Методические рекомендации Технологическое обеспечение качества строительства асфальтобетонных покрытий. Методические рекомендации
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИИ
СИБИРСКАЯ ГОСУДАРСТВЕННАЯ АВТОМОБИЛЬНО-ДОРОЖНАЯ АКАДЕМИЯ (СИБАДИ)
ТЕХНОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ КАЧЕСТВА СТРОИТЕЛЬСТВА АСФАЛЬТОБЕТОННЫХ ПОКРЫТИЙ
Методические рекомендации
ОМСК
ОАО «ОМСКИЙ ДОМ ПЕЧАТИ»
2004
Рецензенты :
Ефименко В.Н., доктор технических наук, профессор, зав. кафедрой «Автомобильные дороги» Томского государственного архитектурно-строительного университета.
Кафедра «Автомобильные дороги» Уральского филиала Московского государственного автомобильно-дорожного института (УФ МАДИ ТУ).
Методические рекомендации обобщают отечественную и зарубежную теорию и практику обеспечения качества строительства асфальтобетонных покрытий в соответствии с требованиями нормативных и рекомендательных документов Российской Федерации.
Рекомендации предназначены для инженерно-технических работников предприятий и организаций дорожного комплекса, а также могут быть использованы в качестве учебного пособия студентами, обучающимися по специальностям 291000 «Автомобильные дороги и аэродромы» и 170900 «Подъемно-транспортные, строительные, дорожные машины и оборудование».
Издание осуществлено при спонсорской поддержке Государственного унитарного предприятия «Алтайавтодор» и Государственного унитарного предприятия «Челябинскавтодор», которым составители благодарны.
СОДЕРЖАНИЕ
|
ПРЕДИСЛОВИЕ 1. ОСНОВНЫЕ ИСХОДНЫЕ ПОЛОЖЕНИЯ ПО ОБЕСПЕЧЕНИЮ КАЧЕСТВА СТРОИТЕЛЬСТВА АСФАЛЬТОБЕТОННЫХ ПОКРЫТИЙ 1.1. УПРАВЛЕНИЕ КАЧЕСТВОМ ДОРОЖНЫХ РАБОТ 1.2. ОРГАНИЗАЦИЯ РАБОТ ПО СТРОИТЕЛЬСТВУ АСФАЛЬТОБЕТОННЫХ ПОКРЫТИЙ 1.3. ОПРЕДЕЛЕНИЕ И КЛАССИФИКАЦИЯ АСФАЛЬТОБЕТОННЫХ СМЕСЕЙ И АСФАЛЬТОБЕТОНОВ 1.4. ТРЕБОВАНИЯ К АСФАЛЬТОБЕТОННЫМ СМЕСЯМ И АСФАЛЬТОБЕТОНАМ 1.5. ОБЛАСТЬ ПРИМЕНЕНИЯ АСФАЛЬТОБЕТОНОВ. ОСОБЕННОСТИ КОНСТРУИРОВАНИЯ АСФАЛЬТОБЕТОННЫХ ПОКРЫТИЙ 1.6. ОСНОВЫ ТЕХНОЛОГИИ СТРОИТЕЛЬСТВА АСФАЛЬТОБЕТОННЫХ ПОКРЫТИЙ 1.7. ЭЛЕМЕНТЫ ОРГАНИЗАЦИИ КОНТРОЛЯ КАЧЕСТВА РАБОТ 2. ПОДГОТОВИТЕЛЬНЫЙ ПЕРИОД ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СТРОИТЕЛЬСТВА АСФАЛЬТОБЕТОННЫХ ПОКРЫТИЙ 2.1. ВХОДНОЙ КОНТРОЛЬ КАЧЕСТВА МАТЕРИАЛОВ, ПРИМЕНЯЕМЫХ ДЛЯ ПРИГОТОВЛЕНИЯ АСФАЛЬТОБЕТОННЫХ СМЕСЕЙ 2.2. ОСОБЕННОСТИ ПОДБОРА СОСТАВА СМЕСЕЙ ЛАБОРАТОРНОГО И ЗАВОДСКОГО ПРИГОТОВЛЕНИЯ 3. ОБЕСПЕЧЕНИЕ КАЧЕСТВА ПРИГОТОВЛЕНИЯ И ХРАНЕНИЯ В НАКОПИТЕЛЬНОМ БУНКЕРЕ АСФАЛЬТОБЕТОННЫХ СМЕСЕЙ 3.1. ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ АСФАЛЬТОСМЕСИТЕЛЬНЫХ (АС) УСТАНОВОК 3.2. СКЛАДИРОВАНИЕ И ХРАНЕНИЕ МАТЕРИАЛОВ. ПОГРУЗОЧНО-РАЗГРУЗОЧНЫЕ РАБОТЫ 3.3. АГРЕГАТЫ ПИТАНИЯ 3.4. БИТУМОХРАНИЛИЩА И БИТУМОНАГРЕВАТЕЛИ 3.5. ТОПОЧНЫЕ АГРЕГАТЫ АС УСТАНОВОК 3.6. СУШИЛЬНЫЕ БАРАБАНЫ АС УСТАНОВОК 3.7. ГОРЯЧИЕ ЭЛЕВАТОРЫ И СОРТИРОВОЧНЫЕ АГРЕГАТЫ 3.8. ДОЗИРОВОЧНЫЕ АГРЕГАТЫ 3.9. СМЕСИТЕЛИ ДЛЯ ПРИГОТОВЛЕНИЯ АСФАЛЬТОБЕТОННЫХ СМЕСЕЙ 3.10. НАКОПИТЕЛЬНЫЕ БУНКЕРЫ 3.11. ПРАВИЛА ПРИЕМКИ АСФАЛЬТОБЕТОННЫХ СМЕСЕЙ (извлечение из ГОСТ 9128) 3.12. ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ 4. ОБЕСПЕЧЕНИЕ КАЧЕСТВА ТРАНСПОРТИРОВАНИЯ АСФАЛЬТОБЕТОННЫХ СМЕСЕЙ 4.1. ОБЕСПЕЧЕНИЕ ТЕПЛОФИЗИЧЕСКОЙ НАДЕЖНОСТИ ТРАНСПОРТИРОВАНИЯ СМЕСЕЙ 4.2. МЕРОПРИЯТИЯ, СВЯЗАННЫЕ С ОБЕСПЕЧЕНИЕМ КАЧЕСТВА ТРАНСПОРТИРОВАНИЯ СМЕСЕЙ 4.3. ОПЕРАЦИОННЫЙ КОНТРОЛЬ КАЧЕСТВА 4.4. КРАТКИЕ РЕКОМЕНДАЦИИ 5. ОБЕСПЕЧЕНИЕ КАЧЕСТВА УКЛАДКИ И УПЛОТНЕНИЯ АСФАЛЬТОБЕТОННЫХ СМЕСЕЙ 5.1. ПОДГОТОВИТЕЛЬНЫЕ РАБОТЫ 5.2. УКЛАДКА АСФАЛЬТОБЕТОННЫХ СМЕСЕЙ 5.3. АВТОМАТИЧЕСКАЯ СТАБИЛИЗАЦИЯ ПОЛОЖЕНИЯ РАБОЧИХ ОРГАНОВ АСФАЛЬТОУКЛАДЧИКА 5.4. СОЕДИНЕНИЕ АСФАЛЬТОБЕТОННЫХ ПОЛОС 5.5. УПЛОТНЕНИЕ АСФАЛЬТОБЕТОННОГО СЛОЯ 5.6. ОПЕРАЦИОННЫЙ КОНТРОЛЬ КАЧЕСТВА 6. ОСОБЕННОСТИ ОБЕСПЕЧЕНИЯ КАЧЕСТВА СТРОИТЕЛЬСТВА АСФАЛЬТОБЕТОННЫХ ПОКРЫТИЙ В ХОЛОДНОЕ ВРЕМЯ 7. ТЕХНОЛОГИЧЕСКИЕ ДЕФЕКТЫ АСФАЛЬТОБЕТОННЫХ СЛОЕВ: ОПИСАНИЕ, ПРИЧИНЫ И СПОСОБЫ ПРЕДУПРЕЖДЕНИЯ 7.1. ПОВЕРХНОСТНЫЕ ВОЛНЫ 7.2. РАЗРЫВЫ 7.3. НЕОДНОРОДНОСТЬ ТЕКСТУРЫ 7.4. СЛЕДЫ ОТ ВЫГЛАЖИВАЮЩЕЙ ПЛИТЫ 7.5. НЕРОВНОСТЬ ПОКРЫТИЯ 7.6. ПОВЕРХНОСТНЫЕ ТЕНИ 7.7. НЕДОСТАТОЧНОЕ ПРЕДВАРИТЕЛЬНОЕ УПЛОТНЕНИЕ 7.8. НЕКАЧЕСТВЕННОСТЬ СТЫКОВ 7.9. РАСТРЕСКИВАНИЕ 7.10. СДВИГ СЛОЯ ПРИ УПЛОТНЕНИИ КАТКОМ 7.11. «ЖИРНЫЕ» ПЯТНА НА ПОВЕРХНОСТИ ПОКРЫТИЯ 7.12. СЛЕДЫ ОТ КАТКА 7.13. СЕГРЕГАЦИЯ СМЕСИ 8. ОСОБЫЕ РАЗНОВИДНОСТИ АСФАЛЬТОБЕТОНОВ 8.1. ПОЛИМЕРАСФАЛЬТОБЕТОН 8.2. ДИСПЕРСНО-АРМИРОВАННЫЙ АСФАЛЬТОБЕТОН 8.3. ЩЕБЕНОЧНО-МАСТИЧНЫЙ АСФАЛЬТОБЕТОН ПРИЛОЖЕНИЯ Приложение 1 Классификатор основных дефектов при контроле качества строительства асфальтобетонных покрытий* Приложение 2 Нормативные требования к асфальтобетонным покрытиям и искусственным основаниям аэродромов. Методы контроля Приложение 3 ТЕХНОЛОГИЧЕСКАЯ КАРТА: ПРИГОТОВЛЕНИЕ ГОРЯЧЕЙ АСФАЛЬТОБЕТОННОЙ СМЕСИ С ИСПОЛЬЗОВАНИЕМ ОТСЕВОВ ДРОБЛЕНИЯ МАГМАТИЧЕСКИХ ГОРНЫХ ПОРОД И ПОВЕРХНОСТНО-АКТИВНЫХ ВЕЩЕСТВ Приложение 4 ТЕХНОЛОГИЧЕСКАЯ КАРТА: СТРОИТЕЛЬСТВО АСФАЛЬТОБЕТОННОГО ПОКРЫТИЯ С ПРИМЕНЕНИЕМ ПОЛИМЕРНО-БИТУМНОГО ВЯЖУЩЕГО Приложение 5 МЕТОДИКА ОЦЕНКИ ПОКАЗАТЕЛЯ ТРЕЩИНОСТОЙКОСТИ АСФАЛЬТОБЕТОНА (а. с. № 1561033) Приложение 6 МЕТОДИКА ОЦЕНКИ СДВИГОУСТОЙЧИВОСТИ АСФАЛЬТОБЕТОНА (а.с 1693550) Приложение 7 ПРИМЕР СТАТИСТИЧЕСКОГО РЕГУЛИРОВАНИЯ КАЧЕСТВА УПЛОТНЕНИЯ АСФАЛЬТОБЕТОННОГО ПОКРЫТИЯ Приложение 8 ПРИМЕР СТАТИСТИЧЕСКОГО ПРИЕМОЧНОГО КОНТРОЛЯ КАЧЕСТВА УПЛОТНЕНИЯ АСФАЛЬТОБЕТОННОГО ПОКРЫТИЯ Приложение 9 ПЕРИОДИЧНОСТЬ ЛАБОРАТОРНОГО КОНТРОЛЯ КАЧЕСТВА КОМПОНЕНТОВ АСФАЛЬТОБЕТОННОЙ СМЕСИ Приложение 10 Сравнительные данные распиливающего эффекта форсунок Приложение 11 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ АСФАЛЬТОСМЕСИТЕЛЬНЫХ УСТАНОВОК Приложение 12 Технические характеристики сушильных барабанов Приложение 13 РЕГУЛИРОВКА И ПОВЕРКА ВЕСОВЫХ ДОЗАТОРОВ Приложение 14 Технические характеристики строительных автомобилей-самосвалов Приложение 15 МЕТОДИКА РАСЧЕТА ТЕМПЕРАТУРНО-ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ ТРАНСПОРТНЫХ ОПЕРАЦИЙ АСФАЛЬТОБЕТОННОЙ СМЕСИ Приложение 16 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ МАШИН ДЛЯ ПЕРЕГРУЗКИ АСФАЛЬТОБЕТОННОЙ СМЕСИ Приложение 17 СОДЕРЖАНИЕ ЕЖЕСМЕННОГО ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ АСФАЛЬТОУКЛАДЧИКОВ И КАТКОВ Приложение 18 ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА МАШИН ДЛЯ РАЗДЕЛКИ ТРЕЩИН Приложение 19 ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА МАШИН ДЛЯ ХОЛОДНОГО ФРЕЗЕРОВАНИЯ Приложение 20 ТЕХНОЛОГИЧЕСКАЯ СХЕМА ПРИГОТОВЛЕНИЯ ВСПЕНЕННОГО БИТУМА Приложение 21 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ АСФАЛЬТОУКЛАДЧИКОВ Приложение 22 МЕТОДИКА РАСЧЕТА ТЕМПЕРАТУРНО-ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ УПЛОТНЕНИЯ АСФАЛЬТОБЕТОННЫХ СЛОЕВ Приложение 23 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ КАТКОВ Приложение 24 Ориентировочные режимы работы машинно-дорожных отрядов и параметры потока строительства асфальтобетонных покрытий в холодное время Приложение 25 Перечень нормативных и рекомендательных документов по строительству асфальтобетонных покрытий из горячих смесей Использованная литература
|
ПРЕДИСЛОВИЕ
В дорожной отрасли России ежегодно укладывается в дело около 50 млн. тонн асфальтобетонных смесей. За последние пять лет качество асфальтобетонных покрытий улучшилось. В подрядных организациях с высококвалифицированными инженерно-техническими работниками и оснащенных современными средствами механизации, контроля качества работ уровень дефектности асфальтобетонных покрытий не превышает 5 %.
Высокое качество работ связано с дополнительными затратами, но стимулирует подрядчика только в виде ожидаемого им предпочтения при участии в торгах. Зарубежный опыт показывает, что строить автомобильные дороги с высоким качеством выгодно не только заказчику, но и подрядчику. Материальное стимулирование подрядчика, выполнившего работы с отличным качеством, позволит ему в дальнейшем совершенствовать технологию работ.
После выхода в 1999 г. первого издания методических рекомендаций в отечественной и зарубежной практике строительства асфальтобетонных покрытий появились новые материаловедческие и технологические решения, средства механизации и контроля качества, позволяющие более эффективно обеспечивать качество работ. Второе издание рекомендаций дополнено этой информацией.
Методические рекомендации составлены в соответствии с требованиями нормативных и рекомендательных документов в части строительства асфальтобетонных покрытий из горячих смесей по состоянию на 01.01.2004 ( прил. 25).
Рекомендации подготовили доктора технических наук В.Н. Шестаков, В.Б. Пермяков, кандидаты технических наук В.М. Ворожейкин (СибАДИ), Г.Б. Старков (ФГДУП «Омский Союздорнии») при участии инженеров А.К. Туяковой, И.В. Шестакова (СибАДИ).
Общее редактирование выполнено В.Н. Шестаковым.
Замечания и предложения по содержанию методических рекомендаций составители примут с признательностью по адресу: 644080, г. Омск, пр. Мира, 5, ГОУ СибАДИ, НИС; тел. (3812) 65-01-45, 65-37-04; факс (3812) 65-03-23.
1. ОСНОВНЫЕ ИСХОДНЫЕ ПОЛОЖЕНИЯ ПО ОБЕСПЕЧЕНИЮ КАЧЕСТВА СТРОИТЕЛЬСТВА АСФАЛЬТОБЕТОННЫХ ПОКРЫТИЙ
1.1. УПРАВЛЕНИЕ КАЧЕСТВОМ ДОРОЖНЫХ РАБОТ
Практика дорожного строительства показала, что принципиальное решение проблемы обеспечения качества должно базироваться на территориальной системе управления качеством работ (ТСУКР), которая включает в себя:
• инструкцию по проведению проверок качества;
• регламент независимого контроля качества;
• методику применения административно-финансовых санкций за нарушение качества.
Система ТСУКР охватывает все технологические операции и позволяет с помощью обратной связи управлять качеством реализации проекта строительства участникам инвестиционного процесса ( рис. 1.1).
Достаточно эффективные ТСУКР функционируют в Кемеровской дирекции областного дорожного фонда и Главном управлении дорожного хозяйства Челябинской области. Более чем десятилетний опыт управления качеством работ в Кемеровской области изложен в книге сотрудников Кузбасского центра дорожных исследований [ 2] (650051, г. Кемерово, пр. Кузнецкий, 127а).
При выборе стратегии управления качеством подрядная организация руководствуется проектно-сметной документацией и проектом производства работ (ППР). ППР обеспечивает целенаправленность всех организационных, технических и технологических решений на достижение конечного результата: ввода в эксплуатацию объекта строительства с необходимым качеством, в установленные сроки и с минимальной себестоимостью.
Подрядная организация осуществляет контроль качества в процессе строительства:
• входной контроль сырья, полуфабрикатов, изделий, поступающих от поставщиков или предприятий вспомогательного производства (АБЗ, карьеры и др.);
• операционный контроль технологических операций во время их выполнения и после завершения;
• приемочный контроль отдельных элементов дорог, продукции дорожных производственных предприятий.
При этом подрядчик обязан:
• беспрепятственно допускать экспертов и сотрудников испытательной лаборатории на объекты контроля (при наличии соответствующего задания заказчика);
• предоставлять необходимую для контроля техническую документацию по объекту (проектно-сметную документацию, журнал производства работ, журналы операционного и лабораторного контроля, акты на скрытые работы);
• оказывать содействие при обследовании и взятии проб (обеспечивать внутриобъектным транспортом, предоставлять информацию об объекте, исходных материалах, конструкциях и т.д.);

Рис. 1.1. Структурная схема взаимодействия участников инвестиционного процесса при управлении качеством дорожных работ
• незамедлительно ликвидировать все исправимые нарушения, сообщать об этом заказчику;
• ликвидировать последствия взятия проб;
• допускать экспертов и испытательную лабораторию на производственные предприятия (АБЗ, промбазы).
Заказчик выполняет следующие функции в составе и порядке, установленном действующими правовыми актами и нормативными документами по строительству (Постановление Госстроя России № 58 от 08.06.2001):
• заключает договора на работы и услуги по результатам конкурсов;
• получает разрешение на выполнение строительно-монтажных работ;
• определяет, как правило на конкурсной основе, поставщиков оборудования, строительных материалов и иных комплектующих, поставка которых по договору возложена на службу заказчика.
В области контроля и надзора за ходом строительства:
• утверждает перечень лиц, которые от имени заказчика уполномочены осуществлять контроль и технический надзор за проведением строительно-монтажных работ и проверку качества используемых материалов, конструкций и оборудования, принимать скрытые работы и законченные работы и давать предписания о прекращении или временной приостановке работ;
• согласовывает подрядчику перечень планируемых поставщиков материалов и привлекаемых сторонних организаций для выполнения отдельных видов работ и монтажа оборудования;
• проверяет наличие необходимых лицензий и сертификатов у исполнителей работ и поставщиков материалов;
• осуществляет контроль и технический надзор за строительством, соответствием объема, стоимости и качества работ проектам, сметным расчетам и договорным ценам, строительным нормам и правилам на производство и приемку этих работ;
• при обнаружении отступления от проекта, использования материалов и выполненных работ, качество которых не отвечает требованиям ТУ, ГОСТ и СНиП, дает предписание о приостановке работ и исправлении обнаруженных дефектов и предъявляет виновной стороне предусмотренные договором санкции;
• осуществляет контроль за исполнением подрядчиком предписаний государственных надзорных органов и авторского надзора, требований шефмонтажных организаций в части безопасных методов ведения строительства, качества работ и используемых материалов и строительных конструкций.
В том случае, если результаты контроля качества показали, что его фактический уровень не соответствует зафиксированному в договоре, заказчик на стадии приемки и оплаты работ принимает решение о мерах экономического и административного воздействия (прил. 1, 2).
Штраф назначается в конкретной денежной сумме, определенной договором, и уплачивается в бюджет.
Неустойка определяется договором в процентном соотношении от стоимости работ. Заказчик выплачивает ее инвестору строительства в случае некачественного исполнения работ.
Штраф прежде всего констатирует сам факт нарушения. Назначение неустойки заключается в выполнении принципа: некачественное строительство подрядчику дороже.
Проектная организация обеспечивает объект строительства проектно-сметной документацией и осуществляет авторский надзор за его реализацией. Цель надзора - предупреждение нарушений требований проекта, СНиПа, периодическое получение информации о качестве и состоянии технологического процесса.
Авторское сопровождение проекта основывается на следующих принципах:
• системность контроля и его регулирование;
• независимость контроля и его сертификация;
• ясность критериев контроля, их минимизация и оптимизация;
• неотвратимость санкций при низком качестве строительных работ и качестве контроля;
• стимулирование самоконтроля службами подрядчика.
Главное отличие авторского сопровождения проекта от других методов управления качеством заключается не только в констатации брака, но и его предупреждении.
Подрядчик и заказчик решают противоположные задачи: подрядчик стремится получить максимальную прибыль, а заказчик обязан обеспечить наиболее эффективное использование средств налогоплательщиков. Поэтому необходима служба, которая обеспечивала бы объективные результаты оценок качества работ, признаваемые обеими сторонами. Эта задача решается с помощью независимой испытательной лаборатории, которая должна удовлетворять следующим требованиям:
• наличие у лаборатории юридического статуса;
• отсутствие коммерческого, финансового или иного воздействия на сотрудников лаборатории, которое могло бы повлиять на объективность испытаний;
• награждение персонала независимо от результатов испытаний.
Аккредитация - средство формирования доверия. Аккредитация испытательной лаборатории является официальным признанием Руководящим органом Системы по аккредитации компетентности (способности) лаборатории проводить испытания (виды испытаний) в установленной области аккредитации, в том числе, возможно, и для целей сертификации.
Цель аккредитации:
• повышение и укрепление качества и профессиональной компетенции испытательных лабораторий и органов по сертификации;
• достижение признания результатов испытаний и сертификатов соответствия внутри страны и за рубежом;
• обеспечение конкурентоспособности и признания продукции на внутреннем и внешнем рынках.
Объектом аккредитации являются:
• калибровочные лаборатории;
• испытательные лаборатории;
• органы по сертификации.
Испытательная лаборатория обязана:
• постоянно поддерживать свое соответствие критериям аттестации и стандарта;
• обеспечивать конфиденциальность сведений, полученных в результате испытаний;
• обеспечивать заказчику и подрядчику доступ в помещение лаборатории для наблюдения за испытаниями;
• вести учет всех результатов испытаний, предъявляемых претензий и результатов инспекционного контроля;
• постоянно совершенствовать свою работу.
В процессе строительства между заказчиком и генподрядчиком могут возникнуть спорные вопросы (изменения в технологическом процессе, применение материалов, не предусмотренных проектом, и др.). Все изменения в проекте должны быть согласованы с проектной организацией при участии специализированного экспертного центра, который дает заключение о правомерности изменений в проектных решениях ( рис. 1.1). Помимо этого экспертный центр производит сертификацию проекта и выполненных подрядчиком работ.
Особенности состояния дорожного комплекса России и тенденции мирового развития позволяют рекомендовать для управления качеством дорожных работ процедуры сертификации и страхования.
Сертификация продукции - процедура подтверждения соответствия, посредством которой не зависимая от изготовителя (продавца, исполнителя) и потребителя (покупателя) организация удостоверяет в письменной форме, что продукция соответствует установленным требованиям (ч. 1 в ред. Федерального закона от 31.07.98 № 154-ФЗ).
Соответствие продукции требованиям, установленным соответствующими нормативными документами, заявленными заявителем, удостоверяется путем выдачи заявителю сертификата соответствия и предоставлением в отдельных случаях по желанию заявителя права на применение знака соответствия. По мнению ведущих специалистов, сертификация должна сочетаться со страхованием строящихся объектов.
Страхование может послужить формой правовой защиты потребителей от производителей недоброкачественной строительной продукции. После завершения работ на объекте подрядчик должен застраховать его на определенный срок. Продолжительность срока страхования увязывается заказчиком со стоимостью работ. Размер страхового взноса определяется прогнозируемым сроком до потребности в ремонте сооружения.
Инженерное сопровождение. В отечественной практике дорожного строительства используется система организации дорожных работ, при которой в процессе реализации проекта наряду с «Заказчиком» и «Подрядчиком» участвует третья сторона «Консультант» - организация, осуществляющая инженерное сопровождение проекта строительства (реконструкции) объекта.
Основными функциями «Консультанта» при осуществлении инженерного сопровождения проекта и надзора за дорожными работами могут являться:
• осуществление взаимодействия уполномоченных представителей заинтересованных сторон: «Заказчика», «Подрядчика», «Проектировщика» и, при необходимости, «Независимого контроля» - при реализации проекта для оперативного решения технических, проектных и организационных вопросов на объекте строительства;
• рассмотрение и анализ проектно-сметной документации и, при необходимости, подготовка предложений по ее корректировке;
• оценка состояния производственно-технической базы «Подрядчика», наличия оборудования, машин и механизмов. Анализ лабораторной службы, в т.ч. оснащенность средствами измерения, испытательным и вспомогательным оборудованием, наличие и квалификация состава, обеспеченность нормативно-технической литературой, условия проведения лабораторных работ и, в результате, оценка возможностей «Подрядчика» осуществлять собственный лабораторный контроль качества используемых материалов, изделий, продукции и выполняемых дорожно-строительных работ;
• рассмотрение проекта и графиков производства работ, разработанных «Подрядчиком», и подготовка заключения «Заказчику» по их согласованию;
• рассмотрение предложений «Подрядчика» по привлечению к выполнению отдельных видов работ субподрядных организаций и подготовка заключений Заказчику по принятию или отклонению этих предложений;
• рассмотрение предложений «Подрядчика» по изменению графика производства работ, сроков окончания работ, проектных решений и подготовка заключений «Заказчику» по принятию или отклонению этих предложений.
• обеспечение эффективной работы персонала по инженерному сопровождению проекта, надзору за дорожными работами и их контролю качества на каждом участке производственного процесса, связанного с реализацией проекта;
• подготовка документов для сдачи объекта в эксплуатацию;
• участие в промежуточной приемке выполненных работ и приемке объекта строительства в эксплуатацию.
1.2. ОРГАНИЗАЦИЯ РАБОТ ПО СТРОИТЕЛЬСТВУ АСФАЛЬТОБЕТОННЫХ ПОКРЫТИЙ
Организация работ заключается в разработке и осуществлении комплекса мероприятий, определяющих: численность и расстановку всех необходимых материально-технических и трудовых ресурсов, их взаимодействие, порядок использования и перемещения в технологическом процессе, а также систему управления ими.
Целью комплекса этих мероприятий является реализация проекта с требуемым качеством, в установленные договорные сроки и с минимальной себестоимостью.
Для объективной оценки потенциальных возможностей достижения подрядной организацией цели проекта заказчику рекомендуется включать в документацию для участия в подрядных торгах проект производства работ, который в соответствии с требованиями СНиП 3.01.01-85 должен содержать:
• календарный план производства работ;
• строительный генеральный план;
• рабочие технологические карты;
• краткую пояснительную записку с необходимыми обоснованиями и технико-экономическими показателями.
Важной составляющей этого проекта в части обеспечения качества строительства асфальтобетонных покрытий являются рабочие технологические карты, разрабатываемые на основе типовых.
Технологическая карта является формой технологической документации, в которой указаны все технологические операции и их параметры, материалы, машины и оборудование, квалификация рабочих и трудоемкость операций, схема операционного контроля. Примеры типовых технологических карт на приготовление асфальтобетонной смеси и строительство асфальтобетонного покрытия приведены в прил. 3, 4.
Необходимо отметить, что качественные компоненты смеси, рационально подобранный ее состав, высокий уровень дорожно-строительных машин и оборудования еще не гарантируют качество асфальтобетонных покрытий. Оно может быть достигнуто только в сочетании с соответствующей квалификацией инженерно-технических работников и рабочих.
Перед началом строительства необходимо согласовать между собой функциональные обязанности сторон, управляющих качеством проекта, и их взаимодействие в ходе производства работ (см. рис. 1.1). При этом нельзя упускать из рассмотрения такой важный аспект, как условия обеспечения безопасности жизнедеятельности человека.
Для успешного взаимодействия сторон, управляющих качеством работ, им рекомендуется вести точные и полные записи хода производства работ по взаимосогласованной форме. Такая документальная фиксация событий имеет важное значение при разрешении конфликтов сторон в части определения причин возможных дефектов покрытия и его преждевременного разрушения.
Строительство асфальтобетонных покрытий следует планировать в сухую погоду: из смесей на вязких битумах (марок БНД 40/60, БНД 60/90, БНД 90/130, БН 60/90, БН 90/130) весной и летом при температуре воздуха не ниже 5°С, а осенью - не ниже 10°С; из смесей на полувязких (марок БНД 130/200, БНД 200/300, БН 130/200, БН 200/ 300) и жидких битумах (марок СГ 130/200, МГ 130/200, МГО 130/200) при температуре не ниже минус 10°С.
По согласованию с заказчиком возможно строительство нижних слоев асфальтобетонных покрытий из смесей на вязких битумах при температуре воздуха до минус 10°С (см. главу 6).
1.3. ОПРЕДЕЛЕНИЕ И КЛАССИФИКАЦИЯ АСФАЛЬТОБЕТОННЫХ СМЕСЕЙ И АСФАЛЬТОБЕТОНОВ
Следует различать термины «асфальтобетонная смесь» и «асфальтобетон».
Асфальтобетонная смесь - рационально подобранная смесь минеральных материалов (щебня (гравия) и песка с минеральным порошком), с нефтяным битумом и, при необходимости, различных добавок (поверхностно-активных веществ, активаторов, пластификаторов, модификаторов битума и др.), взятых в определенных соотношениях и перемешанных в нагретом до рациональной температуры состоянии.
Асфальтобетон - уплотненная при рациональном температурном режиме до требуемой плотности асфальтобетонная смесь.
Асфальтобетонные дорожные, аэродромные смеси и асфальтобетон должны удовлетворять требованиям ГОСТ 9128.
В зависимости от вида минеральной составляющей асфальтобетонные смеси и асфальтобетон подразделяют на щебеночные, гравийные и песчаные.
Асфальтобетонные смеси, в зависимости от вязкости применяемого нефтяного битума и температуры укладки в конструктивный слой, подразделяют на горячие и холодные.
Горячие асфальтобетонные смеси приготавливают с использованием как вязких битумов по ГОСТ 22245 (марок БНД 40/60, БНД 60/90, БНД 90/130, БН 40/60, БН 60/90, БН 90/130, БНД 130/200, БНД 200/300, БН 130/200, БН 200/300), укладываемых при температуре не менее 12°С, так и жидких битумов по ГОСТ 11955 (марок СГ 130/200, МГ 130/200, МГО 130/200), укладываемых при температуре смеси не ниже 70°С.
В зависимости от наибольшего размера минеральных зерен горячие смеси и асфальтобетоны подразделяют на: крупнозернистые - с размером зерен до 40 мм, мелкозернистые - до 20 мм и песчаные - до 5 мм.
По величине остаточной пористости асфальтобетоны подразделяют на виды: высокоплотные - с остаточной пористостью от 1,0 до 2,5 %; плотные - св. 2,5 до 5 %; пористые - св. 5,0 до 10,0 % и высокопористые - св. 10,0 до 18 %.
Щебеночные и гравийные горячие асфальтобетонные смеси и плотные асфальтобетоны, в зависимости от массовой доли щебня (или гравия), подразделяют на следующие типы: А - с содержанием щебня св. 50 до 60 %; Б - св. 40 до 50 %; В - св. 30 до 40 %.
Горячие песчаные смеси и соответствующие им асфальтобетоны, в зависимости от вида песка, подразделяют на типы: Г - на песках из отсевов дробления, а также на смесях с природным песком при содержании последнего не более 30 % по массе; Д - на природных песках или смесях природных песков с отсевами дробления при содержании последних менее 70 % по массе.
Высокоплотные горячие смеси и соответствующие им асфальтобетоны содержат щебень свыше 50 до 70 %.
Горячие смеси и асфальтобетоны, в зависимости от физико-механических свойств асфальтобетона и качества применяемых материалов, подразделяются на марки (табл. 1.1).
Таблица 1.1
(Извлечение из табл. 1 ГОСТ 9128)
|
Типы смесей и асфальтобетонов |
Марки |
|
Высокоплотные |
I |
|
Плотные типов: |
|
|
А |
I , II |
|
Б, Г |
I, II, III |
|
В, Д |
II , III |
|
Пористые и высокопористые |
I , II |
Особые разновидности асфальтобетонов, применение которых способствует обеспечению качества асфальтобетонных покрытий, приведены в главе 8.
1.4. ТРЕБОВАНИЯ К АСФАЛЬТОБЕТОННЫМ СМЕСЯМ И АСФАЛЬТОБЕТОНАМ
Асфальтобетонные смеси должны приготавливаться в соответствии с требованиями ГОСТ 9128 по технологическому регламенту, утвержденному в установленном порядке предприятием-изготовителем.
Таблица 1.2
(Табл. 2 из ГОСТ 9128)
|
Вид и тип смесей и асфальтобетонов |
Размер зерен, мм, мельче |
||||||||||
|
40 |
20 |
15 |
10 |
5 |
2,5 |
1,25 |
0,63 |
0,315 |
0,16 |
0,071 |
|
|
Плотные |
Непрерывные зерновые составы |
||||||||||
|
А |
90…100* |
66…90 |
56…70 |
48…62 |
40…50* |
26…38 |
17…28 |
12…20* |
91…15 |
6…11 |
4…10* |
|
Б |
90…100* |
77…90 |
68…80 |
60…72 |
50…60* |
38…52 |
28…39 |
20…29* |
14…22 |
9…16 |
6…12* |
|
|
Прерывистые зерновые составы |
||||||||||
|
А |
90…100* |
66…90 |
56…70 |
48…62 |
40…50* |
28…50 |
22…50 |
22…50* |
14…28 |
8…15 |
4…10* |
|
Б |
90…100* |
76…90 |
68…80 |
60…72 |
50…60* |
40…60 |
34…60 |
34…60* |
20…40 |
14…23 |
6…12* |
|
Пористые и высокопористые щебеночные |
90…100* |
75…100 |
64…100 |
52…88 |
40…60* |
28…60 |
16…60 |
10…60* |
8…37 |
5…20 |
2…8* |
|
Высокопористые песчаные |
- |
- |
- |
- |
90…100* |
64…100 |
41…100 |
25…85* |
17…72 |
10…45 |
4…10* |
*При приемосдаточных испытаниях допускается определять зерновые составы смесей по контрольным ситам в соответствии с данными, выделенными жирным шрифтом.
Зерновые составы минеральной части смесей и асфальтобетонов должны соответствовать в процентах по массе: установленным в табл. 1.2 - для нижних слоев покрытий и оснований; в табл. 1.4 - для верхних слоев покрытий.
В свою очередь, показатели физико-механических свойств пористых и высокопористых асфальтобетонов должны соответствовать указанным в табл. 1.3, а высокоплотных и плотных асфальтобетонов - в табл. 1.5.
Таблица 1.3
(Табл. 6 из ГОСТ 9128)
|
Наименование показателя |
Значение показателя для марок |
|
|
I |
II |
|
|
1. Предел прочности при сжатии при температуре 5°С, МПа, не менее |
0,7 |
0,5 |
|
2. Водостойкость, не менее |
0,7 |
0,6 |
|
3. Водостойкость при длительном водонасыщении, не менее |
0,6 |
0,5 |
|
4. Водонасыщение, % по объему, для: |
|
|
|
пористых |
св. 5,0 до 10,0 |
св. 5,0 до 10,0 |
|
высокопористых |
св. 10,0 до 18,0 |
св. 10,0 до 18,0 |
Примечания:
1. Для крупнозернистых асфальтобетонов предел прочности при сжатии при температуре 50°С и показатели водостойкости не нормируются.
2. Значения водонасыщения пористых и высокопористых асфальтобетонов приведены как для образцов, отформованных из смеси, так и для вырубок и кернов готового покрытия.
Смеси и асфальтобетоны, в зависимости от значения суммарной удельной эффективной активности естественных радионуклидов (Аэфф) в применяемых минеральных материалах, используют при:
Аэфф до 740 Бк/кг - для строительства покрытий дорог и аэродромов без ограничений;
Аэфф св. 740 до 2800 Бк/кг - для строительства дорог вне населенных пунктов и зон перспективной застройки.
Водонасыщение асфальтобетонов должно соответствовать в процентах по объему, указанному в табл. 1.6, а пористость минеральной части асфальтобетонов - в табл. 1.7.
Смеси должны выдерживать испытание на сцепление битумов с поверхностью минеральной части (п. 7.7 Пособия к СНиП 3.06.03-85; СНиП 3.06.06-88) и быть однородными - коэффициент вариации показателя предела прочности при сжатии при температуре 50°С должен быть не более указанного в табл. 1.8.
Таблица 1.4
(Извлечение из табл. 3 ГОСТ 9128)
|
Виды и типы смесей и асфальтобетонов |
Размер зерен, мм, мельче |
|||||||||
|
20 |
15 |
10 |
5 |
2,5 |
1,25 |
0,63 |
0,315 |
0,16 |
0,071 |
|
|
Горячие: высокоплотные |
90…100 |
70…100 |
56…100 |
35…50 |
25…40 |
18…50 |
13…50 |
12…50 |
11…28 |
10…16 |
|
плотные типов: |
Непрерывные зерновые составы |
|||||||||
|
А |
90…100 |
75…100 |
62…100 |
40…50 |
28-38 |
20…28 |
14…20 |
10…16 |
6…12 |
4…10 |
|
Б |
90…100 |
80…100 |
70…100 |
50…60 |
38…48 |
28…37 |
20…28 |
14…22 |
10…16 |
6…12 |
|
В |
90..100 |
85…100 |
75…100 |
60…70 |
48…60 |
37…50 |
28…40 |
20…30 |
13…20 |
8…14 |
|
Г |
- |
- |
- |
80…100 |
65…82 |
45…65 |
30…50 |
20…36 |
15…25 |
8…16 |
|
Д |
- |
- |
- |
80…100 |
60…93 |
45…85 |
30…75 |
20…55 |
15…33 |
10…16 |
|
|
Прерывистые зерновые составы |
|||||||||
|
А |
90…100 |
75…100 |
62…100 |
40…50 |
28…50 |
20…50 |
20…50 |
10…28 |
6…16 |
4…10 |
|
Б |
90…100 |
80…100 |
70…100 |
50…60 |
38…60 |
28…60 |
28…60 |
14…34 |
10…20 |
6…12 |
Примечания:
1. В скобках указаны требования к зерновым составам минеральной части асфальтобетонных смесей при ограничении проектной документацией крупности применяемого щебня.
2. При приемо-сдаточных испытаниях допускается определять зерновые составы смесей по контрольным ситам в соответствии с выделенным жирным шрифтом.
Таблица 1.5
(Табл. 4 из ГОСТ 9128)
|
Наименование показателя |
Значение показателя для асфальтобетонов марок: |
||||||||
|
I |
II |
III |
|||||||
|
Для дорожно-климатических зон |
|||||||||
|
I |
II, III |
IV, V |
I |
II, III |
IV, V |
I |
II, III |
IV , V |
|
|
1. Предел прочности при сжатии при температуре 50°С, МПа, не менее, для асфальтобетонов |
|
|
|
|
|
|
|
|
|
|
высокоплотных |
1,0 |
1,1 |
1,2 |
|
|
|
|
|
|
|
плотных типов |
|
|
|
|
|
|
|
|
|
|
А |
0,9 |
1,0 |
1,1 |
0,8 |
0,9 |
1,0 |
|
|
|
|
Б |
1,0 |
1,2 |
1,3 |
0,9 |
1,0 |
1,2 |
0,8 |
0,9 |
1,1 |
|
В |
|
|
|
1,1 |
1,2 |
1,3 |
1,0 |
1,1 |
1,2 |
|
Г |
1,1 |
1,3 |
1,6 |
1,0 |
1,2 |
1,4 |
0,9 |
1,0 |
1,1 |
|
Д |
|
|
|
1,1 |
1,3 |
1,5 |
1,0 |
1,1 |
1,2 |
|
2. Предел прочности при сжатии при температуре 20°С, МПа, для асфальтобетонов всех типов, не менее |
2,5 |
2,5 |
2,5 |
2,2 |
2,2 |
2,2 |
2,0 |
2,0 |
2,0 |
|
3. Предел прочности при сжатии при температуре 0°С, МПа, для асфальтобетонов всех типов, не более |
9,0 |
11,0 |
13,0 |
10,0 |
12,0 |
13,0 |
10,0 |
12,0 |
13,0 |
|
4. Водостойкость плотных асфальтобетонов, не менее |
0,95 |
0,90 |
0,85 |
0,90 |
0,85 |
0,80 |
0,85 |
0,75 |
0,70 |
|
5. Водостойкость высокоплотных асфальтобетонов, не менее |
|
|
|
|
|
|
|
|
|
|
6. Водостойкость плотных асфальтобетонов при длительном водонасыщении, не менее |
0,95 |
0,95 |
0,90 |
|
|
|
|
|
|
|
7. Водостойкость высокоплотных асфальтобетонов при длительном водонасыщении, не менее |
0,90 |
0,85 |
0,75 |
0,85 |
0,75 |
0,70 |
0,75 |
0,65 |
0,60 |
|
8. Сдвигоустойчивость по: - коэффициенту внутреннего трения, не менее, для асфальтобетонов типов: |
|
|
|
|
|
|
|
|
|
|
высокоплотных |
0,86 |
0,87 |
0,89 |
0,86 |
0,87 |
0,89 |
|
|
|
|
А |
0,86 |
0,87 |
0,89 |
0,86 |
0,87 |
0,89 |
|
|
|
|
Б |
0,80 |
0,81 |
0,83 |
0,80 |
0,81 |
0,83 |
0,79 |
0,80 |
0,81 |
|
В |
|
|
|
0,74 |
0,76 |
0,78 |
0,73 |
0,75 |
0,77 |
|
Г |
0,78 |
0,80 |
0,82 |
0,78 |
0,80 |
0,82 |
0,76 |
0,78 |
0,80 |
|
Д |
|
|
|
0,64 |
0,65 |
0,70 |
0,62 |
0,64 |
0,66 |
|
- сцеплению при сдвиге при температуре 50°С, МПа, не менее, для асфальтобетонов типов: |
|
|
|
|
|
|
|
|
|
|
высокоплотных |
0,25 |
0,27 |
0,30 |
|
|
|
|
|
|
|
А |
0,23 |
0,25 |
0,26 |
0,22 |
0,24 |
0,25 |
|
|
|
|
Б |
0,32 |
0,37 |
0,38 |
0,31 |
0,35 |
0,36 |
0,29 |
0,34 |
0,36 |
|
В |
|
|
|
0,37 |
0,42 |
0,44 |
0,36 |
0,40 |
0,42 |
|
Г |
0,34 |
0,37 |
0,38 |
0,33 |
0,36 |
0,37 |
0,32 |
0,35 |
0,36 |
|
Д |
|
|
|
0,47 |
0,54 |
0,55 |
0,45 |
0,48 |
0,50 |
|
9. Трещиностойкость по пределу прочности на растяжение при расколе при температуре 0°С и скорости деформирования 50 мм/мин для асфальтобетонов всех типов, МПа: |
|
|
|
|
|
|
|
|
|
|
не менее |
3,0 |
3,5 |
4,0 |
2,5 |
3,0 |
3,5 |
2,0 |
2,5 |
3,0 |
|
не более |
5,5 |
6,0 |
6,5 |
6,0 |
6,5 |
7,0 |
6,5 |
7,0 |
7,5 |
Примечание. При использовании полимерно-битумных вяжущих допускается снижать нормы к сцеплению при сдвиге и пределу прочности на растяжение при расколе на 20 %.
Таблица 1.6
(Табл. 5 из ГОСТ 9128)
|
Вид и тип асфальтобетона |
Значение показателя для |
|
|
образцов, отформованных из смеси |
вырубок и кернов готового покрытия, не более |
|
|
Высокоплотный |
От 1,0 до 2,5 |
3,0 |
|
Плотный типов: |
|
|
|
А |
От 2,0 до 5,0 |
5,0 |
|
Б, В и Г |
От 1,5 до 4,0 |
4,5 |
|
Д |
От 1,0 до 4,0 |
4,0 |
Примечание. Показатели водонасыщения асфальтобетонов, применяемых в конкретных дорожно-климатических условиях, могут уточняться в указанных пределах в проектной документации на строительство.
Таблица 1.7
(Извлечение из п. 5.5 ГОСТ 9128)
|
Вид и тип асфальтобетона |
Значение показателя, %, не более |
|
Высокоплотный |
16 |
|
Плотный типов: |
|
|
Аи Б |
19 |
|
В, Г и Д |
22 |
|
Пористый |
23 |
|
Высокопористый щебеночный |
24 |
|
Высокопористый песчаный |
28 |
Температура смесей при отгрузке потребителю в зависимости от показателей битумов должна соответствовать указанной в табл. 1.9.
Таблица 1.8
(Извлечение из табл. 9 ГОСТ 9128)
|
Наименование показателя |
Значение коэффициента вариации по маркам, не более |
||
|
I |
II |
III |
|
|
Предел прочности при сжатии при температуре 50°С |
0,16 |
0,18 |
0,20 |
Таблица 1.9
(Извлечение из табл. 8 ГОСТ 9128)
|
Вид смеси |
Температура смеси, °С, в зависимости от показателя битума |
|||||
|
глубины проникания иглы при 25°С, 0,1 мм |
условной вязкости по вискозиметру с отверстием 5 мм при 60°С, с |
|||||
|
40…60 |
61…90 |
91…130 |
131…200 |
201…300 |
131…200 |
|
|
Горячая |
от
150 |
от
145 |
от
140 |
от
130 |
от
120 |
от
110 |
Примечания:
1. При использовании ПАВ или активированных минеральных порошков допускается снижать температуру смесей на 20°С.
2. Для высокоплотных асфальтобетонов и асфальтобетонов на полимерно-битумных вяжущих допускается увеличивать температуру готовых смесей на 20°С, соблюдая при этом требования ГОСТ 12.1.005 к воздуху рабочей зоны.
Наряду с оценкой трещиностойкости асфальтобетона по пределу его прочности на растяжение при расколе, согласно требованиям табл. 1.5, рекомендуется для накопления данных определять отношение прочности асфальтобетона на растяжении при расколе R к его модулю упругости Е. Чем больше показатель R / E асфальтобетона, тем выше трещиностойкость асфальтобетона. Методика оценки этого показателя приведена в прил. 5.
Одной из основных причин появления дефектов покрытия в виде пластических деформаций (колей, волн, наплывов и т. п.) является неправильный выбор типов и видов асфальтобетона. Оценка сдвигоустойчивости асфальтобетона по его коэффициенту внутреннего трения и сцеплению, согласно требованиям табл. 1.5, является весьма трудоемким испытанием, требующим сложного лабораторного оборудования.
Достаточно простым и объективным является испытание стандартных асфальтобетонных образцов в условиях объемного напряженно-деформированного состояния. Методика такой оценки сдвигоустойчивости асфальтобетона приведена в прил. 6.
1.5. ОБЛАСТЬ ПРИМЕНЕНИЯ АСФАЛЬТОБЕТОНОВ. ОСОБЕННОСТИ КОНСТРУИРОВАНИЯ АСФАЛЬТОБЕТОННЫХ ПОКРЫТИЙ
Рекомендуемая ГОСТ 9128 область применения асфальтобетонов при устройстве верхних слоев: покрытий автомобильных дорог и городских улиц приведена в табл. 1.10; взлетно-посадочных полос и магистральных рулежных дорожек аэродромов - в табл. 1.11; покрытий прочих рулежных дорожек, мест стоянок и перронов аэродромов - в табл. 1.12.
