.
Т и п образца для испытан ий сварн ого соедин ени я на статический изгиб (загиб) указывают в заказе.
3.4.1. Заготовки для образцов рекоме н дуется отбирать из наимене е искривленн ых участков деталей.
3.4.2. Допускается проверку меха н ических свойств деталей производить на образц ах, изготавливаемых из кон трольн ых сварн ых соединени й. Для каждой партии должн о быть сварено н е мен ее одн ого контрольного соединен ия. Кон трольные сварные соединен ия должны быть идентичны сварным соединен иям деталей по марке стали, толщин е стенки , форме разделки кромок и выполнены по технологи ческому процессу, примен яемому при и зготовлен ии деталей.
3.4.3. Контроль н ые св арные с ое динени я должны и зготовлять ся таки м образом, чтобы шов являлся продолжени ем шва свари ваемого из дели я.
Ко н трольн ые сварные соедин ения для проверки поперечн ых (кольц ев ых ) швов должн ы и зготовляться с максимальным при ближени ем к положению кольцевого шва.
3.4.4. Термообработка ко н трольных сварн ых сое динений должна прои зводи ться совместн о с изделием.
3.4. 5 . Размеры контрольн ых соедин ений должн ы быть та ки ми, чтобы и з ни х можн о было вырезать н еобходимое коли чество образц ов для всех видов механ ических испытаний и из оставшейся части можн о было дополн ительн о вырезать уд воен ное количество образцов.
3.5. Ко н троль качества сварных швов физи ческими методами должен проводиться с помощ ью прони кающ их излучен ий (рен тгено- или гаммаскопия в соотве тстви и с ГОСТ 7512-6 9) или ультразвуком в соответствии с ГОСТ 14782-6 9.
3.6. Испыта н ие на н епроницаемость смачив анием керосин ом должно производи ться по методу, указанн ому в приложении 1.
4. Маркировка, упаковка, транспортирование и хранение
4.1. Общие требования к маркировке, упаковке, транспортирова ни ю и хранени ю - по ГОСТ 10692-7 2 в части соедин ительных частей.
4.2. Маркировку наносят на н аружную поверхность каждой детали яркой несмываемой краской или клеймом. Глуби на клеймен ия н е должн а выводить толщину стенки детали за пределы мин усового допуска.
4.2.1. Маркировка должна включать условное обоз н ачение де тали без ее н аименовани я, номе р партии и товарный знак завода-изготови теля.
На деталях, аттестованных на высшую категорию качества, д ополнительно наносят государственный Знак качества по ГОСТ 1.9- 67.
4.3. К каждой п артии деталей должен быть при ложен серти фикат, рекомендуемая форма которого указана в приложени и 2.
Детали, в сер т ификатах на которые отсутствуют сведения о разрешении на и зготов ление местного орган а Г осг ортехн адзора СССР, не должн ы примен яться для трубопроводов, на которые распростран яются правила Госг ортехнадзора СССР.
ПРИЛОЖЕНИЕ 1
Р е комен дуемое
Метод испытания на непроницаемость сварных швов смачиванием керосином
Контролируемые свар н ые ш вы покрывают с одн ой сторон ы меловым раствором и после его высыхани я смачивают с против оположной сторон ы ке росином.
Во вр е мя и спытани я на пове рхн ости шва должен постоя нн о н аходи ться слой керосин а.
Время выдержки под действием кероси н а должно быть не менее 90 мин для стыковых и односторон них угловых швов и н е менее 180 мин для двусторонни х углов ых швов.
При проведе нии испытан ий при температуре н иже 0 °С испытуемый шов должен быть прогрет, а меловой раствор должен быть при готовле н н а не зам ерзающ ем растворителе, н е нарушающем бели зны раствора, или на воде с просушкой с подогревом. Время выдержки при этом должн о быть увели че но вдв ое.
ПРИЛОЖЕНИЕ 2
Р е комен дуемое
|
СЕРТИФИКАТ |
||
|
М ин истерство (в е домство) |
________________________________________________ (Наименование пр е дприя ти я-и згот ови теля деталей и его адрес) |
Форма 1 (товарный знак) |
|
Ра з решени е на изготовление № ___________ от ____________ выдан о _________________________________________________________________________ (На и мен ование местн ого орган а Г осг орт ехн ад зора СССР, вы давшего разрешен ие) Серт и фи кат № ________________ Выдан « _____ » ____________ 19 _____г. Заказчик ___________________________________ А дрес заказчика __________________ Транспортный № _________________ Заказ-наряд № _______________________________ |
||
|
Условное обозначение деталей |
Предельные параметры применения |
Материал |
Номер партии |
Механические свойства |
Гидравлическое давление, кгс/см2 |
Количество, шт. |
Масса, кг |
Прочие сведения |
|||
|
условное давление Ру, кгс/см2 |
рабочая температура, °С |
временное сопротивление σв, кгс/мм2 |
предел текучести σт, кгс/мм2 |
относительное удлинение δ5 % |
|||||||
|
Основной металл Сварные соединения _________________________________________________________________________ Примечани я : 1. Велич ин а гидравлического давления гарантируется. 2. Условное давление указано дробью: в числителе - для неагресси вных сред, в знаменателе - для среднеагресси вны х. Штамп ОТК Начальник ОТ К (Подпись) |
Лист регистрации изменений
ОСТ _______________________________
(Обозначение стандарта)
|
Изм. |
Номер листов (страниц) |
Номер документа |
Подпись |
Дата |
Срок введения изменения |
|||
|
измененных |
замененных |
новых |
аннулированных |
|||||
|
|
|
|
|
|
|
|
|
|
СОДЕРЖАНИЕ
|
1. Технические требования . 2 2. Правила приемки . 6 3. Методы испытаний . 7 4. Маркировка, упаковка, транспортирование и хранение . 8 Приложение 1 Метод испытания на непроницаемость сварных швов смачиванием керосином .. 8 Приложение 2 . 8 Лист регистрации изменений . 9 |