Основная задача конструктирования пакета асфальтобетонных слоев состоит в оптимизации толщины верхнего слоя, слоя из плотного или высокоплотного асфальтобетона и сокращении числа слоев.
Таблица 1.10
(Рекомендуемое ГОСТ 9128 прил. А)
|
Дорожно-климатическая зона |
Вид асфальтобетона |
Категория автомобильной дороги |
|||||
|
ВК , I, II, III |
IV |
V |
|||||
|
Марка смеси |
Марка битума |
Марка смеси |
Марка битума |
Марка смеси |
Марка Битума |
||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
I |
Плотный и высокоплотный |
I |
БНД 90/130 БНД 130/ 200 БНД 200 300 |
II |
БНД 90/130 БНД 130/200 БНД 200/300 СГ 130/200 МГ 130/200 МГО 130/200 |
III |
БНД 90/130 БНД 130/200 БНД 200/300 СГ 130/200 МГ 130/200 МГО 130/200 |
|
II , III |
Плотный и высокоплотный |
I |
БНД 60/90 БНД 90/130 БНД 130/200 БН 90/130 |
II |
БНД 60/90 БНД 90/130 БНД 130/ 200 БНД 200/ 300 БН 60/90 БН 90/130 БН 130/200 БН 200/300 |
III |
БНД 60/90 БНД 90/130 БНД 130/ 200 БНД 200/ 300 БН 60/90 БН 90/130 БН 130/200 БН 200/300 СГ 130/200 МГ 130/200 МГО 130/200 |
|
IV , V |
Плотный |
I |
БНД 40/60 БНД 60/90 БН 40/60 БН 60/90 |
II |
БНД 40/60 БНД 60/90 БНД 90/130 БН 40/60 БН 60/90 БН 90/130 |
III |
БНД 40/60 БНД 60/90 БНД 90/130 БН 40/60 БН 60/90 БН 90/130 |
Примечания:
1. Для городских скоростных и магистральных улиц и дорог следует применять асфальтобетоны из смесей видов и марок, рекомендуемых для дорог I и II категорий; для дорог промышленно-складских районов - рекомендуемые для дорог III категории, для остальных улиц и дорог - рекомендуемые для дорог IV категории.
2. Битумы марок БН рекомендуется применять в мягких климатических условиях, характеризуемых средними температурами самого холодного месяца года выше минус 10°С.
3. Битум марки БН 40/60 должен соответствовать технической документации, утвержденной в установленном порядке.
Таблица 1.11
(Рекомендуемое ГОСТ 9128 прил. Б)
|
Дорожно-климатическая зона |
Вид асфальтобетона |
Категория нормативной нагрузки |
|||||
|
ВК , I, II, III |
IV |
V |
|||||
|
Марка смеси |
Марка битума |
Марка смеси |
Марка битума |
Марка смеси |
Марка Битума |
||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
I |
Плотный и высокоплотный |
I |
БНД 90/130 |
II |
БНД 90/130 |
III |
БНД 90/130 |
|
II , III |
Плотный и высокоплотный |
I |
БНД 60/90 БН 60/90 |
II |
БНД 60/90 БН 60/900 |
III |
БНД 60/90 БН 60/90 |
|
IV , V |
Плотный |
I |
БНД 40/60 БНД 60/90 БН 40/60 БН 60/90 |
II |
БНД 40/60 БНД 60/90 БН 40/60 БН 60/90 |
III |
БНД 40/60 БНД 60/90 БН 40/60 БН 60/90 |
Примечания:
1. Битумы марок БН рекомендуется применять в мягких климатических условиях, характеризуемых средними температурами самого холодного месяца года выше минус 10°С.
2. Битум марки БН 40/60 должен соответствовать технической документации, утвержденной в установленном порядке.
Таблица 1.12
(Рекомендуемое ГОСТ 9128 прил. В)
|
Дорожно-климатическая зона |
Вид асфальтобетона |
Категория нормативной нагрузки |
|||||
|
ВК , I, II, III |
IV |
V |
|||||
|
Марка смеси |
Марка битума |
Марка смеси |
Марка битума |
Марка смеси |
Марка Битума |
||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
I |
Плотный |
I |
БНД 90/130 |
II |
БНД 90/130 БНД 130/200 |
III |
БНД 90/130 БНД 130/200 |
|
II , III |
Плотный |
I |
БНД 60/90 БНД 90/130 БН 60/90 БН 90/130 |
II |
БНД 60/90 БНД 90/130 БНД 130/200 БН 60/90 БН 90/130 |
III |
БНД 60/90 БНД 90/130 БНД 130/200 БН 60/90 БН 90/130 |
|
IV , V |
Плотный |
I |
БНД 40/60 БНД 60/90 БН 40/60 БН 60/90 |
II |
БНД 40/60 БНД 60/90 БНД 90/130 БН 40/60 БНД 60/90 |
III |
БН 130/200 БНД 40/60 БНД 60/90 БНД 90/130 БН 40/60 БНД 60/90 БНД 90/130 |
Примечания:
1. Битумы марок БН рекомендуется применять в мягких климатических условиях, характеризуемых средними температурами самого холодного месяца года выше минус 10°С.
2. Битум марки БН 40/60 должен соответствовать технической документации, утвержденной в установленном порядке.
Асфальтобетонное покрытие должно быть, как правило, однослойным. Минимальную конструктивную толщину покрытия назначают по нормам табл. 1.13, а толщину асфальтобетонного основания определяют расчетами на прочность в соответствии с ОДН 218.046-01.
Асфальтобетонную часть несущего основания дорожных одежд следует предусматривать, как правило, однослойной. Двухслойные асфальтобетонные основания допустимо применять лишь при необходимости использования в его нижнем слое асфальтобетона с пониженной сдвигоустойчивостью (высокопористый, песчаный). В этом случае общая толщина асфальтобетонных слоев повышенной сдвигоустойчивости (покрытие с основанием из крупнозернистого асфальтобетона) не должно быть менее 12 см.
Таблица 1.13
(Извлечение из табл. 30 СНиП 2.05.02-85)
|
Материал покрытия |
Минимальная толщина слоя, см |
|
Асфальтобетон крупнозернистый |
6…7 |
|
То же, мелкозернистый |
3…5 |
|
песчаный |
3…4 |
Примечания:
1. Большие из значений толщин асфальтобетонных покрытий даны для дорог I - II категорий, а меньшие - для дорог III - IV категорий.
2. Толщина слоя покрытия должна в уплотненном состоянии превышать размер наиболее крупных зерен каменных материалов не менее чем в 1,5 раза.
Во избежание образования деформаций сдвига в верхних слоях покрытия, в местах систематического запуска и опробования двигателей, а также на участках примыкания РД к ИВПП применяют армирование асфальтобетонного покрытия сетками. Сетку располагают под верхним слоем асфальтобетона и стыкуют ее внахлестку; длина нахлестки в обоих направлениях должна быть 10…20 см.
Магистральные рулежные дорожки в местах предварительного запуска двигателей армируют на всю ширину; длина армированных участков в этих случаях принимается равной 20 м. Следует также армировать концевые участки ИВПП длиной 150 м на всю ширину.
На местах групповых стоянок армирование асфальтобетонное следует производить по всей длине МС вдоль линии размещения основных опор и двигателей воздушных судов, включая зону воздействия газовой струи.
Асфальтобетонные покрытия аэродромов устраивают на прочных искусственных основаниях, при этом верхний слой основания должен устраиваться из материалов, обработанных вяжущими. Прочность слоев оснований должна быть достаточной для восприятия нагрузок от построечного транспорта, используемого при строительстве покрытий.
Асфальтобетонные покрытия устраивают многослойными, требуемую толщину слоев обосновывают расчетом. Минимальную допустимую толщину асфальтобетонного покрытия принимают согласно табл. 1.14.
Таблица 1.14
(Извлечение из табл. 12 СНиП 32-03-96)
|
Материал конструктивного слоя нежесткого покрытия и искусственного основания |
Минимальная толщина слоя, см |
|
Асфальтобетон при внутреннем давлении воздуха в пневматиках колес воздушных судов, МПа: |
|
|
менее 0,6 |
5 |
|
от 0,6 до 0,7 |
7 |
|
св. 0,7 до 1,0 |
9 |
|
св. 1,0 |
12 |
Примечания:
1. Максимальный размер зерна крупной фракции, применяемого в слое минерального материала, должен быть не менее чем в 1,5 раза меньше толщины конструктивного слоя.
2. Допускается устройство асфальтобетонных слоев толщиной 9…12 см в два слоя из смеси того же качества при условии обеспечения сцепления между ними.
Общая толщина асфальтобетонных покрытий аэродромов на основаниях из материалов, обработанных неорганическими вяжущими, должна быть не менее значений, приведенных в табл. 1.15.
Асфальтобетонные покрытия необходимо устраивать из асфальтобетонных смесей, отвечающих требованиям ГОСТ 9128, или полимер-асфальтобетонных смесей и щебнемастичных смесей по ГОСТ 31015.
Таблица 1.15
(Табл. 13 из СНиП 32-03-96)
|
Среднемесячная температура воздуха наиболее холодного месяца, °С |
Общая минимальная толщина асфальтобетонных слоев на основаниях из материалов, обработанных неорганическими вяжущими, и покрытиях из цементобетона |
|||||
|
на ИВПП магистральной РД |
на остальных участках аэродрома |
|||||
|
при категории нормативных нагрузок |
||||||
|
ВК , I, II |
III, IV |
V, VI |
ВК , I, II |
III, IV |
V, VI |
|
|
Минус 5 и выше |
9 |
7 |
7 |
9 |
7 |
6 |
|
Ниже минус 5 до минус 15 |
12 |
9 |
7 |
9 |
7 |
6 |
|
Ниже минус 15 или число переходов температуры через 0°С свыше 50 раз в год |
16 |
13 |
7 |
12 |
9 |
7 |
Примечание. ВК - внекатегорийная нормативная нагрузка.
Верхние слои асфальтобетонных покрытий устраивают из высокоплотных и плотных смесей, нижние - из плотных, пористых или высокопористых смесей. Не допускается применение пористых и высокопористых асфальтобетонных смесей на основаниях, представляющих собой водоупорный слой.
Одним из главных требований, особенно при строительстве покрытий автомобильных дорог I - II категорий ИВПП, является обеспечение трещиностойкости покрытия. Указанное требование достигается материаловедческим, конструктивным и технологическим приемами:
• применением битумов (желательно марок БНД) с индексом пенетрации от -0,5 до 0,5;
• повышением деформативности и прочности материала при растяжении при низких температурах путем рационального использования полимеров, синтетических волокон (дисперсное армирование асфальтобетона);
• увеличением сцепления между битумом и поверхностью каменных материалов путем применения специальных ПАВ (катионного или анионного типов, в зависимости от химико-минералогического состава применяемых в асфальтобетонных смесях каменных материалов);
• применением высокопористых асфальтобетонов в нижнем слое покрытия;
• армированием покрытия сетками;
• уменьшением модуля упругости трещиновато-блочного основания путем применения материалов, укрепленных малыми дозами минеральных вяжущих;
• уменьшением размеров плитного основания путем его разрушения с размерами блоков не более чем 8 толщин слоя;
• нарезкой температурных швов в асфальтобетонном покрытии в районах с суровыми климатическими условиями;
• повышением однородности асфальтобетонных смесей и толщин покрытия.
1.6. ОСНОВЫ ТЕХНОЛОГИИ СТРОИТЕЛЬСТВА АСФАЛЬТОБЕТОННЫХ ПОКРЫТИЙ
Технология строительства асфальтобетонных покрытий - совокупность рациональных методов подготовки минеральных материалов, битума, поверхностно-активных веществ и пластификаторов, их смешения, хранения и транспортирования смеси, ее укладки и уплотнения до требуемой плотности. Эта функциональная система включает в себя материально-технические ресурсы (в т.ч. контрольно-измерительные приборы и оборудование), временные и трудовые ресурсы, а также регламент их взаимодействия ( рис. 1.2).
Цель технологии - получение, при условии обеспечения безопасности жизнедеятельности, заданного проектом качества асфальтобетонного покрытия с минимальной себестоимостью работ.
Она достигается направленным структурообразованием асфальтобетона в течение четырех периодов технологического процесса: подготовительного, основного, завершающего и эксплуатационного.
Каждый период структурообразования влияет на комплекс свойств асфальтобетонного покрытия. Для получения покрытия с требуемыми свойствами необходимо уметь управлять технологическим процессом.
В подготовительный период осуществляют выбор, входной контроль и подготовку компонентов, подбор состава смеси ( глава 2).
В основной период, когда асфальтобетонная смесь приготавливается, хранится в накопительном бункере ( глава 3), а затем транспортируется к месту укладки и уплотнения ( глава 4), происходит формирование микроструктурных связей на фоне интенсивного протекания процесса старения битума. В этот период главная задача технологии заключается в разрушении первичных точечных контактов между частицами, равномерном распределении всех компонентов смеси и обволакивании минеральных зерен битумом, снижении скорости его старения.
Рис. 1.2. Структурная схема технологического процесса строительства асфальтобетонного покрытия
Необходимое условие благоприятного протекания процесса структурообразования создается прежде всего полным смачиванием минерального материала битумом. Ухудшает смачивание наличие на поверхности материала влаги, адсорбируемой из воздуха, недостаточное его просушивание, загрязнение пылью и глиной.
При хранении смеси в накопительном бункере и транспортировании происходит дальнейшее распределение ее структурных элементов под влиянием собственного веса и динамического воздействия автосамосвалов, а также старение битума. При перегрузках и длительном транспортировании смеси с определенными структурно-механическими свойствами возможна ее сегрегация (разделение).
Завершающий период технологического процесса включает операции укладки и уплотнения асфальтобетонного слоя ( глава 5), в течение которых имеет место дальнейшее формирование микроструктурных связей, а вследствие сближения минеральных зерен образуется микроструктура материала. Старение битума замедляется.
При уплотнении смеси происходит выжимание битума из зон повышенной напряженности. При этом свободный битум заполняет межзерновое пространство, на зернах остается пленка адсорбированного битума, а прочность асфальтобетона возрастает.
Управлять операцией уплотнения можно регулированием температурного режима асфальтобетонного слоя. Повышение температуры смеси замедляет уплотнение, так как недостаток клеящей способности битума при высокой температуре ведет к снижению способности смеси к уплотнению.
Уплотнение асфальтобетонного слоя необходимо осуществлять не при его максимальной температуре, а при рациональной, которая определяется вязкостью битума, типом смеси и разновидностью уплотняющих средств. Применение пневмо- и виброкатков позволяет уплотнять слой при более низких температурах смеси.
Уплотняемость смеси связана с природой каменного материала, битума и формой частиц. Асфальтобетонная смесь на известковом материале уплотняется лучше, чем на материале из песчаника, т.к. битум на известняке располагается равномерно, а адсорбированный слой более выражен, чем на песчанике. Наличие природного окатанного песка в смеси снижает работу уплотнения, т.к. песчинки служат своеобразными шарнирами, по которым перекатываются более крупные шероховатые и угловатые частицы.
В процессе эксплуатации асфальтобетонного покрытия происходит дальнейшее формирование структуры асфальтобетона. При рационально подобранном составе смеси и выборе эффективных параметров технологических операций асфальтобетонное покрытие упрочняется.
Технологические свойства асфальтобетонных смесей
Асфальтобетонные смеси подразделяют на литые (вибролитые), пластичные и жесткие.
Смеси литого (вибролитого) асфальтобетона обладают значительной подвижностью, а пластичные смеси - сравнительно невысокой подвижностью. Жесткие смеси обладают повышенным внутренним трением и малой подвижностью.
Технологические свойства характеризуют поведение смесей в процессе выполнения технологических операций: отгрузки, хранения, перевозки и выгрузки, укладки и уплотнения.
Важнейшими технологическими свойствами асфальтобетонных смесей являются: однородность, сегрегируемость (разделимость), удобоукладываемость (подвижность), удобоуплотняемость (формуемость). Регулируя эти свойства, можно рационализировать параметры технологического процесса в направлении обеспечения качества асфальтобетонного покрытия с минимальными энергетическими затратами и себестоимостью работ.
Однородность смесей оценивается коэффициентом вариации показателя предела прочности при сжатии при температуре 50°С ( табл. 1.8).
Сегрегируемость - свойство смеси сохранять однородность по зерновому составу при отгрузке в накопительный бункер, загрузке в автосамосвалы, перевозке, выгрузке в приемный бункер асфальтоукладчика и укладке.
Удобоукладываемость - свойство смеси легко распределяться слоем с заданной толщиной с помощью асфальтоукладчиков и другого технологического оборудования.
Удобоуплотняемостъ - свойство смеси при уплотнении быстро формироваться в монолитный слой требуемой плотности.
Оценка таких важных технологических свойств, как сегрегируемость, удобоукладываемость и удобоуплотняемость, не предусмотрена требованиями ГОСТ 9128, поскольку отсутствуют апробированные методики и соответствующие им простые и надежные в производственных условиях эксплуатации приборы.
Удобоукладываемость и удобоуплотняемость смеси достигаются, в частности, при соблюдении температурного регламента технологического процесса.
При значительной температурной неоднородности асфальтобетонной смеси, доставленной к месту укладки и уплотнения, и отсутствии конкретности в назначении мест замера температуры последняя весьма приближенно характеризует удобоукладываемость и удобоуплотняемость смеси, а для смесей с различными добавками на вспененных битумах и т.д. не позволяет объективно оценить эти важные технологические свойства.
В практической деятельности при оценке удобоукладываемости и удобоуплотняемости смеси следует руководствоваться следующими положениями.
Необходимая удобоукладываемость смесей, приготавливаемых на вязких битумах, достигается в основном за счет повышения температуры, снижающей их вязкость. Это свойство смеси зависит от ее структуры, марочной вязкости и количества битума, вида и качества минерального порошка. Зернистые смеси с применением дробленых минеральных материалов имеют меньшую подвижность, чем смеси с применением гравия и природного песка. Смеси с повышенным содержанием минерального порошка обладают большей жесткостью.
Непросушенный минеральный порошок и избыток битума понижают подвижность смеси. Такая смесь слеживается при перевозке, растекается по кузову автосамосвала и с трудом выгружается.
На удобоукладываемость АБ смеси оказывают влияние характер и качество перемешивания: смеси, приготовленные в лопастных мешалках, более технологичны, чем смеси, приготовленные в мешалках со свободным перемешиванием.
Введение в смесь ПАВ, пластифицирующих битум, увеличивает ее подвижность.
Удобоуплотняемость смеси зависит в основном от тех же факторов, что и удобоукладываемость. Отличие заключается в том, что увеличение содержания битума на 10…15 % выше оптимального улучшает это свойство смеси.
Коэффициент сбега минеральной части смеси показывает, во сколько раз количество последующей фракции меньше предыдущей. С увеличением коэффициента сбега от 0,7 до 0,9 уменьшается внутреннее трение смеси и снижается значение ее критической температуры по удобоуплотняемости.
Минералогический состав и пористость минеральных материалов определяют шероховатость и форму зерен, что отражается на внутреннем трении и сцеплении частиц, а следовательно, и на удобоуплотняемости смеси.
Структура и размер пор влияют на степень диффузии жидких компонентов битума и способствуют повышению вязкости битумных прослоек и вязкого сопротивления смесей при уплотнении. Смеси, приготовленные на шлаковых заполнителях, отличаются меньшей уплотняемостью, чем смеси на щебне из природных горных пород. АБ смеси из пористых известняков более жесткие, нежели из плотных, вследствие значительной диффузии наиболее подвижного компонента (масел из битума). Поэтому смеси из плотных известняков обладают лучшей удобоуплотняемостью по сравнению со смесями на щебне из пористых известняков.
Старение битума в технологическом процессе
В процессе приготовления, хранения в накопительном бункере и транспортирования, укладки и уплотнения асфальтобетонной смеси битум в виде тонких пленок на поверхности минерального материала находится при высоких температурах. Это создает благоприятные условия для интенсивного протекания в нем термоокислительных и других процессов, приводящих к старению битума.
О величине снижения марочной вязкости битума в процессе выполнения технологических операций можно судить по данным табл. 1.16.
Интенсивность старения битума в смеси в технологическом процессе определяется температурным режимом смеси, ее составом, типом дисперсной структуры битума, толщиной битумной плёнки на зернах минеральных материалов и степенью ее структурированности.
Таблица 1.16
|
Технологическая операция |
Снижение в % |
|
1. Разогрев и хранение битума в рабочем котле от 1 до 3 ч. |
1 |
|
2. Приготовление асфальтобетонной смеси в течение 40 с. |
18…22 |
|
3. Хранение асфальтобетонной смеси в накопительном бункере 60 мин. |
5…6 |
|
4. Транспортные операции смеси к месту укладки в течение |
|
|
15 мин. |
2…3 |
|
60 мин. |
5 |
|
5. Укладка и уплотнение смеси |
14…16 |
|
Итого в технологическом процессе |
40…50 |
В производственных лабораториях тип дисперсной структуры битумов доступно оценивать показателем
КБ=(Тр- T х p )/ D 25 ,
определяемым с помощью стандартных показателей битума: Тр - температура размягчения по кольцу и шару, °С ( ГОСТ 11506); Тхр - температура хрупкости по Фраасу °С ( ГОСТ 11507); D 25 - растяжимость при 25 °С, см ( ГОСТ 11505).
С наибольшей интенсивностью стареют битумы при КБ>1 , с наименьшей - при КБ<0,7.
При выдерживании битума с КБ>1 в тонких пленках при высокой температуре процессы старения протекают настолько интенсивно, что практически через каждый час битум переходит в другую марку с более высокой вязкостью. В итоге асфальтобетон в покрытии содержит битум с меньшей глубиной проникания иглы, чем было принято при подборе его состава. Это обстоятельство является одной из главных причин существенного сокращения срока службы асфальтобетонных покрытий.
При выборе марки битума для асфальтобетона необходимо учитывать не только дорожно-климатическую зону эксплуатации покрытия, как это рекомендует ГОСТ 9128, но и обязательно изменение свойств битума в технологическом процессе. При этом, в зависимости от его продолжительности, марочную вязкость битума необходимо уменьшать путем применения менее вязких марок битумов заводского приготовления или, при отсутствии такой возможности, разжижения исходного битума до требуемой вязкости.
Повышение температуры и увеличение времени выдерживания смеси при этой температуре ускоряют старение битумов. В этих условиях помимо толщины битумной пленки большую роль играет степень ее структурированности минеральным порошком. В смесях для асфальтобетонов с меньшей остаточной пористостью старение битума происходит медленнее, чем в смесях для более пористых асфальтобетонов ( табл. 3.4).
Независимо от состава смеси и качества битума процессы старения битума в пленках резко интенсифицируются при температуре 160°С и выше ( табл. 3.5).
1.7. ЭЛЕМЕНТЫ ОРГАНИЗАЦИИ КОНТРОЛЯ КАЧЕСТВА РАБОТ
Контроль качества строительства асфальтобетонных покрытий организуется в рамках территориальной комплексной системы управления качеством работ. Организация контроля качества работ согласно схеме на рис. 1.3 позволяет управлять технологическим процессом с помощью обратных связей, охватывающих как отдельные операции, так и весь процесс. В основу этой схемы положен принцип целенаправленности, по которому принимаются меры, направленные в первую очередь на достижение требуемого уровня выходного качества и лишь после этого на сохранение установленного технологического режима.
Уровень качества асфальтобетонного покрытия является количественной относительной характеристикой, основанной на сравнении совокупности показателей их качества с соответствующей совокупностью базовых показателей, нормируемых ГОСТ, СНиП. Обеспечение заданного уровня качества покрытий достигается проведением производственного контроля, который подразделяется на три вида: входной, операционный и приемочный.
Входной контроль заключается в оценке рабочей документации, свойств компонентов асфальтобетонной смеси и направлен на применение материалов, пригодных для объекта строительства (§ 2.1).
Операционный контроль осуществляется при выполнении технологических операций и направлен на своевременное выявление причин возникновения технологических дефектов с последующим внесением корректив в технологию работ. Операционному контролю должна предшествовать настройка технологического процесса на эталонном участке, в результате которой необходимо получить технологические параметры операций, обеспечивающие заданное качество покрытия. Например, пробная укатка.
Основными документами при операционном контроле являются схемы операционного контроля качества, входящие в состав технологических карт (прил. 3, 4).
Рис. 1.3. Схема организации контроля качества работ при строительстве асфальтобетонных покрытий
Приемочный контроль производится для оценки достигнутого уровня качества асфальтобетонного покрытия.
Следует иметь в виду, что невозможно гарантировать транспортно-эксплуатационные свойства покрытия и его надежность в пределах расчетного срока службы, если покрытие построено при дефектном элементе в составе дорожной конструкции. Так, например, недоуплотнение земляного полотна приводит уже в первые годы эксплуатации к снижению ровности и разрушению покрытия (рис. 1.4).
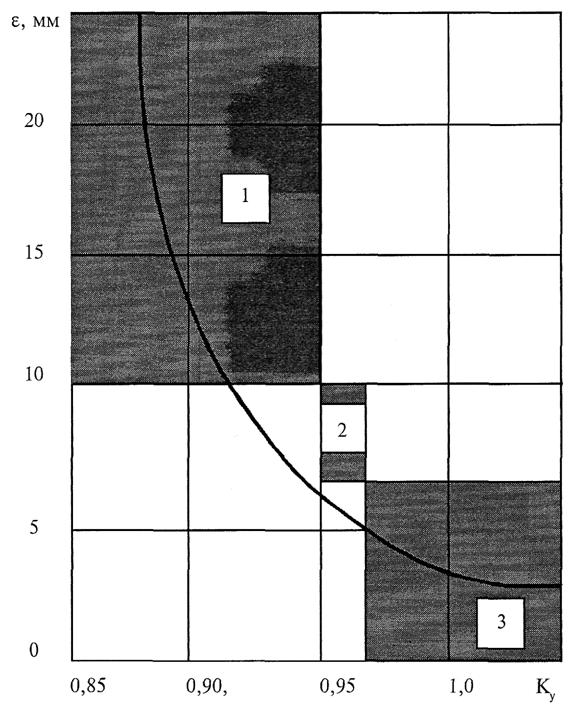
Рис. 1.4. Влияние коэффициента уплотнения Ку земляного полотна из связного грунта на ровность е и состояние асфальтобетонного покрытия: 1 - разрушенное; 2 - незначительные деформации; 3 - качественное
Запрещается строительство асфальтобетонного покрытия при отсутствии актов освидетельствования предшествующих скрытых работ.
Заданный уровень качества асфальтобетонных покрытий может быть обеспечен только квалифицированной службой лабораторного контроля при условии полной комплектации производства необходимыми техническими средствами оперативного контроля.
Особенностью выбора и применения технических средств контроля качества асфальтобетонных покрытий является оценка меры их практической применимости в соответствии с допусками и требованиями к однородности применяемых материалов и собственно покрытию.
При выборе средств контроля качества должно выполняться условие
δ k ≤ δ пр ≤кΔ,
где δ - расчетная суммарная погрешность выбираемого метода;
δпр - предельная погрешность контроля;
к - коэффициент, зависящий от цели контроля, характера объекта и значимости контролируемого параметра в оценке качества работ;
Δ - допуск контролируемого параметра (поле допуска при двустороннем ограничении параметра).
Суммарная погрешность метода контроля включает в себя по источникам возникновения четыре группы (инструментальные - δи, методические - δм, погрешности от влияния внешних условий - δв и субъективные - δс) и рассчитывается их квадратичным суммированием:
![]()
Если суммарная погрешность δк больше предельной погрешности δпр, то следует применять более точный метод или пересмотреть величину предельной погрешности за счет изменения численного значения коэффициента к . Этот коэффициент определяет соотношение между погрешностью измерений и испытаний при контроле δ и допуском на контролируемый параметр Δ и связан с вероятностью необнаруженного брака. Он влияет на вариацию результатов определения контролируемого параметра, характеризуемого коэффициентом вариации Cv , следующим образом:
![]()
где ![]() - значение коэффициента
вариации, обусловленное только неоднородностью и погрешностью изготовления.
- значение коэффициента
вариации, обусловленное только неоднородностью и погрешностью изготовления.
При настройке технологического процесса или при оценке неоднородности асфальтобетонной смеси и покрытия коэффициент к должен быть в диапазоне от 0,08 до 0,24, а при выполнении операционного контроля - от 0,24 до 0,4.
Технологический процесс строительства асфальтобетонных покрытий характеризуется взаимным сочетанием и влиянием ряда случайных факторов, связанных с неоднородностью применяемых материалов, разнообразием выполняемых операций, производимых в изменчивых погодных условиях. Поэтому величины показателей качества варьируют в различных диапазонах.
Высокая однородность асфальтобетонных покрытий является обязательным условием обеспечения их качества. Практически единственным направлением совершенствования контроля качества асфальтобетонных покрытий является переход на статистические методы. Сущность статистических методов контроля качества заключается в управлении технологическим процессом на основе выполнения выборочных испытаний материалов и конечной продукции.
Несмотря на кажущуюся изначальную сложность, статистические методы являются в достаточной мере простыми, надежными и экономически выгодными. Они создают условия для объективной оценки качества работ при одновременном сокращении трудовых затрат на его контроль.
На уровень качества асфальтобетонных покрытий непосредственное влияние оказывают точность и стабильность технологических операций.
Точность - свойство технологической операции обеспечивать соответствие поля рассеяния значений показателя изготовления заданному полю допуска и его расположению.
Стабильность - свойство технологической операции сохранять показатели качества в заданных пределах в течение определенного времени.
Обеспечение точности и стабильности технологической операции достигается ее настройкой с последующим статистическим регулированием, которое заключается в корректировке параметров операции посредством выборочного контроля разовых проб малого объема из потока продукции.
Количество разовых проб за смену должно быть не менее трех-пяти в зависимости от категории строящейся дороги, а достаточное количество точек измерения в разовой пробе - пять.
По результатам контроля для каждой разовой пробы вычисляется текущий оценочный коэффициент качества
![]()
где X - среднее значение измеряемого показателя;
[ X ] - допустимая граница показателя;
Xmax , Xmin - максимальное и минимальное значения контролируемого показателя в разовой пробе.
Численная оценка уровня качества связана с определением дефектности - процента выхода измеряемого показателя за допустимую границу параметра. Максимальное значение приемочного уровня дефектности, принятое для современного состояния дорожного строительства в России, равно 10 %.
Оценка уровня качества работ при 10 %-м приемочном уровне дефектности определяется в зависимости от пределов изменения текущего оценочного коэффициента качества K m : менее 0,27 - неудовлетворительно; 0,27…0,50 - удовлетворительно; 0,51…0,58 - хорошо; более 0,58 - отлично.
Для наглядности процесса статистического регулирования рационально применять контрольные карты, по оси абсцисс которых отложены номера проб, а по оси ординат - значение текущего оценочного коэффициента качества K m . Границы регулирования при 10%-м приемочном уровне дефектности соответствуют следующим значениям коэффициента K n : нижняя K m н - 0,27; предупреждающая K m н - 0,50; заданная K m з - 0,58.
По вычисленным и нанесенным на контрольную карту значениям текущего оценочного коэффициента качества K m технологическую операцию следует признать разлаженной, если одна точка вышла за пределы нижней границы регулирования K m н или подряд три точки находятся ниже предупреждающей границы K m n . Если точки группируются около предупреждающей границы, то операция стабильна, но выполняется неточно. В тех случаях, когда линия текущего оценочного коэффициента качества пересекает предупреждающую и заданную границы регулирования, операция нестабильна. Если нанесенные на контрольную карту точки расположены выше заданной границы регулирования K m з , то качество выполняемых работ выше, чем предусмотрено.
На базе полученной по контрольной карте информации оперативно принимаются соответствующие решения по корректировке параметров операции.
Пример статистического регулирования качества уплотнения асфальтобетонного слоя приведен в прил. 7.
Статистический приемочный контроль заключается в определении показателей качества в случайно выбранных точках покрытия с последующим вычислением приемочного оценочного коэффициента качества
![]()
в
котором: ![]() , [х], σ x - среднее арифметическое,
допустимое и среднее квадратическое отклонения контролируемого показателя; [ k n ] - допустимое значение
приемочного оценочного коэффициента качества ( табл. 1.17); [С] - допустимое значение коэффициента
вариации показателя качества, соответствующее современному состоянию дорожного
строительства в России ( табл. 1.18)
, [х], σ x - среднее арифметическое,
допустимое и среднее квадратическое отклонения контролируемого показателя; [ k n ] - допустимое значение
приемочного оценочного коэффициента качества ( табл. 1.17); [С] - допустимое значение коэффициента
вариации показателя качества, соответствующее современному состоянию дорожного
строительства в России ( табл. 1.18)
Пример статистического приемочного контроля качества уплотнения асфальтобетонного покрытия приведен в прил. 8.
Таблица 1.17
|
Площадь участка, м2 |
Длина участка при ширине 7 м, м |
Количество точек испытаний |
Допустимое значение приемочного оценочного коэффициента [ k n ] |
|
Менее 200 |
Менее 30 |
5 |
0,675 |
|
200…325 |
30…50 |
7 |
0,755 |
|
326…800 |
51…120 |
10 |
0,828 |
|
801…2000 |
121…300 |
15 |
0,886 |
|
2001…5500 |
301…800 |
20 |
0,917 |
|
Более 5500 |
Более 800 |
25 |
0,936 |
Таблица 1.18
|
Контролируемый показатель |
Коэффициент вариации [ C v ] |
|
Температура смеси при укладке |
0,10 |
|
Предел прочности при сжатии при температуре 50°С |
В соответствии с табл. 9 ГОСТ 9128 |
|
Ширина покрытия |
0,02 |
|
Толщина покрытия |
0,20 |
|
Плотность асфальтобетона |
0,02 |
|
Модуль упругости на покрытии |
0,20 |
|
Коэффициент сцепления покрытия |
0,12 |
|
Просвет под трехметровой рейкой |
0,80 |
По данным табл. 1.19 оценивается уровень качества принимаемых работ.
Таблица 1.19
|
Оценка качества работ |
Пределы изменения коэффициента качества К в зависимости от количества испытаний |
|||||
|
5 |
7 |
10 |
15 |
20 |
25 |
|
|
Неудовлетворительно |
<0,65 |
<0,76 |
<0,83 |
<0,89 |
<0,93 |
<0,94 |
|
Удовлетворительно |
0,66…1,22 |
0,77…1,34 |
0,84…1,25 |
0,90…1,25 |
0,93…1,25 |
0,95…1,26 |
|
Хорошо |
1,23…1,43 |
1,25…1,51 |
1,26…1,55 |
1,26…1,58 |
1,26…1,59 |
1,27…1,60 |
|
Отлично |
>1,44 |
>1,52 |
>1,56 |
>1,59 |
>1,60 |
>1,61 |
2. ПОДГОТОВИТЕЛЬНЫЙ ПЕРИОД ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СТРОИТЕЛЬСТВА АСФАЛЬТОБЕТОННЫХ ПОКРЫТИЙ
2.1. ВХОДНОЙ КОНТРОЛЬ КАЧЕСТВА МАТЕРИАЛОВ, ПРИМЕНЯЕМЫХ ДЛЯ ПРИГОТОВЛЕНИЯ АСФАЛЬТОБЕТОННЫХ СМЕСЕЙ
Щебень и гравий
Для приготовления асфальтобетонных смесей применяют щебень из плотных горных пород и гравий, щебень из шлаков, которые должны соответствовать требованиям ГОСТ 8267 и ГОСТ 3344. Кроме того, в асфальтобетонных смесях могут использоваться местные каменные материалы, отвечающие требованиям технической документации, согласованной в установленном порядке.
Зерна щебня должны быть кубовидной или тетраэдальной формы. Щебень с зернами игловатой и лещадной формы подвергается наибольшему дроблению при уплотнении. Согласно п. 5.15 ГОСТ 9128 содержание зерен такой формы в щебне и гравии, в % по массе, должно быть не более: для смесей типов А и высокоплотных - 15; для смесей типа Б - 25; для смесей типа В - 35.
Гравийно-песчаные смеси по зерновому составу должны отвечать требованиям ГОСТ 23735, а гравий и песок, входящие в состав этих смесей, - требованиям ГОСТ 8267 и ГОСТ 8736 соответственно. Прочность и морозостойкость щебня и гравия для горячих асфальтобетонных смесей должны соответствовать указанным в табл. 2.1.
Щебень и гравий из горных пород, щебень из шлаков черной и цветной металлургии испытывают по ГОСТ 8269 и ГОСТ 3344 соответственно.
Периодичность контроля приведена в прил. 9 ( табл. П.9.1).
Таблица 2.1
(Извлечение из табл. 10 ГОСТ 9128)
|
Наименование показателя |
Значение показателя для смесей марки |
||||||||
|
I |
II |
III |
|||||||
|
Вид и тип смеси и асфальтобетона |
|||||||||
|
высокоплотные, А |
Б |
пористые и высокопористые |
А |
Б |
В |
пористые и высокопористые |
Б |
В |
|
|
Марка, не ниже по дробимости: |
|
|
|
|
|
|
|
|
|
|
а) щебня из изверженных и метаморфических горных пород |
1200 |
1200 |
800 |
1000 |
1000 |
800 |
600 |
800 |
600 |
|
б) щебня из осадочных горных пород |
1200 |
1000 |
600 |
1000 |
800 |
600 |
400 |
600 |
400 |
|
в) щебня из металлургического шлака |
- |
1200 |
800 |
1200 |
1000 |
800 |
600 |
800 |
600 |
|
г) щебня из гравия |
|
|
|
|
|
|
|
|
|
|
д) гравия |
- |
1000 |
600 |
1000 |
800 |
600 |
400 |
600 |
400 |
|
по истираемости: |
- |
- |
- |
- |
- |
600 |
400 |
600 |
400 |
|
а) щебня из изверженных и метаморфических горных пород |
И1 |
И1 |
Не норм. |
И2 |
И2 |
И3 |
Не норм. |
И3 |
И4 |
|
б) щебня из осадочных горных пород |
|
|
|
|
|
|
|
|
|
|
в) щебня из гравия и гравия |
И1 |
И2 |
Не норм. |
И1 |
И2 |
И3 |
Не норм. |
И3 |
И4 |
|
по морозостойкости для всех видов щебня и гравия |
- |
И1 |
Не норм. |
И1 |
И2 |
И3 |
Не норм. |
И3 |
И4 |
|
а) для дорожно-климатических зон I , II , III |
F50 |
F50 |
F25 |
F50 |
F50 |
F25 |
F15 |
F25 |
F25 |
|
б) для дорожно-климатических зон IV , V |
F50 |
F50 |
F25 |
F50 |
F25 |
F15 |
F15 |
F15 |
F15 |
Песок
Для приготовления асфальтобетонных смесей применяют пески природные и из отсевов дробления горных пород, отвечающие требованиям ГОСТ 8736, а также шлаковые по ГОСТ 3344. При этом марка по прочности песка из отсевов дробления горных пород и содержание глинистых частиц, определяемых методом набухания, для смесей и асфальтобетонов должны соответствовать указанным в табл. 2.2. Общее содержание пылеватых и глинистых частиц, а также зерен менее 0,16 мм в песке из отсевов дробления не нормируется.
Таблица 2.2
(Извлечение из табл. 11 ГОСТ 9128)
|
Наименование показателя |
Значение показателя для смесей и асфальтобетонов марок |
|||||||
|
I |
II |
III |
||||||
|
Вид и тип смеси и асфальтобетона |
||||||||
|
высокоплотные А, Б |
Г |
пористые и высокопористые |
А, Б, В |
Г, Д |
пористые и высокопористые |
Б, В |
Г, Д |
|
|
Марка по прочности песка из отсевов дробления горных пород и гравия, не менее |
800 |
1000 |
600 |
600 |
800 |
400 |
400 |
600 |
|
Содержание глинистых частиц, определяемое методом набухания, % по массе, не более |
0,5 |
0,5 |
0,5 |
0,5 |
0,5 |
1,0 |
1,0 |
1,0 |
Примечание. Для смесей типа Г марки 1 необходимо использовать пески из отсевов дробления изверженных горных пород по ГОСТ 8736 с содержанием зерен менее 0,16 мм не более 5,0 % по массе.
Песок природный и из отсевов дробления горных пород испытывают по ГОСТ 8735.
Периодичность контроля приведена в прил. 9 ( табл. П.9.2).
Минеральный порошок
Для приготовления асфальтобетонных смесей используют минеральные порошки, отвечающие требованиям ГОСТ Р 52129. Допускается применять в качестве минеральных порошков для пористого и высокопористого асфальтобетонов, а также для плотного асфальтобетона II и III марок техногенные отходы промышленного производства, показатели физико-механических свойств которых соответствуют указанным в табл. 2.3. Минеральные порошки и порошковые отходы промышленного производства испытывают по ГОСТ Р 52219. Содержание активных CaO + MgO определяют по ГОСТ 22688, потерь при прокаливании - по ГОСТ 11022.
Таблица 2.3
(Табл. 12 из ГОСТ 9128)
|
Наименование показателя |
Значение показателя для |
||
|
молотых основных металлургических шлаков |
зол - уноса и измельченных золошлаковых смесей |
пыли - уноса цементных заводов |
|
|
1. Зерновой состав, % по массе, не менее |
|
|
|
|
мельче 1,25 мм |
95 |
95 |
95 |
|
мельче 0,315 мм |
80 |
80 |
80 |
|
мельче 0,071 мм |
60 |
60 |
60 |
|
2. Пористость, %, не более |
40 |
45 |
45 |
|
3. Водостойкость образцов из смеси порошка с битумом, не менее |
0,7 |
0,6 |
0,8 |
|
4. Показатель битумоемкости, г, не более |
100 |
100 |
100 |
|
5. Потери при прокаливании, % по массе, не более |
Не нормируется |
20 |
Не нормируется |
|
6. Содержание активных CaO + Mg , % по массе, не более |
3 |
3 |
3 |
|
7. Содержание водорастворимых соединений, % по массе, не более |
6 |
6 |
6 |
Периодичность контроля приведена в прил. 9 ( табл. П.9.3).
Битумы
Для приготовления горячих асфальтобетонных смесей применяют битумы нефтяные дорожные: вязкие марок БНД 40/60, БНД 60/90, БНД 90/130, БНД 130/200, БНД 200/300, БН 60/90, БН 90/130, БН 130/200, БН 200/300, отвечающие требованиям ГОСТ 22245; жидкие марок СГ 130/200, МГ 130/200, МГО 130/200, отвечающие требованиям ГОСТ 11955; а также полимерно-битумные вяжущие и модифицированные битумы.
Периодичность контроля приведена в прил. 9 ( табл. П.9.4).
Поверхностно-активные вещества
Необходимым компонентом асфальтобетонных смесей часто являются поверхностно-активные вещества (ПАВ). Добавки ПАВ позволяют улучшить сцепление битума с поверхностью минеральных зерен и технологические свойства асфальтобетонных смесей, повысить качество асфальтобетонов.
Перечень ПАВ, соответствующие нормативные документы, а также рекомендации по их использованию приведены в табл. 6 Пособия к СНиП 3.06.03-85; СНиП 3.06.06-88.
2.2. ОСОБЕННОСТИ ПОДБОРА СОСТАВА СМЕСЕЙ ЛАБОРАТОРНОГО И ЗАВОДСКОГО ПРИГОТОВЛЕНИЯ
Состав асфальтобетонной смеси необходимо подбирать по заданию, составленному на основании проекта автомобильной дороги. В задании указаны тип, вид и марка асфальтобетонной смеси, а также конструктивный слой дорожной одежды, для которой она предназначена.
Подбор состава асфальтобетонной смеси включает испытание составляющих материалов и по его результатам их выбор, последующее установление рационального соотношения между ними для получения асфальтобетона со свойствами, отвечающими требованиям ГОСТ 9128 (§ 1.4).
Методика и пример подбора состава асфальтобетонной смеси изложены в Пособии к СНиП. Рекомендуемое содержание битума в смесях приведено в табл. 2.4.
Свойства смесей лабораторного и заводского приготовления зачастую различны. Для обеспечения качества асфальтобетонных смесей важно учитывать отличие между ними и его причины.
Таблица 2.4
(Извлечение из прил. Д ГОСТ 9128)
|
Смеси |
Содержание битума, % по массе |
|
Высокоплотные |
4,0…6,0 |
|
Плотные типов: |
|
|
А |
4,5…6,0 |
|
Б |
5,0…6,5 |
|
В |
6,0…7,0 |
|
Г и Д |
6,0…9,0 |
|
Пористые |
3,5…5,5 |
|
Высокопористые щебеночные |
2,5…4,0 |
|
Высокопористые песчаные |
4,0…6,0 |
Зерновой состав минеральной части имеет отклонения от средних значений по проценту частиц, проходящих через каждое сито. В лабораторных условиях, в отличие от заводских, заполнители разделяются ситами на фракции, чтобы получить точную кривую зернового состава, а затем перемешиваются. Поэтому лабораторная смесь имеет более точный зерновой состав, чем заводская.
Дозируемое содержание фракционированных горячих материалов в смеси назначают исходя из проектного зернового состава смеси, подобранного в лаборатории. Для перевода проектного зернового состава к квадратной форме отверстий грохотов можно использовать данные табл. 2.5.
Таблица 2.5
|
Размеры отверстий сит, мм |
|
|
Круглые, Dr |
Квадратные, Dkv |
|
40,0 |
31,5 |
|
35,0 |
28,0 |
|
30,0 |
24,0 |
|
25,0 |
20,0 |
|
20,0 |
16,0 |
|
15,0 |
12,0 |
|
10,0 |
8,0 |
|
5,0 |
4,0 |
При расчетах соотношений между размерами квадратных и круглых сит рекомендуется применять следующую зависимость:
D kv =0,7917 D r +0,125.
Полные проходы зерен минерального материала через квадратные сита с ячейками заданного размера устанавливаются интерполяцией:
![]()
где
А =( D kv )2/3.
При лабораторном подборе состава смеси используется сухой заполнитель. У заполнителя, нагреваемого в сушильном барабане асфальтосмесительной установки, влажность можно снизить примерно до 0,1 % по массе. Зачастую содержание влаги доходит до 0,5 %, а иногда и более. Ее величина зависит от влажности поступающего заполнителя, производительности сушильного барабана и температуры нагрева заполнителя. Поэтому отличие по влажности между лабораторной и заводской смесями всегда имеет место.
В лабораторных условиях заполнитель подвергается равномерному нагреванию по всей массе. При этом мелкие и крупные зерна нагреваются примерно одинаково. В сушильном барабане крупные зерна обычно нагреваются меньше, чем мелкие. Во время перемешивания температура зерен несколько выравнивается, а тепловой баланс достигается только в накопительном бункере.
Если в асфальтосмесительной установке используется скруббер для влажной очистки дымовых газов от пыли, то все пылевидные частицы улавливаются. Следовательно, из состава смеси они должны быть исключены. Если в качестве средства пылеочистки применяются рукавные фильтры, то некоторые или все собранные пылевидные фракции можно возвратить в смесь. Если же пылевидные фракции не возвращаются в смеситель, то зерновой состав заполнителя, содержащегося в смеси, будет отличаться от лабораторного. Но даже если все пылевидные фракции из пылеуловительной камеры возвращаются в смесь, то зерновой состав заполнителя все-таки может отличаться от состава, подобранного в лаборатории. Причина в том, что пылеуловитель собирает сверхмелкие частицы заполнителя, которые при подборе состава в лабораторных условиях обычно не отделены от других частиц. Таким образом, тип оборудования, применяемого для пылеочистки в асфальтосмесительной установке, может оказать существенное влияние на свойства асфальтобетонной смеси. Изменение количества и вида пылевидных фракций обычно не принимается в расчет при подборе смеси в лаборатории.
В процессе приготовления и применения асфальтобетонной смеси в лабораторных и заводских условиях происходит старение битума, интенсивность которого зависит от температуры нагрева каменных материалов и битума, продолжительности перемешивания минеральных материалов с битумом, толщины битумной пленки на поверхности минеральных зерен и температурного режима асфальтобетонной смеси до окончания ее уплотнения.
В лабораторных условиях перемешивание битума с минеральной частью выполняется вручную или автоматически (в мешалках), и обычно требуется несколько минут, чтобы битум полностью распределился тонкими пленками по поверхности каменных частиц. По окончании перемешивания приступают в течение двух часов к изготовлению асфальтобетонных образцов с последующим их естественным охлаждением при комнатной температуре. В заводских условиях асфальтобетонная смесь после приготовления может различное (иногда значительное) время находиться в бункерах-термосах, после чего транспортироваться к месту строительства покрытия, где производится ее укладка и уплотнение. Таким образом, время нахождения смеси в лабораторных и заводских условиях, а следовательно, и степень старения битума в указанных условиях существенно отличаются, что искажает сделанные на основе лабораторных испытаний выводы о качестве асфальтобетонной смеси, уложенной в покрытие.
Уплотнение асфальтобетонной смеси в лабораторных условиях выполняется за 3 минуты, что не согласуется с условиями реального уплотнения слоя, для которого характерно большое разнообразие применяемых катков и их сочетаний, а также проходов по одному следу. При этом для получения требуемой плотности необходимо, как правило, несколько десятков минут. Кроме того, во время уплотнения в лабораторных условиях температура смеси практически постоянна, а в реальных условиях непрерывно понижается. В лабораторных условиях асфальтобетонная смесь уплотняется на жестком основании, тогда как в реальных условиях имеют место различные виды оснований, жесткость которых может изменяться в очень широких пределах.
Таким образом, состав смеси, подобранный в лаборатории, следует рассматривать в качестве необходимого для первоначального определения содержания битума. Этот состав следует корректировать с учетом реальных условий приготовления, хранения, транспортирования, укладки и уплотнения асфальтобетонной смеси.
3. ОБЕСПЕЧЕНИЕ КАЧЕСТВА ПРИГОТОВЛЕНИЯ И ХРАНЕНИЯ В НАКОПИТЕЛЬНОМ БУНКЕРЕ АСФАЛЬТОБЕТОННЫХ СМЕСЕЙ
3.1. ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ АСФАЛЬТОСМЕСИТЕЛЬНЫХ (АС) УСТАНОВОК
Асфальтосмесительные (АС) установки предназначены для приготовления асфальтобетонных смесей. На них осуществляют следующие операции: сушку и нагрев минеральных материалов, сортирование, дозирование их и битума, подачу материалов из дозаторов в смеситель и их перемешивание. Нагрев битума осуществляется вне смесителя - в битумохранилищах и нагревателях битума.
АС установки классифицируются по технологическому процессу, общей конструктивной схеме и конструктивному оформлению отдельных узлов ( рис. 3.1). По времени проведения дозирования и способу перемешивания различают две группы смесителей: с дозированием минеральных материалов до сушки вне смесителя со свободным перемешиванием и с дозированием минеральных материалов после сушки и их принудительным перемешиванием. АС установки подразделяют на четыре типа по производительности: малой - до 40 т/ч, средней – 50…100 т/ч, большой – 150…350 т/ч и более 400 т/ч.
На асфальтобетонных заводах (АБЗ) применяются АС установки производительностью 25…30 т/ч (ДС-117-2Е, ДС-117-2К, ДС-158 (Украина) и АС установки производительностью ~ 50 т/ч фирмы «Тельтомат» (Германия) ( прил. 10, табл. П.10.1). АС установки Д-617 (50 т/ч), Д-645 (100 т/ч), ДС-84-2 (200 т/ч) (Украина) выпускались небольшими сериями. Отдельные предприятия располагают АС установками зарубежных фирм с производительностью до 160…240 т/ч ( прил. 11, табл. П.11.2). АС установки непрерывного действия с сушильно-смесительным барабаном производительностью 25…30 т/ч (СИ-601) (Верхне-Уфалейский завод, Россия) применяются достаточно редко.
Рис. 3.1. Классификация асфальтосмесительных установок
Технологическая схема АС установки периодического действия башенной компоновки
На рис. 3.2. приведена принципиальная технологическая схема АС установки. Минеральные материалы подаются со склада в бункеры агрегата питания 1 строго по фракциям. Количество бункеров определяется количеством сит сортировочного агрегата 5 и требованиями ГОСТ 9128 в части приготовления асфальтобетонных смесей. Бункеры оснащены дозаторами непрерывного действия для предварительного дозирования материалов согласно рецептуре смеси, которые затем поступают на сборочный транспортер и в сушильный барабан 2.
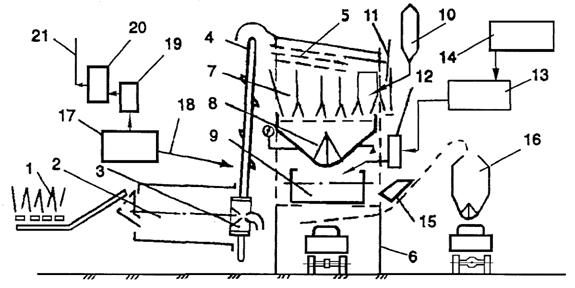
Рис. 3.2. Технологическая схема АС установки: 1 - агрегат питания; 2 - сушильный барабан; 3 - топочный агрегат; 4 - горячий элеватор; 5 - сортировочный агрегат; 6 - башня смесителя; 7 - расходные бункеры; 8 - бункер-дозатор; 9 - смеситель; 10 - бункер хранения минерального порошка; 11 - бункер негабарита; 12 - дозатор битума; 13 - битумонагреватель; 14 - битумохранилище; 15 - скип; 16 - бункер-накопитель; 17 - газоочистка сухая; 18 - возврат пыли; 19 - дымосос; 20 - газоочистка . мокрая; 21 - дымовая труба
Сушильный барабан установлен к горизонту под углом ~ 3° и вращается на опорных катках. Внутри барабана размещено несколько типов лопастей. При вращении барабана они поднимают материал и сбрасывают его в поток горячих газов. Материал в барабане перемещается от верхнего (загрузочного) торца к нижнему (разгрузочному) торцу за счет наклона барабана (подъем материала осуществляется по перпендикуляру к оси барабана, падение - по вертикали). Горячие газы, получаемые от сжигания в топочном агрегате 3 жидкого или газообразного топлива, движутся навстречу движению материала (противоточная сушка). При интенсивном теплообмене каждой частицы минерального материала с горячими газами происходит быстрый нагрев материалов. При этом частицы песка нагреваются более интенсивно, чем зерна щебня.
Из сушильного барабана нагретые материалы по ссыпному лотку поступают в горячий элеватор 4 и поднимаются им в сортировочный агрегат 5 смесительной башни 6. Сортировочный агрегат (грохот) разделяет горячие материалы по фракциям (по количеству сит), которые поступают в соответствующие отсеки расходного бункера 7. Отсеки оснащены автоматически управляемыми затворами, осуществляющими поочередную подачу материалов различных фракций в весовой бункер-дозатор 8. При поступлении сигнала о готовности смесителя 9 принять на смешивание новую порцию материалов затвор бункера-дозатора 8 автоматически раскрывается и отдозированная порция горячих материалов поступает в смеситель 9. Параллельно с дозированием горячих минеральных материалов производится объемное дозирование битума, подаваемого из битумонагревательного агрегата 13 или непосредственно из инвентарного битумохранилища 14.
Горячие минеральные материалы и порошок поступают в смеситель одновременно из весового бункера 8. После их непродолжительного сухого перемешивания в смеситель подается битум. Цель перемешивания - равномерно распределить все компоненты смеси по объему замеса и равномерное распределение битума по поверхности зерен минерального материала. По окончании перемешивания автоматически открывается затвор смесителя и готовая асфальтобетонная смесь выгружается посредством промежуточного транспортного устройства 15 (скип, транспортер и т.д.) в накопительный бункер 16 для кратковременного хранения смеси или непосредственно в кузов автомобиля-самосвала.
Достоинствами данных АС установок являются: простота и малая погрешность дозирования минеральных материалов; возможность регулирования качества смеси изменением длительности смешивания; возможность независимого ввода в смесь поверхностно-активных веществ (ПАВ); возможность повышения качества смеси путем активации битума вводом его в смеситель в тонкораспыленном состоянии (под давлением 2,0…2,5 МПа через центробежные форсунки); простота перехода от выпуска смеси одного состава к смеси другого состава.
Основными недостатками этих установок являются: большая их металло- и энергоемкость; невысокая надежность из-за большого количества агрегатов; малый срок службы деталей лопастного смесителя; большой расход легированных сталей на лопасти и футеровку смесителя.
Технологическая схема АС установки с сушильно-смесительным барабаном непрерывного действия
Современные АС установки с сушильно-смесительными барабанами ( рис. 3.3) работают следующим образом. Строго фракционированные материалы транспортерами или фронтальными погрузчиками подаются в бункеры агрегата питания 1, в которых осуществляется только весовое дозирование с учетом фактической влажности поступающих материалов. Отдозированные материалы сборочным транспортером подаются в сушильно-смесительный барабан 2. Отличия сушильно-смесительного барабана от сушильного следующие: большая длина (в 1,5 раза), расположение топочного агрегата 3 со стороны верхнего (загрузочного) торца, движение материалов и горячих газов в одном направлении (поточная сушка).
Рис 3.3. Технологическая схема АС установки с сушильно-смесительным барабаном (беспыльная технология): 1 - агрегат питания; 2 - сушильно-смесительный барабан; 3 - топочный агрегат; 4 - бункер-накопитель, 5 - бункер хранения минерального порошка; 6 - дозатор минерального порошка; 7 - битумохранилище; 8 - битумонагреватель; 9 - дозатор битума непрерывного действия; 10 - газоочистка сухая; 11 - дымосос; 12 - газоочистка мокрая; 13 - дымовая труба; 14 - возврат пыли; 15 - выпускное отверстие; 16 - скип
Загружаемые в барабан материалы, проходя по первой (сушильной) камере, высушиваются и нагреваются до рабочей температуры и переходят во вторую (смесительную) камеру. Битум подается в начальную зону смесительной камеры и при вращении сушильно-смесительного барабана распределяется по поверхности зерен минерального материала. Из смесительной камеры готовая асфальтобетонная смесь поступает в промежуточный бункер и далее скипом подается в накопительный бункер 4.
В современных АС установках минеральный порошок, как и битум, подается со стороны разгрузочного торца в начальную зону смесительной камеры. Битумное оборудование состоит из инвентарного битумохранилища 7, битумонагревательного агрегата 8 и более сложного битумного дозатора 9 непрерывного действия.
Дымовые газы, проходя через смесительную камеру, отдают часть уносимой пыли битумным пленкам, за счет чего вынос пыли уменьшается в 10 и более раз. Очистка дымовых газов от пыли подобна установкам с башенной компоновкой и состоит из сухой ступени газоочистки 10, дымососа 11 и мокрой ступени газоочистки 12. Сухая уловленная пыль, как и минеральный порошок, подается в начальную зону смесительной камеры.
Достоинства АС установок с сушильно-смесительными барабанами заключаются в уменьшении количества агрегатов, снижении металло- и энергоемкости, простоте и надежности работы оборудования, уменьшении количества пыли, уносимой дымовыми газами, стабильности теплового процесса нагрева материала.
Однако, несмотря на достоинства этих сушильно-смесительных установок, они обладают и существенными недостатками: интенсивное старение битума в смесительной камере из-за контакта пленочного битума с горячими дымовыми газами; окисление битума, испарение его масляных фракций (голубой дым); высокая опасность воспламенения битума в смесительной камере; невозможность раздельного ввода ПАВ и вяжущих, а также ввода битума в смесительную камеру в тонкораспыленном состоянии из-за опасности уноса части битума потоком дымовых газов; возможность налипания асфальтобетонной смеси на внутренних стенках и лопастях смесительной камеры; сложность перехода от выпуска одного состава смеси на смесь другого состава; сложность согласования подачи минеральных материалов и битума в моменты запуска и остановки смесителя, а также при изменении производительности АС установки.
3.2. СКЛАДИРОВАНИЕ И ХРАНЕНИЕ МАТЕРИАЛОВ. ПОГРУЗОЧНО-РАЗГРУЗОЧНЫЕ РАБОТЫ
Качество готовой асфальтобетонной смеси определяется в первую очередь тем, как осуществляется накопление и хранение используемых материалов. Заполнитель различных размеров должен храниться раздельно, складированный горизонтальными или имеющими небольшой уклон слоями. При погрузочно-разгрузочных работах следует следить за тем, чтобы сегрегация (разделение) заполнителя было минимальным. Если сегрегация все-таки происходит, то следует перемешать такой заполнитель перед его загрузкой в бункеры агрегатов питания. Действовать надо осторожно, чтобы еще более не усилить этот отрицательный эффект,
Заполнитель необходимо хранить на чистой, сухой, ровной и твердой поверхности, оберегая его от попадания посторонних материалов. Надо следить, чтобы заполнитель не покрывался пылью. Склады должны быть обеспечены водоотводом, чтобы иметь сухой заполнитель. Повышенная влажность, особенно мелкого заполнителя, увеличивает время его просушивания в сушильном барабане, что приводит к снижению производительности установки. Влажность заполнителя каждого вида необходимо проверять дважды в день и учитывать ее при выборе режима сушильного барабана.
Если расход тепла на нагрев материала от 10 до 160°С принять за 100 %, то каждый процент влаги в материале требует увеличения расхода тепла на его сушку на 20 %.
При постоянной тепловой мощности форсунки и топочного агрегата увеличение влажности материала ведет к резкому снижению производительности. Поданным фирмы BARBER - GREENE (США), производительность АС установок в зависимости от влажности минерального заполнителя представлена в табл. 3.1.
Таблица 3.1
|
Диаметр и длина сушильно-смесительного барабана, мм |
Производительность АС установок (т/ч) при влажности заполнителя, % |
||||||||
|
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
|
1524×6705 |
178 |
140 |
116 |
100 |
84 |
79 |
74 |
63 |
58 |
|
1830×7315 |
278 |
220 |
178 |
158 |
137 |
121 |
116 |
100 |
89 |
|
2134×9144 |
420 |
336 |
273 |
236 |
205 |
184 |
163 |
147 |
137 |
|
2438×9754 |
541 |
430 |
352 |
305 |
263 |
236 |
210 |
194 |
173 |
|
2743×10973 |
719 |
578 |
478 |
410 |
357 |
315 |
284 |
257 |
236 |
|
3050×12192 |
956 |
761 |
630 |
541 |
473 |
430 |
378 |
341 |
315 |
При перегрузке материалов со склада в бункеры агрегата питания наиболее широко используются фронтальные погрузчики, которые обеспечивают хорошее усреднение сырья при загрузке ковша и не допускают сегрегации материалов в бункере.
3.3. АГРЕГАТЫ ПИТАНИЯ
Агрегаты питания обеспечивают подачу материалов в сушильный барабан в соотношении, заданном составом смеси. В башенных АС установках главным дозирующим элементом является весовой дозатор горячих материалов, обеспечивающий дозирование песка и щебня с погрешностью ±3% и дозирование минерального порошка с погрешностью ±1,5%.
Для подачи материалов в сушильно-смесительные барабаны используются исключительно агрегаты питания с автоматическими дозаторами. Система управления агрегатом питания позволяет с пульта изменять производительность как отдельных дозаторов для изменения рецептуры смеси, так и пропорциональное изменение производительности всех дозаторов и АС установки в целом.
Настройка и периодический контроль дозаторов (тарировка) осуществляются установкой перекидного лотка и подачей материала определенной фракции в тарировочный ковш. По времени и массе набранного в ковш материала рассчитывается фактическая производительность данного питателя и, при необходимости, производится корректировка системы автоматического дозирования.
Недостаток данных дозаторов состоит в рассогласованности между одновременным дозированием всех компонентов и разновременным их вводом в смесительную камеру: битум вводится в момент дозирования (задержка - доли секунды), минеральный порошок вводится с задержкой 0,5…1,2 секунды, а песок и щебень поступают в смесительную камеру через 2…3 минуты. Все это влияет на качество выпускаемой смеси, особенно в периоды ее пуска, остановок и изменения состава смеси.
3.4. БИТУМОХРАНИЛИЩА И БИТУМОНАГРЕВАТЕЛИ
Битумохранилища большой вместимости строятся в условиях неритмичной или с большой периодичностью доставки битума. Если имеется опасность обводнения битума, то поддерживать битум в хранилище при рабочей температуре неэкономично. Более рационально в таких случаях хранить битум при температуре окружающей среды, а в зоне местного обогрева доводить его до температуры перекачивания (~90°С) насосами в битумонагревательные котлы (битумонагреватели), где он обезвоживается, модифицируется, улучшается различными ПАВ и доводится до рабочей температуры ( табл. 3.2).
Необходимо иметь в виду, что выпаривание влаги очень энергоемкий и длительный процесс. Каждый процент влаги, содержащейся в битуме, увеличивает расход энергии и время подготовки битума на 20 %.
В условиях короткопериодичной и ритмичной доставки битума для его хранения применяют инвентарные резервуары с обогревом и теплоизоляцией, в которых битум хранится кратковременно при рабочей температуре. В качестве битумонагревателей используются горизонтальные цилиндрические резервуары вместимостью от 10 до 25 т.
Таблица 3.2
|
Марка битума |
Температура, °С |
|
|
битума, поступающего в смеситель |
минеральных материалов при выходе из сушильного барабана |
|
|
БН 40/60, БНД 60/90 |
140…150 |
175…185 |
|
БН 60/90 |
135…145 |
170…180 |
|
БНД 90/130, БН 90/130 |
130…140 |
165…175 |
|
БНД 130/200, БН 130/200 |
120…130 |
155…165 |
|
БНД 200/300, БН 200/300 |
110…120 |
145…155 |
|
МГ 130/200, МГО 130/200 |
90…110 |
125…145 |
|
СГ 130/200 |
80…110 |
115…135 |
Примечание . При применении активированных минеральных порошков или ПАВ температура битума, щебня, гравия, песка, отсевов дробления должна быть снижена:
- на 20°С при применении битумов марок БНД 40/60, БНД 60/90, БНД 90/130, БН 60/90, БН 90/130;
- на 10°С при применении битумов марок БНД 130/200, БНД 200/300, БН 130/ 200, БН 200/300.
В качестве источников тепла для поддержания рабочей температуры битума могут использоваться: змеевиковые подогреватели с паровым или масляным теплоносителем, трубчатые подогреватели с газовым (огневым) теплоносителем и электрические подогреватели.
При выборе системы нагрева битума необходимо исходить из степени ее влияния на свойства битумов. При высокой температуре теплообменных аппаратов на их поверхности происходит деструкция асфальтенов с выделением легких углеводородов и образованием твердых высокоуглеродистых соединений - карбенов и карбоидов, отрицательно влияющих на способность битума прилипать к поверхности минеральных материалов. Следовательно, чем ниже температура теплоносителя и стенок теплообменного аппарата, тем мягче нагрев и меньше его отрицательное воздействие на битум.
Достоинство пара как теплоносителя заключается в его низкой температуре (не выше 200°С) и наименьшем отрицательном влиянии на битум даже при длительном воздействии.
Недостатки пара также заключаются в его низкой температуре, малом перепаде температуры между теплообменником и битумом и большой площади теплообменников, длительном нагреве и низком КПД, частой потере герметичности и обводнении битума.
Достоинство масла как теплоносителя: «мягкий» нагрев ( tM ~ 270…320°С) и меньшая площадь змеевиков, а также высокий КПД. Нагрев масла можно вести газовым (огневым) и электрическими нагревателями.
Недостатки масляного обогрева - в его пожароопасности. Применение вместо масла специальных высокотемпературных органических теплоносителей требует обеспечения высокой герметичности, т.к. они обладают высокой токсичностью.
Трубчатые подогреватели (теплообменники) с огневым подогревом изготавливаются двух типов: горячие газы в трубах, погруженных в битум (жаровые трубы); битум в трубах, обогреваемых горячими газами.
Нагреватели битума с жаровыми трубами просты в конструктивном исполнении, надежны в эксплуатации, но пожароопасны и создают жесткий режим нагрева. Нагреватели с жаровыми трубами применяют в автогудронаторах и автобитумовозах и используют исключительно для поддержания рабочей температуры битума (кратковременный подогрев). Трубчатые разогреватели второго типа имеют очень жесткий режим нагрева, в них высока скорость образования карбенов и карбоидов и возможно даже отложение кокса на стенках труб, из-за чего в их конструкциях предусматривается возможность очистки внутренней поверхности труб механическими способами
Электрические нагреватели просты по конструкции, надежны в эксплуатации и могут быть прямого действия (открытая спираль погружена в битум) и косвенного действия (спирали с изоляторами расположены в трубах). Нагреватели прямого действия создают очень жесткий режим нагрева битума (малая площадь спирали при большой мощности), и их применение крайне нежелательно. Нагреватели косвенного действия по термическому воздействию на битум несколько жестче, чем жаровые трубы, но намного мягче, чем нагреватели прямого действия. Электрические нагреватели пожароопасны и имеют низкую экономичность.
В мировой практике чаще всего применяют комбинированные системы нагрева, состоящие из двух ступеней. В первой ступени производится нагрев масла, где используются трубчатые нагреватели с огневым подогревом или электрические с косвенным нагревом, в качестве второй ступени служит масляный змеевиковый нагреватель-теплообменник в битумной цистерне.
Практика эксплуатации трубчатых теплообменников показала, что при масляном теплоносителе площадь теплопередающей поверхности должна составлять 0,5…1 м2 на каждую тонну вместимости цистерны. При использовании гладких труб для обеспечения данного условия требуется большая длина труб, что ведет к снижению надежности, повышению металлоемкости, снижению полезного объема цистерны.
Наиболее целесообразно делать теплообменники из оребренных труб с внутренним диаметром 50…75 мм, которые обеспечивают низкое сопротивление движению масла, подаваемого непрерывно из нагревателя насосом.
Битум, нагретый в котлах до рабочей температуры, следует использовать в течение 5 ч. При необходимости более длительного хранения температуру вязкого битума необходимо снизить до 80°С, жидкого -до 60°С и хранить не более 12 ч.
Битум с добавлением ПАВ, полимеров, разжижителей (пластификаторов) или структурообразующих компонентов следует перемешивать до получения однородной смеси в отдельной емкости, оборудованной паро-, электро- или маслоподогревом и насосной установкой. Готовое вяжущее перекачивают в расходную емкость и нагревают до рабочей температуры.
3.5. ТОПОЧНЫЕ АГРЕГАТЫ АС УСТАНОВОК
Топочные агрегаты предназначены для сжигания топлива и получения раскаленных газов, используемых для сушки и нагрева материалов в сушильных и сушильно-смесительных барабанах. В качестве топлива наиболее часто используется мазут, реже газ или легкие моторные топлива, а также смеси мазута с легкими углеводородами (керосин). От характера и режима работы топочного агрегата зависят скорость и полнота сгорания топлива. Скорость выгорания топлива зависит от тонкости распыливания топлива и характера смесеобразования воздушно-топливной смеси, влияет на длину факела и полноту сгорания топлива.
Неполное сгорание топлива приводит к перерасходу топлива и снижению экономичности; образованию значительного количества вредных веществ (сажи, окиси углерода, летучих углеводородов и др.), выбрасываемых в атмосферу; осаждению части несгоревшего топлива на поверхности минеральных частиц (песка и особенно щебня); снижению качества приготовляемой асфальтобетонной смеси.
Топочный агрегат состоит из форсунки, обеспечивающей распыливание топлива и его первичное смешивание с воздухом, и топки, служащей для окончательного смесеобразования топливного факела с воздухом и поддержания высокой температуры в зоне горения.
Если топливо хорошо распылено и хорошо смешано с воздухом, оно быстро и полно сгорит в топке. Но если топливо распылено грубо, эффекта не даст любой способ смешивания его с воздухом и сжигание в топке любой конструкции.
Распиливание топлива
По способу распиливания форсунки подразделяются: на форсунки с механическим распиливанием (за счет давления топлива, создаваемого насосами); форсунки воздушного распыливания (за счет кинетической энергии струи воздуха, подаваемого вентилятором); форсунки пневматического распыливания (за счет кинетической энергии струи воздуха от компрессора); форсунки парового распыливания (за счет кинетической энергии струи пара); форсунки с комбинированным способом распыливания. Качество распыливания оценивается диаметром капель топлива, который зависит от способа распыливания, режима работы форсунок и вязкости топлива ( прил. 10).
Для устойчивого, быстрого и полного сжигания мазута при распыливании механическими форсунками его вязкость должна быть не более 2,5…3° ВУ (вязкость условная), что соответствует 16,0…20,5 мм2/с кинематической вязкости. Это возможно при нагреве мазута: М40 до 110…120°С и М100 до 125…135°С. В то же время температура стенок теплообменника для подогрева мазута по условиям коксования не должна превышать 140°С. Отклонение от этих норм приводит к снижению качества распыливания топлива, увеличению времени выгорания капель и длины факела, и как следствие, к резкому росту вредных выбросов и перерасходу топлива.
На рис. 3.4, а представлена форсунка с коническим регулятором расхода топлива. Регулирование расхода топлива осуществляется осевым перемещением конуса с завихрителем. Такие форсунки дают очень узкий и длинный факел и хорошо зарекомендовали себя при работе в печах для обжига цементного клинкера и керамзита, где длина факела достигает 15…35 м.
На рис. 3.4,б представлена форсунка центробежного распыливания. За счет тангенциального ввода топлива в завихритель возникает значительная «закрутка» топлива, и при выходе из сопла происходит его дробление с достаточно большим углом факела (70…90°). Такие форсунки установлены на топочных агрегатах АС установок фирмы «Тельтомат».
При большом угле раскрытия факела обеспечивается хорошее смешивание топлива с воздухом. Недостатками форсунок с центробежным распыливанием топлива являются: незначительный предел регулирования производительности, высокие требования к качеству изготовления завихрителя и распылителя.
Рис 3.4. Схемы
форсунок механического распиливания:
а - форсунка с коническим
регулятором расхода топлива: 1 - корпус форсунки; 2 - патрубок подачи топлива; 3 - регулятор расхода топлива; 4 - завихритель;
б - центробежная форсунка 1 - корпус (ствол); 2 - завихритель; 3 -распылитель; 4 - камера завихрения; 5 -
тангенциальные завихряющие каналы
Установка на форсунки механического распиливания топлива наружных воздушных каналов подвода воздуха от вентиляторов не дает улучшения качества распиливания топлива. Разделение воздуха на первичный и вторичный, но подаваемого от одного вентилятора, обеспечивает только закручивание топливного факела, чем улучшается процесс смесеобразования, но усложняется процесс регулирования. Именно так работают форсунки асфальтобетонных установок ДС-158 и ДС-1858 (рис. 3.5).
Рис 3.5. Схема
форсунки воздушно-механического распиливания:
1 - ствол; 2 - патрубок
первичного воздуха; 3 - канал
вторичного воздуха; 4 - аксиальный
завихритель вторичного воздуха; 5 - аксиальный завихритель первичного воздуха; 6 - регулятор расхода
На асфальтобетонной установке ДС-84-2 установлена центробежная форсунка механического распыливания и два воздушных вентилятора: вентилятором высокого давления подается воздух по центральному каналу и на выходе имеет аксиальный завихритель; вторичный воздух подается без закручивания, плохо участвует в смесеобразовании и влияет только на изменение длины факела.
В форсунках воздушного распыливания топлива для успешного его диспергирования до размера капель 0,03…0,02 мм первичный воздух необходимо подавать под давлением 5…7 кПа, а его расход может быть снижен до 10…20 % от общего расхода воздуха на горение топлива, но топливо необходимо подавать не концентрированно, как в форсунках механического распыливания, а распределенным потоком по кольцевому периметру.
Для успешного диспергирования топлива форсунками воздушного распыливания первичный воздух необходимо подавать под давлением 5…7 кПа, а его расход должен быть 10…20 % от общего расхода воздуха, необходимого для горения топлива. Вторичный же воздух можно подавать под меньшим давлением (до 1 кПа).
Подача первичного и вторичного воздуха от одного вентилятора, как это имеет место на АС установках ДС-158, ДС-1858, ДС-84-2 и др., экономически не оправданна и усложняет регулирование процесса горения.
Смесеобразование и горение топлива
При воздушном распыливании с давлением воздуха 5…7 кПа размер капель топлива в 10 раз мельче, чем при механическом ( прил. 10). Однако плохое смесеобразование топливного факела с воздухом, даже при отличном распыливании, может дать плохие результаты из-за образования локальных зон с большим избытком или недостатком воздуха (бедные и богатые смеси). Особенно сильно это проявляется при паровом распыливании, когда в паротопливном факеле нет окислителя.
При недостатке воздуха (в зонах с богатой смесью) при температуре выше 700°С происходит термический пиролиз с образованием тяжелых коксовых остатков, которые оседают на стенках топки и выносятся в виде сажи с дымовыми газами. При избытке воздуха и температуре выше 700°С происходит окислительный пиролиз с полным разложением капель топлива (без образования кокса и сажи).
Наиболее распространенная конструкция топочного агрегата с закрытой топкой представлена на рис. 3.6,а. Воздух на горение топлива подается вентилятором высокого давления через форсунку. Неравномерность распределения топлива (в центре - недостаток воздуха, на периферии - его избыток) и неполное заполнение горящим факелом топочного пространства приводят к неполному сгоранию топлива, длинному факелу, что осложняет регулировку воздушных потоков (первичный и вторичный воздух) для обеспечения бездымного горения топлива.
В топке с зажигательным конусом ( рис. 3.6,б) горение в зажигательном конусе идет с большим недостатком воздуха, а температура пламени достигает 800…1000°С, при этом происходит первичное разложение топлива. Вторичный воздух по зазорам 5, 6 свободно проникает в зону горения, смешивается с горящим факелом, и в корпусе 3 топливо догорает в режиме окислительного пиролиза. Основной недостаток этих топок - сложность футеровки зажигательного конуса.
Топка с двухзонным подводом воздуха ( рис. 3.6,в) состоит из форсунки 7, через которую подается только первичный воздух (1…2 кг возд./кг топл., Р=5…7 кПа). Вторичный воздух вентилятором низкого давления через улитку 8 подается в зазор между корпусом 3 и стенкой 2 и после закручивания лопастями 9 подходит к корню факела. Вторичный воздух создает достаточную эжекцию и закручивает поток горящих газов, создавая зону рециркуляции, что обеспечивает хорошее смесеобразование и горение топлива в режиме окислительного пиролиза. Для работы этой топки рекомендуется форсунка только воздушного распыливания с хорошей закруткой воздушно-топливного факела. Эти топки обеспечивают бездымное сжигание мазута.
Рис. 3.6. Схемы топок:
а - закрытая; б - с зажигательным конусом; в - с двухзонным подводом воздуха;
1 - форсунка; 2 - торцевая стенка; 3 - корпус; 4 - футеровка; 5, 6 -
кольцевые зазоры; 7 - зажигательный конус; 8 - улитка; 9 - лопасти
тангенциального завихрителя
Особенности сжигания обводненных мазутов
При сжигании обводненного мазута его переводят с помощью роторных диспергаторов в состояние обратной эмульсии (вода в масле) с достаточно грубым диспергированием воды и температурой нагрева эмульсии не выше 90…95°С. В процессе распыливания эмульсии происходит дробление мазута и воды. Ввиду того, что коэффициент поверхностного натяжения воды выше, чем у мазута, капля воды остается в ядре топливной капли. При горении топливной эмульсии сначала выгорает мазутная оболочка, потом происходит взрыв водяного ядра, обеспечивающий дробление тяжелого остатка и его перемешивание с окружающим пламенем.
Сжигание водомазутной эмульсии менее экономично, чем сжигание чистого мазута, и ниже температуры горения топлива, но сгорание происходит полное и бездымное, резко снижается количество окислов азота, являющихся вторым компонентом (по массе и токсичности) после сернистого газа.
3.6. СУШИЛЬНЫЕ БАРАБАНЫ АС УСТАНОВОК
Общие положения
Сушка и нагрев материалов в сушилках барабанного типа широко применяются в различных отраслях. При вращении наклонного барабана материал поднимается лопастями и сбрасывается в поток горячих газов. Передача тепла от газа к материалу осуществляется радиационным излучением пламени и за счет конвективного теплообмена. При высокой плотности пыли (как завеса) она поглощает значительную долю радиационного излучения, и основная масса материала нагревается конвективным теплообменом.
Поглощение тепла материалом осуществляется через открытую к газу поверхность материала, лежащего на стенках барабана и на лопастях, а также через суммарную поверхность частиц, падающих с полок барабана. Количество тепла, передаваемого на открытую поверхность материала, а также стенками барабана и лопастями, незначительно ввиду малой площади соприкосновения и пониженной температуропроводности пористого материала. В то же время количество тепла, передаваемое через суммарную поверхность падающих частиц в среде горячих газов, достаточно велико ввиду большой их площади.
В среднем эффективность передачи тепла падающему потоку материала в 70 раз выше, чем материалу, лежащему на элементах сушильного барабана.
Для повышения эффективности работы (производительности) сушильного барабана необходимо обеспечить хорошую завесу (распределение по поперечному сечению барабана) из падающих материалов и увеличить их долю в горячем потоке газов, а также увеличить частоту сбрасывания материала в поток горячих газов.
Способы сушки и нагрева заполнителя
По способу сушки материала барабаны могут быть с противоточной и поточной сушкой (рис. 3.7).
Рис. 3.7. Схема
тепловых процессов в сушильных барабанах:
а, б- соответственно с
противоточным и поточным способами сушки материалов;
1 - температура материала; 2 – температур газов; 3 - температура газов при длиннофакельном
горении топлива
При противоточной сушке, применяемой наиболее часто, материалы в наклонном барабане движутся от верхнего загрузочного торца к нижнему разгрузочному ( рис. 3.7,а). Горячие газы, полученные от сжигания топлива, движутся навстречу движению материала. В барабане можно выделить три технологические зоны: I - зона подогрева материала и влаги от начальной их температуры (-10…20°С) до температуры интенсивного испарения влаги (-100°С); II - зона испарения влаги и подогрева паров воды до температуры дымовых газов Тд; III - зона нагрева материалов до рабочей температуры.
Достоинства противоточной сушки: низкая температура дымовых газов (120…150°С) и высокий тепловой КПД барабана. Недостатки противоточной сушки:
1. Очень часты явления, когда температура дымовых газов Тд падает ниже 100°С и пары воды начинают конденсироваться в газоходах, циклонах и дымососе, что влечет оседание пыли на влажную поверхность с образованием грязи и последующим «зарастанием» газоходов, шнека, крыльчатки дымохода. Это явление наиболее часто проявляется ранней весной и поздней осенью, что грозит смерзаемостью грязи в шнеках и дымососах в ночное время и их поломкой при запуске.
2. В первой зоне подогрев влажного материала осуществляется теплом горячих газов и конденсацией паров воды, что приводит к уменьшению длины первой зоны, переувлажнению и залипанию материала на лопастях.
3. Из-за большого перепада между средней температурой газов в третьей зоне [(Т A +Тв)/2=1200…1300°С] и средней температурой материалов в этой зоне [( t 2 + t 3 )/2=130°С] даже при незначительных колебаниях производительности или влажности материала (что случается чаще) имеют место скачки температуры нагрева материала t 3 . При этом недогрев менее опасен, чем перегрев, при котором возникает брак.
4. По причине, указанной во 2-м пункте, зоны I и II в сумме занимают большую часть длины барабана, а зона III (см. недостаток, указанный в пункте 3) занимает незначительную длину барабана, в которой реально можно осуществить хорошую завесу ссыпающихся потоков материала по сечению барабана.
Если в барабане применяется длиннофакельное сжигание топлива, то для устранения негативных явлений от конденсации топлива на каменных материалах в зоне факела устанавливают лопасти, проносящие материал над факелом и обеспечивающие ссыпание только по его периферии. Это обеспечивает свободное горение и хорошее выгорание топлива, но кривая температур горячих газов располагается намного выше рациональной, растет перепад температур между газами и материалом, растет производительность барабана, но в то же время увеличиваются температура дымовых газов и удельный расход топлива на нагрев 1 т материала.
Наглядным показателем эффективности работы сушильного барабана является его удельная производительность (в т/ч на 1 м3 объема барабана). Сушильные барабаны АС установок производства Украины по удельной производительности уступают зарубежным установкам в 2…2,5 раза ( прил. 12).
При поточной сушке ( рис. 3.7,б) топочный агрегат расположен со стороны загрузки материала. В барабане протекают те же процессы, что и при противоточной сушке. Дымовые газы, покидающие сушильный барабан, имеют температуру на 50…70°С выше, чем температура нагрева материала.
Недостатки поточного способа сушки: меньший КПД; сжигание топлива - только короткофакельное.
Достоинства поточного способа сушки: полностью исключается перегрев материала; в газоходах, циклонах и дымососе исключено образование конденсата (Тд>200°С); зона III самая протяженная (ориентировочно - половина длины барабана), где легко осуществить равномерную завесу из падающих потоков заполнителя по сечению барабана, снизить Тд до 170…175°С и повысить удельную производительность; материал в зоне I не переувлажняется, следовательно, не налипает на лопасти.
Типы лопастей сушильных барабанов
В конструктивном отношении барабан представляет собой стальную трубу постоянного диаметра ( рис. 3.8,а). К верхнему торцу барабана 1 присоединено торцевое кольцо 2, предотвращающее пересыпание загруженного материала. К торцевому кольцу 2 примыкают отгребающие лопасти 3, установленные к оси барабана под углом ~ 50…60° и предназначенные для интенсивного смещения загруженного материала от торцевого кольца 2. Далее по оси барабана расположены подъемно-сбрасывающие лопасти 4, различные как по форме, так и по количеству для I , II и III зон. В зоне I чаще устанавливают плоские, радиально расположенные лопасти ( рис. 3.8,б). Они могут быть изогнуты по средней линии на 15…20°, возможно их отклонение от радиального направления в сторону вращения до 15°. В зоне II чаще устанавливают лопасти, отклоненные по ходу движения от радиального направления на 10…25° с козырьком шириной 20…40 мм ( рис. 3.8,в), отклоненным от плоскости лопасти под углом 30…40°. В зоне III можно устанавливать лопасти, подобные зоне II ( рис. 3.8,г), но с более широким козырьком и углом установки 60…75°. Чаще всего в качестве лопастей в зоне III используют швеллеры с высотой стенки 0,08…0,12 диаметра барабана. Количество лопастей устанавливают исходя из обеспечения равномерного и полного заполнения сечения барабана падающими потоками материала ( рис. 3.9,а). При уменьшении подачи снижается степень заполнения барабана материалом и зачерпывающая способность ковшей полностью не реализуется, что вызывает образование свободного окна 1 ( рис. 3.9,б). С увеличением подачи степень заполнения барабана материалом может быть выше расчетной и зачерпывающая способность лопастей будет недостаточной, и как следствие возникнет зона «завала» 2 ( рис. 3.9,в), сильно перегружающая двигатель привода барабана. По этой причине зарубежные фирмы часто изменяют угол наклона барабана в зависимости от производительности по принципу: больше влажность - меньше производительность - меньше угол наклона барабана, и наоборот.
Частая расстановка лопастей в зоне III барабана с противоточной сушкой возможна только при короткофакельном сжигании жидкого топлива или при применении газообразного топлива.
Перевод на газовое топливо барабанов с длиннофакельными топками дает отрицательные результаты - производительность барабанов снижается. В этом случае производственники часто осуществляют искусственное смещение факела внутрь барабана, что совершенно недопустимо из-за опасности срыва пламени и последующего взрыва газа.
Рис 3.8. Сушильный
барабан с лопастями:
а - сушильный барабан; б - типы лопастей первой зоны; в - типы лопастей второй зоны; г - типы лопастей третьей зоны;
1 - корпус барабана; 2 -торцевое противопересыпное кольцо;
3 - отгребающие лопасти; 4 - подъемно-сбрасывающие лопасти; 5
- кольцо жесткости; 6 - лопасть
типа «закрытый ковш» для зоны длинного факела типа «закрытый ковш» для зоны
длинного факела
Рис. 3.9. Заполнение
барабана падающими потоками материалов при различной загрузке:
а - нормальная; в - меньше нормы; в - выше нормы,
1 - окно без материала; 2 - зона «завала»
Температура нагрева заполнителя зависит от времени его пребывания в сушильном барабане, которое определяется следующими факторами: длиной и диаметром барабана, углом наклона барабана, числом и конструкцией лопастей, скоростью вращения барабана и размером частиц заполнителя. Обычно время прохождения заполнителя через сушильный (сушильно-смесительный) барабан составляет от 2 до 3 мин.
Температура минеральных материалов при выходе из сушильного барабана должна соответствовать значениям, указанным в табл. 3.2.
3.7. ГОРЯЧИЕ ЭЛЕВАТОРЫ И СОРТИРОВОЧНЫЕ АГРЕГАТЫ
Горячие элеваторы
Для подъема горячих материалов в сортировочный агрегат смесительной башни используются цепные ковшовые элеваторы. Элеваторы малой производительности и небольшой высоты подъема часто устанавливают в наклонном положении. Элеваторы большой производительности и высоты подъема более 6 м устанавливают, как правило, в вертикальном положении. Для нормальной их эксплуатации недопустимы перегрузка и попадание в приемную воронку элеватора крупногабаритных предметов. Для улавливания крупных предметов ставят решетки предварительного отбора в бункеры агрегата питания и колосниковые решетки перед загрузкой материала в сушильный барабан.
Сортировочные агрегаты
Наибольшим КПД грохочения (~0,9) обладают вибрационные грохоты, но из-за трудности гашения вибрации они не получили широкого распространения. Наиболее часто применяют эксцентриковые грохоты с постоянной амплитудой колебаний и хорошим уравновешиванием, но несколько меньшим КПД.
Для повышения КПД грохочения и повышения долговечности сит грохоты делают многоярусными с режимом работы каждого яруса «нижний-верхний продукт».
На качество приготавливаемой смеси сортировочные агрегаты оказывают негативное влияние именно из-за низкого КПД грохочения, нарушающего зерновой состав смеси.
3.8. ДОЗИРОВОЧНЫЕ АГРЕГАТЫ
Общие положения
На АС установках применяются дозаторы: весовые для сыпучих и порошкообразных материалов, объемные для битума и жидких добавок (ПАВ).
К дозаторам предъявляется одно общее требование - обеспечение допустимой погрешности дозирования песка и фракций щебня ±3 %, минерального порошка и битума ±1,5 %. Основные положения по поверке и регулировке весовых дозаторов изложены в прил. 13.
Если минеральный порошок дозируется в общем весовом бункере, как это имеет место на установках, выпускаемых Украиной, то погрешность дозирования минерального порошка будет выше допустимой. В кременчугских АС установках (начиная с ДС-158 первой комплектности) минеральный порошок дозируется в отдельных дозаторах. В АС установках второй комплектности возможность дозирования минерального порошка не предусмотрена. Плотные асфальтобетонные смеси на этих установках можно приготавливать, только используя минеральные материалы основных пород при условии, что кривая их зернового состава, без введения дополнительных мелких фракций, соответствует требованиям ГОСТ 9128. В зарубежных АС установках (например, «Тельтомат») дозирование минерального порошка производится в специальном дозаторе, что обеспечивает допустимую погрешность дозирования.
На качество приготовления асфальтобетонной смеси оказывают существенное влияние место и время ввода минерального порошка в смеситель.
Влияние компоновки весовых дозаторов на обеспечение качества приготовления асфальтобетонных смесей
Качество приготовления смесей зависит от погрешности дозирования составляющих, равномерности их распределения по массе замеса и полноты обволакивания минерального материала пленкой битума.
Если по окончании смешивания материалов в смесителе равномерного распределения минеральных материалов по массе замеса не достигнуто, то даже при самом эффективном способе ввода в смесь битума обеспечить качество асфальтобетонной смеси невозможно.
Щебень и песок составляют наибольшую долю замеса и достаточно быстро распределяются по массе замеса. Минеральный порошок, максимальное содержание которого составляет 10…16 %, структурирует битум, образуя асфальтовяжущее. Поэтому принципиально важно, чтобы он равномерно распределился по массе замеса во время сухого перемешивания.
Способ дозирования
Щебень и песок на всех асфальтобетонных установках дозируются в одном весовом бункере с допустимой погрешностью дозирования ±3 %. Допустимая погрешность дозирования минерального порошка ±1,5 %. На ранее выпускавшихся установках минеральный порошок дозировался в дозаторе песка и щебня с большой погрешностью. На всех современных установках минеральный порошок дозируется в отдельном весовом дозаторе с погрешностью не более ±1,5 %.
Способ ввода
Минеральный порошок, дозируемый в отдельном дозаторе, подается в смеситель непосредственно (гравитационным способом) или шнеком, если дозатор вынесен в сторону от смесителя. При гравитационной подаче он сразу начинает распределяться по объему замеса, а при подаче шнеком происходит задержка во времени на длительность подачи минерального порошка, что может привести к неравномерности распределения минерального порошка.
Место ввода и параметры смесителя
На асфальтосмесительных установках минеральный порошок может вводиться: сбоку по всей длине корпуса смесителя, в торцевую часть корпуса смесителя, в центр смесителя или по его центральной продольной линии. Место ввода минерального порошка и форма корпуса смесителя определяют время равномерного распределения минерального порошка по объему замеса. Форма корпуса смесителя в плане может быть: вытянутой, когда отношение его длины L к ширине В (ψ= L / B ) составляет 1,4 (Д-508, ДС-117-2к, ДС-158, ДС-1858); квадратной (ψ=1) у смесительной установки ДС-84-2; укороченной (ψ~0,75 и менее) у смесителей зарубежных фирм.
Скорость поперечной смеси в корпусе смесителя более чем в 2 раза превышает скорость продольной циркуляции смеси. При вытянутой форме корпуса смесителя и подаче минерального порошка в торец смесителя увеличивается временя равномерного распределения минерального порошка по объему замеса до 2 минут; при поперечной подаче минерального порошка и укороченном смесителе время равномерного распределения минерального порошка составляет примерно 20 с. Наименьшее время равномерного распределения минерального порошка отличается у квадратных и укороченных смесителей с подачей порошка в центр корпуса или по центральной продольной линии ~ 10…20 с.
Дозаторы битума
Для дозирования битума в АС установках периодического действия применяются в основном два типа дозаторов: поплавковый с дозированием битума в резервуаре и поплавком в качестве датчика отмеренной дозы и непрерывно-объемный с дозированием битума расходомером объемного действия (шестеренный или лопастной насос-дозатор). Дозаторы битума обеспечивают дозирование с определенной погрешностью: у дозаторов поплавкового типа погрешность дозирования +1,5 %, у дозаторов непрерывно-объемного действия погрешность от ±0,5 до ±1,0 %.
Влияние на обеспечение качества смеси способа ввода битума в смеситель
Ввод битума в смеситель все АС установки осуществляют тремя способами: ввод битума в смеситель самотеком или струйно (насосом) под небольшим давлением; ввод битума в смеситель грубым распыливанием через струйные и ударно-струйные форсунки; ввод битума в смеситель в туманообразном состоянии под давлением 2…2,5 МПа через центробежные форсунки.
При использовании струйных и ударно-струйных форсунок время ввода битума в смеситель желательно довести до 10…12 с, т.к. при малом времени ввода битум первоначально распределяется локально и только в дальнейшем распределяется по всей массе замеса за счет сдвиговых процессов при смесеобразовании.
Ударно-струйная форсунка ( рис. 3.10) состоит из цилиндрического сопла 1 и конического отражателя 2. При встрече струи битума с отражателем 2 она обтекает его и далее распространяется в виде пологого конуса 3. При этом происходит грубая диспергация струи на капли диаметром 0,2…0,5 мм без структурных изменений битума.
В центробежных форсунках ( рис. 3.4,б) при закручивании потока жидкости в завихрителе возникают большие градиенты скорости и давления, которые приводят к возникновению в ней ультразвуковых колебаний, разрушающих коагуляционную структуру битума. При давлении 2…2,5 МПа битум истекает из форсунки со скоростью ~ 50 м/с с углом корня факела 70…90° при равномерной плотности распределения битума по сечению факела. Ввод битума в туманообразном состоянии может привести к его распределению только на частицах самого верхнего слоя. Если же обеспечить подбрасывание частиц материала на высоту 1,3 R выше осей валов, то верхние слои смеси придут в состояние сильного разрыхления, что увеличит эффект распределения битума в объеме замеса. Во избежание многослойного налипания битума на частицы минерального материала его ввод в смеситель желательно продлить до 30…35 с.
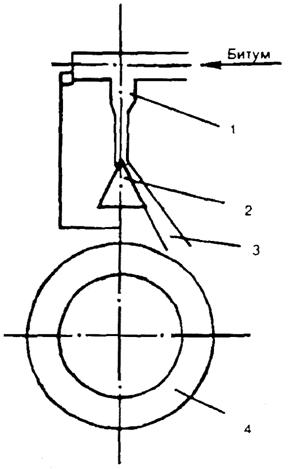
Рис. 3.10. Ударно-струйная
форсунка:
1 - сопло; 2 - отражатель; 3 - факел; 4 - форма контакта факела с материалом
Достоинства этого режима заключаются в следующем: быстрое и полное обволакивание зерен минерального материала пленкой битума; быстрое структурирование (при предварительном разрушении коагуляционной структуры битума) битумной пленки на зернах минерального материала; улучшенные удобоукладываемость и удобоуплотняемость смеси.
Известны опытно-экспериментальные работы по вводу битума в смеситель в виде битумной пены (с кратностью вспенивания 10…15).
Вспениванием битум переводится в тонкие пленки, которые быстрее и лучше, чем при струйном вводе битума, объединяются с минеральным материалом.
3.9. СМЕСИТЕЛИ ДЛЯ ПРИГОТОВЛЕНИЯ АСФАЛЬТОБЕТОННЫХ СМЕСЕЙ
Смеситель в АС установке является одним из основных агрегатов, оказывающих значительное влияние на качество приготовления смеси. В отечественной и зарубежной практике приготовления асфальтобетонных смесей нашли наибольшее применение смесители двухвальные периодического действия принудительного смешивания и непрерывного действия свободного смешивания.
Смесители двухвальные периодического действия
В смесителях периодического действия ( рис. 3.11) при вращении валов лопасти перемещают смесь в поперечном направлении, обеспечивая ее циркуляцию. Лопасти на кронштейнах устанавливаются под углом к оси вала, что создает возможность перемещения смеси вдоль валов. Загрузка смесителя осуществляется из весового бункера-дозатора, а разгрузка - через отверстие в днище, закрываемое затвором.

Рис. 3.11. Схема
двухвального лопастного смесителя:
1 - корпус; 2 - футеровка; 3 - вал; 4 - опора вала; 5 -
кронштейн; 6 - лопасть; 7 -
затвор; а - угол установки
лопастей
К смесителю предъявляются следующие требования:
• равномерно и за короткий промежуток времени распределить компоненты смеси по массе замеса;
• обеспечить равномерное распределение битума по поверхностям минерального материала;
• оперативность разгрузки смесителя.
На скорость циркуляции смеси оказывают влияние: схема расстановки лопастей; параметры смесителя, которые зависят от формы корпуса смесителя, оцениваемой отношением длины корпуса смесителя L к его ширине В (ψ= L / B ).
В зависимости от способа расстановки лопастей на валах смесителя различают противоточную и поточно-контурную схемы движения смеси в корпусе смесителя. В настоящее время в основном применяется последняя схема, когда в корпусе смесителя ( рис. 3.12) лопасти на одном валу установлены так, что смещают смесь от левого торца смесителя к правому, а в конце одна - две пары лопастей установлены с обратным углом для смещения смеси во встречном направлении. На втором валу лопасти установлены в обратном направлении и смещают смесь от правого торца смесителя к левому.
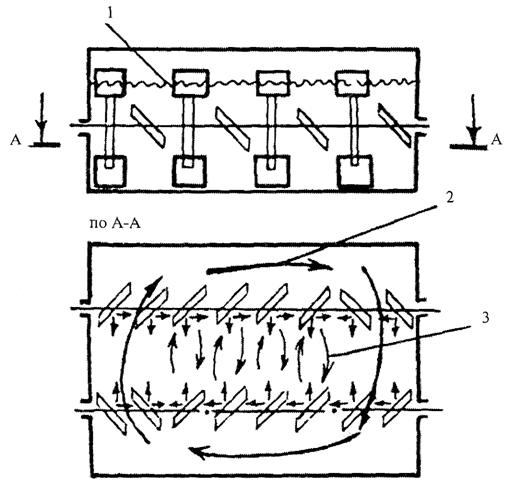
Рис. 3.12. Поточно-контурная
схема движения смеси в смесителях:
1 - уровень смеси; 2 - большой круг циркуляции; 3 - малые круги циркуляции
С точки зрения скорости циркуляции смеси предпочтение следует отдавать смесителям с коротким корпусом ( Ψ <0,75) и количеством пар лопастей на валу z , равным 5. АС установки фирм «Тельтомат» и «Амман» предпочтительнее, чем смесители ДС-158 или ДС-1858 ( Z =8, Ψ=1,35).
В процессе приготовления смеси следует добиваться полного обволакивания поверхности зерен минерального материала пленкой битума постоянной толщины. Время достижения и полнота обволакивания поверхности зерен минерального материала битумом, прочность их сцепления обусловлены природой поверхности минерального материала, качеством битума и его дисперсной структурой, температурным режимом смешивания компонентов смеси.
Одним из действенных путей обеспечения качества приготовления смеси и снижения энергоемкости этой операции является эффективный контроль за стабильностью ее температурного режима в нормируемом диапазоне температур ( табл. 3.2). Для обеспечения стабильности температурного режима приготовления смесей следует организовать его систематический контроль на всех стадиях этой операции.
Продолжительность перемешивания компонентов асфальтобетонной смеси меняется в зависимости от технологической очередности их подачи в смеситель. Особенно это характерно для высокощебенистых смесей (типы А и Б).
Продолжительность смешивания смеси определяется техническими характеристиками смесительных установок. Ее ориентировочные значения приведены в табл. 3.3.
Температура смесей при отгрузке потребителю должна соответствовать значениям, указанным в табл. 1.8.
Таблица 3.3.
|
Вид смеси |
Продолжительность смешивания в лопастных смесителях принудительного действия, с |
|
|
Сухое смешивание |
Мокрое смешивание |
|
|
Песчаная |
15 |
45…60 |
|
Мелкозернистая |
15 |
30…45 |
|
Крупнозернистая |
- |
20…30 |
Примечания:
1. Продолжительность смешивания песчаных, мелкозернистых смесей в смесителях со схемой противоточного движения должна быть увеличена в 1,5…2 раза.
2. Продолжительность мокрого смешивания следует увеличивать при уменьшении содержания битума или увеличении содержания минерального порошка.
3. Применяя ПАВ, а также активированный минеральный порошок, продолжительность мокрого смешивания можно уменьшить на 15…30 %.
3.10. НАКОПИТЕЛЬНЫЕ БУНКЕРЫ
Накопительные бункеры предназначены для отгрузки, хранения и загрузки в автотранспортные средства приготовленной асфальтобетонной смеси. Включение бункера в технологический процесс способствует организации ритмичной работы смесителя и автотранспортных средств с повышением их производительности.
Вместимость бункера должна составлять не менее часовой производительности смесительной установки. По продолжительности хранения бункеры подразделяются на два типа: кратковременного хранения (не более 6 часов) и длительного хранения с более мощной системой обогрева и теплоизоляцией. В комплектах отечественных смесительных установок бункеры в основном предназначены для кратковременного хранения смесей.
При эксплуатации накопительных бункеров зачастую встречаются следующие трудности: старение битума в тонких пленках на зернах минерального материала, особенно при длительном хранении; сегрегация смеси при ее загрузке в бункер, особенно при загрузке агрегатами непрерывного действия; зависание смеси в углах вертикального корпуса, особенно в углах нижнего конуса; задержка смеси на наклонных поверхностях у выпускного отверстия.
Сегрегация смеси в бункере
Для предотвращения возможности образования конуса и сегрегации смеси необходимо выполнять следующие условия: высота падения смеси из скипа должна быть не более 2 м; скорость разгрузки скипа должна быть такой, чтобы материал, не истекая, падал компактной массой; устанавливать в бункере на определенном расстоянии от верхнего конуса датчик верхнего уровня смеси.
Особенно резко эффект сегрегации проявляется при заполнении накопительного бункера агрегатами непрерывного действия. Конус смеси формируется с момента ее подачи с непрерывной сегрегацией крупных фракций. В этом случае для исключения условий образования конуса смеси в верхней части накопительного бункера рекомендуется устанавливать промежуточный бункер, который после набора определенной массы должен раскрываться и сбрасывать смесь в накопительный бункер.
Режим хранения в накопительных бункерах и транспортирования асфальтобетонных смесей в связи с их старением
Максимально допустимое время хранения и транспортирования смесей, приготовленных при температуре 160°С на битуме с показателем свойств КБ<0,7, оцениваемым по формуле на стр. 35, до их укладки приведено в табл. 3.4.
Таблица 3.4
|
Остаточная пористость асфальтобетона, % |
Максимально допустимое время хранения и транспортирования смесей, ч, для асфальтобетона |
|||||
|
высокоплотного |
плотного |
пористого |
высокопористого |
|||
|
А |
Б и Г |
В и Д |
||||
|
От 1 до 2,5 |
5,0 |
- |
- |
- |
- |
- |
|
Св. 2,5 до 3,5 |
- |
4,0 |
3,5 |
2,0 |
- |
- |
|
Св. 3.6 до 5,0 |
- |
3,0 |
2,0 |
1,5 |
- |
- |
|
Св. 5,0 до 7,0 |
- |
- |
- |
- |
6 |
- |
|
Св. 7,0 до 10,0 |
|
|
|
|
|
|
|
Св. 10,0 до 12,0 |
- |
- |
- |
- |
- |
4 |
|
Св. 12,0 до 18,0 |
- |
- |
- |
- |
- |
3 |
При изменении температуры приготовления смеси и свойств битума необходимо значения времени, приведенные в табл. 3.4, умножить на соответствующие переходные коэффициенты (табл. 3.5).
Таблица 3.5
|
Температура смеси, °С |
Значения переходного коэффициента в зависимости от показателя свойств битума КБ |
|||||
|
<0,7 |
0,7 |
0,8 |
0,9 |
1,0 |
>1,0 |
|
|
160 |
1,0 |
0,82 |
0,52 |
0,35 |
0,22 |
0,14 |
|
150 |
1,13 |
0,97 |
0,68 |
0,50 |
0,38 |
0,29 |
|
140 |
1,28 |
1,10 |
0,80 |
0,62 |
0,50 |
0,52 |
Примечание. Смеси, приготовленные на битуме марок БНД 40/60 и БН 40/60 с показателем свойств КБ>1,0, не рекомендуется хранить в бункерах и транспортировать при температуре 160°С и выше.
При постоянной необходимости длительного хранения асфальтобетонных смесей в накопительных бункерах и большой дальности перевозки, в целях уменьшения скорости их старения рекомендуется применять:
• добавки ПАВ или активированные минеральные порошки, позволяющие снизить температуру приготовления смесей на 20°С;
• битумы с показателем свойств КБ<0,7;
• составы смесей, обеспечивающие минимальную остаточную пористость асфальтобетона;
• предварительную обработку пористых минеральных материалов маловязким органическим вяжущим.
3.11. ПРАВИЛА ПРИЕМКИ АСФАЛЬТОБЕТОННЫХ СМЕСЕЙ (извлечение из ГОСТ 9128 )
Приемку смесей производят партиями. Партией считают количество смеси одного состава, выпускаемой на одной установке в течение смены, но не более 600 т. Количество поставляемой смеси определяют по массе взвешиванием на автомобильных весах.
Для проверки соответствия качества смеси требованиям ГОСТ 9128 проводят приемо-сдаточные и периодические испытания.
При приемо-сдаточных испытаниях смесей отбирают по ГОСТ 12801 одну объединенную пробу от партии и определяют температуру отгружаемой смеси при выпуске из смесителя или накопительного бункера, зерновой состав минеральной части смеси, водонасыщение, предел прочности при сжатии при температурах 50 и 20°С и водостойкость.
Периодический контроль осуществляется не реже одного раза в месяц, а также при каждом изменении материалов, применяемых при приготовлении смесей. При периодическом контроле качества смесей определяют: пористость минеральной части, остаточную пористость, водостойкость при длительном водонасыщении, предел прочности при сжатии при температуре 0°С; сцепление битума с минеральной частью смесей. Сдвигоустойчивость и трещиностойкость, при условии наличия этих показателей в проектной документации и договоре на поставку, определяют не реже одного раза в месяц при наличии оборудования у изготовителя или одного раза в два месяца при проведении испытаний в специализированных лабораториях, оснащенных необходимым оборудованием.
Удельную эффективную активность естественных радионуклидов в смесях и асфальтобетоне принимают по максимальной величине удельной эффективной активности естественных радионуклидов, содержащихся в применяемых минеральных материалах. Эти данные указывает в документе о качестве предприятие-поставщик.
В случае отсутствия данных о содержании естественных радионуклидов изготовитель силами специализированной лаборатории осуществляет входной контроль материалов в соответствии с ГОСТ 30108.
На каждую партию отгруженной смеси потребителю выдают документ о качестве, в котором указывают результаты приемо-сдаточных испытаний и периодического контроля, в том числе:
• наименование изготовителя;
• номер и дату выдачи документа;
• наименование и адрес потребителя;
• вид, тип и марку смеси;
• массу смеси;
• водостойкость;
• водонасыщение;
• водостойкость при длительном водонасыщении;
• пределы прочности при сжатии при 50, 20, 0°С;
• остаточную пористость и пористость минеральной части смеси;
• показатели сдвигоустойчивости и трещиностойкости;
• удельную эффективную активность естественных радионуклидов;
• обозначение стандарта ГОСТ 9128.
При отгрузке смеси потребителю каждый автомобиль сопровождают транспортной документацией, в которой указывают:
• наименование предприятия-изготовителя;
• адрес и наименование потребителя;
• дату изготовления;
• время выпуска из смесителя;
• температуру отгружаемой смеси;
• тип и количество смеси.
Потребитель имеет право проводить контрольную проверку соответствия асфальтобетонных смесей требованиям ГОСТ 9128, соблюдая стандартные методы отбора проб, приготовления образцов и испытаний, указанные в ГОСТ 12801, применяя при этом следующий порядок отбора проб.
Для контрольных испытаний асфальтобетонных смесей, отгружаемых в автомобили, отбирают по девять проб от каждой партии непосредственно из кузовов автомобилей. Отобранные пробы не смешивают и испытывают сначала три пробы. При удовлетворительных результатах испытаний остальные пробы не испытывают. При неудовлетворительных результатах испытаний хотя бы одной пробы из трех проводят испытания остальных шести проб. В случае неудовлетворительных испытаний хотя бы одной пробы из шести партию бракуют.
3.12. ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
При работе АС установок источниками вредных выбросов могут являться сушильный агрегат, битумные емкости и битумоокислительная установка, емкости с ПАВ.
Вредные вещества, выбрасываемые АБЗ в окружающую среду, группируются следующим образом: минеральная пыль; сажа; тяжелые, смолистые, непредельные соединения; окись углерода - СО; летучие углеводороды; окись азота - N O ; двуокись серы - SO 2 и пятиокись ванадия - V 2 O 5 .
Основными источниками загрязнения среды являются сушильный барабан и места аспирационного отсоса газов из зон интенсивного пыления (сортировочные и дозировочные агрегаты, горячий элеватор).
Сажа, окись углерода и большая часть летучих углеводородов образуются при горении топлива в топках сушильных барабанов и при работе битумонагревателей с газовым (огневым) способом подогрева. Мерой борьбы является организация процесса горения топлива с хорошим распыливанием топлива, хорошим смесеобразованием распыленного топлива с воздухом и т.д.
Окись азота NO , содержащаяся в дымовых газах, имеет три источника происхождения: топливные, термальные и фронтальные окислы азота.
Топливные окислы азота образуются при горении из азота, содержащегося в топливе. Прямые и косвенные данные показывают, что содержание азота в мазуте незначительно (0,01…0,05 %).
Термальные окислы образуются в зоне горения в основном при температуре выше 1700°С, а при температуре до 1500°С их образуется в 7…8 раз меньше.
Фронтальные окислы образуются в условиях длительного нахождения продуктов сгорания при достаточно высоких температурах. В дымовых газах сушильных барабанов АС установок их содержание крайне незначительно. Единственным надежным способом понижения окислов азота в домовых газах является снижение температуры горения топлива.
Борьба с пылью
Наиболее часто пыль улавливается аппаратами пассивного действия - пылеосадительными камерами и аппаратами активного действия - циклонами и мультициклонами, электрофильтрами, рукавными фильтрами и мокрыми пылеуловителями.
Различают одно-, двух- и трехступенчатые системы очистки газов. Одноступенчатые системы очистки газов практически не применяются из-за значительных выбросов мелкой пыли.
Двухступенчатые системы очистки газов распространены наиболее широко: в качестве первой ступени используются любые аппараты сухой очистки, а в качестве второй - аппараты мокрой очистки для улавливания мелкой пыли, иногда фильтры.
Трехступенчатая система очистки газов встречается крайне редко.
Первая ступень очистки газов
В пылеосадительных камерах газ очищается за счет гравитационного осаждения пыли. Наиболее эффективно их использовать для улавливания частиц пыли крупнее 0,1 мм.
Требования к пылеосадительным камерам: скорость движения газа 0,2…0,8 м/с; движение газа в камере - строго ламинарное с достаточно большими входным и выходным участками.
Несоблюдение этих требований приводит к улавливанию только самой крупной пыли. Примером такой пылеосадительной камеры является система газоочистки АС установки «Тельтомат».
Режимные параметры циклонов поддерживают в определенных диапазонах, независимо от их диаметра. Средняя осевая скорость газа в корпусе циклонов составляет 2,5…4,5 м/с. По этому показателю и диаметру циклона определяют его пропускную способность в м3/ч. Скорость газа во входном тангенциальном патрубке принимается равной 12…22 м/с, в выхлопном патрубке 7…12 м/с.
При скорости газа во входном патрубке 12…22 м/с центробежное ускорение, возникающее в корпусе при вращении газового потока, превышает ускорение силы тяжести земли в 50…300 раз и более. При этом чем меньше диаметр корпуса, тем выше центробежное ускорение и выше эффективность отделения ныли. Циклоны одинаково хорошо работают и при избыточном давлении (нагнетание запыленного газа во входной патрубок), и при разряжении (вытяжка газа из выхлопных патрубков). Сопротивление движению газа в циклонах очень велико и достигает 2300…2700 Па.
Общие рекомендации
• Компоновка агрегатов. Циклоны целесообразно ставить перед дымососом (работа при разряжении). В этом случае вся пыль, особенно крупная, улавливается циклоном и лопасти крыльчатки дымососа изнашиваются в 2…2,5 раза медленнее.
• Повышение эффективности газоочистки. Движение газа на входе в циклон должно быть ламинарным. На газоходах не должно быть резких поворотов, расширений, сужений. Для перевода турбулентного потока в ламинарный перед циклонами в газоходе ставят рассекатели потока (набор патрубков из тонкой жести по всему сечению газохода). Предпочтение следует отдавать циклонам с наклонным входным патрубком и с наклонной верхней крышкой типа ЦП11, ЦН-15, ЦН-24 (цифры указывают угол наклона крышки циклона в градусах). Для предупреждения выноса пыли из пылесборной камеры на нижнее отверстие конуса (снизу) ставят пластинчатый рассекатель (параллельно оси циклона) или (а чаще вместе с рассекателем) конический отражатель с кольцевым зазором в нижней части конуса. В этом случае пыль уходит через кольцевое пространство в пылесборник, а воздушный вихрь по коническому отражателю возвращается вверх. Помимо циклонов с цилиндрическим корпусом выпускаются конические циклоны типов СДК-ЦН-33 и СК-ЦН-34, которые дают более высокие степени очистки газов.
В батарейных циклонах наименьшая степень очистки отмечена при применении закручивающего аппарата типа «винт». Закручивающий аппарат типа «розетка» с плоскими лопатками имеет несколько выше эффективность очистки, чем «винт». Наилучшие результаты по улавливанию пыли и снижению сопротивления движению газа выявлено у закручивающего аппарата типа «розетка» с криволинейными профильными лопастями.
• Снижение сопротивления движению газа в циклоне. Большое сопротивление движению газа связано с тремя причинами: турбулентным режимом течения газа; противоточным режимом работы циклона, когда входящий газ, закручиваясь, движется вниз, потом меняет направление и движется вверх; высокой скоростью движения газа в выхлопной трубе (7…12 м/с).
Существует несколько способов снижения этих сопротивлений. Во-первых, необходимо перевести турбулентное течение газа в ламинарный режим. Во-вторых, добиться снижения трения между нисходящим внешним потоком и сильнозакрученным восходящим потоком газа (применение стабилизаторов и отражателей). Для снижения трения в выхлопном патрубке применяются различного типа раскручиватели, устанавливаемые внутри корпуса на входе в выхлопную трубу или в переходе из выхлопной трубы к газоходу путем установки раскручивающей улитки (подобной входной). Очень существенное снижение сопротивления движению газа создает лопастной аксиальный закручиватель типа «розетка» с криволинейными лопастями.
Для нормальной эксплуатации циклонов необходимо: обеспечить герметичность и исключить подсосы воздуха в шнек удаления пыли, в пылесборную камеру, в циклоны; поддерживать температуру газов в циклонах на 30…50°С выше точки росы, для исключения конденсации паров воды входной газоход и циклоны теплоизолируют; для снижения выноса пыли из сушильного барабана производительность дымососа увязывают с поступлением горячих газов из топки путем поддержания разряжения в барабане на уровне 20…50 Па. Допустимая запыленность газа для циклонов диаметром: 400…600 мм - не более 200 г/м3; 600…800 мм - не более 400 г/м3; 1000…2000 мм - не более 3000 г/м3; 2000…3000 мм - не более 6000 г/м3.
Фильтры из хлопчатобумажных тканей рекомендуется эксплуатировать при температуре не выше 60°С при отсутствии паров кислот, а шерстяные фильтры - при температуре не выше 90°С при отсутствии паров щелочей. Фильтры из лавсановых нитей имеют термостойкость до 140°С. В последнее время разработаны фильтры из синтетических волокон с длительной термостойкостью до 200…220°С в кислой и щелочной среде. Стеклоткань из нитей алюмоборосиликатного стекла может длительно эксплуатироваться при 250…260°С, а в отдельных случаях - до 400°С.
Недопустима конденсация паров воды в фильтрах.
Вторая ступень очистки газов
Принцип действия мокрых пылеуловителей основан на захвате частиц пыли водой или их смачивании и коагуляции. Мокрые пылеуловители классифицируются по направлению движения потоков, методу контакта пыли и газа с жидкостью, скорости газового потока, способу распыливания жидкости.
Наиболее простая и общая классификация основана на характере встречи частиц пыли с водой и их смачивания. По этому признаку все мокрые пылеуловители можно разделить на три типа: простейшие (статические) промыватели (ударные, ударно-инерционные, центробежные); скоростные промыватели (турбулентные); пневматические пылеуловители (барботажные, пенные и барботажно-пенные).
Уловители первого типа просты по конструкции, чаще всего имеют низкое сопротивление движению газа, но большие габариты. Степень улавливания колеблется от 70 до 90 % пыли с размером >5 мкм. Самые совершенные из аппаратов этого типа чаще всего применяются на АС установках фирм США.
Уловители второго типа просты по конструкции, при малом поперечном сечении имеют большую длину и чаще устанавливаются горизонтально. Сопротивление движению газов достаточно большое (5…7 кПа), значительная энергоемкость, но степень очистки газов очень высокая. Применяются на отдельных АС установках западноевропейских фирм.
Уловители третьего типа просты по конструкции, имеют очень высокую удельную производительность и малые габариты, особенно барботажно-пенные. Сопротивление движению газов пенных и барботажно-пенных аппаратов несколько выше, чем в аппаратах первого типа. Степень улавливания частиц крупнее 20 мкм ~ 100 %, размером 5…20 мм ~ 95…98 %, частиц мельче 5 мкм ~ 60…80 %.
Нейтрализация вредных выбросов
При работе мокрых пылеуловителей многие газы растворяются в воде. Это явление используется для нейтрализации сернистого газа, пятиокиси ванадия и других соединений путем добавления в раствор соды, едкого натра, извести, аммиака и других веществ.
Нейтрализацию сернистого газа можно вести и в топочной камере, куда вводят размолотые известь, доломит или окислы различных металлов. При высокой температуре топочной камеры происходит быстрый обжиг этих пород, что ускоряет реакцию нейтрализации сернистого газа.
Мокрая нейтрализация проще в организационном отношении, но может вызывать отложение твердых наростов труднорастворимых солей кальция. При сухом способе наросты не образуются. Натриевые соли легкорастворимы, но стоимость едкого натра (соды каустической) очень велика, и применяется он намного реже. К тому же всегда возникает вопрос об извлечении легкорастворимого сернистого натрия, обладающего высокими отбеливающими свойствами, из промывочной воды.
При работе битумохранилищ и битумонагревательных агрегатов самым надежным способом снижения вредных выбросов является оборудование котлов и хранилищ быстросъемными крышками, а также строгий контроль за нагревом обводненного битума с исключением его вспенивания.
При работе битумоокислительных установок потенциально может быть много вредных выбросов, главные из которых фенол и сероводород, а также различные фракции углеводородов. Их нейтрализация достигается обеспечением герметичности битумоокислительных установок; отдувом газообразных продуктов из реакторных зон с дальнейшим их проходом через холодильники для конденсации жидких углеводородов, которые затем сжигаются; нейтрализацией газообразных продуктов отдува в печах дожига при температуре не ниже 1000°С и времени пребывания газов в печи не менее 1 с.
4. ОБЕСПЕЧЕНИЕ КАЧЕСТВА ТРАНСПОРТИРОВАНИЯ АСФАЛЬТОБЕТОННЫХ СМЕСЕЙ
Подсистема транспортных операций АБ смеси включает в себя совокупность трех технологических операций (загрузка, перевозка и выгрузка), сопровождающихся в той или иной мере управлением свойствами смеси.
Цель транспортирования смеси - обеспечение объекта строительства АБ смесью с требуемыми свойствами, температурой и темпом доставки, гарантирующим равномерную загрузку приемного бункера асфальтоукладчика в течение смены.
Транспортирование АБ смесей в практике зачастую осуществляется на недопустимо большие расстояния в неприспособленных для этого автосамосвалах, что ухудшает свойства смеси.
Скорость остывания смеси при транспортировании зависит от погодных условий. С повышением массы перевозимой смеси она снижается. Рациональное количество смеси в автосамосвале составляет от 5 до 15 т ( прил. 14).
В связи с тем, что для горных дорог, как правило, характерно двухполосное движение, а также значительные продольные уклоны и малые радиусы кривых в плане, транспортирование смесей происходит в достаточно сложных условиях. Поэтому рациональным количеством перевозимой смеси в этих условиях следует считать 5…8 т.
4.1. ОБЕСПЕЧЕНИЕ ТЕПЛОФИЗИЧЕСКОЙ НАДЕЖНОСТИ ТРАНСПОРТИРОВАНИЯ СМЕСЕЙ
Степень охлаждения АБ смеси при транспортировании зависит от следующих факторов: температуры смеси при ее загрузке, массы смеси в кузове самосвала, температуры воздуха, скорости ветрового потока, теплофизических свойств смеси, эффективности теплоизоляции смеси, времени выполнения транспортных операций.
Температурное состояние смеси должно обеспечивать при укладке нормальное функционирование рабочих органов асфальтоукладчика и возможность последующего уплотнения слоя до требуемой плотности.
Максимально допустимое время и расстояние перевозки АБ смеси определяется теплофизическим расчетом, выполненным при составлении ППР или технической карты, методика которого приведена в прил. 15. Ориентировочно максимально допустимое время перевозки смеси в теплое время составляет 1,5 ч.
Термомеханический процесс перемещения АБ смеси из кузова автомобиля самосвала и укладки в слой покрытия протекают следующим образом: когда порция смеси выгружается в бункер асфальтоукладчика из кузова автомобиля-самосвала, наиболее охлажденная смесь вытесняется горячей, более подвижной, вдоль краев кузова и перемещается к краям бункера укладчика. Когда кузов опорожняется и масса смеси в бункере движется на конвейерную ленту, охлажденная смесь перемещается вниз и оказывается поверх смеси на конвейере. При выгрузке смеси следующим самосвалом в бункер охлажденная смесь попадает в секцию шнеков и раскладывается слоем. Выглаживающая плита асфальтоукладчика оказывается не в состоянии уплотнить более холодную смесь, и на поверхности слоя появляются участки, похожие по текстуре на области с сегрегированными компонентами. Описанный термомеханический процесс циклически повторяется для каждой порции смеси.
Зоны с пониженной температурой в АБ слое не могут быть уплотнены до требуемого коэффициента уплотнения. Они будут иметь низкие физико-механические свойства и потенциально являться местами первоочередного разрушения покрытия: вначале в виде шелушения, а затем, под воздействием автотранспорта, с образованием выбоин.
Для исключения брака необходимо отрегулировать температурный режим смеси: повысить температурную однородность приготовления смеси, укрыть смесь в кузове пологом или теплоизолировать, снизить простой автосамосвала перед выгрузкой смеси. При этом необходимо, чтобы температура смеси перед началом укладки находилась на допустимом уровне ( табл. 4).
При неблагоприятном сочетании температуры воздуха, скорости ветра, температуры основания, осадков, когда качественное строительство покрытия невозможно, работы необходимо приостановить.
Для придания АБ смеси однородности как по температуре, так и зерновому составу, зарубежными фирмами выпускаются машины-перегрузчики ( прил. 16). Например, компанией Roadtec (США) выпускается машина «Шаттл-Багги» (рис. 4.1).
Рис. 4.1. Конструктивная
схема машины «Шаттл-Багги»:
1 - приемный ковш с перемешивающим
шнеком; 2 - конвейер 907 т/ч; 3 - накопительный бункер 22,7 т; 4 - конвейер 544 т/ч; 5 - двигатель
276 л. с; 6 - пульт управления;
7 - выхлопная труба, складывающаяся при транспортировании
Автосамосвал выгружает смесь в приемный ковш 1, в котором установлены два шнека для ее повторного перемешивания. Оригинальность шнека состоит в трижды увеличивающемся к оси ковша шага его лопастей, что позволяет единовременно захватывать и перемешивать смесь с различной температурой и зерновым составом из шести точек. Из накопительного бункера 3 смесь без контакта с асфальтоукладчиком равномерно перегружается в его бункер.
Бесконтактная и равномерная загрузка асфальтоукладчика позволяет ему двигаться без остановок и с большой скоростью, т.к. у него отпадает необходимость останавливаться или толкать груженые автосамосвалы.
Применение перегрузчика Шаттл-Багги в составе отряда по строительству асфальтобетонных покрытий позволяет:
• укладывать однородную по температуре и зерновому составу смесь, что способствует обеспечению высокой ровности и долговечности покрытия с сокращением эксплуатационных расходов на него;
• увеличить производительность укладки смеси и сократить количество автосамосвалов для ее доставки.
Ориентировочно стоимость машины типа SB 2500 (400 тыс. $ США) окупается за 4…5 лет.
4.2. МЕРОПРИЯТИЯ, СВЯЗАННЫЕ С ОБЕСПЕЧЕНИЕМ КАЧЕСТВА ТРАНСПОРТИРОВАНИЯ СМЕСЕЙ
Очистка и обработка кузова самосвала
Поверхность кузова не должна иметь углублений, в которых могут скапливаться вещества, применяемые для обработки внутренней поверхности кузова, или асфальтобетонная смесь.
Перед загрузкой смеси в кузове автосамосвала не должно быть никаких материалов; мусор и остатки смеси необходимо удалить. После очистки кузова его необходимо обработать специальным раствором, предотвращающим прилипание смеси к его внутренней поверхности. В качестве таких веществ не следует применять нефтесодержащие материалы, т.к. они отрицательным образом изменяют свойства смеси, оказывают неблагоприятное воздействие на окружающую среду (вследствие испарения, просачивания в грунт и асфальтобетонные покрытия). Раствор (мыльный, водно-известковый) наносится разбрызгиванием на стенки и дно кузова. Поверхность следует покрывать минимальным количеством раствора, чтобы его избыток не накапливался на дне кузова. Излишки раствора удаляются до подачи самосвала для загрузки.
Загрузка смеси
Целью этой операции является заполнение кузова самосвала смесью с минимальными сегрегацией, временем и теплопотерями. Правильное выполнение этой операции предусматривает заполнение кузова несколькими порциями смеси вместо непрерывной полной загрузки. Порционная загрузка сокращает расстояние, на которое могут скатываться крупные зерна смеси, и таким образом сохраняет однородность смеси по зерновому составу (уменьшает сегрегацию смеси).
Самосвал, независимо от его марки и длины кузова, должен загружаться несколькими замесами, которые располагают на разных участках кузова. Если самосвал загружается непосредственно из АС установки периодического действия, то требование загрузки несколькими замесами должно выполняться в обязательном порядке. Для этого при загрузке самосвал должен смещаться после загрузки каждой из трех порций смеси. Первую порцию загружают в переднюю часть кузова. После этого самосвал подают вперед и загружают вторую порцию смеси к заднему борту. Третью порцию загружают в середину кузова между двумя предыдущими.
При длиннобазовом самосвале аналогичная процедура заполнения кузова выполняется пятью порциями: три первые - аналогично предыдущему варианту загрузки, четвертую и пятую соответственно между первой и третьей и второй и третьей порциями смеси. Такая последовательность загрузки позволяет свести к минимуму сегрегацию смеси и исключить кли-новидность формы смеси, способствующую ее переохлаждению.
Сегрегация смеси может иметь место и при загрузке самосвала за один прием из накопительного бункера. В этом случае АБ смесь принимает форму конуса. Более крупные зерна смеси будут скатываться вниз. Сегрегация может быть сведена к минимуму посредством загрузки самосвала и бункера несколькими порциями по аналогии с загрузкой из АС установки.
Несмотря на то, что загрузка смеси в несколько приемов требует большего времени, чем загрузка за один прием, такой способ загрузки обязателен, т.к. АБ смеси имеют тенденцию к сегрегации.
Для равномерного заполнения кузова никогда не следует принимать метод загрузки за один прием с одновременным продвижением самосвала под бункером. При такой схеме загрузки крупные зерна смеси будут непрерывно скатываться по образующейся поверхности в направлении заднего борта. В результате в асфальтобетонном слое будут появляться участки сегрегировавшей смеси с регулярностью ее объема, доставляемого самосвалом.
Практически всегда оператор АС установки стремится заполнить кузов до его номинальной грузоподъемности. Несмотря на то, что такая загрузка экономически выгодна, не следует догружать смесь из бункера до номинальной грузоподъемности малыми порциями в уже загруженный самосвал. Загрузка малыми порциями из бункера существенно повышает риск сегрегации смеси.
Защита смеси от погодных воздействий
Для защиты смеси от погодных воздействий (осадки, ветровой поток, температура воздуха) самосвалы, предназначенные для транспортирования АБ смеси, должны быть укомплектованы непромокаемым пологом.
Полог изготавливается из плотного водоотталкивающего тканого материала, прочного и эластичного. Например, брезент, обработанный кремнийорганической жидкостью. Размеры полога должны позволять закрывать смесь сверху так, чтобы его края накрывали борта кузова, а крепление полога должно обеспечивать надежную защиту смеси от ветрового потока во время доставки.
Полог, который не закрывает смесь полностью во время перевозки, представляет для нее большую опасность, чем его отсутствие. Если полог прикрывает смесь только сверху и не защищает ее от поддува со стороны бортов, то ветровой поток, попадающий внутрь при движении самосвала, будет значительно ускорять охлаждение смеси. Помимо этого, в дождливую погоду вода будет стекать с полога на смесь, делая ее непригодной.
Скопившуюся на пологе в дождливую погоду воду следует перед выгрузкой вначале удалить, приподняв для этого кузов, и только потом производить выгрузку смеси в приемный бункер асфальтоукладчика.
Рационально оборудовать самосвалы тентом, надвигаемым от передней части кузова по направляющим, установленным на его бортах. Надвижку тента предпочтительно осуществлять с помощью механического рычажного приспособления, что освобождает водителя от необходимости подниматься в кузов.
Цель теплоизоляции - снижение теплопотерь и обеспечение температурной однородности смеси.
При транспортировании смеси в неблагоприятных условиях производства работ (холодное время, значительное расстояние перевозки) она должна быть теплоизолирована: укрыта утеплителем, а кузов самосвала оборудован обогревом выхлопными газами ( рис. 4.2). Для равномерного обогрева кузова в зазорах двойного днища и бортов устраивается лабиринт, препятствующий проходу газов по кратчайшему пути к выхлопному отверстию.
Утеплитель должен достаточно плотно прилегать к смеси, чтобы не было зазоров, через которые она может обдуваться ветровым потоком.
Рис. 4.2. Схема кузова
автосамосвала, оборудованного обогревом выхлопными газами:
1 - дополнительные стенки из
листовой стали; 2 - средние брусья;
3 - брусья, замыкающие полость; 4 -
поперечные балки основания кузова, 5 - отверстие для проходов газа в обогреваемую полость; 6 - выхлопное отверстие; 7-
газопровод с разъемными соединениями
Транспортные операции смеси в дождливую погоду
Начинать производство работ в дождливую погоду запрещено. Если прогноз погоды метеослужбы не оправдался и в процессе работы имеют место дождевые осадки, то возможны различные варианты производства работ.
При устройстве верхних слоев АБ покрытий работы следует приостановить, возвратить смесь на завод для ее регенерации и последующего использования в менее ответственных слоях.
При устройстве нижних слоев покрытий и оснований, если дождь моросящий, поверхность нижележащих слоев обработана вяжущим материалом и не имеет «водяных блюдец», то строительство можно продолжить. При этом следует организовать быструю разгрузку самосвалов и сразу же после укладки производить уплотнение слоя. При кратковременном дожде смесь следует оставить в самосвале под пологом и производить ее укладку после того, как поверхность основания просохнет естественным образом или будет просушена специальным оборудованием.
В теплую погоду смесь практически не снижает удобоукладываемости и уплотняемости при выдерживании в самосвалах в течение 2…3 часов. Следует иметь в виду, что в это время происходит старение смеси.
Взаимодействие автосамосвалов с асфальтоукладчиком
Когда смесь выгружается в приемный бункер асфальтоукладчика, водитель самосвала должен подавать машину назад к асфальтоукладчику и останавливать ее вблизи от его упорных роликов. Как только самосвал остановится, водитель нажимает на тормоз, а машинист асфальтоукладчика направляет укладчик вперед и стыкуется с самосвалом. Основное правило взаимодействия самосвалов с асфальтоукладчиком: асфальтоукладчик должен стыковаться с самосвалом, но самосвал не должен сталкивать асфальтоукладчик назад с его оси движения.
Выгрузка смеси
Когда смесь имеет тенденцию к сегрегации, необходимо слегка приподнять кузов автосамосвала, чтобы смесь сползла к заднему откидному борту до того, как он будет открыт. Такой прием позволяет выгрузить смесь из самосвала в виде единой массы в приемный бункер укладчика, что снижает вероятность сегрегации смеси в устраиваемом покрытии.
Для обеспечения выгрузки смеси из автосамосвала к раме приемного бункера асфальтоукладчика приваривается стойка с короткой цепью. Перед выгрузкой смеси рабочий надевает звено цепи на нижний крючок заднего борта автосамосвала. При опускании задней части кузова цепь открывает задний борт без помощи рабочего. После выгрузки смеси в бункер и очистки кузова от остатков смеси рабочий снимает цепь с борта и подает сигнал для отъезда автосамосвала.
4.3. ОПЕРАЦИОННЫЙ КОНТРОЛЬ КАЧЕСТВА
Ориентировочные интервалы изменения температуры асфальтобетонной смеси перед ее выгрузкой в приемный бункер асфальтоукладчика приведены в табл. 4.
Таблица 4
|
Марка битума |
Температура смеси, °С |
|
|
высокоплотной, плотной типов А и Б, пористой и высокопористой |
плотной типов В, Г и Д, пористой и высокопористой, высокопористой песчаной |
|
|
БНД 40/60, БНД 60/90, БНД90/130, БН 60/90, БН 90/130 |
120…160 |
100…130 |
|
БНД 130/200, БНД200/300, БН 130/200, БН 200/300 |
100…140 |
80…110 |
|
СГ 130/200, МГ 130/200, МГО 130/200 |
70…100 |
|
Поскольку градиенты температуры в поверхностном слое смеси могут достигать 7…9°С/см, то измерение температуры в нем не позволяет объективно судить об удобоукладываемости смеси.
Рекомендуется оценивать удобоукладываемость смеси динамическим зондированием в кузове автосамосвала. Критерием удобоукладываемости этой части смеси служит количество ударов гири, необходимое для погружения конусного наконечника динамического плотномера на глубину 15 см. Количество ударов гири устанавливается экспериментально, в зависимости от вида и типа смеси, а также конструктивных особенностей рабочих органов асфальтоукладчика.
4.4. КРАТКИЕ РЕКОМЕНДАЦИИ
На стадии разработки проекта производства работ необходимо оценить максимально допустимое время и расстояние транспортирования смеси по методике, приведенной в прил. 15.
Основные требования при выполнении транспортных операций смеси (загрузка, перевозка, выгрузка) следующие:
• Кузов самосвала должен быть освобожден от посторонних материалов и остатков смеси. Его внутреннюю поверхность необходимо равномерно и тонким слоем обработать специальным раствором, например водно-известковым. Не следует применять для этой цели нефтесодержащие растворы.
• При потенциально сегрегирующей смеси самосвал следует загружать из асфальтосмесительной установки или накопительного бункера в несколько приемов. Первую порцию смеси необходимо загрузить в переднюю часть кузова. После продвижения самосвала вперед вторую порцию смеси загружают в конец кузова, рядом с задним бортом. Остальные порции смеси загружают посредине кузова. Этот прием позволяет уменьшить расстояние перекатывания крупных зерен смеси, уменьшая ее сегрегацию.
• Самосвал должен быть укомплектован непромокаемым пологом, размеры которого должны позволять закрывать смесь сверху так, чтобы его края надежно защищали смесь от ветрового потока во время доставки.
• В соответствии с погодными условиями смесь следует укрывать теплоизолирующим материалом и обогревать кузов самосвала выхлопными газами.
• Оператор АС установки не должен догружать самосвал небольшими партиями, чтобы довести массу смеси до его номинальной грузоподъемности.
• Самосвал должен останавливаться в непосредственной близости перед асфальтоукладчиком, не сталкивая его назад. В контакт с самосвалом должен входить асфальтоукладчик. Самосвал не должен оказывать давления на приемный бункер асфальтоукладчика.
• Кузов самосвала следует слегка поднимать до выгрузки, чтобы смесь соскользнула к заднему борту прежде, чем борт будет открыт для выгрузки смеси в приемный бункер укладчика.
5. ОБЕСПЕЧЕНИЕ КАЧЕСТВА УКЛАДКИ И УПЛОТНЕНИЯ АСФАЛЬТОБЕТОННЫХ СМЕСЕЙ
Операции укладки и уплотнения асфальтобетонных смесей являются завершающими в формировании структуры асфальтобетона. Качество уплотнения принципиально определяет эксплуатационную надежность АБ покрытия.
Качество АБ покрытия зависит от состояния основания, на которое укладывается смесь. Его поверхность должна быть ровной и сухой. Основание должно иметь расчетные физико-механические показатели, а после строительства покрытия обеспечивать в течение его срока службы сопротивление транспортным нагрузкам и природно-климатическим воздействиям, не накапливая остаточных деформаций.
Поверхность основания должна иметь ровность, соответствующую просветам не более 10 (5) мм под трехметровой рейкой ( СНиП 3.06.03-85). В этом случае современная техника укладки и уплотнения АБ смеси может обеспечить требуемую ровность покрытия.
Высокая плотность АБ покрытия обеспечивает усталостную прочность и морозостойкость материала, замедляет процессы его старения, снижает водонасыщение и образование пластических деформаций в процессе эксплуатации покрытия.
Надежная работа асфальтоукладчиков и катков обеспечивается, в частности, их ежедневным техническим обслуживанием, содержание которого приведено в прил. 17.
5.1. ПОДГОТОВИТЕЛЬНЫЕ РАБОТЫ
Асфальтобетонное основание
Степень подготовки основания зависит от его состояния. Прежде всего необходимо выполнить ямочно-восстановительный ремонт, санировать трещины и очистить поверхность основания. Оно должно быть на глубину не менее 3 см сухим. При неровностях основания его следует выровнять АБ смесью или холодным фрезерованием.
Ямочно-восстановительный ремонт. Заделка АБ смесью деформированных участков основания эффективна в тех случаях, когда устраивается слой с минимальной толщиной согласно табл. 1.13. Участки основания со значительными повреждениями целесообразно удалить и заменить новыми. При необходимости следует осуществить надлежащий дренаж подстилающего слоя. Небольшие поврежденные участки асфальтобетонного основания вырубают и просушивают. Стенки вырубки должны быть вертикальными. Углубление обрабатывают битумом (или битумной эмульсией) и заполняют смесью с последующим уплотнением. Если углубление более 10 см, то смесь следует укладывать в два слоя.
По сравнению с традиционными способами ямочного ремонта применение струйно-инъекционного способа имеет целый ряд преимуществ:
• ремонт можно выполнить по влажному основанию;
• не требуется предварительной отрубки и очистки выбоин;
• не требуется использование катка;
• сокращается время прерывания работ на дороге;
• высокое качество ремонта.
Передвижные установки для ямочного ремонта выпускают различных типов: УДМ-1 («Завод Дормаш», г. Верхний Уфалей Челябинской обл.), БЦМ-24 (г Красногорск, Московской обл.), RA -200 (фирма « Rosko »).
Опыт применения струйно-инъекционной технологии ямочного ремонта асфальтобетонных слоев показал следующее:
• производительность труда повышается на 50…60 %;
• расход вяжущего снижается в 2…3 раза;
• продлевается строительный сезон до минус 15°С.
Санация трещин. Трещины классифицируются по ширине на узкие - до 5 мм, средние - 5…10 мм и широкие 10…30 мм.
Узкие трещины очищают продувкой сжатым воздухом, просушивают и прогревают до температуры не менее 80°С, заполняют битумной мастикой.
Санацию средних и широких трещин, кромки которых разрушены, следует начинать с операции расширения ее верхней части с образованием камеры (разделка).
Технология санации трещин выполняется комплектом оборудования, состоящим в общем случае из: фрезы для разделки трещин, механической щетки, компрессора, газогенераторной установки, плавильно-заливочной машины и оборудования для присыпки загерметизированных трещин.
Технические характеристики машин для разделки трещин приведены в прил. 18.
Для герметизации холодным способом швов, средних и широких трещин в асфальтобетонных и цементобетонных слоях рекомендуется полимерная, эластичная мастика «ЭМ-90» (модификация «ЭМ-90С»). Мастики поставляются в готовом виде. Работоспособны при температуре от минус 50°С до 120°С. Применяются при температуре воздуха до минус 25°С, образуя водонепроницаемое соединение (ЗАО «Монолит-М», 394052, г. Воронеж, ул. Чапаева, 1а).
Компания ООО «Дор-ЭМ» (109420, г. Москва, ул. Верхние Поля, 20) совместно с «Доринвест» разработала битумно-полимерную мастику для заливки трещин в асфальтобетонных покрытиях. Она сохраняет свою работоспособность в широком диапазоне температур.
Выравнивающие слои устраиваются на сильно деформированных участках асфальтобетонного основания. При этом необходимо обратить особое внимание на обеспечение требуемой плотности выравнивающего слоя на всей площади. Для выполнения этого условия в сильно пониженных местах смесь укладывают несколькими слоями с последующим их уплотнением ( табл. 1.13).
Выравнивание поверхности АБ основания холодным фрезерованием. Вместо укладки выравнивающих слоев можно выполнить эту операцию холодным фрезерованием поверхности основания ( прил. 19). Выравнивание поверхности осуществляется за один проход машины. Срезанный материал может быть использован для повторной переработки. Кроме того, текстура фрезерованной поверхности после ее очистки улучшает сцепление с вновь устраиваемым асфальтобетонным покрытием.
Цементоминеральное основание. Перед укладкой асфальтобетонного слоя на цементоминеральное основание все поврежденные участки следует отремонтировать на глубину повреждений цементоминеральной или асфальтобетонной смесью. При необходимости следует также отремонтировать подстилающие слои. «Качающиеся» плиты сборного основания необходимо зафиксировать добавлением под них сухой пескоцементной смеси (соотношение по массе 6:1).
Ремонту подлежат дефекты, обнаруженные в местах соединений плит. Для этого из швов удаляется битумная мастика, а швы продуваются сжатым воздухом. Затем эти места заполняют новой мастикой.
Необходимо следить за тем, чтобы в швы не заливалось избыточное количество мастики, особенно в холодную погоду, когда швы в значительной мере раскрыты.
По окончании ремонта цементоминерального основания и заливки швов его следует очистить механическими щетками.
Щебеночное (гравийное) основание
Перед укладкой асфальтобетонного слоя на основание из щебня (гравия) необходимо проконтролировать его ровность, плотность и влажность; при необходимости устранить дефекты.
Подгрунтовка поверхности основания органическими материалами
Для обеспечения сцепления между основанием и новым слоем асфальтобетонного покрытия необходимо произвести подгрунтовку поверхности основания битумной эмульсией, жидким или в крайнем случае разжиженным вязким битумом, нагретым до температур, указанных в табл. 3.2.
Поверхность основания перед подгрунтовкой должна быть чистой, ровной, сухой на глубину не менее 3 см и не иметь дефектов.
При температуре воздуха от 5 до 40°С для доставки органических материалов к месту производства работ и их распределения по поверхности основания используются автогудронаторы. Качество обработки основания определяется равномерностью распределения органических материалов по поверхности. Для этого высота установки распределительной трубы автогудронатора увязывается с углом распыла вяжущего форсунками. Необходимо добиться такого их сочетания, при котором полосы основания, обрабатываемые вяжущим каждой форсункой, соединялись между собой без перекрытия и образования необработанных участков.
Очень важно правильно рассчитать удельный расход вяжущего. Недостаточное количество вяжущего не обеспечит сцепления между основанием и асфальтобетонным покрытием. Избыточное количество вяжущего будет способствовать сдвигу слоев, что приведет к образованию пластических деформаций в покрытии.
Обработку основания рекомендуется производить за 3…5 ч до начала укладки асфальтобетонного слоя.
Если в качестве связующего материала используется разжиженный битум, то приступать к укладке асфальтобетонной смеси следует после испарения разжижителя. Скорость испарения зависит от марки битума, вида разжижителя и погодных условий. Если в качестве подгрунтовки используют битумную эмульсию, то укладку смеси начинают после распада эмульсии (при этом ее цвет меняется с коричневого на черный).
Рекомендуются следующие нормы расхода материалов в л/м2: при подгрунтовке битумом нижнего слоя асфальтобетонного покрытия - 0,2…0,3, основания - 0,5…0,8; при подгрунтовке 60 %-й битумной эмульсией нижнего слоя асфальтобетонного покрытия - 0,3…0,4, основания - 0,6…0,9.
Подгрунтовку основания можно не производить в случае, если при отсутствии движения технологического транспорта интервал времени между устройством верхнего и нижнего слоев асфальтобетонного покрытия составляет не более двух суток.
Для подгрунтовки основания эффективно применение вспененного битума, оборудование для получения которого установлено на автогудронаторе ( прил. 20).
Общие рекомендации
Перед укладкой асфальтобетонной смеси на основание его необходимо тщательно подготовить: поврежденные участки следует удалить и заменить новыми или отремонтировать; трещины на асфальтобетонных основаниях необходимо санировать; дефекты в швах цементоминерального основания следует очистить и заполнить мастикой; «качающиеся» плиты зафиксировать устройством подстилающего слоя; неровности асфальтобетонных оснований необходимо выровнять АБ смесью (применяя для обработки больших участков асфальтоукладчики) или отфрезеровать специальной машиной; после ремонтных работ поверхность очистить от пыли, грязи и другого мусора механическими щетками или струей воздуха, обработать с помощью поливомоечных машин. Основание должно быть сухим на глубину не менее 3 см. Применяемый для подгрунтовки основания автогудронатор должен обеспечить равномерное распределение битума (или битумной эмульсии) по поверхности основания.
5.2. УКЛАДКА АСФАЛЬТОБЕТОННЫХ СМЕСЕЙ
Для укладки асфальтобетонных смесей используются асфальтоукладчики, состоящие из самоходного шасси и рабочего оборудования.
Они предназначены для приема смеси из транспортных средств или перегрузчика, ее распределения по основанию и предварительного уплотнения. Смеси распределяют слоем заданной толщины с обеспечением поперечного и продольного профилей покрытия.
Принципиальная технологическая схема асфальтоукладчика представлена на рис. 5.1. Смесь из автосамосвала 1, перемещаемая во время выгрузки толкающим усилием машины, через ролики 2 выгружается в приемный бункер 3. Из бункера смесь через регулируемое разгрузочное отверстие 5 у дна бункера подается с помощью скребковых питателей 4 на основание. Количество поступающей из бункера смеси регулируется заслонкой 11, которая перемещается в вертикальной плоскости винтами 10. Смесь на основании распределяется шнеками 6 на заданную ширину и уплотняется трамбующим брусом 7 и виброплитой 8. Для получения заданного поперечного профиля рабочие органы (шнеки, трамбующий брус, виброплита) состоят из двух частей - правой и левой, которые внизу соединены шарниром, а сверху - винтовой стяжкой. Толщину укладываемого слоя по всей ширине укладываемой полосы асфальтобетонной смеси регулируют винтами 9.

Рис. 5.1. Технологическая
схема асфальтоукладчика:
1 - самосвал; 2 - упорный
ролик; 3 - приемный бункер: 4 - скребковый питатель; 5 -
разгрузочная щель; 6 - шнек; 7
- трамбующий брус; 8 - выглаживающая
плита; 9- регулятор толщины
слоя; 10 - регулировочный винт
заслонки; 11 - заслонка бункера
Для изменения ширины укладываемой полосы предусмотрены уширители шнеков, трамбующего бруса и виброплиты.
Обычно асфальтоукладчики оборудуются системой автоматического управления, которая обеспечивает контроль и регулирование продольного и поперечного уклонов поверхности устраиваемого покрытия.
По типу ходового устройства асфальтоукладчики классифицируют на гусеничные, колесные и комбинированные.
Технические характеристики асфальтоукладчиков приведены в прил. 21.
Самоходное шасси
Самоходное шасси выполняет функции приема асфальтобетонной смеси из самосвалов, перемещения ее к шнековым распределителям. Оно приводится в движение двигателем, который обеспечивает поступательное рабочее движение машины вперед. На шасси навешиваются: толкающие ролики, загрузочный бункер, заслонка (затвор) для регулирования количества смеси, поступающей на основание, и питатель.
Упорные ролики
Упорные ролики расположены перед бункером асфальтоукладчика и предназначены для толкания автосамосвала впереди машины. Ролики должны быть чистыми и свободно вращаться, так как в противном случае создаются дополнительные силовые нагрузки на асфальтоукладчик, смещающие ось его движения.
Приемный бункер асфальтоукладчика
Бункер предназначен для приема и временного хранения асфальтобетонной смеси. Его ширина должна быть больше ширины кузова автосамосвала. Чтобы исключить давление самосвала на переднюю часть асфальтоукладчика, необходимо использовать такие автосамосвалы, у которых поднятый кузов при разгрузке не будет опираться на бункер.
Для очистки бункера от асфальтобетонной смеси его боковые стенки складываются с помощью гидроцилиндров.
Зачастую машинисты асфальтоукладчиков перед разгрузкой автосамосвала, для предотвращения высыпания смеси на основание, с помощью боковых стенок бункера перемещают всю смесь к шнекам. Это приводит к тому, что после загрузки бункера задняя часть питателя остается без смеси и в результате нарушаются сплошность и толщина укладываемого слоя. Частота подъема стенок бункера зависит от полноты загрузки бункера, температуры смеси и погодных условий. Стенки следует поднимать до того, как смесь, скопившаяся в углах, остынет настолько, что образовавшиеся комья не будут разрушаться при попадании их на питатель и к шнекам. В любом случае приемный бункер должен быть загружен не ниже уровня заслонки 11.
Скребковый питатель
На дне бункера находятся скребковые питатели для перемещения асфальтобетонной смеси к распределительным шнекам. Правый и левый питатели имеют независимый привод и могут перемещать различное количество смеси. Такая конструкция позволяет укладывать покрытие на различных радиусах кривых.
Скорость передвижения ленты питателя зависит от скорости движения асфальтоукладчика.
Регулирующие заслонки
В задней части бункера находятся заслонки для регулирования количества асфальтобетонной смеси, подаваемой к шнекам. Величина их открытия зависит от толщины укладываемого слоя покрытия и устанавливается в соответствии с таблицей, расположенной обычно на капоте двигателя.
Шнеки
Шнеки предназначены для равномерного распределения смеси по всей ширине укладываемой полосы. Качество распределения смеси шнеками зависит от точности выбранного положения регулирующих заслонок ( рис. 5.2).
Количество смеси, подаваемое в шнековую камеру, должно быть постоянным. Оптимальным считается такой уровень, при котором шнеки погружены в смесь до середины шнекового вала.
Объем смеси в шнековой камере обычно регулируется автоматически с помощью установленных датчиков (лопатки с концевыми выключателями). Если наблюдается недостаток или избыток смеси, а также происходит частое включение шнеков (чаще, чем 5 раз в минуту), то необходимо настроить положение лопаток на концевых выключателях или изменить положение заслонки бункера.
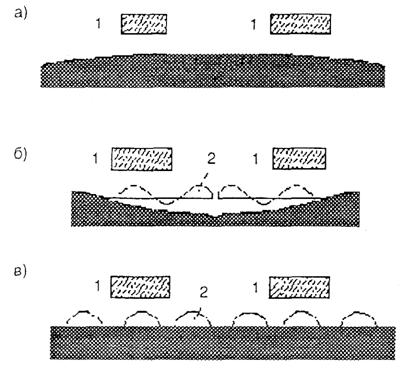
Рис. 5.2. Положение
заслонок:
а - подняты слишком высоко; б - опущены слишком низко; в - правильное положение;
1 - регулирующая заслонка; 2 - шнек.
Для обеспечения ровности асфальтобетонного покрытия необходима непрерывная и равномерная подача смеси питателем и безостановочная работа шнеков.
Трамбующий брус и виброплита
Основными элементами рабочих органов являются виброплита и расположенный перед ней трамбующий брус. Предварительное уплотнение смеси осуществляется трамбующим брусом, эффективность работы которого зависит как от частоты его колебания, так и амплитуды. На отечественных асфальтоукладчиках величина амплитуды составляет от 3,2 до 8 мм. Выбор амплитуды следует соотносить с толщиной укладываемого слоя по правилу: чем тоньше слой, тем меньше амплитуда, и наоборот.
Рекомендуемые частоты колебания трамбующего бруса и виброплиты приведены в табл. 5.1.
Таблица 5.1
|
Тип смеси |
Температура укладываемой смеси, °С |
Частота колебаний, кол./мин. |
Скорость движения асфальтоукладчика, м/мин. |
|
|
трамбующего бруса |
виброплиты |
|||
|
А, Б |
100…120 |
420…600 |
2500…3000 |
1,7…2,5 |
|
130…140 |
660…840 |
2500…3000 |
2,2…3,0 |
|
|
В, Г, Д |
100…120 |
300…480 |
1500…2000 |
1,2…2,0 |
|
130…140 |
540…720 |
1500…2000 |
1,7…2,5 |
|
Для обеспечения качества строительства асфальтобетонного покрытия необходимо периодически производить регулирование положения трамбующего бруса. Оно осуществляется в вертикальной и горизонтальной плоскостях. Установка трамбующего бруса по отношению к плите в вертикальной плоскости считается правильной, если его нож в крайнем нижнем положении будет ниже основания плиты на 0,4 мм. Если этот допуск более 0,4 мм, то плита не будет выглаживать поверхность покрытия и на ней останутся следы от трамбующего бруса. Если нож трамбующего бруса выше основания плиты, то происходит налипание смеси к плите и образование трещин на поверхности покрытия.
Регулирование положения трамбующего бруса осуществляется путем изменения количества прокладок под подшипниками эксцентрикового вала. В горизонтальной плоскости регулируется зазор между ножом трамбующего бруса и торцом плиты. Его величина должна находиться в пределах 0,5…1,0 мм. Регулирование установки трамбующего бруса производится отжимным болтом.
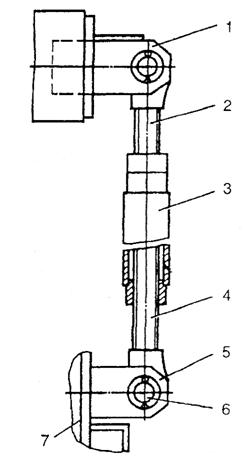
Рис. 5.3. Регулятор
толщины слоя:
1 - кронштейн; 2, 4 - винты; 3 - муфта; 5 - проушина; 6 - ось; 7 - выглаживающая плита
Виброплита оказывает уплотняющее воздействие на асфальтобетонную смесь и в основном формирует текстуру поверхности укладываемого слоя.
Регуляторами толщины слоя ( рис. 5.3) можно задавать плите определенный угол атаки. Для увеличения толщины укладываемого покрытия плиту необходимо наклонить назад, т.е. увеличить угол атаки. Положение плиты в зависимости от изменения толщины покрытия показано на рис. 5.4.
Поперечный уклон дорожного покрытия задается регулятором поперечного профиля, который позволяет изменять угол между левой и правой половинами выглаживающей плиты ( рис. 5.5). Вращая муфту 4, можно установить основание выглаживающей плиты в одной горизонтальной плоскости или с необходимым изломом.
Положение выглаживающей плиты в зависимости от поперечного профиля покрытия показано на рис. 5.6. Перекос выглаживающей плиты производится гидроцилиндрами системы автоматики.
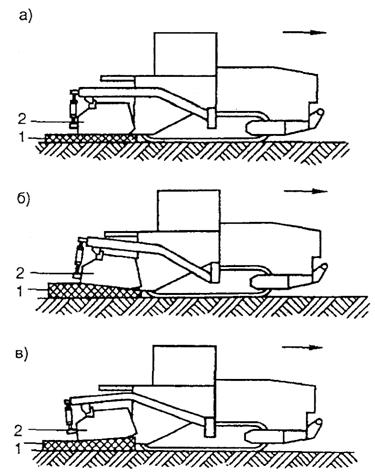
Рис.
5.4. Регулирование толщины
укладываемого слоя:
а - постоянная толщина слоя; б -
уменьшение толщины слоя (задняя кромка плиты поднята); в - увеличение толщины слоя (задняя кромка плиты опущена);
1 - укладываемый слой; 2 - виброплита
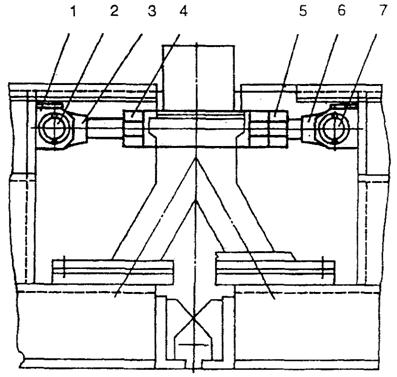
Рис. 5.5. Регулятор
поперечного профиля покрытия:
1 - кронштейн; 2, 7 - оси; 3, 6 -
винты; 4 - муфта; 5 - гайка
Выглаживающая плита оснащается нагревателями, которые предназначены для ее обогрева в начале работы асфальтоукладчика. Очень важно, чтобы основание плиты имело такую же температуру, как и асфальтобетонная смесь, находящаяся под ней, В противном случае слой смеси будет прилипать к основанию плиты и «разрываться». Продолжительность нагрева плиты зависит от температуры воздуха. Необходимо следить за тем, чтобы не произошло перегрева плиты, так как это приведет к необратимому ее деформированию. После прогрева плиты в процессе укладки смеси нагреватели отключаются.
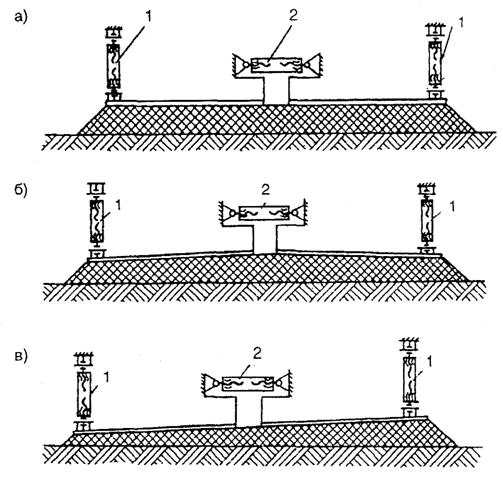
Рис. 5.6. Варианты
поперечного профиля покрытия:
а - горизонтальная поверхность;
б - двухскатный профиль; в - односкатный профиль;
1 - регулятор толщины; 2 - регулятор профиля покрытия
Перед укладкой асфальтобетонной смеси производят подготовку асфальтоукладчика к работе. Вначале устанавливают вибрационную (выглаживающую) плиту в рабочее положение. Для этого под нее укладывают шаблон, толщина которого на 10…15 % больше проектной толщины покрытия. С помощью регулировочных винтов плиту опускают так, чтобы между ней и шаблоном не оставалось просветов. Зафиксировав положение винтов, убирают шаблон. Затем осматривают другие органы асфальтоукладчика, для чего поднимают боковые стенки приемного бункера, осматривают шнек и трамбующий брус, устанавливают шиберные заслонки в положение, соответствующее толщине укладываемого слоя.
Ориентировочные значения коэффициента запаса на уплотнение асфальтобетонного слоя катками приведены в табл. 5.2.
Таблица 5.2
|
Типы смесей |
Коэффициент уплотнения слоя смеси до уплотнения катками |
|||
|
0,80 |
0,85…0,87 |
0,90…0,92 |
0,95…0,97 |
|
|
Г и Д |
1,40 |
1,24 |
1,14 |
1,05 |
|
В |
1,37 |
1,22 |
1,13 |
1,05 |
|
А и Б |
1,33 |
1,20 |
1,11 |
1,04 |
Укладку асфальтобетонных смесей следует осуществлять асфальтоукладчиком на всю ширину покрытия или на отдельных полосах, ширина которых кратна ширине покрытия. В последнем случае, уложив одну полосу, переходят на соседнюю, пока чрезмерно не остыла кромка ранее уложенной полосы (рис. 5.7).
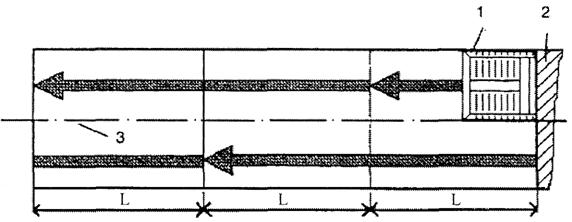
Рис. 5.7. Схема
перехода асфальтоукладчика с полосы на полосу длиной L :
1 - асфальтоукладчик; 2 - готовое покрытие; 3 - ось покрытия
Для обеспечения качества сопряжения смежных полос назначают длину полосы укладки в соответствии с табл. 5.3.
Таблица 5.3
|
Температура воздуха, °С |
Длина укладываемой полосы, м, на участках дороги |
|
|
открытых |
защищенных |
|
|
|
Смеси Гр |
|
|
5…10 |
25…30 |
30…60 |
|
10…15 |
30…50 |
60…100 |
|
15…25 |
50…80 |
100…150 |
|
Более 25 |
80…100 |
150…200 |
|
|
Смеси Тп |
|
|
10…20 |
До 250 м |
|
|
20 и более |
Длина смежной захватки |
|
Примечания:
1. Смеси Гр, приготовленные на битумах марок БНД 40/60, БН 40/60, БНД 90/130, БН 90/130.
2. Смеси Тп, приготовленные на битумах марок: БНД 130/200, БН 130/200, БНД 200/300, БН 200/300, СТ 130/200, МГ 130/200, МГО 130, 200.
При одновременной работе двух асфальтоукладчиков на смежных полосах опережение одного относительно другого должно быть в пределах 10…30 м.
Устранение возможных рассогласований в работе уплотняющего оборудования
Для обеспечения качества укладки асфальтобетонной смеси необходимо периодически производить проверку и регулировку элементов уплотняющего оборудования (табл. 5.4.) Проверки 1 и 2 проводятся один раз в сезон, проверка 3 - при отклонении поперечного уклона покрытия от проектного.
Таблица 5.4
|
Проверяемая величина |
Технические требования |
Метод проверки, оборудование и инструмент |
Примечание |
|
1 |
2 |
3 |
4 |
|
|
1-я проверка |
|
|
|
Зазор между трамбующим брусом и торцом плиты |
Зазор должен находиться в пределах 0,5-1,0 мм |
Регулирование производится отжимным болтом. Зазор проверяется щупом |
Если брус отодвинется от торца плиты на величину более 1 мм, то это пространство будет заполняться смесью, что приведет к интенсивному износу плиты и бруса. При зазоре менее 1 мм увеличивается нагрузка на клиноременную передачу. |
|
|
2-я проверка |
|
|
|
Опускание ножа трамбующего бруса относительно основания плиты |
Трамбующий брус должен опускаться ниже основания плиты на 0,4 мм |
Регулировка производится сменой прокладок под подшипниками эксцентрикового вала |
Если нож бруса не будет опускаться ниже основания плиты, то она будет быстро изнашиваться. Если трамбующий брус будет установлен слишком низко по отношению к плите, то смесь будет накапливаться на плите за трамбующим брусом |
|
|
3-я проверка |
|
|
|
Угол между левой и правой половинами плиты |
Величина угла должна соответствовать проектному значению |
Регулировка производится с помощью устройства по установке поперечного профиля. Угол проверяется шаблоном |
|
Рекомендации по укладке асфальтобетонной смеси
Для обеспечения качественной укладки асфальтобетонной смеси необходимо соблюдать следующие рекомендации:
• груженый автосамосвал должен останавливаться в непосредственной близости от асфальтоукладчика, который должен двигаться до соприкосновения с ним, а не наоборот; это позволяет избежать отпечатков выглаживающей плиты на свежеуложенном слое смеси, которые образуются при столкновении самосвала с асфальтоукладчиком;
• прежде чем открыть задний борт для выгрузки смеси в приемный бункер, необходимо медленно поднять кузов для того, чтобы смесь переместилась к заднему борту; это позволяет производить разгрузку смеси непрерывным потоком и уменьшать ее сегрегацию, которая создает дефекты в покрытии;
• остановка асфальтоукладчика производится в том случае, когда уровень смеси в бункере опускается до уровня шиберных заслонок; нельзя расходовать смесь настолько, что будет виден пластинчатый питатель;
• когда асфальтоукладчик ожидает подхода к нему автосамосвала, для удаления смеси из углов приемного бункера следует производить складывание его боковых стенок.
5.3. АВТОМАТИЧЕСКАЯ СТАБИЛИЗАЦИЯ ПОЛОЖЕНИЯ РАБОЧИХ ОРГАНОВ АСФАЛЬТОУКЛАДЧИКА
Автоматическая система управления положением рабочих органов (плиты и трамбующего бруса) предназначена для получения ровного слоя покрытия в продольном направлении с заданным углом поперечного уклона. При этом повышается качество укладки смеси и увеличивается производительность асфальтоукладчика.
При движении асфальтоукладчика по неровному основанию возникает перекос корпуса машины в продольном и поперечном направлениях и соответственно углов наклона плиты. Система автоматизации по сигналам, полученным от датчиков с помощью гидравлических исполнительных механизмов, изменяет положение передних шарниров лонжеронов таким образом, что происходит восстановление углов наклона выглаживающей плиты ( рис. 5.8).
При работе с автоматизированным асфальтоукладчиком устанавливают базу для следящей системы - копирную струну, которая служит указателем уровня и направления движения асфальтоукладчика. Она также является исходной базой для установки и регулирования рабочих органов асфальтоукладчика перед началом работ.
Тщательное выполнение всех операций по установке копирных струн является важнейшим условием обеспечения проектной толщины и профиля асфальтобетонного покрытия. Эти работы выполняет отдельное звено рабочих, которыми руководит инженер-геодезист.
Рис. 5.8. Уплотняющий
рабочий орган асфальтоукладчика:
1 - трамбующий брус; 2 - отражательный
щит; 3 - шатун; 4 - выглаживающая плита; 5 -
асфальтобетонный слой
В начале и конце захватки устанавливают нивелировочные рейки 2 ( рис. 5.9). Затем через каждые 15 м в створе устанавливают все промежуточные рейки. Для определения уровня покрытия как в поперечном, так и в продольном направлениях ведут высотную разбивку (выставляют рейки 2 под нивелир и закрепляют). При окончательной установке верх рейки должен находиться в одной плоскости с поверхностью покрытия. Рейки обозначают линии копирных струн в плане и служат реперами, от которых измеряют высоту h установки струны ( рис. 5.10).
После этого устанавливают стойки 1, на них надевают струбцины 8, в которых выполнены два отверстия: одно для стойки, другое для поперечной штанги. В прорези 7 на конце штанги проходит струна. Положение прорези над рейками по высоте измеряют шаблоном, а совмещение прорезей со створом реек проверяют по теодолиту.
Затем производят натяжение копирных струн. Для этого устанавливают натяжной барабан 1 и закрепляют на якоре перед первой стойкой на расстоянии 10…12 м и 30 см в сторону от линии нивелировочных реек 3. Натягивают копирную струну вручную, насколько это возможно, и прикрепляют ее к барабану. На нем оставляют запас струны 10…12 м. После этого производят натяжку струны барабаном и вставляют ее в прорези поперечных штанг 4. Струна должна лежать в прорезях свободно и не выпадать из них.
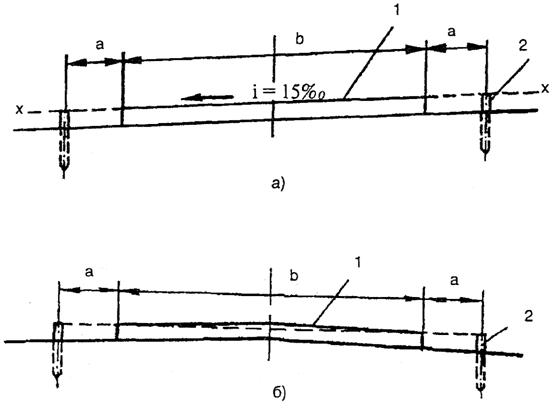
Рис. 5.9. Схема
установки нивелировочных реек:
а - при односкатном; б - при двускатном поперечном
профиле:
1 - покрытие; 2 - нивелировочные рейки; х-х - плоскость, проходящая через
поверхность покрытия и нивелировочных реек; а - расстояние от нивелировочной рейки до кромки покрытия, b - ширина покрытия
Чтобы струна проходила на одинаковой высоте от реек, установленных под отметку, регулируют ее положение в продольном профиле с помощью деревянного шаблона. Затем проверяют положение струны в плане.
Для соблюдения требуемого профиля покрытия копирную струну устанавливают с двух сторон покрытия. Однако при укладке второй полосы эту струну может заменить готовое покрытие, по которому скользит рычаг преобразователя системы автоматического управления.
При укладке полосы покрытия шириной не более 4,5…5,0 м система автоматики асфальтоукладчика может работать с одним копиром (струна, лыжа).
В случае применения асфальтоукладчиков без системы автоматического управления, для соблюдения требуемого профиля и отметок непосредственно перед укладкой выставляют контрольные маяки из асфальтобетонной смеси, слегка уплотненной; толщина маяков должна быть равна толщине укладываемого слоя в неуплотненном состоянии. Если асфальтоукладчик не оборудован скользящими формами, то для упора укладываемой смеси устанавливают брусья, которые укрепляют со стороны обочины металлическими анкерами.
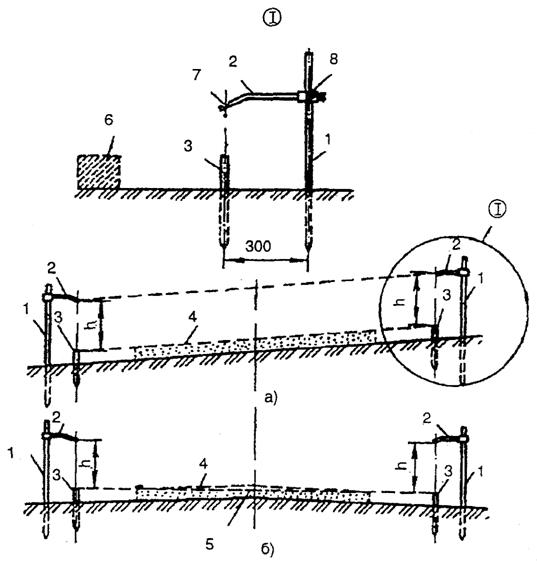
Рис. 5.10. Расположение
копирных струн:
а - при односкатном; б - при двускатном поперечном
профиле;
1 - металлические стойки; 2 - штанги; 3 - рейка; 4 - верх
покрытия; 5 - линия, проходящая через край кромки покрытия; 6- покрытие; 7- прорезь для струны; 8 - струбцина
5.4. СОЕДИНЕНИЕ АСФАЛЬТОБЕТОННЫХ ПОЛОС
При строительстве асфальтобетонных покрытий встречается два типа соединения полос: поперечный стык, когда укладку полосы прерывают более чем на час; продольный стык, который выполняется при укладке продольных смежных полос, т.е. одна полоса примыкает к ранее уложенной.
Поперечные стыки
При прекращении укладки асфальтобетонной смеси на достаточно длительный период необходимо подготовить конец уложенной полосы к устройству поперечного стыка для последующего ее продолжения.
Такой стык можно сделать несколькими способами. Выбор способа зависит от того, будет или нет осуществляться по уложенной полосе движение транспорта в период между окончанием и возобновлением строительства.
Если движения через конец уложенной асфальтобетонной полосы не будет, то его можно подготовить к соединению в простой стык с новой полосой. Если движение будет, то необходимо устраивать клиновой стык.
Место устройства стыка определяется временем, когда количество смеси в шнековой камере уменьшается настолько, что снижается давление смеси на плиту и она в результате этого постепенно опускается, уменьшая толщину укладываемого слоя. На практике обычно стремятся выработать всю смесь, находящуюся в приемном бункере, и в конце полосы устраивают стык. В этом случае толщина укладываемого слоя будет отличаться от проектной.
Практически чаще устраивают простой стык. Для этого по всей ширине уложенной полосы делают вертикальный срез в конце полосы. При этом необходимо не повредить покрытие, которое остается до линии стыка.
Укатку уложенной полосы до линии стыка производят обычным способом. Причем необходимо, чтобы катки уплотняли смесь непосредственно до линии стыка. Чтобы качественно выполнить эту операцию в конце полосы, нужно положить доски для схода катка. Толщина досок должна быть равна толщине уплотненного слоя, их ширина и длина такой, чтобы на них мог полностью расположиться валец катка.
Если по уложенному слою будет осуществляться движение транспорта, то его кромку необходимо подготовить к устройству поперечного клинового стыка. В этом случае можно вырабатывать всю смесь, находящуюся в приемном бункере.
По линии поперечного стыка смещают асфальтобетонную смесь в сторону от уложенного слоя таким образом, чтобы сформировать вертикальную кромку уложенной полосы. Затем на основание укладывают бумагу, к поверхности которой смесь не прилипает. Полоса бумаги должна быть достаточно широкой (80…120 см), чтобы в дальнейшем при уплотнении асфальтобетонного клина не произошло сдвига смеси по бумаге. Как только уложили бумагу, на нее лопатой набрасывают ранее отодвинутую смесь и формируют из нее клиновой скат с помощью шаблона и граблей (рис. 5.11).
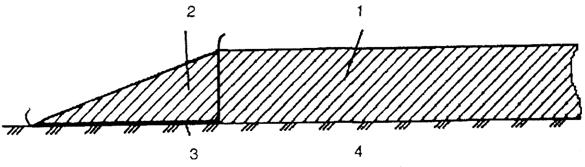
Рис. 5.11. клиновой
стык:
1 - асфальтобетонная полоса; 2 - поперечный клин; 3 -бумага; 4 - основание
Поперечный клиновой стык можно создать с помощью доски, имеющей ту же толщину, что и уплотненный асфальтобетонный слой. В этом случае лопатой удаляют смесь по линии поперечного стыка. Со стороны уложенной полосы формируется вертикальная кромка, к которой укладывают вплотную доску. Затем удаленную ранее смесь подсыпают лопатой к доске (в продолжение доски) и формируют из нее клиновидный скат от верхней кромки доски к основанию. Таким образом, транспорт будет наезжать на кромку конца полосы, затем двигаться по доске и спускаться по клиновидному скату.
Удаление ската
Если на месте поперечного соединения устроен клиновой стык, то до начала работ по продолжению укладки смеси необходимо удалить созданный скат. Клиновой стык, выполненный с помощью специальной бумаги, не имеет сцепления с основанием и легко удаляется. На стыке остается вертикальная стенка уплотненной полосы.
Если клиновой стык был выполнен с помощью доски и асфальтобетонного ската, то последний частично соединяется с поверхностью основания. Чтобы вскрыть такой клиновой слой, необходимо механическое усилие. После удаления асфальтобетонного ската доску снимают, а на стыке остается вертикальная уплотненная кромка ранее уложенной полосы.
Продольные стыки
Срезание кромки для продольного соединения полос. В некоторых случаях для создания качественного продольного стыка необходимо предварительно срезать недоуплотненную часть кромки ранее уложенной асфальтобетонной полосы. Эту операцию выполняют с помощью фрезы. После этого нужно обработать горячим битумом образовавшуюся вертикальную поверхность продольного стыка.
Качественного соединения продольных полос можно достичь и без срезания кромки ранее уложенной полосы. Правильное перекрытие полосы, разравнивание и уплотнение смеси вдоль продольного стыка обеспечивают надлежащее качество соединения полос.
Перекрытие полосы. Основным фактором, определяющим создание качественного продольного стыка, является правильное перекрытие новым слоем ранее уложенной полосы. Для этого на ранее уложенную полосу заводят трамбующий брус и виброплиту на 4…5 см. Такое перекрытие обеспечивает укладку достаточного количества смеси по линии стыка, что позволяет осуществить его качественное уплотнение.
Разравнивание смеси на стыке. Если перекрытие новым асфальтобетонным слоем составляет не более 2…3 см, то разравнивание смеси на стыке заключается в создании «валика» путем сдвига смеси с ранее уложенной полосы в область стыка. В результате над стыком будет несколько больше смеси, которая впоследствии будет уплотнена катками. Когда перекрытие будет сделано на большую величину, тогда смеси над стыком окажется больше требуемого количества, что не позволит уплотнить стык в уровень с поверхностью ранее уложенной полосы. Избыток смеси необходимо удалить. Снятую смесь недопустимо разбрасывать по поверхности свежеуложенного слоя, так как это изменит его текстуру, а следовательно, транспортно-эксплуатационные показатели. На качество соединения соседних полос оказывает влияние и недостаточное количество смеси над стыком. В этом случае не удается достичь требуемой плотности в месте соединения.
Чтобы обеспечить требуемое уплотнение смеси, необходимо, чтобы ее уровень над стыком превышал поверхность соседней полосы на величину, равную 0,2…0,3 см на 1 см толщины укладываемого слоя.
Целесообразно уплотнение стыка начинать с «горячей» полосы с небольшим наездом на «холодную» полосу на расстояние 15…20 см. В этом случае основное уплотняющее воздействие оказывается на смесь, находящуюся в области стыка. Под этим воздействием смесь подается в сторону стыка до тех пор, пока уровень только что уложенной полосы не сровняется с уровнем соседней. Продольный стык уплотняется эффективнее, чем если бы каток двигался по «холодной» полосе.
Параллельная укладка полос. При параллельной укладке полос двумя асфальтоукладчиками на качество их продольного соединения оказывает влияние величина перекрытия, которая должна быть не более 3 см.
В этом случае разравнивание смеси над стыком не производят. Однако процесс укатки имеет свои характерные особенности. Катки, уплотняющие первую полосу, не должны приближаться к кромке продольного стыка на расстояние меньше чем 15…20 см. После укладки второй полосы катки, работающие на ней, уплотняют продольный стык с обеих сторон. Такая укладка полос позволяет получить однородное по плотности асфальтобетонное покрытие по всей ширине.
5.5. УПЛОТНЕНИЕ АСФАЛЬТОБЕТОННОГО СЛОЯ
Факторы, влияющие на качество уплотнения
Уплотнение - операция, в процессе которой асфальтобетонная смесь деформируется сложным образом, приобретая определенную плотность.
Асфальтобетонные смеси следует уплотнять непосредственно после укладки, начиная с той максимально возможной температуры, при которой она не сдвигается под воздействием катков. Особенно это важно при устройстве тонких слоев и в неблагоприятных погодных условиях, т.к. с повышением начальной температуры смеси увеличивается время ее уплотнения. Толстые слои дольше сохраняют рациональную температуру по условиям их уплотнения.
Методика расчета температурно-технологических параметров уплотнения асфальтобетонных слоев приведена в прил. 22.
Требуемое качество работ по уплотнению асфальтобетонной смеси может быть обеспечено только при выполнении минимально необходимой общей работы катков (число проходов) и при соблюдении рационального температурного режима смеси на каждом этапе уплотнения: предварительном, промежуточном и заключительном (табл. 5.5).
Таблица 5.5
|
Тип асфальтобетонной смеси |
Рекомендуемая температура уплотнения, °С |
Рациональный температурный режим уплотнения слоя на различных этапах, °С |
|||
|
начальная |
критическая |
предварительном |
промежуточном |
заключительном |
|
|
А |
140…160 |
75…80 |
от
140…145 |
от
120…125 |
от
95…100 |
|
Б |
120…140 |
70…75 |
от
125…130 |
от
105…110 |
от
85…90 |
|
В |
110…130 |
60…65 |
от
115…120 |
от
100…105 |
от
80…85 |
|
Г |
120…140 |
70…75 |
от
125…130 |
от
105…110 |
от
85…90 |
|
Д |
100…120 |
60…65 |
от
105…110 |
от
85…90 |
от
70…75 |
На смеси с высокой температурой каток будет «тонуть», образуя волны и трещины, а укатка остывшей смеси будет неэффективной.
На эффективность уплотнения оказывает влияние соотношение толщины укладываемого слоя и максимального размера зерен заполнителя смеси. Если толщина слоя меньше полутора максимальных размеров зерен смеси, то достичь требуемой плотности практически невозможно. Кроме того, поверхность слоя будет иметь неоднородную текстуру вследствие того, что выглаживающая плита асфальтоукладчика будет «тащить» за собой крупные зерна, образуя при этом продольные борозды.
Уплотняющее оборудование и режимы его работы
Тип уплотняющего оборудования оказывает принципиальное влияние на степень уплотнения смеси. В практике строительства применяют три типа уплотняющего оборудования: катки статического действия с гладкими вальцами и на пневматических шинах, катки вибрационного действия (виброкатки) ( прил. 23).
Катки статического действия. Широкое распространение получили самоходные гладковальцовые катки статического действия, которые просты по конструкции и надежны в эксплуатации ( табл. П.23.1). Они классифицируются по массе: на легкие - 5…6 т; средние - до 8 т и тяжелые - более 10 т.
Рекомендуемые контактные давления катков на стадиях уплотнения асфальтобетонных смесей представлены в табл. 5.6.
Таблица 5.6
|
Тип катка (этап уплотнения) |
Границы этапов уплотнения |
Коэффициент уплотнения смеси |
Значения контактных давлений катков, МПа, для типов смесей |
|
|
А |
В |
|||
|
Легкий (предварительный) |
Начало |
0,7 |
0,50…0,55 |
0,40…0,45 |
|
Конец |
0,85 |
1,20…1,25 |
1,17…1,30 |
|
|
Средний (промежуточный) |
Начало |
0,85 |
1,20…1,25 |
1,17…1,30 |
|
Конец |
0,92 |
1,65…1,80 |
1,50…1,10 |
|
|
Тяжелый (заключительный) |
Начало |
0,92 |
1,65…1,80 |
1,50…1,70 |
|
Конец |
1,0 |
2,80…3,10 |
2,60…2,90 |
|
Определяющим фактором качества уплотнения слоя является назначение рациональных режимов работы катка: скорости движения и количества проходов по одному следу.
Чем быстрее движется каток, тем меньше времени он оказывает давление на смесь. В результате в ней могут не полностью развиться вязкопластичные деформации, определяющие величину изменения плотности после прохода катка.
Катки статического действия должны двигаться со скоростью 1,5…5 км/ч. При выполнении первых проходов принимается минимальная скорость движения 1,5…2,0 км/ч, на промежуточном этапе уплотнения - 3…5 км/ч и на заключительном - 2…3 км/ч.
Синхронность работы асфальтоукладчика и катков обеспечивают изменением скорости укатки или числа проходов катка по одному следу в рекомендуемом диапазоне. Требуемое количество проходов зависит от типа смеси, ее температуры и толщины укладываемого слоя. Чтобы уточнить требуемое число проходов катка по одному следу, необходимо произвести пробную укатку слоя.
Катки на пневматических шинах (табл. П.23.2; 23.3) чаще применяются на промежуточном этапе уплотнения асфальтобетонного слоя, иногда на предварительном и заключительном этапах. Уплотняющее воздействие катка на слой зависит от нагрузки на колесо, давления в шине и ее жесткости. Изменяя давление в шине, можно регулировать величину контактных давлений в зависимости от температурного состояния асфальтобетонной смеси и степени ее уплотнения.
Катки вибрационного действия (виброкатки) (табл. П.23.4; 23.5). Эти катки могут работать в трех режимах: в режиме статического воздействия на уплотняемый материал (вибраторы отключены), в режиме комплексного воздействия (один валец оказывает на материал статическое воздействие, а второй - вибрационное) и в вибрационном режиме (вибраторы на обоих вальцах включены).
Виброкатки оказывают на уплотняемую смесь статическое и вибрационное воздействие. Статическое действие определяется массой, приходящейся на валец, а вибрационное - величиной возмущающей силы, обусловленной вращением эксцентриков. Эффективность уплотнения определяется колеблющейся массой вальца, амплитудой и частотой колебания.
Обычно величина амплитуды составляет 0,2…0,8 мм, а частота колебаний 25…58 Гц. Величина амплитуды колебания зависит от толщины уплотняемого слоя. При уплотнении тонких слоев (4…6 см) рекомендуется работать на малых амплитудах. С увеличением толщины слоя ее следует повышать.
Частоту колебания вибровальца назначают с учетом типа уплотняемой смеси, ее температуры и скорости движения катка. С повышением содержания щебня в асфальтобетонной смеси, а также рабочей скорости виброкатка рекомендуется увеличивать частоту колебания вальца.
Рекомендуемые скорости виброкатков: на начальном этапе уплотнения - 3…5 км/ч, на промежуточном - 4…6 км/ч.
При использовании асфальтоукладчиков с трамбующим брусом и виброплитой рекомендуется уплотнять:
• смеси высокоплотного и плотного асфальтобетонов типов А и Б, а также пористого и высокопористого с содержанием щебня свыше 40 % сначала гладковальцовым катком массой 10…13 т, катком на пневматических шинах массой 16 т или вибрационным катком массой 6…8 т (4…6 проходов), а затем - гладковальцовым катком массой 11…18 т (4…6 проходов);
• смеси плотного асфальтобетона типов В, Г и Д, а также высокопористого песчаного, пористого и высокопористого с содержанием щебня менее 40 % сначала гладковальцовым катком массой 6…8 т или вибрационным катком 6…8 т с выключенным вибратором (2…3 прохода), а затем гладковальцовым катком массой 10…13 т (6…8 проходов), катком на пневматических шинах массой 16 т или вибрационным катком 6…8 т с выключенным вибратором (4…6 т) и окончательно - гладковальцовым катком массой 11…18 т (3…4 прохода).
При использовании асфальтоукладчиков с трамбующим брусом и пассивной выглаживающей плитой следует уплотнять смеси плотного асфальтобетона типов В, Г и Д, а также пористого и высокопористого асфальтобетонов с содержанием щебня менее 40 % и высокопористого песчаного сначала гладковальцовым катком массой 6…8 т или вибрационным катком массой 6…8 т с выключенным вибратором (2…3 прохода), затем катком на пневматических шинах массой 16 т (6…10 проходов или гладковальцовым катком массой 10…13 т (8…10 проходов), или вибрационным катком массой 6…8 т с выключенным вибратором (3…4 прохода) и окончательно - гладковальцовым катком массой 11…18 т (4…8 проходов).
В табл. 5.7 представлены некоторые отечественные и зарубежные типы катков, применяемые на различных этапах уплотнения. Катки расположены по убыванию эффективности и целесообразности применения.
Таблица 5.7
|
Этапы уплотнения (см. табл. 5.5) |
Типы катков для уплотнения асфальтобетонной смеси типов |
|||
|
А и Б |
В, Г и Д |
|||
|
1 |
2 |
3 |
4 |
5 |
|
Предварительный |
Т-12 ДУ-52 ДУ-58 К-12 |
без вибрации |
К-12 ДУ-52 ДУ-58 |
без вибрации |
|
ДУ-31А ДУ-55 |
полный балласт(давление воздуха 4…5 атм) |
ДУ-31А ДУ-55 |
без балласта (давление воздуха 2,5…3 атм) |
|
|
ДУ-47Б ДУ - 48Б |
без вибрации |
ДУ-47 ДУ-50 |
без вибрации |
|
|
Промежуточный |
Т-12 К-12 ДУ-47Б |
с вибрацией |
К-12 Т-12 |
с вибрацией |
|
ДУ-31А ДУ-55 ДУ-48Б |
полный балласт (давление воздуха 6…8 атм) |
ДУ-47Б ДУ-31А ДУ-55 ДУ-48Б |
полный балласт (давление воздуха 4…5 атм) |
|
|
Заключительный |
ДУ-49Б Т-12 |
с балластом без вибрации |
ДУ-49Б ДУ-48Б Т-12 |
без балласта без вибрации |
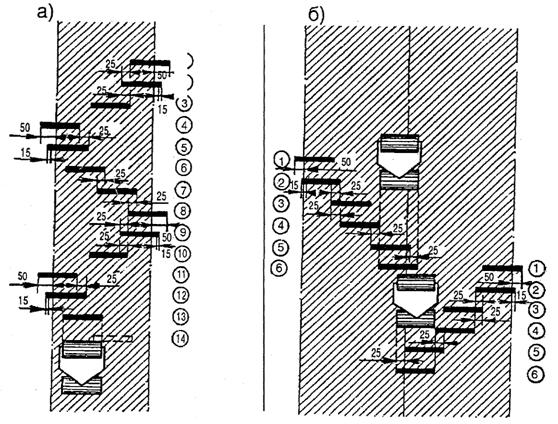
Рис. 5.12. Схема
уплотнения асфальтобетонной смеси катками (размеры в см):
а - при работе одним
асфальтоукладчиком, б - двумя
асфальтоукладчиками или одним на всю ширину покрытия, цифры в кружочках
означают номера проходов катка, заштрихованная часть - уложенное покрытие
При укладке полосы из смеси типов А и Б первые проходы катка необходимо производить сразу же за асфальтоукладчиком. Смеси типов В, Г и Д следует уплотнять с некоторым перерывом. Продолжительность перерыва определяется способностью слоя смеси выдерживать уплотняющую нагрузку не сдвигаясь.
Чтобы достичь однородной плотности смеси по всей ширине асфальтобетонной полосы, следует применять такую схему укатки, которая обеспечивает равномерное распределение уплотняющих воздействий по ее ширине ( рис. 5.12). При этом необходимо соблюдать равную величину перекрытия проходов катка.
Общие рекомендации
Уплотнение является одной из основных технологических операций, которая определяет качество покрытия. Операцию уплотнения необходимо производить в период времени, когда асфальтобетонная смесь не остыла ниже критической температуры ( табл. 5.5). Продолжительность этого периода зависит от начальной температуры и толщины уплотняемого слоя, погодных условий, состояния основания и определяется расчетом ( прил. 24).
Рациональная скорость укатки зависит от типа применяемых уплотняющих средств (катки с жесткими металлическими вальцами, катки на пневмошинах, виброкатки) и типа уплотняемой смеси. Снижение скорости укатки увеличивает эффект уплотнения. Если смесь не выдерживает уплотняющих воздействий (каток «тонет»), то необходимо откорректировать состав смеси или снизить контактное давление на нее катка (заменить каток, снизить давление воздуха в шине), увеличить скорость укатки. Рациональная скорость катка зависит от типа применяемых средств (катки с гладкими металлическими вальцами, катки на пневмошинах, виброкатки) и типа уплотняемой смеси.
Если смесь не выдерживает уплотняющих воздействий (каток «тонет»), то необходимо снизить контактное давление на нее катка (замедлить каток, снизить давление воздуха в шине), увеличить скорость укладки. Рациональная скорость катка зависит от типа применяемых средств (катки с гладкими металлическими вальцами, катки на пневмошинах, виброкатки) и типа уплотняемой смеси.
Следует применять такую схему укатки, при которой обеспечивается равномерное распределение уплотняющих воздействий по всей ширине полосы укладки.
Рекомендуется виброуплотнение смеси катками производить при 25…35 вибровоздействиях (виброударах) на 1 п. м уплотняемой полосы. Амплитуда колебания вибровальца уточняется в соответствии с толщиной уплотняемого слоя. При работе катка необходимо вибровалец направлять в сторону асфальтоукладчика.
5.6. ОПЕРАЦИОННЫЙ КОНТРОЛЬ КАЧЕСТВА
Контроль ровности поверхности основания, подготовленного под укладку и уплотнение асфальтобетонного слоя, осуществляется ежесменно путем измерения просветов под трехметровой рейкой с помощью клина. Измерение следует производить в пяти контрольных точках, расположенных на расстоянии 0,5 м от концов рейки и друг от друга.
На каждой сменной захватке приложения рейки с уровнем для измерений просветов и поперечных уклонов следует произвести с шагом 10 м; определение вертикальных отметок путем нивелирования - с шагом 5 м (прил. 2 СНиП 3.06.03-85).
Контроль расхода органического вяжущего при подгрунтовке поверхности основания производится следующим образом: на основание укладывается лист бумаги (площадью не менее 0,1 м2), который после розлива вяжущего автогудронатором взвешивается и рассчитывается его фактический расход.
Режим уплотнения асфальтобетонного слоя следует уточнять в процессе пробного уплотнения. Пример статистического регулирования качества уплотнения асфальтобетонного слоя приведен в прил. 7.
Коэффициенты уплотнения покрытий должны быть не ниже: 0,99 - для высокоплотного и плотного асфальтобетонов типов А и Б; 0,98 - для плотного асфальтобетона типов В, Г и Д, пористого и высокопористого асфальтобетонов.
Ориентировочное влияние степени уплотнения асфальтобетонного покрытия на его прочность и долговечность можно оценить по данным табл. 5.8.
Таблица 5.8*
|
Коэффициент уплотнения |
1,00 |
0,99…0,98 |
0,97…0,96 |
0,95…0,94 |
0,92…0,91 |
|
Прочность, % |
100 |
88…84 |
74…70 |
58…54 |
31…26 |
|
Долговечность, % |
100 |
86…80 |
71…65 |
≤30 |
≤10 |
*Данные Ю. Е. Никольского (объединение «Дорстройпроект», г. С.-Петербург).
6. ОСОБЕННОСТИ ОБЕСПЕЧЕНИЯ КАЧЕСТВА СТРОИТЕЛЬСТВА АСФАЛЬТОБЕТОННЫХ ПОКРЫТИЙ В ХОЛОДНОЕ ВРЕМЯ
В холодное время риск снижения качества строительства асфальтобетонных покрытий существенно возрастает. Заказчику необходимо объективно оценить организационно-технологические возможности подрядчика и согласовать проект производства работ.
Планируя объемы работ, предпочтение следует отдавать нижним слоям асфальтобетонного покрытия. По согласованию с заказчиком возможно строительство верхних слоев покрытий автомобильных дорог III , IV категорий.
Технологический процесс строительства покрытий из асфальтобетонных смесей в холодное время состоит в основном из тех же операций, которые регламентируются в теплое время. Однако характер и сроки их выполнения существенно изменяются.
Основу технологии строительства асфальтобетонных покрытий в холодное время составляют тепловая подготовка основания, снижение тепловых потерь смеси в технологическом процессе и интенсификация процесса уплотнения.
Для обеспечения качества строительства асфальтобетонных покрытий в этих условиях надо заблаговременно, в теплое время, выполнить ряд мероприятий:
• выбрать объекты строительства;
• обустроить производственную базу;
• подготовить и доставить необходимое количество материалов;
• произвести утепление машин и оборудования;
• подготовить подъездные пути;
• обеспечить необходимый задел основания, величина которого определяется сроком продления строительного сезона и расчетной скоростью потока.
При выборе объектов строительства предпочтение следует отдавать асфальтобетонным покрытиям повышенной толщины. В зависимости от температуры воздуха толщина слоя должна быть не менее: выше 5°С до 10°С (осень) - 4…5 см; ниже 5°С до 0°С - 5…6 см; ниже 0°С до минус 5°С - 6…7 см; ниже минус 5°С до минус 10°С - 7…8 см.
Асфальтобетонные покрытия допускается устраивать только на основаниях, построенных в теплое время. Если зимой или весной по этому слою будет происходить движение транспортных средств, то его следует строить только из плотных асфальтобетонных смесей.
При устройстве двухслойного покрытия верхний слой нужно укладывать только на свежеуплотненном нижнем слое до его остывания (с сохранением температуры нижнего слоя в пределах 20…40°С). Рекомендуется верхний и нижний слои покрытия устраивать одним общим слоем.
Подготовка асфальтобетонных заводов и дорожно-строительных машин к работе в холодное время
Для качественного и бесперебойного выпуска асфальтобетонной смеси в холодное время необходимо:
• изолировать сушильный барабан и мешалку асфальтобетонных заводов, покрывая их листовым асбестом;
• изолировать теплоизоляционными материалами паро-, газо-, битумо-, нефте- и водопроводы, а также битумные дозировочные бачки;
• обеспечить обогрев всех битумных кранов и насосов;
• обеспечить плотную обшивку горячих элеваторов, установок и утепление узла грохотов;
• бункеры для минеральных материалов утеплить и оборудовать системой паро- и электроподогрева в их нижней части;
• изолировать битумные котлы слоем топочного шлака или песка, засыпаемых в дополнительную обшивку;
• установить у топок сушильных барабанов бачки для нагрева топлива до 70…80°С перед подачей в форсунку, дополнительно подогревать топливо в расходном топливном баке; распыление топлива в форсунке необходимо осуществлять с помощью пара вместо сжатого воздуха;
• оборудовать защитными кожухами ленточные транспортеры, установленные на открытом воздухе, для предотвращения попадания снега и воды;
• в комплекте технологического оборудования АБЗ в обязательном порядке иметь накопительные бункеры объемом, равным часовой производительности смесительной установки;
• в системе управления технологическим оборудованием АБЗ следует отдавать предпочтение гидравлическим системам. В случае использования сжатого воздуха для обеспечения нормальной работы пневмоцилиндров необходимо последние заключать в кожухи с дополнительным обогревом;
• для предотвращения попадания больших смерзшихся комков минерального материала в приемные бункеры рекомендуется производить предварительное разрыхление этих материалов. Целесообразно сменный запас минеральных материалов размещать под крытыми навесами;
• утеплить кабины машинистов, пультов управления.
Для улучшения условий труда, снижения теплопотерь и повышения качества приготовления асфальтобетонных смесей, особенно в северных районах страны, целесообразно сушильный и смесительный агрегаты установок размещать в крытых помещениях, оборудованных приточно-вытяжной вентиляцией.
Перед началом работы смесителей (за 1…2 ч.) следует разогреть все битумные коммуникации (битумные насосы, краны, битумопроводы), создав условия для бесперебойной циркуляции битума в битумопроводе. Заблаговременно должны быть также прогреты сушильный барабан и мешалка.
Подготовка основания
Среди факторов, оказывающих влияние на качество строительства асфальтобетонных покрытий, особое место занимает операция подготовки основания.
Щебеночные (гравийные) основания целесообразно обработать в теплое время асфальтобетонной смесью. Смесь рассыпают на последнем этапе процесса уплотнения основания в количестве 10…15 кг/м2. Благодаря этому уменьшается поступление влаги в основание и создаются условия для его механизированной очистки.
Щебеночные (гравийные) основания можно предохранить от увлажнения заблаговременным розливом в теплую сухую погоду жидкого битума (0,5…0,6 л/м2). После этого основание должно быть закрыто для проезда.
Перед укладкой асфальтобетонной смеси поверхность основания очищают от загрязнения, снега и льда с помощью механических щеток. Уплотненный снег и лед разрыхляют специальными машинами и убирают автогрейдерами или бульдозерами. При большой толщине снега и льда (более 4…5 см) предварительную очистку рекомендуется производить в два приема: первичную - бульдозерами или рыхлителями, установленными на автогрейдерах, плужными и плужно-щеточными снегоочистителями; вторичную - автогрейдерами.
После окончания предварительной очистки основания от льда и снега в ту же смену производят россыпь химических веществ. Норму расхода химических веществ назначают в зависимости от толщины снега или льда (табл. 6). На следующий день После-россыпи химических веществ производят очистку оттаявшего льда механическими щетками из стальной проволоки укороченной длины.
Таблица 6
|
Наименование химических веществ |
Норма расхода, г/м2, при толщине снежно-ледяного слоя 1 мм и температуре воздуха, °С |
|||
|
уплотненный снег |
лед |
|||
|
-5 |
-10 |
-5 |
-10 |
|
|
Кристаллические материалы: |
|
|
|
|
|
• хлористый натрий в виде поваренной соли или технические соли сильвинитовых отвалов |
30 |
60 |
50 |
100 |
|
NaCl : CaCl 2 =92:8(88:12) |
35 |
65 |
55 |
110 |
|
• реагент ННХК |
50 |
90 |
90 |
160 |
|
Жидкие материалы: |
|
|
|
|
|
• раствор хлористого натрия (рассолы природные и искусственные или отходы производства) |
110 |
220 |
200 |
390 |
|
• растворы хлористого кальция |
100 |
170 |
170 |
300 |
|
• растворы хлористого магния |
80 |
150 |
150 |
280 |
|
• жидкий ННХК |
100 |
180 |
180 |
320 |
Примечания :
1. ННХК - смесь 80…90 % СаС12+ 10…20 % нитрата кальция.
2. Использование реагента ННКХ запрещается на участках дорог, проходящих через населенные пункты, дачные массивы и вблизи сельскохозяйственных полей.
Для обеспечения охраны окружающей среды следует применять технологию подготовки основания с использованием тепловых машин (газоструйных или с газовыми инфракрасными горелками).
Применение тепловых газоструйных машин типа ТМ-59 после предварительной очистки основания от снега и льда не требует очистки механическими щетками. Необходимо сразу включать в работу тепловую машину. Перед работой машин с инфракрасными горелками надо произвести уборку снега и льда механическими средствами и только потом просушивать поверхность основания. При этом скорость терморазогревательной машины с инфракрасными горелками должна быть равной скорости потока по строительству покрытия. Наибольший эффект нагрева основания получают, когда нагревательные панели находятся над поверхностью основания на расстоянии около 10 см.
Дистанция между асфальтоукладчиком и терморазогревателем должна составлять не более 15 м.
Перед укладкой асфальтобетонной смеси для снижения интенсивности ее охлаждения целесообразно, кроме просушивания основания на глубину не менее толщины покрытия, производить его нагрев. Эту операцию рекомендуется выполнять тепловыми машинами с газовыми горелками инфракрасного излучения типов ДЭ-234, М-4256 отечественного производства, нагревательными машинами 1000НМ и 4500НМ фирмы «Виртген», а также нагревательными машинами из комплектов «Ремиксер» и «Реформер».
Ширина панели с горелками терморазогревателя должна соответствовать ширине полосы смеси, которую укладывает асфальтоукладчик, а общая длина панелей - обеспечивать прогрев основания в течение 3…5 мин. до температуры 30…40°С. Дистанция между терморазогревателем и укладчиком должна составлять 15…20 м.
При подготовке основания из дискретных материалов в качестве одного из вариантов может рассматриваться его утолщение (не менее 8 см) до проектных отметок нагретыми до температуры 220…250°С материалами с последующим их уплотнением.
Для обеспечения сцепления покрытия с основанием производится подгрунтовка последнего розливом жидкого битума из расчета 0,5… 0,6 л/м2 или битумной прямой катионной эмульсией - 0,6…0,7 л/м2.
Особенности обеспечения теплофизической надежности технологического процесса
Одной из основных особенностей строительства асфальтобетонных покрытий в холодное время является повышенная интенсивность охлаждения смеси в технологическом процессе. Поэтому для обеспечения качества строительства необходимо особо строго соблюдать ее температурный режим.
Температура асфальтобетонной смеси, доставленной к месту укладки, в зависимости от погодных условий должна соответствовать значениям, приведенным в табл. 4. Максимально допустимое время и расстояние транспортирования смеси определяется теплотехническим расчетом ( прил. 15).
При работе в холодное время транспортировать смесь от АБЗ к асфальтоукладчикам следует большегрузными автомобилями-самосвалами, оборудованными системами обогрева кузовов. Для сохранения тепла смесь необходимо в обязательном порядке укрывать теплоизоляционными матами, брезентом.
Максимально допустимое время операции уплотнения смеси определяется теплотехническим расчетом ( прил. 22).
С целью увеличения резерва времени для эффективного уплотнения смеси рекомендуется применять менее вязкие битумы, а также ПАВ и низкомолекулярные сополимеры.
После 2…3 проходов по следу скорость остывания смеси снижается. Для увеличения допустимого времени уплотнения смеси целесообразно использовать брезентовый полог длиной 5 м в месте выхода смеси из асфальтоукладчика. Это позволяет увеличить время эффективного уплотнения в 1,10…1,15 раза.
На основании расчетной продолжительности технологического процесса устройства асфальтобетонного покрытия назначают темп строительства и состав машинно-дорожного отряда. В прил. 24 приведены ориентировочные режимы работы машинно-дорожных отрядов и параметры потока строительства асфальтобетонных покрытий в зависимости от максимально допустимого времени укладки и уплотнения смеси.
Операционный контроль качества технологического процесса строительства асфальтобетонных покрытий в холодное время производится аналогично условиям производства работ в теплое время (§ 3.11, 4.3, 5.6). Качество асфальтобетонного покрытия, построенного в холодное время, должно быть не ниже, чем в теплое время.
7. ТЕХНОЛОГИЧЕСКИЕ ДЕФЕКТЫ АСФАЛЬТОБЕТОННЫХ СЛОЕВ: ОПИСАНИЕ, ПРИЧИНЫ И СПОСОБЫ ПРЕДУПРЕЖДЕНИЯ
Дефекты асфальтобетонных слоев покрытия можно разделить на 2 группы:
а) связанные с техническим состоянием, регулировкой и применением оборудования;
б) вызванные свойствами асфальтобетонной смеси.
На рис. 7 знаком «•» помечены дефекты, связанные с оборудованием, а знаком «о» - дефекты, обусловленные свойствами смеси. Если причиной дефекта являются технологические свойства смеси, то она обычно устраняется внесением изменений в состав смеси или в операции ее приготовления, хранения и транспортирования. Некоторые дефекты могут быть одновременно связаны с оборудованием и свойствами смеси. Выделить их в приоритетном порядке затруднительно.
7.1. ПОВЕРХНОСТНЫЕ ВОЛНЫ
Описание. На поверхности асфальтобетонного слоя могут появиться короткие и длинные волнообразные неровности. Короткие волны могут отстоять друг от друга на расстоянии от 30 до 90 см, а наиболее часто от 45 до 60 см. Длинные волны отстоят друг от друга на гораздо большее расстояние.
Волнистая поверхность асфальтобетонного слоя может иметь внешний вид, напоминающий стиральную доску. Расстояние между волнами на такой поверхности обычно менее 7…10 см.
Дефекты
1 - волнистая поверхность - короткие волны;
2 - волнистая поверхность - длинные волны;
3 - разрыв покрытия по всей ширине;
4 - разрыв покрытия в середине;
5 - разрыв покрытия по краям;
6 - неоднородная текстура покрытия;
7 - следы от выглаживающей плиты;
8 - неровность покрытия;
9 - поверхностные тени;
10 - недостаточное предварительное уплотнение;
11 - некачественный продольный стык;
12 - некачественный поперечный стык;
13 - поперечные трещины;
14 - сдвиг покрытия при уплотнении катком;
15 - «жирные» пятна на поверхности покрытия;
16 - следы катка;
17 - недостаточное уплотнение покрытия.
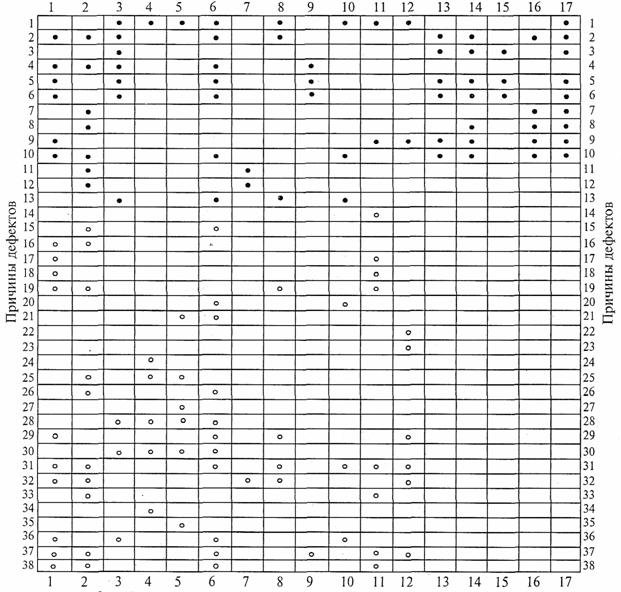
Рис. 7. Технологические дефекты асфальтобетонного слоя и их причины
Причины дефектов:
1 - низкая температура смеси;
2 - температурная неоднородность смеси;
3 - смесь содержит влагу;
4 - сегрегация смеси (разделение);
5 - нерациональный состав смеси по битуму;
6 - неверный состав смеси по заполнителю;
7 - стояние катка на горячем покрытии;
8 - быстрое изменение направления движения катка;
9 - неправильный процесс укатки;
10 - некачественная подготовка основания;
11 - неправильное взаимодействие самосвала с асфальтоукладчиком;
12 - самосвал толкает асфальтоукладчик;
13 - для смеси с крупным заполнителем неверно завышена толщина слоя;
14 - дефект выполнения перекрытия полос в области стыка;
15 - длительный простой оборудования вследствие задержки автосамосвалов;
16 - неправильно выбран контрольный уровень продольного уклона;
17 - щуп датчика продольного уклона «подпрыгивает», перемещаясь по контрольному уровню продольного уклона;
18 - неправильно настроено устройство контроля за продольным уклоном;
19 - неправильно смонтирован контрольный уровень продольного уклона;
20 - вибраторы работают с малой частотой;
21 - неправильно установлены уширители выглаживающей плиты;
22 - слишком короткие стартовые колодки выглаживающей плиты;
23 - неправильная установка выглаживающей плиты в исходное положение;
24 - рамки толкателя износились или установлены с ошибкой;
25 - неверно установлены створки питателя;
26 - приемный бункер во время смены самосвалов опустошается;
27 - низко установлена кромка отражающего щита;
28 - выглаживающая плита не прогрета;
29 - опорные пластины выглаж. плиты неплотно прикреплены к каркасу;
30 - опорные пластины выглаживающей плиты износились или покоробились;
31 - цилиндры подъема выглаж. плиты не установлены в плавающем положении;
32 - недопустимые люфты в механическом соединении выглаж. плиты;
33 - неправильная регулировка механизма контроля толщины слоя;
34 - малый радиус закругления передней части выглаживающей плиты;
35 - увеличенный радиус закругления передней части выглаживающей плиты;
36 - недопустимо большая скорость движения асфальтоукладчика;
37 - перегружен шнек питателя;
38 - нестабильность давления смеси на выглаживающую плиту.
Причины дефекта. Основной причиной возникновения коротких волн на поверхности слоя является неравномерное давление смеси на выглаживающую плиту, вызванное неравномерной подачей смеси пластинчатыми питателями к шнекам. Если смесь подается в шнековую камеру периодически то в избыточном (шнеки полностью закрыты), то в недостаточном количестве (видна нижняя часть лопастей шнека), соответственно будет меняться давление на выглаживающую плиту, и в результате она то поднимается, то опускается под воздействием меняющегося давления смеси.
Другой причиной появления коротких волн может быть изношенность шарнирных сочленений выглаживающей плиты. Например, повышенный люфт в механизме регулировки положения плиты. Помимо этого, короткие волны могут быть вызваны неправильным монтажом или настройкой чувствительности датчика автоматического контроля за продольным уклоном, а также неправильно выбранным контрольным уровнем продольного уклона. Причина может быть также связана с использованием подвижного контрольного уровня (типа «плавающая балка»), который «подпрыгивает» при движении асфальтоукладчика, или тем, что водитель самосвала нажимает тормоз, когда асфальтоукладчик взаимодействует с самосвалом.
Короткие волны могут быть также вызваны неоднородностью состава и нестабильностью свойств смеси, особенно если жесткость смеси изменяется (из-за неоднородности ее температуры или крупности заполнителя). При изменении жесткости смеси соответственно меняются и силы, действующие на выглаживающую плиту. В результате плита то приподнимается, то опускается, формируя при этом волнистый слой. И наконец, если подобран нерациональный состав смеси, завышена ее температура и (или) содержание влаги, то катки будут сдвигать такую смесь в процессе укатки. Наиболее часто короткие волны на асфальтобетонном слое появляются не в процессе укатки, а в результате неправильной работы асфальтоукладчика или нестабильной жесткости смеси.
Длинные волны могут появляться на асфальтобетонном слое по тем же причинам, что и короткие. Например, изменение количества смеси, подаваемого к выглаживающей плите, или подача смеси с изменяющейся жесткостью приводит к изменению давления на выглаживающую плиту, в результате чего она создает «волну» в формируемом покрытии. Если появление очередной длинной волны можно соотнести с периодичностью смены самосвалов, то ее причиной может быть неправильная установка заслонки питателя асфальтоукладчика в приемном бункере или опустошение бункера и пластинчатого конвейера к моменту разгрузки очередного самосвала. Кроме того, причинами появления длинных волн могут быть неудовлетворительное техническое состояние и неправильная работа выглаживающей плиты (например, в результате частой ручной регулировки толщины слоя с помощью рукояток), а также неправильно смонтированное устройство автоматического контроля за продольным уклоном. Длинная волна может появляться и в случае использования контрольного уровня продольного уклона в виде копирной струны, провисающей между опорами. Нерациональная работа самосвалов также является одной из причин возникновения длинных волн: самосвал давит кузовом на приемный бункер или водитель нажимает на тормоз, когда асфальтоукладчик контактирует с самосвалом. Причиной может быть также волнообразная поверхность нижнего слоя. В этом случае длинные волны будут повторять волны нижнего слоя.
Длинные волны могут также появляться в местах, где катки меняют направление движения. Дефект возникает особенно часто при укладке асфальтобетонных слоев повышенной толщины (более 10 см) и усиливается, если применяется песчаная смесь. В этом случае появление длинной волны обусловлено сдвигом смеси, возникающим впереди катка.
Длинные волны могут возникать вследствие сегрегации смеси, проявляющейся при загрузке приемного бункера очередным самосвалом, или вследствие изменения температуры смеси. В результате силы, действующие на выглаживающую плиту меняются и выглаживающая плита формирует волнистую поверхность. Уплотняющее оборудование также может создавать волнистое покрытие, если машинист катка будет резко менять направление движения.
Внешний вид асфальтобетонного покрытия, напоминающий стиральную доску, обычно обусловлен нерациональным режимом работы виброкатка. Дефект «стиральная доска» проявляется в большей мере, если каток производит укатку на высокой скорости при частоте вибрации менее 2400 оборотов в минуту.
Предупреждение дефекта. Самым важным показателем, который следует контролировать во избежание появления коротких волн, является поддержание стабильности количества смеси, подаваемого к выглаживающей плите, обеспечивая на нее равномерное давление смеси. Кроме того, необходимо, чтобы жесткость смеси, которая зависит от температуры и ее состава, поддерживалась на стабильном уровне. Количество смеси, подаваемое к выглаживающей плите, контролируется регулировкой положения заслонок питателей в приемном бункере и посредством непрерывного поддержания пластинчатых конвейеров и шнековых питателей в рабочем режиме, пока асфальтоукладчик движется вперед. Жесткость смеси должна быть обеспечена в процессе ее приготовления поддержанием в установленных пределах температуры смеси, погрешностей дозирования заполнителя и битума. Необходимо помнить, что любые факторы, оказывающие влияние на объем или жесткость смеси, подаваемой к выглаживающей плите, могут вызвать появление коротких волн на поверхности покрытия.
Чтобы проверить, не является ли причиной появления волнистой поверхности устройство автоматического контроля за продольным уклоном, надо отключить его и установить, будут ли после этого вновь появляться волны. Необходимо также проверить провисание копирной струны между опорами (если она применяется) в то время, когда щуп датчика скользит по струне, посредством обратного нивелирования.
Если дефект «стиральной доски» обусловлен неправильной работой виброкатка, необходимо отрегулировать амплитуду и частоту колебаний и (или) изменить скорость катка. Данный вопрос подробно рассмотрен в § 5.5.
7.2. РАЗРЫВЫ
Описание. Возникают три вида разрывов асфальтобетонного слоя (или сдвигов смеси выглаживающей плитой асфальтоукладчика): в середине полосы укладки, по краям и по всей ширине. Разрывы слоя обычно обусловлены низким техническим состоянием или неправильной работой асфальтоукладчика, пониженной температурой смеси, а также зерновым составом (если толщина слоя в плотном теле менее чем в полтора раза превышает максимальный размер зерен заполнителя).
Причины дефекта. Выглаживающая плита асфальтоукладчика имеет неправильный поперечный профиль, который необходимо отрегулировать. Появление разрывов позади выглаживающей плиты чаще всего обусловлено нерациональным соотношением поперечного профиля передней и задней частей выглаживающей плиты. Разрыв или открытая структура слоя в середине полосы укладки может быть следствием неточности регулировки профиля передней части выглаживающей плиты асфальтоукладчика. И наоборот, разрыв по внешним краям слоя обычно бывает следствием излишней регулировки профиля передней части выглаживающей плиты. Для большинства смесей поперечный профиль передней части выглаживающей плиты асфальтоукладчика должен быть слегка большим, чем его задней части. Если это соотношение подобрано правильно, то выглаживающая плита будет формировать ровный слой по всей ширине.
Разрыв слоя в середине шириной от 15 до 20 см может быть обусловлен недостаточным количеством асфальтобетонной смеси (ниже центра шнекового вала) в середине шнековой камеры. Это происходит, когда к выглаживающей плите подается малое количество смеси. Причиной появления такого дефекта может быть износ или неправильная установка противоположно направленного шнека или лопастей на конце шнекового вала, которые предназначены для подачи смеси под передаточный механизм, расположенный в центре.
Боковые разрывы могут быть обусловлены неправильной установкой заслонок питателя бункера или уширителей выглаживающей плиты.
Разрыв слоя по всей ширине полосы укладки может появиться вследствие нескольких причин: искривление или износ опорных пластин выглаживающей плиты; скорость движения асфальтоукладчика слишком велика для толщины укладываемой смеси; максимальный размер зерен заполнителя велик по отношению к толщине укладываемого слоя; низкая температура смеси, особенно если при этом выглаживающая плита холодная.
Предупреждение дефекта. Постоянные разрывы в середине или по краям полосы укладки могут быть устранены с помощью регулировки соотношения поперечных профилей передней и задней частей выглаживающей плиты. Если такая регулировка не поможет устранить разрывы, то необходимо изменить ее. Разрыв полосы по всей ширине можно предупредить прогреванием выглаживающей плиты перед началом укладки, повышением температурной однородности смеси, заменой изношенных или покоробившихся опорных пластин выглаживающей плиты; увеличением толщины слоя в плотном теле настолько, чтобы она как минимум в полтора раза превышала максимальный размер зерен заполнителя.
7.3. НЕОДНОРОДНОСТЬ ТЕКСТУРЫ
Описание. Неоднородность текстуры покрытия выражается в неоднородном внешнем виде поверхности. Небольшие неравномерности обусловлены наличием крупных зерен заполнителя в поверхностном слое. Мелкозернистые и песчаные смеси позволяют получить покрытие с более равномерной текстурой, нежели крупнозернистые смеси с большим содержанием крупного заполнителя.
Причины дефекта. На способность асфальтоукладчика создавать слой с однородной текстурой влияют несколько факторов. Неравномерность процесса подачи смеси к выглаживающей плите создает неравномерность количества смеси, попадающей под выглаживающую плиту, что способствует формированию слоя с неоднородной текстурой. Причиной может явиться и неудовлетворительное техническое состояние выглаживающей плиты, включая работу изношенных или прослабленных в местах крепления опорных пластин выглаживающей плиты, неправильная установка уширителей выглаживающей плиты или пониженная частота ее вибрации. Кроме того, неоднородная текстура может быть вызвана низкой температурой смеси, в особенности при холодном состоянии выглаживающей плиты.
Когда толщина слоя в уплотненном состоянии менее чем в полтора раза превышает максимальный размер зерен заполнителя, может происходить разрыв укладываемого слоя и образование неоднородной текстуры поверхности.
Недостаточно уплотненное основание также может привести к изменениям в текстуре поверхности покрытия. Сегрегация смеси или неправильное обращение со смесью при ее приготовлении, загрузке, перевозке, выгрузке или укладке также оказывает влияние на неравномерность поверхностной текстуры покрытия. На появление этого дефекта влияет тот же фактор, который вызывает неоднородность самой смеси - превышение допустимой погрешности дозирования заполнителя и битума.
Предупреждение дефекта. Множественность причин неоднородной текстуры покрытия обуславливает вариантность предупреждения этого дефекта. Прежде всего необходимо контролировать работу асфальтоукладчика в части равномерности подачи смеси к выглаживающей плите. Толщина укладываемого слоя в уплотненном состоянии как минимум в полтора раза должна превышать максимальный размер зерен заполнителя, а на стадии подбора состава смеси следует обеспечить ее удобоукладываемость.
7.4. СЛЕДЫ ОТ ВЫГЛАЖИВАЮЩЕЙ ПЛИТЫ
Описание. Следы от выглаживающей плиты - это поперечные вмятины в асфальтобетонном покрытии. Они возникают при остановке асфальтоукладчика для выгрузки очередного самосвала. В зависимости от свойств смеси следы могут быть едва заметными и очень глубокими. Следы от выглаживающей плиты могут также возникать в продольном направлении в случае применения жестких уширителей или раздвижных секций выглаживающей плиты.
Причины дефекта. Существует несколько причин возникновения следов от выглаживающей плиты. Одна из них - недопустимый зазор в соединении выглаживающей плиты с шасси. Если причина в этом, то следы от выглаживающей плиты будут появляться каждый раз, когда асфальтоукладчик останавливается. Другая причина - неправильная регулировка положения выглаживающей плиты, когда она движется, опираясь на свою заднюю кромку. Еще одной причиной возникновения следов от выглаживающей плиты могут быть толчки асфальтоукладчика самосвалом, когда он подъезжает на вызгрузку, и (или) вследствие того, что водитель самосвала нажимает на тормоз, когда асфальтоукладчик толкает самосвал. На пластичной смеси следы будут более заметными, особенно в случаях, когда применяется тяжелая выглаживающая плита с выдвижными секциями или с несколькими жесткими уширителями.
Продольные следы от выглаживающей плиты связаны с неправильной установкой уширителей. Их угол атаки должен быть таким же, как и у выглаживающей плиты. Если жесткие уширители установлены на большей высоте над поверхностью, чем выглаживающая плита, то продольный след будет оставлять место стыковки уширителя с выглаживающей плитой. Если применяются выдвижные секции, то при их неправильной установке на асфальтобетонном покрытии могут появиться две продольные полосы по концам выглаживающей плиты и (или) у внутренней кромки уширителей, расположенных с каждой стороны выглаживающей плиты.
Предупреждение дефекта. Если поперечные следы появляются вследствие изношенности механического соединения выглаживающей плиты с асфальтоукладчиком или неправильной установки самой выглаживающей плиты, то необходимо произвести ремонт. Если следы от выглаживающей плиты обусловлены тем, что самосвал толкает асфальтоукладчик, то операцию выгрузки асфальтобетонной смеси необходимо откорректировать. После того, как асфальтоукладчик соприкоснется с самосвалом, водитель должен пользоваться тормозами только для удержания самосвала в контакте с роликами асфальтоукладчика.
Появление следов от выглаживающей плиты на покрытии можно предотвратить, особенно при укладке пластичных смесей, движением асфальтоукладчика при выгрузке самосвала без остановок. Однако рекомендуется останавливать асфальтоукладчик при смене самосвалов. При этом остановку и возобновление движения асфальтоукладчика необходимо производить как можно быстрее. В противном случае машинист асфальтоукладчика может выработать содержимое приемного бункера в период смены самосвалов, в результате чего снизится давление смеси на выглаживающую плиту и повысится вероятность сегрегации смеси при каждой смене самосвалов. Продольные следы, обусловленные неправильной высотой подъема уширителей выглаживающей плиты, можно устранить путем регулировки положения каждого уширителя по отношению к выглаживающей плите. При этом следует отрегулировать высоту и угол атаки уширителей.
7.5. НЕРОВНОСТЬ ПОКРЫТИЯ
Описание. При регулировке толщины формируемого слоя с помощью рукояток устройства контроля толщины увеличивается или уменьшается угол атаки выглаживающей плиты. По мере продвижения асфальтоукладчика вперед выглаживающая плита соответственно перемещается вверх или вниз до тех пор, пока не будет достигнуто равновесие сил формирования слоя новой толщины. Если выглаживающая плита не будет реагировать на регулировку, машинист асфальтоукладчика не сможет изменить толщину укладываемого слоя.
Выглаживающая плита, не реагирующая на регулировку толщины, теряет свою способность самовыравнивающего действия. Она не может регулировать количество смеси, укладываемое в пониженных и возвышенных местах.
Таким образом, исходя из принципа работы плавающей выглаживающей плиты, асфальтоукладчик теряет одну из основных функций - способствовать самовыравниванию выглаживающей плиты для обеспечения ровности асфальтобетонного слоя.
Причины дефекта. Неправильная реакция выглаживающей плиты возникает при высокой скорости движения асфальтоукладчика. Отсутствие реакции выглаживающей плиты может быть вызвано тем, что она опирается на цилиндры подъема, которые не были установлены в плавающее положение, или ослаблением механического соединения в устройстве регулировки толщины формируемого слоя. Помимо этого, если используется устройство автоматического контроля за продольным уклоном, причиной отсутствия реакции выглаживающей плиты может быть неправильное расположение датчика. Если максимальный размер зерен заполнителя в смеси велик в сравнении с толщиной укладываемого слоя, то выглаживающая плита будет опираться на них и тащить их за собой. В результате выглаживающая плита не в состоянии изменить свой угол атаки и, следовательно, реагировать на регулировку с помощью рукоятей устройства контроля толщины слоя.
Неоднородность температуры смеси также приводит к этому дефекту, так как связанная с нею жесткость смеси постоянно будет изменять баланс сил, действующих на выглаживающую плиту, которая, в свою очередь, стремится восстановить их равновесие.
Предупреждение дефекта. Асфальтоукладчик и его выглаживающую плиту необходимо поддерживать в надлежащем рабочем состоянии. Датчик устройства автоматического контроля за продольным уклоном должен быть расположен или у точки подвески тягового бруса, или за точкой оси поворота выглаживающей плиты. Датчик должен быть смонтирован на расстоянии 1/3 длины тягового бруса. Если текстура смеси однородна, что указывает на правильное соотношение между толщиной слоя и максимальным размером зерен заполнителя, то выглаживающая плита будет в состоянии реагировать на регулировку с помощью рукоятей устройства контроля толщины слоя, а следовательно, обеспечивать ровность покрытия.
7.6. ПОВЕРХНОСТНЫЕ ТЕНИ
Описание. Поверхностные тени - это темные участки, появляющиеся на поверхности асфальтобетонного покрытия. В большинстве случаев поверхностные тени не видны до тех пор, пока по дороге не начинается интенсивное движение транспорта и часть битумной пленки не будет стерта колесами машин. Поверхностные тени можно увидеть при определенном солнечном освещении. Например, когда солнце находится низко над горизонтом. Однако в некоторых случаях тени заметны и во время укладки асфальтобетонной смеси. Такие тени, как правило, исчезают после уплотнения покрытия катками. Поверхностные тени могут располагаться как по всей ширине покрытия, так и по его части.
Причины дефекта. Основной причиной появления поверхностных теней является перегрузка шнековой камеры асфальтоукладчика. Если количество материала, подаваемого в шнековую камеру, полностью закрывает шнеки, то на выглаживающую плиту будут действовать постоянно меняющиеся силы. Промежутки между поверхностными тенями обычно соответствуют циклам включения-выключения шнековых питателей при избыточной подаче смеси. Каждый раз, когда шнековая камера переполняется смесью, на поверхности слоя начинают образовываться тени, которые впоследствии появятся и на поверхности покрытия.
Если конструкцией асфальтоукладчика предусмотрена возможность регулирования расстояния между выглаживающей плитой и самоходным шасси, то болтовое крепление на тяговом брусе разъединяют и продвигают шасси вперед. Выглаживающая плита при этом занимает неподвижное положение на асфальтобетонном слое. Обычно количество теней увеличивается, когда выглаживающая плита расположена на самом большом расстоянии от шасси, а в шнековую камеру поступает избыточное количество смеси и камера ею переполняется.
Поверхностные тени появляются в результате небольшого повышения плотности смеси, связанного с пуском шнековых питателей, работающих в режиме пуск-остановка, когда происходит увеличение подачи смеси под выглаживающую плиту. С тенями не связано какое-либо изменение в поверхностной текстуре укладываемого слоя.
Предупреждение дефекта. Если причиной появления поверхностных теней является перегрузка смесью шнековой камеры, то во избежание их появления необходимо отрегулировать подачу смеси пластинчатыми питателями путем изменения положения регулировочных заслонок. Оптимальным количеством смеси считается такой уровень, при котором шнеки погружены в смесь до середины шнекового вала.
Кроме того, необходимо отрегулировать частоту включения и отключения шнеков, если она превышает пять циклов в минуту.
Для стабилизации положения выглаживающей плиты и исключения образования поверхностных теней целесообразно уменьшить расстояние между ее передней кромкой и шасси асфальтоукладчика.
7.7. НЕДОСТАТОЧНОЕ ПРЕДВАРИТЕЛЬНОЕ УПЛОТНЕНИЕ
Описание. После прохода асфальтоукладчика может иметь место недостаточное предварительное уплотнение слоя смеси. Этот технологический дефект проявляется в том, что слой смеси не выдерживает уплотняющего воздействия и каток в нем «тонет».
Причины дефекта. Недостаточное предварительное уплотнение обычно связано с высокой скоростью движения асфальтоукладчика; неправильным соотношением амплитуды колебания трамбующего бруса и толщиной укладываемого слоя; снижением температуры смеси в зоне ее уплотнения; низкой жесткостью основания, на которое укладывается смесь.
Предупреждение дефекта. Рациональной считается такая скорость движения асфальтоукладчика, при которой его трамбующий брус совершает 4…6 силовых воздействий (ударов) по одному следу отпечатка подошвы бруса.
Выбор амплитуды колебания уплотняющего оборудования укладчика следует соотносить с толщиной укладываемого слоя: чем тоньше слой, тем меньше амплитуда, и наоборот. Рациональная частота колебаний бруса зависит от типа уплотняемой смеси (см. табл. 5.2).
Правильное техническое обслуживание уплотняющего оборудования укладчика также способствует увеличению его уплотняющей способности (см. табл. 5.4).
7.8. НЕКАЧЕСТВЕННОСТЬ СТЫКОВ
Описание. При неправильном поперечном соединении полос на поверхности стыка появляется возвышение и (или) впадина. Некачественные продольные стыки соседних полос, уложенных асфальтоукладчиком, могут иметь разный уровень полос. Поверхность в области продольного стыка нередко бывает уплотнена сильнее, поэтому она может располагаться в сравнении с остальным покрытием ниже.
Причины дефекта и их предупреждение. Основным приемом получения качественного продольного стыка является применение стартовых колодок для выглаживающей плиты, устанавливаемых с «холодной» стороны стыка, при возобновлении укладки новой полосы. Толщина стартовых колодок должна соответствовать толщине вновь укладываемого слоя. Другим приемом, обеспечивающим правильное соединение, является минимальное разравнивание смеси в области стыка, выполняемое только в целях его формирования. И наконец, уплотнение стыка следует стремиться производить только в поперечном направлении.
Основным условием получения хорошего продольного соединения полос является ширина наложения новой полосы на ранее уложенную. Если ширина перекрытия не превышает 2…4 см, то разравнивание смеси будет минимальным и уплотняющее оборудование сможет уплотнить стык надлежащим образом.
7.9. РАСТРЕСКИВАНИЕ
Описание. Растрескивание асфальтобетонного покрытия заключается в появлении на его поверхности поперечных трещин, обычно имеющих длину от 2 до 10 см, глубину от 1 до 1,5 см и отстоящих друг от друга на 2…7 см. Эти трещины обычно незаметны во время укладки асфальтобетонного слоя. Они могут проявиться после нескольких проходов катка, когда плотность слоя приближается к стандартному значению. Наиболее часто появляются трещины в случае применения для предварительной укатки катка статического действия. Крайне редко трещины появляются при использовании для предварительной укатки катка на пневматических шинах. Однако в случае «пластичных» смесей, если для их предварительной укатки применяют пневмокаток, промежуточную укатку выполняет каток статического действия, а температура слоя еще высокая, то под действием стального вальца могут появиться трещины.
Причины дефекта. Растрескивание возникает из-за двух основных причин: избыточной деформации смеси под уплотняющим средством вследствие малой жесткости основания и повышенного содержания в смеси жидкой фазы (битума и воды). При избыточном количестве жидкой фазы смесь «ползет» под уплотняющим оборудованием. Часто причиной появления поперечных трещин является нерациональный зерновой состав смеси: излишек зерен среднего размера (0,63 и 1,25 мм) и недостаток мелких фракций (0,315 и 0,14 мм), а вследствие малой остаточной пористости недостаточно места для битума. Увеличение количества мелких фракций заполнителя в смеси также делает смесь пластичной. Смеси с зерновым составом, имеющим малую остаточную пористость асфальтобетона, обычно бывают более пластичными и сдвигаются под действием усилия катков вибрационного или статического действия. Кроме того, причиной появления трещин могут быть особенности поверхностной структуры заполнителя, содержание в нем дробленых частиц и количество пыли, покрывающей зерна.
Растрескивание поверхности будет еще большим, если в дополнение к нерациональному составу смеси укатка будет производиться при температуре слишком высокой для определенной марки битума.
Существует и ряд второстепенных факторов, вызывающих поверхностное растрескивание. Так, например, причиной может стать перегрев смеси на асфальтобетонном заводе. Растрескивание может быть связано с неправильной технологией укатки: укатка на высоких скоростях; быстрая остановка, резкие повороты катков на горячем покрытии; излишнее количество проходов в промежуточный период укатки или проведение заключительного периода укатки в то время, когда покрытие еще имеет высокую температуру. Растрескиванию также способствует слабое сцепление между асфальтобетонным слоем и основанием вследствие его загрязнения или недостаточной подгрунтовки.
Предупреждение дефекта. Так как растрескивание главным образом связано с технологическими свойствами смеси, то оперативным способом изменения свойств смеси является уменьшение содержания битума или содержания влаги в заполнителе просушиванием. Кроме того, можно попытаться понизить верхний уровень температуры приготовления смеси. Иные изменения свойств смеси требуют большего времени и затрат. Например, понижение содержания мелких фракций заполнителя или изменение зернового состава с целью увеличения остаточной пористости асфальтобетона. Корректировку состава смеси следует производить очень осторожно, чтобы не ухудшить требуемое качество асфальтобетона.
Можно принять корректирующие меры и в случае, когда растрескивание вызвано уплотняющим оборудованием. Для этого можно сменить тип катка. Если смесь является пластичной из-за избыточного содержания жидкой фазы, нерационального зернового состава или недостаточной остаточной пористости асфальтобетона, то можно применить способ укатки смеси при пониженной температуре, позволяющий избежать растрескивания поверхности укатываемого слоя. В этом случае начало укатки задерживают во времени для снижения температуры слоя, чтобы вязкость смеси повысилась. В результате смесь станет более жесткой и перестанет сдвигаться под катками. Однако задержка с началом укатки соответственно уменьшит время возможного достижения требуемой плотности покрытия. Достаточно проблематично уплотнить пластичную смесь без поверхностного растрескивания и обеспечить требуемую плотность покрытия.
В зависимости от причины пластичности смесей некоторые из них все же можно уплотнить надлежащим образом при более низких температурах. Иногда, вследствие особых свойств заполнителя и битума в смеси, диапазон температур, при которых уплотнение возможно, сдвигается в сторону более низких температур. Это означает, что расстояние между асфальтоукладчиком и катком увеличивается и, таким образом, образуется дополнительное время на остывание смеси перед началом укатки. Применимость данного способа предупреждения появления трещин определяется двумя обстоятельствами: исключением растрескивания или значительным снижением их количества и получением требуемой плотности при укатке. Для определения режима уплотнения необходимо произвести пробную укатку смеси.
Возможными вариантами предупреждения дефекта являются замена типа катка и изменение схемы укатки. Если для предварительной укатки применяется каток статического действия с жесткими вальцами, его следует заменить катком на пневматических шинах или катком вибрационного действия. На некоторых пластичных смесях растрескивание может происходить даже в том случае, когда первоначальную укатку производит пневмокаток или каток вибрационного действия, а промежуточную - каток статического действия с жесткими вальцами. Некоторые преимущества в отношении снижения растрескивания можно получить, применяя для промежуточной или заключительной укатки каток на пневматических шинах. Однако в общем случае большей эффективности и производительности достигают, применяя для предварительной укатки каток на пневматических шинах, так как он практически не вызывает растрескивания поверхности укатываемого слоя.
Может оказаться, что ни один из оговоренных вариантов решения не устраняет растрескивание. Каждая смесь имеет собственную удобоуплотняемость: некоторые пластичные смеси создают растрескивание в очень широком диапазоне температур, даже при низкой температуре; другие смеси растрескиваются только при высоких температурах укатки. Во всяком случае все смеси, имеющие нестабильную внутреннюю структуру, будут растрескиваться под катком с гладкими вальцами. Поэтому принципиальным решением является изменение состава таких смесей.
7.10. СДВИГ СЛОЯ ПРИ УПЛОТНЕНИИ КАТКОМ
Описание. Сдвиг асфальтобетонного слоя представляет собой смещение смеси в продольном направлении. В большинстве случаев сдвиг покрытия сопровождается значительным повышением плотности слоя при первоначальной укатке, особенно если его уплотняет каток статического действия с гладкими вальцами. Сдвиг покрытия может сопровождаться поверхностным растрескиванием, если для укладки применялась пластичная смесь с нерациональным зерновым составом заполнителя или избыточным содержанием жидкой фазы. И наконец, сдвиг покрытия может произойти в местах, где каток меняет свое направление движения на противоположное.
Причины дефекта. Сдвиг обусловлен, в первую очередь, свойствами смеси. Нестабильность смеси может быть вызвана теми же факторами, которые вызывают растрескивание: избыточным содержанием жидкой фазы, нерационально подобранным зерновым составом заполнителя (повышенное содержание мелких фракций), свойствами заполнителя или слишком высокой температурой слоя во время укатки. Сдвиг часто происходит в случае укладки песчаных смесей слоем толщиной более 4,0 см при высокой температуре. Слои повышенной толщины имеют большую склонность к сдвигу, чем более тонкие с тем же самым размером зерен.
Сдвиг покрытия также может быть обусловлен нерациональной работой катков, особенно в случаях, когда они резко меняют направление движения на противоположное. Если каток вибрационного действия работает с высокой скоростью и промежутки между вибрационными ударами увеличиваются, то асфальтобетонное покрытие может приобрести вид «стиральной доски», на которой расстояние между выпуклостями представляет длину промежутка между циклами вращения эксцентрикового вала вибратора. Дефекты типа «стиральная доска» и сдвиг покрытия более вероятны при работе виброкатка с нормальной частотой, но движущегося с высокой скоростью, а также когда возмущающая сила вибратора увеличивается. Если для предварительной укатки применяется каток на пневматических шинах с высоким давлением в шинах, то смесь может сдвигаться под ним в продольном направлении. Сдвиг слоя может происходить под катком любого типа, если он работает в форсированном режиме.
Еще одной возможной причиной сдвига слоя может стать избыток подгрунтовки, которая проникает в асфальтобетонную смесь. Аналогичной причиной может стать проникновение в смесь избыточного количества битума, просочившегося из нижележащего слоя. Сдвиг также может произойти и в тех случаях, когда поверхность основания не очищена от загрязнения.
Предупреждение дефекта. Улучшить сдвигоустойчивость слоя под воздействием катков можно повышением внутренней стабильности смеси, например, за счет снижения содержания в ней жидкой фазы. Однако корректировать состав смеси можно только после проверки влияния, оказываемого снижением жидкой фазы на механические свойства. Улучшить смесь можно путем повышения внутреннего трения между частицами заполнителя. Для этого повышают щебенистость смеси или содержание дробленых частиц. Более пластичные смеси необходимо укладывать при более низких температурах, допускающих их укатку до требуемой плотности.
Во избежание сдвига слоя в процессе укатки следует правильно использовать уплотняющее оборудование. Если поверхность основания загрязнена, то ее необходимо очистить и подгрунтовать.
7.11. «ЖИРНЫЕ» ПЯТНА НА ПОВЕРХНОСТИ ПОКРЫТИЯ
Описание. «Жирные» пятна на асфальтобетонном покрытии представляют собой участки поверхности, на которую просочился битум. Такие пятна могут располагаться на поверхности как в произвольном порядке, так и в виде достаточно правильного рисунка. Миграция битума на поверхность происходит в жаркую погоду под воздействием движущегося транспорта. Она обычно проявляется на полосе наката в виде продольной полосы.
Причины дефекта. В первую очередь «жирные» пятна могут быть вызваны избыточностью жидкой фазы смеси. Зачастую этот дефект возникает при использовании смеси, содержащей избыточное количество песка, или смеси, содержащей заполнитель с высокой пористостью. В последнем случае, если влага не полностью удалена из заполнителя в процессе сушки минерального заполнителя смеси, то она, испаряясь, подтянет битум во время укладки слоя. «Жирные» пятна появляются и в тех случаях, когда смесь приготавливается из увлажненных заполнителей.
Этот эффект обусловлен несколькими причинами. Во-первых, это избыточное содержание жидкой фазы в составе смеси (битума и/или воды). Под действием транспорта избыточная влага и битум будут мигрировать к поверхности покрытия. Явление миграции обычно наблюдается в жаркую погоду, когда вязкость битума наименьшая. Миграция происходит в первые дни эксплуатации дороги, когда в смеси все еще содержится влага, а вязкость вяжущего относительно низкая. Во-вторых, миграция жидкой фазы может быть связана с недостаточной остаточной пористостью асфальтобетона.
Еще одной возможной причиной миграции битума является состояние существующего покрытия, на которое укладывается слой смеси. Если покрытие содержит избыточное количество битума или мастики, используемой для заполнения трещин и стыков, то часть этих материалов может впоследствии мигрировать на поверхность покрытия. Кроме того, если поверхность основания подгрунтована избыточным количеством вяжущего, то оно также может мигрировать. Предупреждение дефекта. В асфальтобетонной смеси может содержаться значительное количество влаги, что впоследствии может обусловить появление «жирных» пятен на поверхности уложенного слоя или миграцию битума в жаркую погоду под воздействием движущегося транспорта. Поэтому важно применять для изготовления смеси только сухой заполнитель, обеспечивая приготовление смеси с содержанием влаги, не превышающим 0,5 %. Особо тщательно следует просушивать заполнитель, имеющий высокую влагопоглощающую способность. Причины миграции избыточного битума на поверхность покрытия можно предотвратить снижением содержания битума, учетом такой характеристики смеси, как остаточная пористость асфальтобетона. Однако миграцию, усложненную эффектом образования продольной полосы, можно устранить, только полностью изменив состав смеси, уделяя при этом особое внимание величине остаточной пористости асфальтобетона.
7.12. СЛЕДЫ ОТ КАТКА
Описание. В процессе предварительного и промежуточного этапов уплотнения асфальтобетонного слоя катками любого типа на поверхности слоя остаются продольные следы. Когда смесь остынет до температуры 60…70°С, такие следы обычно удается устранить на заключительном этапе укатки. Следы от катков представляют собой продольные отпечатки, не устраненные на заключительной стадии укатки.
Следы от катка возникают и в тех случаях, когда каток оставляют на свежеуплотненном покрытии или когда каток вибрационного действия работает в режиме вибрации не перемещаясь. Катки на пневматических шинах (при использовании их для начальной стадии укатки) могут оставлять заметные продольные следы, которые остаются на покрытии и после заключительного этапа укатки. Эффект «стиральной доски» возникает на покрытии в том случае, когда каток вибрационного действия работает с нерациональной амплитудой или частотой колебаний.
Причины дефекта. Следы от катков на покрытии являются признаком недостаточного количества проходов при укатке. Если операцию уплотнения прекращают прежде, чем будет достигнута требуемая плотность, или смесь остынет до того, как закончена укатка, то на поверхности покрытия останутся продольные следы.
Следы от катков могут также быть следствием применения пластичной смеси. Машинист катка обычно не в состоянии устранить следы, появившиеся на пластичной смеси. Пластичная смесь деформируется под воздействием массы катка до тех пор, пока ее температура не снизится до критического уровня, при котором соответственно повысятся вязкость битума и жесткость смеси. Однако снижение температуры смеси может не позволить достичь при укатке требуемой плотности асфальтобетонного покрытия, так как еще до окончания укатки смесь потеряет свою удобоуплотняемость. По этой причине следы от катков, производивших укатку на предварительном и промежуточном этапах, не всегда возможно устранить на заключительном этапе. Свойства битума, заполнителя и смеси в целом, определяющие пластичность смесей, являются факторами, не позволяющими в ряде случаев устранить следы от катков на заключительной стадии укатки.
Предупреждение дефекта. Если причиной следов катков на поверхности слоя является недостаточная укатка, то для правильного уплотнения смеси необходимо выполнить большее количество проходов на всех этапах уплотнения: предварительном, промежуточном и заключительном. Устранение следов от катков, обусловленных состоянием смеси, связано с корректировкой состава смеси и обеспечением стабильности режима ее приготовления. Качество и содержание битума в смеси, свойства заполнителя и температура смеси имеют определяющее влияние на удобоуплотняемость и стабильность свойств смеси в процессе укатки. Как правило, бывает невозможно удалить следы от катков при укатке пластичных смесей до тех пор, пока температура не понизится до 60…70°С.
Иногда, в зависимости от погодных условий и свойств смеси, возможно удалить следы от катков, применив каток на пневматических шинах. Если температура поверхности смеси выше 60…70°С, то несколько проходов катка на пневматических шинах позволят выровнять поверхность.
Во избежание покрытия с внешним видом «стиральной доски» следует назначать рациональные параметры режима работы виброкатка. Такой дефект невозможно устранить в процессе укатки.
7.13. СЕГРЕГАЦИЯ СМЕСИ
Описание. Сегрегация представляет собой разделение крупных и мелких зерен заполнителя смеси и может происходить на разных этапах приготовления, транспортировки и укладки смеси. Сегрегация может наблюдаться: в процессе перегрузки смеси из асфальтобетонной установки в накопительный бункер; при загрузке самосвала из бункера; при выгрузке смеси в приемный бункер асфальтоукладчика. Сегрегировавшая смесь видна в слое и обычно представляет собой одну из трех форм: во-первых, это могут быть участки слоя с крупными зернами заполнителя, встречающиеся в произвольном порядке как в продольном, так и в поперечном направлениях укладки; во-вторых, это могут быть продольные полосы с одной стороны асфальтоукладчика; в-третьих, это поперечные участки.
Причины возникновения дефекта. Сегрегация смеси может быть вызвана отклонениями от технологического регламента выполнения отдельных операций по ее приготовлению, начиная от хранения заполнителя на открытых складах.
Смеси имеют большую или меньшую склонность к сегрегации. Крупнозернистые асфальтобетонные смеси с низким содержанием битума и прерывистым зерновым составом имеют большую склонность к сегрегации, чем мелкозернистые смеси с непрерывным зерновым составом и оптимальным содержанием битума.
Сегрегация, встречающаяся с одной стороны покрытия, возникает в тех случаях, когда смесь неправильно загружается в самосвал из асфальтосмесительной установки. При этом крупные частицы скатываются преимущественно к одному борту. Когда такая смесь попадает в асфальтоукладчик, то он так сформирует слой, что сегрегировавшая смесь будет располагаться с одной стороны, образуя продольную полосу по краю покрытия.
Сегрегация смеси зачастую обусловлена неправильной загрузкой смеси в накопительный бункер. Так как смесь загружается в бункер с помощью конвейера, то она сбрасывается в бункер у одного края. Поэтому крупные частицы заполнителя отделяются и скатываются в одну сторону. Когда самосвал загружается из такого бункера, крупные частицы заполнителя оказываются в кузове с одной стороны. Затем такая смесь попадает в асфальтоукладчик, который укладывает слой с дефектным краем. Кроме того, если самосвал будет загружаться из бункера не по центру кузова, произойдет скатывание крупных частиц к одному борту с последующим продольным дефектом с одной стороны уложенного и уплотненного покрытия.
Сегрегация, связанная с окончанием укладки смеси, доставленной одним самосвалом, и началом укладки смеси, доставленной следующим самосвалом, может быть обусловлена несколькими причинами. Наиболее часто это бывает по причине неправильной загрузки самосвалов из накопительного бункера. Если смесь загружают в самосвал одной порцией, то крупные частицы будут отделяться от смеси и скатываться в переднюю часть кузова и в сторону заднего борта. Сегрегация будет усилена, если оператор, желающий загрузить самосвал до его полной грузоподъемности, будет в конце загрузки досыпать смесь мелкими порциями.
Предупреждение дефекта. Меры выбирают исходя из причины, обусловившей сегрегацию. Для произвольно расположенных участков сегрегировавшей смеси следует в первую очередь проверить порядок хранения заполнителя на асфальтобетонном заводе и правильность операций загрузки заполнителя в холодные бункеры агрегата питания с помощью фронтального погрузчика. Кроме того, следует проверить выполнение операций по всем технологическим операциям, в ходе которых может происходить сегрегация смеси. Сверху накопительного бункера должно быть установлено устройство, обеспечивающее загрузку смеси непосредственно в его середину (например, промежуточный бункер).
В случае продольной сегрегации (от одной стороны полосы к другой) следует проконтролировать процесс загрузки самосвала из асфальтосмесительной установки периодического действия или из накопительного бункера для того, чтобы убедиться, что смесь всегда загружается по центру кузова самосвала. Когда смесь приготавливают в асфальтосмесительной установке барабанного типа, а в укладываемом слое появляется продольная сегрегация смеси, то следует произвести загрузку нескольких самосвалов при их установке под загрузку в противоположном направлении по сравнению с обычной схемой загрузки. При укладке смеси, доставленной этими самосвалами, сегрегация может появиться с другой стороны укладываемой полосы. Если это произойдет (а это весьма вероятно), то устранение этого дефекта смеси будет заключаться в переоборудовании загрузочного бункера таким образом, чтобы смесь загружалась конвейером в его середину, а не в одну из сторон. Поток смеси должен направляться в центр бункера для того, чтобы крупные частицы наполнителя не отбрасывались в какую-то одну сторону. Для этого придется усовершенствовать оборудование, расположенное сверху бункера.
Сегрегацию, обусловленную окончанием укладки смеси, доставленной одним самосвалом, и началом укладки смеси, доставленной следующим самосвалом, можно устранить посредством загрузки самосвалов несколькими порциями для уменьшения расстояния, на которое могут перекатываться зерна смеси. Для загрузки самосвала со сдвоенным ведущим мостом необходимы три порции смеси: первую укладывают в переднюю часть кузова, вторую - в конец кузова, а третью - в середину.
Необходимо исключить догрузку мелкими порциями смеси до полной грузоподъемности самосвала. Каждый раз, когда створки бункера открываются и малое количество смеси попадает в кузов, крупные частицы отделяются от основной массы и скатываются вниз.
Если при загрузке самосвала происходит сегрегация и крупные частицы заполнителя скапливаются в передней части кузова или у заднего борта, то сегрегацию смеси в асфальтобетонном слое можно уменьшить посредством правильной разгрузки самосвала в приемный бункер асфальтоукладчика. Для этого водитель самосвала перед разгрузкой должен немного приподнять кузов, не открывая заднего борта, для того чтобы смесь соскользнула к заднему борту. В результате этого отделившиеся зерна будут покрыты сверху однородной массой смеси и, когда задний борт будет открыт, в приемный бункер будет подаваться непрерывным потоком достаточно однородная масса, а не ее головная сегрегировавшая часть.
Уменьшение сегрегации смеси в покрытии возможно улучшением работы асфальтоукладчика. Если бункер асфальтоукладчика опустошается так, что становятся видны на дне пластинчатые конвейеры, или если машинист асфальтоукладчика будет закрывать боковые стенки приемного бункера после укладки смеси, доставленной каждым самосвалом, то на дне бункера произойдет скопление крупных зерен заполнителя, которые по конвейеру попадут в пустую шнековую камеру. В результате, как только асфальтоукладчик начнет движение вперед, в слое появится поперечный участок сегрегировавшей смеси. Такого характера сегрегация смеси происходит не в конце укладки смеси, доставленной предыдущим самосвалом, а в начале укладки смеси, доставленной последующим самосвалом.
Сегрегацию можно уменьшить, поддерживая приемный бункер укладчика частично заполненным в период смены самосвалов. Масса смеси, загружаемая следующим самосвалом, смешивается в этом случае со смесью, оставшейся от предыдущей загрузки. При этом уменьшается сегрегация смеси, подаваемой к выглаживающей плите пластинчатыми конвейерами и шнековыми питателями. Величину сегрегации, обусловленную окончанием укладки смеси, доставленной одним самосвалом, и началом укладки смеси, доставленной следующим самосвалом, можно существенно снизить, но нельзя устранить полностью в процессе укладки асфальтобетонного покрытия. Главное решение по снижению сегрегации, обусловленной окончанием укладки смеси, доставленной одним самосвалом, и началом укладки смеси, доставленной следующим самосвалом, состоит в улучшении операции загрузки самосвалов.
Этот вид дефекта практически полностью исключается путем применения перегрузчика асфальтобетонной смеси (см. § 4.1) .
8. ОСОБЫЕ РАЗНОВИДНОСТИ АСФАЛЬТОБЕТОНОВ
8.1. ПОЛИМЕРАСФАЛЬТОБЕТОН
Отличительная особенность полимерасфальтобетона связана с применением в его составе полимербитумного вяжущего (ПБВ). Полимерасфальтобетон (ПАБ) обладает повышенной по сравнению с асфальтобетоном долговечностью и поэтому применяется на дорогах с тяжелым интенсивным движением, мостах и путепроводах, аэродромах, на полосах примыкания к трамвайным путям, в местах остановок транспортных средств.
Требования к минеральным составляющим полимерасфальтобетона, зерновой состав его минерального остова должны соответствовать ГОСТ 9128 (см. § 1.4).
В настоящее время в России получает распространение ряд модификаторов битума (полимерной добавки в битум).
Дивинилстирольный термоэластопласт ДСТ-30-01 выпускается согласно требованиям ТУ 35-1669.
Концентрацию ДСТ в ПБВ назначают такой, чтобы температура перехода вяжущего в хрупкое состояние была близка к минимальной температуре воздуха в районе строительства. Так, например, при температурах минус 25, 35, 50 и 60°С рекомендуется концентрация ДСТ в ПБВ соответственно 2, 3, 4 и 6 % по массе.
В вязкие битумы добавку ДСТ вводят в виде раствора в нефтепродуктах. При использовании маловязких битумов (с глубиной проникания иглы при 25°С более 130 • 0,1 мм) ДСТ можно предварительно не растворять. В этом случае получают вязкие ПБВ. Для растворения рекомендуются:
• вязкие и маловязкие битумы по ГОСТ 22245;
• жидкие битумы марок МГО 70/130 и МГО 130/200 по ГОСТ 11955;
• сырье для производства вязких битумов по ТУ 101582;
• дизельное топливо по ГОСТ 305.
ПБВ приготавливают на асфальтобетонных заводах, оснащенных оборудованием по приготовлению раствора ДСТ и перемешиванию его с битумом. Разжиженные ПБВ получают перемешиванием раствора ДСТ, приготовленного введением ДСТ в нагретый растворитель, с обезвоженным битумом, нагретым до температуры 100…160°С в зависимости от марки битума и вида растворителя. Максимально допустимая температура нагрева растворителей следующая: зимнего дизельного топлива -120°С; летнего дизельного топлива - 130°С; гудрона - 150°С; жидкого битума - максимальная рабочая температура для соответствующей марки.
Раствор ДСТ должен быть однородным. Нормальная работа шестеренчатого насоса типа Д-171 по перекачке раствора обеспечивается при его вязкости не ниже 40 Па-с, условной вязкости 120 с (при истечении через отверстие диаметром 5 мм по ГОСТ 11503) при максимально возможной температуре нагрева растворителя. При этой температуре раствор ДСТ должен свободно стекать со стеклянной палочки. Максимальная концентрация раствора ДСТ определяется нормальной работой шестеренчатого насоса и максимальной температурой нагрева растворителя.
Для приготовления вязкого ПБВ крошку ДСТ следует подавать в мешалку и перемешивать до однородного состояния при максимальной рабочей температуре исходного битума.
Полимерасфальтобетон на основе ПБВ отличается повышенной деформативностью при отрицательных температурах и упругостью при положительных (модуль упругости при минус 20°С в 3…6 раз меньше, а при плюс 40°С - в 1,5…3,0 раза выше, чем у асфальтобетона на вязких битумах марок БНД).
Каучук деструктурированный дорожный «Каудест-Д» представляет собой макрогетерогенную систему полимеров типа синтетических бутадиен-альфаметилстирольных каучуков с модифицирующими и стабилизирующими добавками.
Полимербитумное вяжущее получают введением в исходный битум 2…6 % «Каудест-Д» по массе. Для приготовления ПБВ используют битумы марок БНД, отвечающие требованиям ГОСТ 22245, или битумы марок БН.
Приготовление битума марки БНД осуществляют путем введения в холодном виде «Каудест-Д» в нагретый до рабочей (для данной марки) температуры битум в мешалку с последующим перемешиванием до однородного состояния. Требования к ПБВ приведены в табл. 8.1.
Преимущества этой разновидности полимерасфальтобетона связаны, главным образом, с более высокой трещиноустойчивостью. В Омске построен участок покрытия проезжей части моста через р. Омь. Покрытие построено из ПАБ смеси типа Б, включающей в качестве вяжущего битум БНД 60/90 с 6 % «Каудест-Д». Для сравнения заложен контрольный участок из асфальтобетонной смеси типа Б на битуме БНД 60/90. Анализ данных табл. 8.2 показывает: после окончания строительства показатель трещиностойкости R / E для ПАБ примерно в 1,6 раза больше, чем для АБ, что является важным преимуществом ПАБ.
Таблица 8.1
(Извлечение из ТУ 5718-011-01393697-96)
|
Наименование показателя |
Нормы по маркам |
Методы испытаний |
||||
|
ПБВ |
ПБВ |
ПБВ |
ПБВ |
ПБВ |
||
|
1. Глубина проникания иглы 0,01мм-1: |
|
|
|
|
|
По ГОСТ 11501 |
|
при 25°С |
201…300 |
131…200 |
91…130 |
61…90 |
40…60 |
|
|
при 0°С, не менее |
60 |
40 |
35 |
28 |
22 |
|
|
2. Растяжимость, см, не менее: |
|
|
|
|
|
По ГОСТ 11505 |
|
при 25°С |
85 |
85 |
85 |
75 |
65 |
|
|
при 0°С |
45 |
45 |
25 |
20 |
15 |
|
|
3. Температура размягчения по кольцу и шару, °С, не ниже |
40 |
44 |
47 |
50 |
54 |
По ГОСТ 11506 |
|
4. Температура хрупкости, °С, не выше |
-30 |
-28 |
-25 |
-20 |
-15 |
По ГОСТ 11507 |
|
5. Эластичность, %, не менее: |
|
|
|
|
|
По изм. №3 к ТУ351669 |
|
при 25°С |
80 |
80 |
80 |
75 |
75 |
|
|
при 0°С |
40 |
40 |
40 |
35 |
35 |
|
|
6. Изменение температуры размягчения после прогрева, °С, не более |
7 |
6 |
6 |
5 |
5 |
По ГОСТ 18180 |
|
7. Температура вспышки, °С, не ниже |
220 |
220 |
220 |
230 |
230 |
По ГОСТ 15601 с дополнением п.3.2. По ГОСТ 4333 |
|
8. Сцепление с мрамором и песком |
Выдерживает по контрольному образцу № 2 |
По ГОСТ 11508 (метод А) |
||||
Атеистический полипропилен (АПП) выпускается согласно требованиям ТУ 6-05-1902-81 ( табл. 8.3). Применяется в качестве модифицирующей добавки для дорожных битумов. Битумы, модифицированные АПП, имеют более высокую адгезию к каменному материалу, лучший комплекс физико-механических и реологических свойств ( табл. 8.3). Асфальтобетоны, приготовленные на модифицированных АПП битумах, более долговечны в суровых климатических условиях ( табл. 8.4).
Таблица 8.2
|
Наименование показателя |
Значение показателя |
|||
|
по окончании строительства |
через год эксплуатации |
|||
|
ПАБ |
АБ |
ПАБ |
АБ |
|
|
Плотность, г/см3 |
2,43 |
2,40 |
2,42 |
2,37 |
|
Водонасыщение, % по объему |
2,5 |
1,5 |
2,4 |
2,7 |
|
Набухание, % |
0 |
0 |
0,1 |
0,2 |
|
Предел прочности при сжатии, МПа |
|
|
|
|
|
при 20°С |
3,3 |
3,4 |
3,9 |
4,6 |
|
при 50°С |
1,3 |
1,3 |
1,4 |
1,5 |
|
Водостойкость |
0,98 |
0,95 |
0,90 |
0,85 |
|
Показатель трещиностойкости R / E 104(см. § 1.4) |
1,41 |
0,9 |
1,4 |
0,6 |
Таблица 8.3
|
Наименование показателя |
Показатель свойств |
Требования ГОСТ 22245 |
|
|
битума |
битума сАПП |
||
|
Глубина проникания иглы 0,1 мм |
|
|
|
|
при 25°С |
82 |
85 |
- |
|
при 0°С |
26 |
34 |
>20 |
|
Температура размягчения по КиШ, °С |
47 |
52 |
>47 |
|
Растяжимость, см |
|
|
|
|
при 25°С |
100 |
100 |
>55 |
|
при 0°С |
7 |
12 |
>3,5 |
|
Температура хрупкости, °С |
-18 |
-27 |
<-15 |
|
Температура вспышки, °С |
257 |
255 |
>230 |
|
Индекс пенетрации |
-0,76 |
+0,70 |
-1,+1 |
|
Изменение температуры размягчения после прогрева, °С |
4 |
1 |
<5 |
Технология приготовления битума, модифицированного АПП, достаточно проста ( рис. 8.)
Таблица 8.4
|
Наименование показателя |
Показатель свойств* |
Требования ГОСТ 22245 |
|
|
на битуме |
на битуме с АПП |
||
|
Плотность, г/см3 |
2,46 |
2,46 |
- |
|
Предел прочности при сжатии, МПа, |
|
|
|
|
• при температуре 0°С |
10,3 |
9,40 |
<11 |
|
• 20°С |
2,95 |
3,69 |
>2,5 |
|
• 50°С |
1,34 |
1,95 |
>1,0 |
|
Водостойкость |
0,94 |
0,98 |
>0,90 |
|
Водостойкость при длительном водонасыщении |
0,87 |
0,94 |
>0,85 |
|
Водонасыщение, % |
3,36 |
2,24 |
2…5 |
*Горячий плотный асфальтобетон, тип А марки I

Рис. 8. Технологическая схема процесса приготовления битума, модифицированного АПП
Модификатор-полимер дорожных битумов (СВБ-М) - синтетический высокомолекулярный полибутадиен предназначен для приготовления модифицированного вяжущего для асфальтобетонных смесей при строительстве покрытий автомобильных дорог, городских улиц и площадей, аэродромов.
СВБ-М представляет собой вязкий 15…25 % раствор высокомолекулярного каучука в технологических маслах.
Введение его 1,0…3,0 % по массе в вязкий битум дает возможность увеличить срок службы покрытия за счет:
• повышения растяжимости вяжущего при 0°С на 100…200 %;
• понижения температуры хрупкости вяжущего на 20…25 %;
• повышения интервала пластичности смеси;
• повышения пластичности вяжущего на 20…25 %;
• замедления процессов старения вяжущего.
Смешение битума с СВБ-М осуществляется при температуре 130…150°С.
Приготовление модифицированного вяжущего не требует специального оборудования и может осуществляться в условиях АБЗ. СВБ-М хранят и транспортируют в металлических бочках емкостью 100…200 л, а также в цистернах.
По степени воздействия на организм СВБ-М относится к 4-му классу опасности и не оказывает токсичного воздействия на организм, кожу и слизистые оболочки.
Вяжущие, модифицированные добавкой СВБ-М, рекомендуется использовать в суровых климатических условиях эксплуатации асфальтобетонных покрытий, а также на объектах с повышенными динамическими нагрузками.
8.2. ДИСПЕРСНО-АРМИРОВАННЫЙ АСФАЛЬТОБЕТОН
Введение дисперсной арматуры в асфальтобетонную смесь улучшает прочностные и деформативные свойства асфальтобетонных покрытий.
Дисперсно-армированные асфальтобетонные смеси целесообразно применять для строительства верхних слоев покрытий автомобильных дорог I - II категорий, а также в городских условиях, на участках повышенной грузонапряженности. Наибольший эффект достигается при использовании дисперсно-армированных асфальтобетонных смесей для строительства покрытий на участках торможения автомобилей.
Дисперсно-армированные асфальтобетонные смеси также целесообразно применять для строительства трещиностойких покрытий.
Требования к исходным материалам и дисперсно-армированным асфальтобетонным смесям
Для приготовления дисперсно-армированных асфальтобетонных смесей применяют исходные материалы, удовлетворяющие требованиям ГОСТ 9128.
Требования к качеству исходных минеральных материалов и вяжущего устанавливают в зависимости от вида асфальтобетонной смеси и требуемой марки качества, с учетом области применения асфальтобетона в соответствии с ГОСТ 9128.
Дисперсное армирование асфальтобетона может осуществляться дискретно или континуально. Дискретный способ армирования предполагает введение в смесь волокон длиной до 20 мм, а континуальный предполагает введение в смесь через фильеры расплава волокнообразующего полимера.
Для приготовления дисперсной арматуры могут использоваться химические (искусственные и синтетические), а также минеральные волокна. Высокий эффект дает использование в качестве дисперсной арматуры сверхвысокомодульных волокон.
Запрещается использовать для приготовления асфальтобетонных смесей следующую дисперсную арматуру и волокнообразующие полимеры, полиуретановые (спандекс, вайрин, дорластан, ликра, нума, опелон, сарлан, спандель, тексин, эспа и др.), поливинилхлоридные (хлорин, виньон, ровиль, саран, тевирон, фибровиль и др.). При нагревании таких волокон до температуры 110…120°С и выше возникает их деструкция.
Дисперсная арматура, приготовленная из волокносодержащих отходов промышленности и бытовых отходов, должна в обязательном порядке подвергаться «разволокнению» во избежание ее нахождения в составе смеси в виде комплексных нитей и жгутов, что может привести к повышению водонасыщения дисперсно-армированных асфальтобетонных смесей.
Размеры волокон дисперсной арматуры не должны превышать 20 мм. Превышение указанных размеров приводит к комкованию волокон дисперсной арматуры.
Не допускается использование влажной дисперсной арматуры.
Показатели физико-механических свойств дисперсно-армированных асфальтобетонов и методика их определения должны соответствовать требованиям ГОСТ 9128 для асфальтобетона соответствующего вида, плотности и марки. Определение показателей физико-механических свойств дисперсно-армированных асфальтобетонов осуществляется в соответствии с требованиями ГОСТ 12801.
Особенности подбора состава асфальтобетонных смесей
При дисперсном армировании асфальтобетона улучшение его свойств происходит в результате формирования из волокон дисперсной арматуры протяженных структур. Соприкасающиеся через адсорбционный слой битума волокна становятся «связанными» в единые структуры. Размеры и форма таких структур определяют характеристики всего материала покрытия.
Наиболее эффективно материал асфальтобетонного покрытия работает тогда, когда он является равнопрочным. Для создания равнопрочного покрытия из дисперсно-армированного асфальтобетона необходимо обеспечить полное его заполнение дисперсной арматурой. В том случае, когда имеются участки асфальтобетонного покрытия, не заполненные таким образом, образуется неравнопрочный материал. Для обеспечения равнопрочности дисперсно-армированного асфальтобетонного покрытия надо определить параметры дисперсного армирования асфальтобетона: диаметр дисперсной арматуры, ее плотность, расход и суммарную протяженность, длину отрезка дисперсной арматуры.
Окончательно состав дисперсно-армированных асфальтобетонных смесей уточняется на основании результатов лабораторных испытаний свойств материалов и требований ГОСТ 9128.
При дисперсной арматуре из термопластичных полимеров зерновой состав асфальтобетонной смеси принимается в соответствии с требованиями ГОСТ 9128.
При использовании в качестве дисперсной арматуры из сверхвысокомодульных и минеральных волокон зерновой состав асфальтобетонной смеси определяется подбором с таким расчетом, чтобы была обеспечена требуемая пористость минерального остова смеси в соответствии с требованиями ГОСТ 9128. Корректировка зернового состава осуществляется путем уменьшения содержания минерального порошка на величину, близкую или равную расходу дисперсной арматуры, вводимой в состав асфальтобетонной смеси (0,25…1,5 %). Расход битума при проектировании состава дисперсно-армированных асфальтобетонных смесей устанавливается в соответствии с требованиями ГОСТ 9128.
Технологические особенности приготовления дисперсно-армированных асфальтобетонных смесей
Для приготовления дисперсно-армированных асфальтобетонных смесей предпочтительнее использовать асфальтосмесительные установки циклического действия с принудительным перемешиванием. Для этого на АБЗ необходимо установить дополнительное оборудование, вид которого зависит от принятого способа дисперсного армирования. При дискретном способе АБЗ оборудуется установками для резки химических волокон и для «разволокнения» отходов, бункером для их хранения и дозирующей установкой. В случае использования дисперсной арматуры заводского приготовления АБЗ оборудуется только бункером для ее хранения и дозатором. Применение континуального способа требует установки бункера с плавильной головкой, фильтром, дозирующим и напорным насосами и фильерами.
Введение в мешалку дисперсной арматуры из термопластичных полимеров осуществляется одновременно с битумом. Дисперсная арматура из минеральных волокон может вводиться в мешалку одновременно с минеральным материалом.
Температурный режим приготовления дисперсно-армированных асфальтобетонных смесей должен отвечать требованиям ГОСТ 9128.
Операционный контроль за качеством приготовления дисперсно-армированных асфальтобетонных смесей включает в себя:
• контроль дозирования минеральных компонентов асфальтобетонной смеси, битума и дисперсной арматуры;
• контроль продолжительности и качества перемешивания (готовая асфальтобетонная смесь должна быть однородной, не содержать комков, зерен и волокон, не покрытых битумом);
• контроль температурного режима приготовления и температуры смеси;
• контроль показателей физико-механических свойств асфальтобетона.
Технологические особенности укладки и уплотнения дисперсно-армированных асфальтобетонных смесей
Температура дисперсно-армированных асфальтобетонных смесей при укладке и уплотнении должна соответствовать рекомендуемым в табл. 4. Наличие в составе асфальтобетонной смеси дисперсной арматуры исключает отклонение в температурном режиме при укладке и уплотнении, так как оно влечет за собой снижение коэффициента ее уплотнения.
Адрес для запросов: 634003, г. Томск, Соляная пл., 2, ТГАСУ, кафедра «Автомобильные дороги». Тел. (3822)72-36-60.
Полимерармирующий модификатор асфальтобетона - регранулянт полимерного этилен-пропилена (РПЭП) предназначен для приготовления дисперсно-армированных смесей, применяемых для верхних слоев покрытий дорожных одежд.
РПЭП проявляет свойства полимерного наполнителя вяжущего и дисперсного заполнителя, активно участвуя в создании структуры асфальтобетона. Применяется в составе горячих смесей для повышения коррозионной устойчивости, сдвигоустойчивости и трещиностойкости асфальтобетонных покрытий.
Модификация асфальтобетонной смеси полимерармирующей добавкой РПЭП осуществляется путем ее введения в смеситель на разогретый при температуре приготовления смеси минеральный материал.
РПЭП представляет собой гранулы черного цвета размером 3×3 мм, плотностью 0,9 г/см3 и температурой плавления 150°С. В его состав входят полиэтилен и полипропилен ориентировочно в количествах по 40…60 % каждый.
Адрес для запросов: г. Ростов-на-Дону, ул. Социалистическая, 162, РГСУ. Тел. (863-2) 64-48-11.
8.3. ЩЕБЕНОЧНО-МАСТИЧНЫЙ АСФАЛЬТОБЕТОН
Весьма перспективным материалом, применяемым последние годы для устройства верхних слоев покрытий автомобильных дорог всех категорий, аэродромов, городских улиц и площадей в I - V дорожно-климатических зонах является щебеночно-мастичный асфальтобетон ( ГОСТ 31015-2002).
Щебеночно-мастичная асфальтобетонная смесь (ЩМАС) - рационально подобранная смесь минеральных материалов (щебня, песка и отсевов дробления и минерального порошка), волокна (целлюлозного, полимерного или иного) и битумного вяжущего (с полимерными добавками или без них), взятых в определенных пропорциях и перемешанных в нагретом состоянии.
Щебеночно-мастичный асфальтобетон (ЩМА) - уплотненная щебеночно-мастичная смесь.
Стабилизирующая добавка - волокно, как правило, целлюлозное, оказывающее стабилизирующее влияние на ЩМАС, обеспечивая устойчивость ее к расслаиванию.
В качестве стабилизирующей добавки применяют целлюлозное волокно или специальные гранулы на его основе (типа «Виатоп»).
ПРИЛОЖЕНИЯ
Приложение
1
Классификатор основных дефектов при контроле качества строительства
асфальтобетонных покрытий*
|
№ п/п |
Выявленный дефект |
Вид дефекта |
Предельные значения допуска по норме |
Методы определения дефекта |
|
1 |
2 |
3 |
4 |
5 |
|
1 |
Отсутствие знаков закрепления геодезической разбивочной основы (ГРО) |
Значительный |
Проверка ГРО не реже двух раз в год |
Проверка на месте |
|
2 |
Подготовка основания под покрытие с нарушением требований проекта и нормативных документов |
Значительный |
Проверка ГРО не реже двух раз в год |
Визуальный осмотр Контрольные замеры |
|
3 |
Отсутствие (некачественно выполнена) подгрунтовки основания (промежуточного слоя). Загрязнение подгрунтованного участка построечным (транзитным) транспортом, неравномерный розлив, битумные «лужи» |
Критический |
> 0,8 л/м2 < 0,5 (0,2) л/м2 |
Визуальный осмотр Данные расхода вяжущего |
|
4 |
Укладка асфальтобетонной смеси на влажное основание |
Критический |
Не допускается |
Визуальный осмотр |
|
5 |
Укладка асфальтобетонной смеси при пониженных температурах наружного воздуха |
Критический |
Весна
< +10°С |
Замеры температуры на месте производства работ |
|
6 |
Укладка асфальтобетонной смеси (горячей) при нарушенном температурном режиме на выходе из смесителя |
Критический |
> 160°С < 120°С |
Данные паспорта на контрольный замер температуры |
|
7 |
Несоответствие состава смеси проектным и нормативным требованиям |
Критический |
Тип и марка по проекту |
Утвержденный состав смеси и контрольные испытания образцов |
|
8 |
Асфальтобетонная смесь уложена с нарушением проектной толщины слоя |
Значительный |
> - 10мм |
Контрольные замеры |
|
9 |
Несоответствие поперечного уклона покрытия проектным и нормативным данным |
Значительный |
> +0,010 |
Контрольные замеры |
|
10 |
Ширина покрытия не соответствует проектной величине |
Значительный |
> 10см |
Контрольные замеры |
|
11 |
Некачественное сопряжение сопредельных полос на устроенном покрытии |
Значительный |
Отсутствие шва |
Контрольные замеры |
|
12 |
Ровность покрытия (амплитуда) не соответствует нормативным требованиям |
Значительный |
При
шаге |
Контрольные замеры при длине захватки не менее 300 м |
|
13 |
Не обеспечено плотное сцепление покрытия с нижележащими слоями дорожной одежды |
Значительный |
Не допускается |
При визуальном осмотре вырубок из покрытия |
|
14 |
Наличие на поверхности покрытия раковин, трещин, наплывов и следов катка |
Значительный |
Не допускается |
Визуальный осмотр |
|
15 |
Нарушается температурный режим в начале и конце уплотнения асфальтобетонной смеси |
Значительный |
Для типов А и Б < 120°С |
Контрольные замеры температуры |
|
16 |
Несоответствие парка уплотняющих средств нормативным требованиям |
Критический |
Технические данные катков |
Проверка на месте |
|
17 |
Нарушение схемы укатки и скорости катков в начале и конце уплотнения |
Значительный |
В соответствии с п.п. 10.23. 10.24 СНиП 3.06.05-85 |
Проверка на месте Контрольные замеры |
|
18 |
Коэффициент уплотнения покрытия не соответствует нормативным требованиям |
Критический |
Для
типов |
Испытания контрольных вырубок |
|
19 |
Необеспеченность требуемой плотности прикромочных полос из-за отсутствия специальных средств |
Критический |
Для
типов |
Испытания контрольных вырубок |
* Извлечение из Временной инструкции по проведению проверок качества строительства автомобильных дорог и искусственных сооружений, утвержденной ФДД 31.01.1996 г.
Приложение
2
Нормативные требования к асфальтобетонным покрытиям и искусственным основаниям
аэродромов. Методы контроля
(Извлечение из табл. 1.18 СНиП 32-03-96)
|
Конструктивный элемент, вид работ и контролируемый параметр |
Значения нормативных требований для категорий нормативных нагрузок |
Метод контроля |
|
|
ВК*, I , II и III |
IV , V и VI |
||
|
1 |
2 |
3 |
4 |
|
1. Все слои искусственных оснований и покрытий |
|
|
|
|
1.1 Высотные отметки по оси каждого ряда |
Не более 5 % |
Не более 10 % |
Нивелирование Расчет по результатам исполнительной геодезической съемки |
|
результатов определений могут иметь отклонения от проектных значений до + 1,5 мм, остальные до ± 5 мм |
|||
|
1.2 Поперечный уклон каждого ряда |
То же, до ±0,005, остальные - до ±0,002 (но не выше норм годности) |
||
|
2. Основания, выравнивающие прослойки и покрытия (кроме сборных бетонных) |
|
|
|
|
2.1 Ширина ряда укладки |
|
|
|
|
• монолитных бетонных, армобетонных, железобетонных покрытий (оснований), асфальтобетонных покрытий |
То же, до ± 10 см, остальные до ± 5 см |
Измерение мерной лентой, рулеткой |
|
|
• всех остальных типов оснований |
То же, до ± 20 см, остальные до ± 10 см |
То же |
|
|
2.2 Прямолинейность продольных и поперечных швов покрытий |
Неболее5% |
Не более 10% |
Измерение металлической линейкой по краю слоя |
|
результатов определений могут иметь отклонения от прямой линии до 8 мм, остальные - до 5 мм на 1 м (но не более 10 мм на 7,5 м) |
|||
|
2.3 Ширина пазов деформационных швов всех типов покрытий |
Не менее проектной, но не более 35 мм |
Измерение щупом или штангенциркулем |
|
|
2.4 Толщина конструктивного слоя цементобетонных оснований и всех типов покрытий |
Не более 5 % |
Не более 10 % |
Измерения металлической линейкой по краю слоя |
|
результатов определений могут иметь отклонения от проектных значений до минус 7,5 %, остальные - до минус 5 %, но не более 10 мм |
|||
|
всех остальных типов оснований |
То же, до минус 7,5 %, остальные - до минус 5 %, но не более 20 мм |
То же |
|
|
2.5 Коэффициенты уплотнения конструктивных слоев асфальтобетона |
То же, до минус 0,03, остальные до минус 0,02 |
По ГОСТ 12801 |
|
|
2.8 Ровность по оси ряда (просвет под рейкой длиной 3 м) искусственных оснований |
Не более 2 % |
Не более 5 % |
По ГОСТ 30412 |
|
результатов определений могут иметь значения просветов до |
|||
|
10 мм |
14 мм |
||
|
Остальные до |
|||
|
5 мм |
7 мм |
||
|
всех типов покрытий и выравнивающих прослоек |
То же, до |
|
|
|
6 мм |
8 мм |
||
|
Остальные до |
|||
|
3 мм |
5 мм |
||
|
2.9 Алгебраическая разность высотных отметок покрытия по оси ряда (точек, отстоящих друг от друга на расстоянии 5, 10 и 20 м) |
Не более 5 % результатов определений могут иметь значения до |
Нивелирование и расчет |
|
|
10,16,24 мм |
14, 20, 28 мм |
||
|
Остальные до |
|||
|
5, 8, 16 мм |
8, 12, 16 мм |
||
|
5. Коэффициент сцепления колес с покрытием ВПП |
Не менее 0,45 |
По ГОСТ 30413 или измерение машиной АТТ-2 по мокрой поверхности покрытия |
|
* ВК - внекатегорийная нормативная нагрузка.
Приложение
3
ТЕХНОЛОГИЧЕСКАЯ КАРТА:
ПРИГОТОВЛЕНИЕ ГОРЯЧЕЙ АСФАЛЬТОБЕТОННОЙ СМЕСИ С ИСПОЛЬЗОВАНИЕМ ОТСЕВОВ ДРОБЛЕНИЯ
МАГМАТИЧЕСКИХ ГОРНЫХ ПОРОД И ПОВЕРХНОСТНО-АКТИВНЫХ ВЕЩЕСТВ
1. Область применения
1.1. Технологическая карта разработана на приготовление асфальтобетонной смеси в асфальтосмесительной установке ДС-117-2Е с использованием отсевов дробления магматических горных пород и ПАВ (кубовых остатков аминов). Производительность смесительной установки ДС-117-2Е принята 160 т в смену.
1.2. Отсевы дробления представляют собой минеральный материал с зернами размером мельче 5 мм, получаемый при производстве фракционированного щебня из прочных магматических горных пород. Пригодность отсевов дробления для приготовления асфальтобетонных смесей устанавливается в каждом случае в зависимости от требований, предъявляемых ГОСТ 9128.
В качестве ПАВ в технологической карте предусматривается использование кубовых остатков аминов (КОА) - побочного продукта различных отраслей промышленности, удовлетворяющего требованиям ТУ 6-02-750 «Остатки кубовые при производстве аминов С17…С20». ПАВ производится в виде мазеобразного продукта желтого цвета однородной консистенции. Кубовые остатки аминов относятся к горючим веществам с температурой самовоспламенения выше 300°С.
1.3. В технологической карте рассматривается приготовление асфальтобетонной смеси III марки типа Б следующего состава: св. 40 до 50 % щебня, св. 50 до 60 % отсевов дробления магматических горных пород, 5,0…6,5 % битума (от массы минеральной части) и 3…4 % ПАВ от массы битума марки БНД 90/130. Предусматривается вариант полной замены минерального порошка и песка отсевами дробления горных пород. В отсевах дробления содержание зерен мельче 0,071 мм (минеральный порошок) должно быть на 2 % больше нижних пределов, нормируемых ГОСТ 9128. Увеличение нижнего предела содержания зерен мельче 0,071 мм вызвано тем, что в процессе просушивания отсевов дробления потери зерен мельче 0,071 мм составляют до 2 % по массе.
1.4. В состав работ, рассматриваемых технологической картой, входят: введение ПАВ в битум; подготовка асфальтосмесительной установки к работе; подача заполнителей в агрегат питания асфальтосмесительной установки; управление работой установки; операционный контроль и приемка смеси с оформлением документов.
1.5. Склад минеральных материалов открытого типа с разделительными стенками размещают на площадке, имеющей твердое покрытие. Доставка материалов на завод предусмотрена автосамосвалами, а подача материалов в смесительную установку - ковшовым погрузчиком ТО-18. Битум доставляется автобитумовозами и хранится в битумных емкостях Д-594, вмещающих по 30 м3 битума и имеющих оборудование для поддержания рабочей температуры битума, с обогреваемым битумным насосом, битумопроводами и битумными кранами.
Работы по приготовлению асфальтобетонной смеси ведут в две смены, весной и летом - при температуре наружного воздуха не ниже 5°С, а осенью - не ниже 10°С, без остановки асфальтосмесителя на пересменку. Ремонтно-профилактические работы на асфальтосмеси-тельной установке ведет в третью смену специальное звено рабочих.
2. Технология и организация процесса
2.1. Указания по подготовке объекта.
До начала приготовления асфальтобетонной смеси должны быть выполнены следующие работы:
• подготовлена асфальтосмесительная установка к работе: осмотрены и смазаны отдельные узлы, установлены весовые устройства дозаторов песка, щебня, битума в соответствии с рецептом смеси, заправлены топливные баки горючим, зажжены форсунки и прогрета газодувная машина сушильного агрегата, осуществлен пробный пуск агрегатов установки;
• создан запас материалов, необходимых для приготовления асфальтобетонной смеси;
• нагрет до температуры 110… 130°С битум в битумоплавильном агрегате асфальтосмесительной установки;
• строительной лабораторией выдан рецепт смеси.
2.2. Указания по технологии работ.
2.2.1. При приготовлении асфальтобетонной смеси выполняют следующие операции: нагревают ПАВ и вводят их в битум, подают щебень и отсевы дробления в агрегат питания погрузчиком ТО-18, перекачивают вяжущее (битум с ПАВ) в битумный дозатор смесительного агрегата, осуществляют техническое обслуживание агрегатов установки, управляют работой установки с пульта управления (осуществляют контроль за работой транспортера и дозаторов, за наличием заполнителей в агрегате питания и бункерах-дозаторах смесительного агрегата), контролируют параметры готовой смеси и оформляют документы на отгружаемую смесь.
2.2.2. В процессе приготовления асфальтобетонной смеси должны выдерживаться температурный режим нагрева материалов и температура готовой асфальтобетонной смеси (табл. П.3.1).
Таблица П.3.1
|
Марка битума |
Рабочие температуры, °С |
|||
|
нагрева битума |
нагрева ПАВ (КОА) |
нагрева минеральных материалов |
асфальтобетонной смеси при отгрузке потребителю |
|
|
БНД 90/130 |
110…130 |
65…70 |
145…165 |
120…30 |
К началу первой смены необходимо в цистерну битумоплавильного агрегата, заполненную на 0,7 объема битумом, нагретым до рабочей температуры, ввести предварительно нагретое до рабочей температуры ПАВ.
Подогрев ПАВ (КОА) в цистерне для его хранения начинают за 40…60 мин. до начала смены. Разогрев ПАВ осуществляется циркуляцией пара в системе обогревательных регистров цистерны. Подачу пара в систему обогрева цистерны осуществляют от передвижного парообразователя и регулируют открытием вентиля, расположенного в переднем торце цистерны. Температура нагрева ПАВ в цистерне контролируется термометром. При достижении ПАВ рабочей температуры регулировкой вентиля добиваются такого расхода пара, чтобы температура ПАВ поддерживалась в пределах 65…70°С.
Затем, предварительно убедившись с помощью термометра в том, что температура нагрева битума в цистерне битумоплавильного агрегата находится в пределах 110…130°С, приступают к введению ПАВ в битум. Включением битумного насоса перекачивают ПАВ под давлением 0,5…0,6 МПа в бак-дозатор ПАВ, который оборудован двумя группами микропереключателей. Одна из них осуществляет автоматическое отключение насоса при заполнении бака-дозатора поверхностно-активными веществами и подачу звукового сигнала при его опорожнении, а другая автоматически осуществляет дозировку заданного количества ПАВ после предварительной установки микропереключателей в определенное положение, соответствующее заданному количеству вводимых в битум ПАВ. Из бака-дозатора отдозированное ПАВ самотеком поступает в цистерну битумоплавильного агрегата. После введения ПАВ в битум в количестве 3…4 % от массы битума компоненты должны быть перемешаны в течение 30…35 мин. до получения однородной смеси. Перемешивание осуществляют циркуляцией битума с ПАВ в цистерне битумоплавильного агрегата с помощью битумного насоса в системе: цистерна - битумный насос - теплообменник - пароотделитель - цистерна. Осуществив перемешивание битума с ПАВ, подают команду машинисту смесительной установки о готовности вяжущего.
После приготовления вяжущего и подготовки асфальтосмесительной установки к работе приступают к приготовлению асфальтобетонной смеси.
Ковшовым погрузчиком ТО-18 щебень и отсевы дробления подают в соответствующие отсеки бункера агрегата питания. Оттуда дозированные по объему материалы поступают в сушильный агрегат, где высушиваются и нагреваются до рабочей температуры, и затем с помощью горячего элеватора вертикального типа подаются в соответствующие отсеки бункера-дозатора смесительного агрегата. Вначале для установления стабильной температуры просушивания каменных материалов при выходе из смесителя в пределах 145…165°С делают 5…6 «сухих» замесов при работе асфальтосмесительной установки в ручном режиме. Каждый замес выгружается в кузов автомобилей-самосвалов и после определения температуры нагрева «сухого» замеса транспортируется в цех сортировки и дробления материалов, расположенный на АБЗ.
После того, как температура минеральных материалов при выходе из смесителя становится постоянной в пределах 145…165°С, машинист смесителя подает команду асфальтобетонщику (варильщику) о включении насоса подачи вяжущего из битумоплавильного в дозатор смесительного агрегата, поворотом тумблера «Число замесов» устанавливает количество замесов, выгружаемых в автомобиль-самосвал (в зависимости от грузоподъемности автомобиля-самосвала), и нажатием кнопки «Автоматика» переводит работу смесительной установки в автоматический режим работы.
Автоматический режим работы смесительной установки обеспечивает выполнение технологических операций по приготовлению асфальтобетонной смеси по следующей схеме. Щебень и отсевы дробления, загруженные в агрегат питания, дозируются по объему и ленточным конвейером (транспортером) подаются в сушильный агрегат. Просушенные и нагретые до 145… 165°С материалы из сушильного агрегата автоматически подаются к смесительному агрегату горячим элеватором вертикального типа, где они рассортировываются по фракциям и поступают в весовой бункер-дозатор минеральных материалов.
В отличие от традиционной технологии бункер-дозатор минерального порошка отключен и материал в него не подается. Отдозированные щебень и отсевы дробления автоматически подаются в мешалку смесительного агрегата и перемешиваются в течение нескольких секунд без вяжущего («сухое» перемешивание). После окончания «сухого» перемешивания в мешалку подается отдозированное вяжущее. Материалы, перемешанные с вяжущим («мокрое» перемешивание), подаются скиповым подъемником в бункер готовой асфальтобетонной смеси. Продолжительность перемешивания, уточненная пробными замесами в установке ДС-117 2Е, приведена в табл. П.3.2.
Выгрузка асфальтобетонной смеси в автомобили-самосвалы из бункера готовой смеси производится с пульта управления асфальтосмесительной установки с учетом ее способности к сегрегации.
Таблица П.3.2
|
Вид смеси |
Продолжительность перемешивания смеси, с |
|
|
«сухого» |
«мокрого» |
|
|
Песчаная |
|
50 |
|
Мелкозернистая |
15 |
40 |
|
Крупнозернистая |
15 |
25 |
На асфальтобетонную смесь, погруженную в автомобиль-самосвал и укрытую брезентом, выписывают транспортную документацию.
По окончании приготовления асфальтобетонной смеси выполняют следующие операции. Отключают систему автоматического управления смесительной установкой и переводят работу установки на дистанционное управление. Отключают битумные насосы подачи вяжущего в смесительный агрегат и подачи ПАВ в битумоплавильный агрегат. Оставшиеся в битумопроводе вяжущее и ПАВ перекачивают в битумоплавильный агрегат и цистерну для хранения ПАВ путем включения реверсивного режима работы битумных насосов. После освобождения битумопроводов от битума и ПАВ насосы отключают. Закрывают вентиль подачи пара в цистерну для хранения ПАВ, гасят форсунку топки битумоплавильного агрегата.
Одновременно с прекращением работы битумного хозяйства осуществляют отключение основных агрегатов в такой последовательности. После прекращения подачи минеральных материалов в сушильный агрегат гасят форсунку топочного устройства сушильного агрегата и в течение 3…5 мин. дают поработать сушильному барабану без нагрузки, чтобы он равномерно остыл. За это время происходит освобождение агрегатов установки от остатков минеральных материалов. Оставшийся в отсеках бункера смесительного агрегата горячий минеральный материал выгружают через дозатор в мешалку смесителя и перемешивают, очищая мешалку от остатков асфальтобетонной смеси.
После освобождения мешалки от остатков минерального материала отключают электродвигатели привода оборудования и агрегатов: питания, сушильного, ленточного транспортера, горячего элеватора, смесительного. По окончании работы смесительной установки производят уборку рабочих мест.
2.2.3. При приготовлении асфальтобетонной смеси следует руководствоваться указаниями карты операционного контроля качества работ.
2.3. Указания по организации труда.
2.3.1. Численно-квалификационный состав бригады рабочих. Для обслуживания асфальтосмесительной установки организуют бригаду. В нее входят звенья первой и второй смен. Работы в первую и вторую смены ведет звено рабочих из 7 чел.
В состав звена входят:
машинист смесительной установки 6-го разр. - 1;
помощник машиниста 5-го разр. - 1;
машинист газодувной машины 4-го разр. - 1;
асфальтобетонщики (варильщики) 3-го разр. - 2;
электрослесарь 5-го разр. - 1;
машинист погрузчика ТО-18 5-го разр. - 1.
2.3.2. Распределение операций между исполнителями внутри звена.
В начале первой смены звено производит подготовку асфальтосмесительной установки к работе. Машинист смесительной установки проверяет дозаторы песка, щебня и битума, готовность вяжущего в цистерне битумоплавильного агрегата, осуществляет пробный пуск агрегатов установки и контролирует их работу на холостом ходу, после чего готовит первые пять-шесть «сухих» замесов при ручном режиме работы установки. Машинист газодувной машины разжигает форсунки сушильного барабана и в соответствии с влажностью минеральных заполнителей подбирает температурный режим сушки и нагрева минеральных материалов ( табл. П.3.1).
Машинист 6-го разр. контролирует работу агрегатов смесительной установки по показаниям датчиков и контрольно-измерительных приборов, осуществляет отгрузку асфальтобетонной смеси из бункера готовой смеси в автомобили-самосвалы.
Помощник машиниста 5-го разр. принимает участие в подготовке смесительной установки к работе, а в процессе работы следит за наличием материалов в смесительном агрегате. В случае необходимости он может заменить машиниста смесительной установки у пульта управления.
Машинист газодувной машины 4-го разр. в процессе приготовления смеси управляет температурным режимом нагрева щебня и отсевов дробления.
Асфальтобетонщик (варильщик) 3-го разр. готовит вяжущее, а в процессе приготовления смеси управляет работой битумоплавильного агрегата и оборудования для приготовления ПАВ, выдерживает температурный режим нагрева ПАВ и битума, обеспечивает подачу вяжущего к смесительной установке.
Второй асфальтобетонщик (варильщик) 3-го разр. контролирует отпуск готовой смеси в автосамосвалы, замеряет температуру смеси в автосамосвалах, заполняет журнал выпуска смеси и выдает транспортную документацию.
Электрослесарь 5-го разр. обеспечивает в течение смены исправное состояние электросети, электромоторов и системы автоматики.
Машинист погрузчика ТО-18 5-го разр. обеспечивает бесперебойную подачу щебня и отсевов дробления в агрегат питания и техническое обслуживание погрузчика.
Руководит работами по приготовлению асфальтобетонной смеси сменный мастер (механик) завода.
2.4 Циклограмма работы смесительной установки ДС-117-2Е по приготовлению мелкозернистой асфальтобетонной смеси
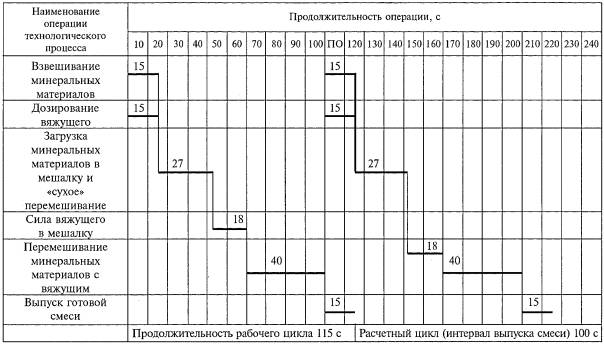
Примечания:
1 Количество замесов за восьмичасовую смену при коэффициенте использования смесителя по времени Кв=0,9 равно (8×3600×0,9)/100=259 замесов.
2. Сменная производительность асфальтосмесительной установки ДС-117-2Е при массе замеса 600 кг равна 160 т.
2.5 Калькуляция затрат труда на приготовление мелкозернистой асфальтобетонной смеси на смесительной установке ДС-117-2Е (сменная производительность 160 т смеси)
|
Шифр
норм, шифр и числовые значения поправочных коэффи- |
Содержание работ |
Состав звена |
Единица измерения |
На единицу |
Объем работ |
На конечную продукцию |
||
|
норма затрат труда, чел.-ч |
норма
времени исполь- |
Норма- |
Норма- |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
ЕНиР, общая часть, п. 4 |
Подача щебня и отсевов дробления в агрегат питания погрузчиком ТО-18 |
Машинист погрузчика 5-го разр. - 1 |
чел. -ч |
1 |
1 |
8 |
8 |
8 |
|
Т92-5-2, табл. 2 |
Подготовка смесительной установки к работе |
Машинист смесительной установки 6-го разр. - 1 Помощник машиниста 5-го разр.-1 |
1 подготовка |
3 |
- |
1 |
3 |
- |
|
Т92-5-3, № 2 |
Управление работой газодувной машины и контроль температуры просушенных материалов |
Машинист газодувной машины 4-го разр. - 1 |
100 т |
24,5 |
4,9 |
1,6 |
39,2 |
7,84 |
|
Управление установкой в процессе работы Выдача готовой смеси в транспортные средства Измерение температуры смеси и оформление документов на смесь |
Асфальтобетонщик 3-го разр. - 1 Электрослесарь 5-го разр. - 1 |
1т |
|
|
|
|
|
|
|
ЕНиР-17, §17-54а, № 6 (применительно) |
Приготовление битума с ПАВ с разогревом битумопроводов, заполнением котла битумом, включением и отключением электронагревателей, заполнением битумоплавильного агрегата ПАВ и перемешиванием битума с ПАВ, перекачивание готового вяжущего в дозатор битума асфальтосмесителя |
Асфальтобетонщик (варильщик) 3-го разр. - 1 |
|
0,48 |
|
9,79 |
4,7 |
|
|
|
Итого на 160 т смеси на 100 т смеси |
|
|
|
|
|
54,9 |
15,84 |
Примечание. Цифры в числителе - нормативная трудоемкость и нормативное время использования машины, чел.-ч; в знаменателе - то же, чел.-дн., маш.-смен .
2.6. Требования безопасности.
2.6.1. К работе на асфальтосмесительной установке, на оборудовании для хранения, дозировки подачи ПАВ, к управлению транспортным и погрузочно-разгрузочным оборудованием допускаются лица, достигшие восемнадцатилетнего возраста, прошедшие медицинское освидетельствование, сдавшие экзамены квалификационной комиссии и получившие удостоверение на управление асфальтосмесительной установкой и ее агрегатами, а также прошедшие обучение и инструктаж по безопасным методам и приемам работ с битумом и ПАВ, получившие удостоверение по охране труда.
Запрещается эксплуатация сушильных агрегатов при неисправности топок газовых горелок, форсунок газодувных машин, работающих на жидком топливе. Во время работы асфальтосмесительной установки запрещается производить чистку, крепление и ремонт отдельных частей установки.
Перед пуском установки работа ее агрегатов должна быть опробована на холостом ходу. Установка должна быть оборудована надежной звуковой сигнализацией. После окончания работ все пусковые устройства должны быть отключены и заперты. Необходимо исключить возможность пуска установки и ее агрегатов посторонними лицами.
Асфальтосмесительная установка должна быть обеспечена освещением, позволяющим ночью ясно различать движущиеся детали. Рабочие места, подходы, переходы, площадки и лестницы освещаются в соответствии с нормами.
Все места в зоне расположения асфальтосмесительной установки, опасные в пожарном отношении (битумоплавильный агрегат, битумные цистерны Д-594, оборудование для хранения, дозировки и подачи ПАВ), должны быть снабжены щитами с противопожарным оборудованием, ящиками с сухим песком, огнетушителями. В случае загорания битума, воспламенения топлива или ПАВ необходимо применять огнетушители-пеногоны и песок или заглушать источник огня брезентом (кошмой).
2.6.2. Кубовые остатки аминов (КОА) относятся к токсичным продуктам ( II класс по ГОСТ 12.1.007); предельно допустимая концентрация (ПДК) паров КОА в воздухе рабочих помещений не должна превышать 1 мг/м3. Контроль за ПДК КОА осуществляет местное отделение санэпидстанции. При работе с КОА обслуживающий персонал должен быть обеспечен защитными очками, резиновыми перчатками, респираторами и противогазами марки КД для предохранения глаз, кожи лица, органов дыхания от пыли и ядовитых паров. Индивидуальные средства защиты, выдаваемые рабочим, должны быть проверены, а рабочие проинструктированы о порядке пользования ими. При проведении работ с ПАВ на АБЗ оборудуют душевые, умывальные, помещения для сушки, обезвреживания и обеспыливания одежды, в специально отведенных местах необходимо поместить аптечки с набором медикаментов, включающих нейтрализующие вещества (раствор соды, 1…2 %-й раствор уксусной кислоты. При попадании КОА на кожу необходимо промыть ее нейтрализующим веществом, а затем обильной струей воды с нейтральным мылом.
2.6.3. В процессе приготовления асфальтобетонной смеси с применением ПАВ должны соблюдаться требования техники безопасности, предусмотренные нормативными документами ( прил. 25).
3. Материально-технические ресурсы
3.1. Потребность в материалах для приготовления мелкозернистой смеси
|
Наименование |
Марка, ГОСТ |
Количество материала |
|
|
на 1 т |
на смену (160 г) |
||
|
Щебень, кг фракции: |
|
|
|
|
5…10 мм |
ГОСТ 8267 |
395 |
63200 |
|
3…5 мм |
ГОСТ 8267 |
113 |
18080 |
|
Отсевы дробления, кг |
ГОСТ 8736 |
432,5 |
69200 |
|
Битум с ПАВ, кг |
ГОСТ 22245 |
61,2 |
9792 |
Примечание. Фактический расход материалов определяется по рецепту на смесь.
3.2. Потребность в машинах, оборудовании, инструменте, инвентаре, приспособлениях
|
Наименование |
Марка, ГОСТ |
Количество, шт. |
|
Погрузчик одноковшовый |
ТО-18 |
1 |
|
Асфальтосмесительная установка |
ДС-И7-2Е |
|
|
с пультом управления |
ГОСТ 21913 |
1 |
|
Лопаты стальные строительные |
ГОСТ 3620 |
2 |
|
Гаечные ключи |
- |
Комплект |
|
Термометр |
- |
1 |
|
Черпак на длинной ручке |
- |
1 |
|
Оборудование для введения ПАВ в битум, в том числе: |
|
|
|
цистерна для хранения и подогрева ПАВ |
ГОСТ 17518 |
1 |
|
бак-дозатор ПАВ |
ГОСТ 10223 |
1 |
4. Карта операционного контроля качества приготовления асфальтобетонной смеси
|
Контролируемые параметры |
Погрешность, % |
|
Дозирование материала по массе: |
|
|
щебня |
±3 |
|
отсевов дробления |
±3 |
|
битума и ПАВ |
±1,5 |
Примечания:
1. Температура асфальтобетонной смеси при отгрузке потребителю должна быть 120…130°С.
2. Температура нагрева битума должна быть 110…130°С, а температура нагрева ПАВ -в пределах 65…70°С.
3. Режим нагрева и просушивания минеральных материалов должен обеспечивать их влажность не более 1 %.
4. Продолжительность перемешивания должна соответствовать данным табл. П.12.
5. Предел прочности при сжатии образцов из асфальтобетонной смеси при температуре 20°С должен быть не менее 2,0 МПа, при 50°С - не менее 0,9 МПа, а при 0°С -не более 12,0 МПа.
6. Водостойкость асфальтобетона должна быть не менее 0,75.
7. Водонасыщение асфальтобетонных образцов в процентах по объему от 1,5 до 4,0.
8. Стеклянная палочка после погружения в вяжущее должна быть равномерно покрыта темно-коричневой пленкой без комочков и нитей битума, что свидетельствует об однородности вяжущего.
Приложение
4
ТЕХНОЛОГИЧЕСКАЯ КАРТА:
СТРОИТЕЛЬСТВО АСФАЛЬТОБЕТОННОГО ПОКРЫТИЯ С ПРИМЕНЕНИЕМ ПОЛИМЕРНО-БИТУМНОГО
ВЯЖУЩЕГО
1. Область применения
1.1. Технологическая карта разработана на строительство асфальтобетонного дорожного покрытия толщиной 6 см и шириной 7,5 м из мелкозернистой смеси типа В, приготовленной на основе полимернобитумного вяжущего (ПБВ). ПБВ получают путем введения в горячий битум (до 110°С) марки БНД 130/200 полимерного материала - дивинилстирольного термоэластопласта (ДСТ) в количестве 2…2,5 %, растворенного в углеводородных растворителях. Работы выполняются с помощью асфальтоукладчика ДС-126А, работающего в автоматическом режиме по копирной струне и оборудованного аппаратурой «Стабилослой-10» с датчиком углового положения ДКБ и датчиком продольного профиля ДЩБ (изготовитель - Тонкинский механический завод), катка на пневмошинах ДУ-31 и вальцовых катков ДУ-9В.
1.2. В состав работ входят: подготовка основания; укладка асфальтобетонной смеси; уплотнение асфальтобетонной смеси.
1.3. Работы по строительству асфальтобетонного покрытия с применением ПБВ выполняют только в дневное время. Допускается устройство покрытия в холодное время до минус 10°С.
1.4. Температура асфальтобетонных смесей при выпуске из смесителя должна быть в пределах 110…120°С, а при строительстве покрытия в холодное время - не выше 130°С. Эффективное уплотнение достигается при температуре смеси от 90 до 35°С.
2. Технология и организация строительного процесса
2.1. До начала работ по укладке и уплотнению асфальтобетонной смеси должны быть выполнены следующие работы:
• основание очищено от пыли и грязи за 1…2 прохода по одному следу поливомоечной машиной со щеткой. В осенний и весенний периоды особое внимание следует обращать на полноту удаления воды с основания и его просушку. Ледяную корку удаляют путем рассыпания поваренной соли с последующей очисткой и просушкой основания специальными нагревателями;
• чистое и сухое основание за 3…5 часов до укладки смеси с помощью автогудронатора обработано жидким битумом класса СГ из расчета 0,5…0,8 л/м2 или битумной эмульсией в количестве 0,6…0,9 л/м2. Применять медленно густеющие жидкие битумы класса МГ запрещается. При укладке смеси на чистое свежеуплотненное основание из щебеночных материалов, обработанных битумом, повторной обработки битумом или битумной эмульсией не требуется.
2.1.1. После подготовки основания для работы асфальтоукладчика в автоматическом режиме на обочине натягивают копирную струну в соответствии с проектным продольным профилем покрытия строящегося участка дороги.
2.1.2. Поперечные сопряжения покрытия должны быть перпендикулярны оси дороги и смазаны жидким битумом или битумной эмульсией.
2.1.3. В начале смены устанавливают ограждения участка работ и дорожные знаки. Инструмент для устройства асфальтобетонного покрытия подогревают на жаровне.
2.1.4. Асфальтобетонная смесь должна удовлетворять требованиям ГОСТ 9128.
2.2. Работы по устройству асфальтобетонного покрытия выполняют в такой последовательности: подготовка асфальтоукладчика к укладке смеси; укладка асфальтобетонной смеси на основание; уплотнение смеси катками.
2.2.1. Асфальтоукладчик устанавливают в исходное положение и готовят его к укладке смеси. Поднимают боковые стенки приемного бункера, осматривают шнек и трамбующий брус, устанавливают шиберные заслонки на задней стенке бункера в положение, обеспечивающее необходимую толщину асфальтобетонной смеси над скребковыми питателями.
С помощью блоков управления автоматическими системами стабилизации угла поперечного уклона и слежения за ровностью покрытия в продольном направлении устанавливают раму с рабочими органами в необходимое для работы положение и контактируют щуп слежения со струной.
Выглаживающую плиту устанавливают в рабочее положение, подложив под нее на основание стартовую колодку, толщина которой на 30…35 % превышает проектную толщину укладываемого слоя, и регулировочными винтами опускают выглаживающую плиту так, чтобы между плитой и доской не было просветов и был выдержан необходимый поперечный профиль покрытия.
2.2.2. Асфальтобетонную смесь укладывают с помощью асфальтоукладчика последовательно полосами шириной по 3,75 м. Длину полос устанавливают в зависимости от температуры воздуха с тем, чтобы к моменту укладки смежной полосы смесь на уложенной и уплотненной полосе не успела остыть. При температуре воздуха 10…20°С длина полосы может быть до 250 м; если температура выше 20 С, длина ограничивается сменной захваткой.
2.2.3. На участках с продольным уклоном, превышающим 40%о, укладку ведут снизу вверх.
2.2.4. Асфальтобетонную смесь транспортируют к асфальтоукладчику автомобилями-самосвалами. Автомобиль-самосвал подают к приемному бункеру укладчика задним ходом, не допуская касания колесами валиков укладчика, закрепленных на поперечной балке впереди бункера. В процессе выгрузки автомобиль-самосвал перемещается вместе с укладчиком.
Кузов автомобиля-самосвала после окончания выгрузки очищают от остатков смеси лопатой с удлиненной ручкой и подают сигнал на отход автомобиля-самосвала.
2.2.5. Выгруженная в бункер укладчика смесь скребковыми питателями подается к шнеку и распределяется по всей полосе укладки. Трамбующим брусом, размещенным за шнеком, смесь частично уплотняется и обрабатывается выглаживающей плитой.
2.2.6. Скорость передвижения асфальтоукладчика устанавливают в зависимости от особенностей смеси, типа ее подвоза и погодных условий. Хорошее качество укладки смеси (достаточное уплотнение трамбующим брусом, ровная поверхность) обеспечивается при малых скоростях передвижения укладчика, а при больших скоростях в уложенном слое могут появиться разрывы, трещины, неровности поверхности, пустоты по краям.
2.2.7. В процессе работ для получения непрерывной и ровной полосы укладки необходимо обеспечивать равномерность поступления смеси к шнеку.
Смесь к асфальтоукладчику должна подаваться непрерывно. При кратковременных перерывах в доставке смеси асфальтоукладчик останавливают, оставляя часть смеси в бункере до подхода следующего автомобиля-самосвала со смесью.
При температуре воздуха ниже 10°С следят за тем, чтобы выглаживающая плита периодически прогревалась обогревателем.
2.2.8. Толщину слоя контролируют мерником. Если толщина слоя смеси имеет отклонения от заданной, регулировочными винтами изменяют положение выглаживающей плиты асфальтоукладчика.
2.2.9. Внутренний край уложенной полосы выравнивают, обрубая его лопатой по прямой линии, пока смесь не остыла. Перед проходом укладчика выровненный край смежной полосы прогревают разогревателями, а затем смазывают горячим жидким битумом. В жаркую погоду, когда смесь в местах сопряжения остается горячей, прогревание необязательно.
При укладке смежной полосы покрытия после прохода асфальтоукладчика по линии сопряжения полос досыпают смесь так, чтобы по линии шва образовывался валик смеси шириной 10…15 см и толщиной 1,5…2 см (запас на уплотнение). Сначала делают один-два прохода катком на расстоянии 25…30 см от линии шва, а затем пропускают каток по шву. После четырех-пяти проходов катка горячей лопатой срезают излишки смеси и заглаживают шов горячим утюгом. После уплотнения покрытия катками хорошо заделанный шов должен стать незаметным.
2.2.10. В конце рабочего дня или при перерывах в работе на длительное время делают рабочий шов. Для этого поперек полосы закрепляют доску, смесь укладывают до доски и затем укатывают ее. При возобновлении работы доску убирают, торец полосы прогревают разогревателями или горячей смесью и смазывают горячим битумом. Дальнейшую обработку поперечного шва осуществляют так же, как и обработку продольного.
2.2.11. Асфальтобетонную смесь уплотняют катками на пневматических шинах массой 35 т за 10…12 проходов по одному следу и окончательно уплотняют тяжелыми вальцовыми катками.
2.2.12. Укатку начинают продольными проходами катков от края полосы с постепенным смещением проходов к середине покрытия, а затем от середины к краям с перекрытием следов на 20…30 см. При уплотнении первой полосы необходимо следить за тем, чтобы вальцы катка не приближались более чем на 10 см к кромке, обращенной к оси дороги. Первые проходы при уплотнении второй полосы необходимо выполнять по продольному сопряжению с ранее уплотненной полосой. При наезде на свежеуложенную полосу катку необходимо двигаться ведущими вальцами вперед.
Для обеспечения ровности покрытия в процессе уплотнения каток должен трогаться плавно, без рывков. Нельзя останавливать каток на свежеуплотненном покрытии. При вынужденной остановке каток следует вывести на обочину.
2.2.13. В начале уплотнения рекомендуется соблюдать скорость движения катков в пределах 1,5…2 км/ч, а после пяти-шести проходов по одному следу ее необходимо увеличить: для моторных катков с гладкими вальцами до 3…5 км/ч, для катков на пневмошинах до 5…8 км/ч.
2.2.14. Для предотвращения прилипания смеси в процессе укатки вальцы катков смачивают водой, смесью воды с керосином (1:1) или водным 1-процентным раствором отходов соапстока. Применять для этих целей соляровое масло и топочный мазут не разрешается. Прилипание смеси к пневмошинам прекращается при их нагреве до рабочей температуры смеси. Время нагрева незначительно.
2.2.15. Укатку заканчивают, когда после прохода тяжелого катка на покрытии не остается заметного следа. Окончательное заключение о степени уплотнения смеси дает лаборатория после испытания взятых из укатанного слоя проб.
2.2.16. После окончания уплотнения дефектные места (жирные, сухие, раковины и т. п.) вырубают, тщательно очищают, края смазывают жидким горячим битумом, заменяют доброкачественной асфальтобетонной смесью и укатывают.
2.2.17. Покрытие должно иметь ровную поверхность, выровненные по шнуру кромки, хорошо заделанные сопряжения полос и не превышать пределы допускаемых размеров отклонений. При производстве работ мастер должен пользоваться картой операционного контроля качества работ.
2.2.18. Работы по укладке смеси должны быть организационно увязаны с работой асфальтосмесительных установок. Количество автомобилей-самосвалов определяют расчетом в зависимости от дальности возки смеси на объект.
2.2.19. Смесь к асфальтоукладчику следует подвозить непрерывно в необходимом количестве по графику (табл. П.4.1).
Таблица П.4.1
Почасовой график подвоза асфальтобетонной смеси к асфальтоукладчику (в т) при темпе укладки 627 м слоя в смену
|
Вид смеси |
Рабочие часы |
Всего за смену, т |
|||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
||
|
Мелкозернистая для покрытия толщиной 6 см |
54 |
100 |
100 |
100 |
100 |
100 |
100 |
42 |
696 |
2.3 Работы по строительству асфальтобетонного покрытия выполняет бригада в составе 11 человек:
машинист асфальтоукладчика 6-го разр. - 1;
помощник машиниста 5-го разр. - 1;
машинисты катков: 6-го разр. - 1, 5-го разр. - 2;
асфальтобетонщики: 5-го разр. - 1, 4-го разр. - 1, 3-го разр. - 2, 2-го разр. - 1, 1-го разр. - 1.
Разбивочные работы и работы по установке копирной струны выполняет звено, которое в состав бригады не включено.
2.3.1. Работу бригады организуют следующим образом.
Машинист асфальтоукладчика управляет машиной, регулирует подачу смеси к шнеку с помощью шиберных заслонок, следит за тем, чтобы трамбующий брус был всегда в работе и выглаживающая плита при необходимости прогревалась.
Помощник машиниста находится у приемного бункера. Он подает сигнал на подход автомобилей-самосвалов и визуально проверяет качество смеси; в процессе работы следит за положением выглаживающей плиты, проверяет качество натяжения копирной струны. В конце рабочей смены помогает машинисту в очистке машины.
Асфальтобетонщики (5, 4, 3-го и 2-го разр.) следуют за асфальтоукладчиком и окончательно обрабатывают поверхность уложенного слоя, кромки и швы сопряжения полос, а также исправляют дефектные места покрытия.
Асфальтобетонщик 5-го разр. является старшим в бригаде и отвечает за общее качество работ. Он принимает участие в работе по отделке поверхности покрытия и проверяет качество асфальтобетонной смеси, правильность обработки основания битумом, контролирует толщину слоя и регулирует положение выглаживающей плиты асфальтоукладчика, дает указания машинистам катков о режиме укатки. После укатки покрытия осматривает готовый участок и дает указания по устранению дефектов.
Асфальтобетонщик 4-го разр. контролирует ровность покрытия и поперечные уклоны, заделывает сопряжения полос.
Асфальтобетонщики 3-го и 2-го разр. выполняют работы по обрубке кромок в местах сопряжений, прогревают их разогревателями или горячей смесью, смазывают горячим битумом, обрабатывают кромки покрытия и выполняют другие вспомогательные работы.
Асфальтобетонщик 1-го разр. находится у приемного бункера асфальтоукладчика. Он принимает смесь в бункер, очищает кузова автомобилей-самосвалов от остатков смеси.
2.3.2. Подготовку катков к работе ведут в начале смены, когда еще не создан необходимый фронт работы для катков.
2.3.3. Асфальтоукладчик готовят к работе в конце смены, когда за 30…40 мин. до конца смены прекращается укладка смеси с тем, чтобы к концу смены можно было укатать уложенный слой.
2.3.4. Рабочим в течение смены с разрешения бригадира поочередно предоставляется отдых, асфальтобетонщикам - 10 %, машинистам - 12 % продолжительности смены.
2.3.5. На участке работ устанавливают передвижной вагончик для отдыха рабочих и приема пищи, вагон-душевую или умывальники, бачок с питьевой водой, аптечку, передвижные туалеты, а также лари для хранения инструмента и средств для ограждения участка работ (шлагбаумы, предупреждающие знаки).
2.4. График выполнения работ
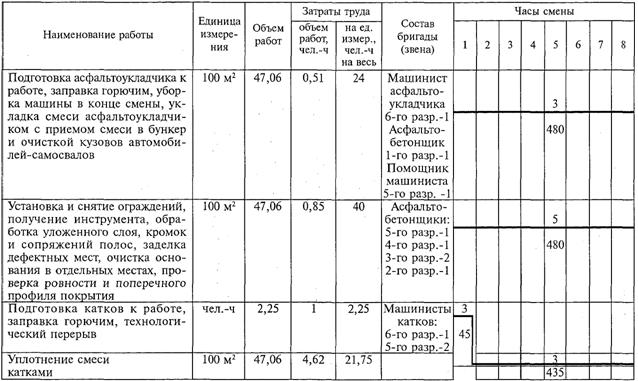
Примечание. Цифры над линиями графика указывают число рабочих, занятых в операции; цифры под линиями - продолжительность операции в мин.
2.5. Калькуляция затрат труда
|
Шифр норм |
Наименование работы |
Единица измерения |
Объем работ |
Норма времени на единицу измерения, чел.-ч |
Затраты труда на весь объем работ, чел.-ч |
|
ТНиР, § Т92-3-8 |
Очистка основания от загрязнения, прием смеси и очистка кузовов автосамосвалов от остатков смеси; укладка, разравнивание, уплотнение смеси и отделка поверхности асфальтоукладчиком ДС-126А; обрубка краев свежеуложенной смеси со смазкой мест примыкания битумом, проверка ровности и поперечного профиля покрытия, обработка кромок швов сопряжения; заделка дефектных мест |
100 м2 |
47,06 |
1,36(0,17) |
64,0 |
|
ТНиР, § Т92-2-1, (применительно) |
Уплотнение асфальтобетонного покрытия катком ДУ-31А на пневматических шинах за 10 проходов по следу |
1000 м2 |
4,706 |
1,72 |
8,09 |
|
ЕНиР, § 17-12, № 29, примеч. 1 |
Окончательное уплотнение тяжелыми вальцовыми катками ДУ-9В за 9 проходов по следу |
1000 м2 |
47,06 |
0,342 |
16,09 |
|
|
Итого |
|
|
|
88,18 |
|
2,34 чел.-дн |
2.6. При производстве работ по строительству асфальтобетонного покрытия с применением ПБВ необходимо соблюдать требования техники безопасности и охраны труда, изложенные в нормативных документах ( прил. 25).
2.6.1. Обеспечение средствами индивидуальной защиты рабочих, занятых на устройстве асфальтобетонных покрытий, должно проводиться в соответствии с действующими «Типовыми отраслевыми нормами бесплатной выдачи спецодежды, спецобуви и предохранительных приспособлений рабочим и служащим, занятым на строительно-монтажных и ремонтно-строительных работах».
2.6.2. К работе с ПБВ допускаются лица, прошедшие медицинский осмотр и признанные годными к этой работе.
Лица моложе 18 лет, беременные женщины и кормящие матери к работе с ПБВ, полученным с применением растворителей сольвент и ксилол, не допускаются.
2.6.3. Все работающие должны проходить медицинский осмотр один раз в шесть месяцев.
2.6.4. Рабочие и инженерно-технические работники допускаются к работе с ПБВ после прохождения инструктажа и проверки знаний по технике безопасности, пожарной безопасности и правил личной гигиены.
Повторный инструктаж и контрольную проверку производят один раз в три месяца с соответствующей отметкой в журнале.
2.6.5. До начала работ по строительству покрытия участок работ необходимо оградить и обеспечить для рабочих безопасную схему захода и выхода из зоны работы автомобилей-самосвалов.
2.6.6. При работе катков, асфальтоукладчиков, идущих друг за другом, дистанция между ними должна быть не менее 5 м.
2.6.7. При изменении направления движения катка или асфальтоукладчика необходимо подать предупредительный сигнал.
3. Технико-экономические показатели
|
Затраты труда на 1000 м2 покрытия, чел.-дней |
2,34 |
|
Затраты машинного времени на 1000 м2 покрытия, маш.-смен: |
|
|
всего |
0,85 |
|
В том числе: |
|
|
асфальтоукладчик |
0,212 |
|
каток ДУ-31 |
0,215 |
|
каток ДУ-9А |
0,427 |
|
Выработка на одного рабочего в смену, м2 |
427,8 |
4. Материально-технические ресурсы
4.1. Потребность в материалах на 1000 м2 покрытия
|
Наименование |
Марка, ГОСТ |
Количество, т |
|
Смесь горячая асфальтобетонная, мелкозернистая, приготовленная на основе ПБВ |
ГОСТ 9128 |
148 |
Примечания:
1. Плотность асфальтобетона - 2,38 т/м3.
2. Расход битума для предварительной обработки основания, сопряжения полос не учтен. Его потребность определяется исходя из фактических условий и объемов работ.
4.2. Потребность в машинах, оборудовании, инструменте, инвентаре, приспособлениях
|
Наименование |
Тип, марка, ГОСТ |
Количество, шт. |
|
Асфальтоукладчик |
ДС-126А |
|
|
Каток на пневмошинах |
ДУ-31 |
|
|
Каток моторный вальцовый |
ДУ-9В |
2 |
|
Электростанция передвижная |
ЭСД-5-Т/230 |
|
|
Котел битумный передвижной |
Индивидуального изготовления |
|
|
Жаровня для разогрева инструмента |
То же |
|
|
Лопаты стальные строительные |
ГОСТ 3620 |
5 |
|
Лопата с удлиненной ручкой |
То же |
|
|
Грабли металлические (садово-огородные) |
ГОСТ 19597 |
2 |
|
Ломы стальные строительные |
ГОСТ 1405 |
2 |
|
Терки |
Индивидуального изготовления |
2 |
|
Утюг металлический |
То же |
|
|
Трамбовка ручная прямоугольная формовочная |
ГОСТ 777 |
|
|
Кувалды кузнечные тупоносые |
ГОСТ 11401 |
|
|
Нивелир |
ГОСТ 10528 |
|
|
Рейки нивелирные |
ГОСТ 11158 |
2 |
|
Рейка контрольная трехметровая |
Индивидуального изготовления |
|
|
Клин мерный |
То же |
|
|
Мерник толщины слоя |
То же |
|
|
Рулетка измерительная металлическая |
ГОСТ 7502 |
|
|
Уровень строительный длиной 1 м |
ГОСТ 9416 |
|
|
Термометр |
ГОСТ 2823 |
|
|
Знаки дорожные для ограждения участка работ |
ГОСТ 10807 |
1 комплект |
5. Карта операционного контроля качества строительства асфальтобетонного покрытия с применением полимерно-битумного вяжущего (ПБВ)
|
Контролируемые параметры |
Предельные отклонения |
|
Ширина покрытия, см |
Δ1=±10 |
|
Толщина слоя покрытия, % |
Δ2=±5 |
|
Отметки по оси покрытия и основания, мм |
Δ3=±10 |
|
Поперечный уклон покрытия |
Δ4=±0,005 |
|
Ровность поверхности покрытия (просвет под 3-метровой рейкой), мм |
Δ5=±3 |
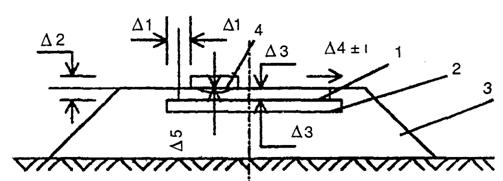
Схема к контролю качества:
1 - асфальтобетонное покрытие; 2 - основание; 3 - земляное полотно; 4 - трехметровая рейка
Примечания:
1. Основание должно быть ровным, чистым, сухим (акт на скрытые работы).
2. Коэффициент уплотнения через 1…3 суток после окончания работ должен быть не ниже 0,98.
3. Асфальтобетонные смеси на основе ПБВ следует уплотнять при температуре от 90 до 35°С.
4. Температура смеси при выпуске из смесителя должна быть в пределах 110…120°С.
5. Сопряжение полос должно быть незаметным. Наличие дефектных мест на покрытии не допускается.
|
I |
Основные операции, подлежащие контролю |
Подготовка основания; разбивочные работы |
Укладка асфальтобетонной смеси |
Уплотнение асфальтобетонной смеси |
|
II |
Состав контроля |
1. Чистота основания 2. Отметки по оси основания 3. Ширина покрытия |
1. Температура смеси при укладке 2. Ровность слоя 3. Толщина уложенного слоя 4. Сопряжение полос 5. Поперечный уклон и ширина покрытия |
1. Уплотнение смеси 2. Поперечный и продольный уклоны покрытия 3. Ровность покрытия |
|
III |
Методы и средства контроля |
Визуальный, измерительный 1. Визуально 2. Нивелир 3. Рулетка металлическая |
Измерительный, визуальный 1. Термометр 2. Рейка трехметровая с клином 3. Мерник толщины 4. Визуально 5. Нивелир, рулетка металлическая, уровень строительный |
Измерительный 1. Вырубка образцов, контрольный проход тяжелого катка 2. Нивелир, уровень строительный 3. Рейка трехметровая |
|
IV |
Режим и объем контроля |
1. Вся площадь захватки 2. Через 100 м 3. Через 40 м |
1. В каждом автомобиле-самосвале 2. В трех створах на пикет (по оси и на расстоянии 1 м от кромок) 3. Через 100 м 4. Постоянно 5. Через 100 м |
1. Пробы (не менее трех на 1 км), отсутствие следа от прохода катка 2, 3. После двух-трех проходов катка |
|
V |
Должность и фамилия контролирующего операцию |
Мастер (Смирнов С. С.) |
Мастер (Смирнов С.С), лаборант (Иванова И.И.) |
|
|
VI |
Должность и фамилия ответственного за организацию и осуществление контроля |
Прораб (Михайлов М. М.) |
|
|
|
VII |
Привлекаемые для контроля подразделения |
|
Лаборатория |
|
|
VIII |
Где регистрируются результаты контроля |
Общий журнал работ |
Журнал лабораторных работ, общий журнал работ |
|
Приложение
5
МЕТОДИКА ОЦЕНКИ ПОКАЗАТЕЛЯ ТРЕЩИНОСТОЙКОСТИ АСФАЛЬТОБЕТОНА
(а. с. № 1561033)
В качестве показателя трещиностойкости асфальтобетона рекомендуется использовать отношение предела прочности асфальтобетона на растяжение R к его модулю упругости Е.
Прочность асфальтобетона на растяжение является главным фактором его сопротивления образованию трещин: чем больше эта прочность, тем выше трещиностойкость материала. Модуль упругости оказывает решающее влияние на величину температурных напряжений в асфальтобетонном покрытии: чем он больше, тем больше величина этих напряжений и тем меньше трещиностойкость покрытия.
Таким образом, с одной стороны, необходимо стремиться к увеличению прочности, а с другой - к уменьшению модуля упругости. В итоге: чем больше отношение R / E , тем выше трещиностойкость асфальтобетона (табл. П.5).
Таблица П.5
|
Дорожно-климатическая зона |
Требуемые значения ( R / E )104 при температуре 0°С, не менее |
|
I |
24 |
|
II-III |
10 |
|
IV - V |
6 |
Прочность и модуль упругости асфальтобетона определяют путем сжатия стандартных цилиндрических образцов по образующей. Определение предела прочности на растяжение при расколе.
Аппаратура. Испытательная машина с механическим приводом. Термометр химический ртутный стеклянный с ценой деления шкалы 1°С. Сосуды для термостатирования образцов емкостью 7… 10 л.
Подготовка образцов к испытанию. Изготовленные по методике ГОСТ 12801 три образца асфальтобетона до испытания выдерживают при комнатной температуре не менее 12 часов. Перед испытанием образцы выдерживают в водно-ледяной смеси при 0°С. Время выдержки образцов с размерами h = d -50,5 мм - 1 час; с размерами h = d -71,4 мм -1,5 часа.
Проведение испытания. Цилиндрический образец, извлеченный из водно-ледяной смеси, укладывают на образующую боковой поверхности в центре нижней плиты пресса, после чего включают электродвигатель и доводят образец до разрушения. Для сохранения температуры образца между ним и металлическими плитами укладывают прокладку из плотной бумаги. Весь цикл испытания, от момента извлечения образца из воды до его разрушения, не должен превышать 2 минут.
За разрушающую нагрузку принимают максимальное показание силоизмерителя.
Обработка результатов. Предел прочности на растяжение при расколе R вычисляют с точностью до 0,01 МПа по формуле
2Pp·( π ·h·d)-1,
где Р p - максимальное усилие при разрушении образца; h , d - высота и диаметр образца.
За результат определения принимают среднее арифметическое значение испытания трех образцов. Расхождения между результатами испытаний отдельных образцов не должны превышать 10 %.
Определение модуля упругости
Аппаратура. Пресс и приборы для термостатирования образцов те же, что и при испытании на растяжение при расколе.
Специальное приспособление с индикатором часового типа (цена деления 0,01 мм) для измерения поперечной деформации диаметра образца в процессе нагружения (рис. П.5) состоит из рамки 2, которая крепится вплотную к одной половине образца 1 с помощью винтов 3. С другой стороны рамки с помощью винта 4 крепится индикатор 5, измерительная ножка которого упирается в образующую поверхность образца. Таким образом, индикатор жестко связан с образцом и поэтому при нагружении показывает фактическую деформацию растяжения образца по диаметру.
Перед испытанием образцы термостатируют при температуре 0°С в водно-ледяной смеси. После этого на образец крепится рамка 2 с индикатором 5. При этом измерительная ножка индикатора должна быть в контакте с боковой поверхностью образца.
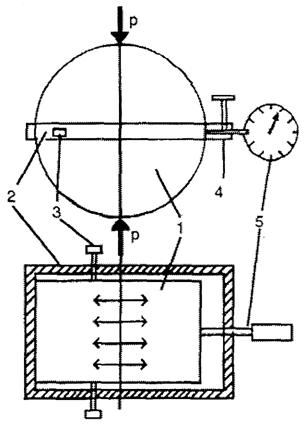
Рис. П.5. Схема
испытания стандартного асфальтобетонного образца:
1 - образец асфальтобетона; 2 - рамка для крепления индикатора на
образце; 3 - крепежные винты; 4 - винт для крепления индикатора в
рамке; 5 - индикатор часового
типа
Проведение испытания. Образец с рамкой и индикатором устанавливают на плиту испытательной машины и производят нагружение с постоянной стандартной скоростью деформирования, равной 3 мм/мин. В процессе нагружения следят за стрелкой индикатора: когда стрелка переместится на два деления, отсчитывают по силоизмерителю значение PD ; не прерывая нагружения, доводят образец до разрушения, фиксируя максимальное усилие при разрушении Рр.
Обработка результатов. По результатам испытаний определяют предел прочности асфальтобетона на растяжение при расколе, а также модуль упругости по формуле
E=2PD (π·h·Δd)-1,
в которой Р D -усилие в момент достижения поперечной деформации образца, равной d · Δd ( Δd =0,02 мм).
Непосредственно перед испытанием образец извлекают из холодильной камеры и производят измерение его диаметра и высоты с точностью +0,1 мм.
Показатель трещиностойкости R / E определяют по формулам:
• для образцов d = h =5,05 мм R · E -1 =4·10-4 Pp · PD -1 ;
• для образцов d = h =7,14 мм R - E -1 =3·10-4 Pp · PD -1 ;
Приложение
6
МЕТОДИКА ОЦЕНКИ СДВИГОУСТОЙЧИВОСТИ АСФАЛЬТОБЕТОНА
(а.с 1693550)
Сдвигоустойчивость асфальтобетона в покрытии обеспечивается при условии
![]()
где ![]() - требуемый предел
прочности асфальтобетона при сдвиге для реальных условий эксплуатации покрытия,
назначаемый по методическим рекомендациям [ 20];
- требуемый предел
прочности асфальтобетона при сдвиге для реальных условий эксплуатации покрытия,
назначаемый по методическим рекомендациям [ 20];
![]() - предел прочности
образцов асфальтобетона, изготовленных по ГОСТ
12801, при сдвиге при температуре 50°С.
- предел прочности
образцов асфальтобетона, изготовленных по ГОСТ
12801, при сдвиге при температуре 50°С.
Определение предела прочности асфальтобетона при сдвиге производят по следующей методике.
Сущность испытания заключается в том, что в его процессе центральная часть образца сдвигается относительно остального его объема (рис. П.6). Для этого образец плотно вставляют в металлическую цилиндрическую форму, установленную на упорное кольцо, внутренний диаметр которого меньше диаметра образца. Сверху на образец устанавливают плоский круглый нагрузочный штамп, диаметр которого меньше внутреннего диаметра упорного кольца. При прикладывании сжимающего возрастающего усилия к штампу происходит сдвиг асфальтобетона.
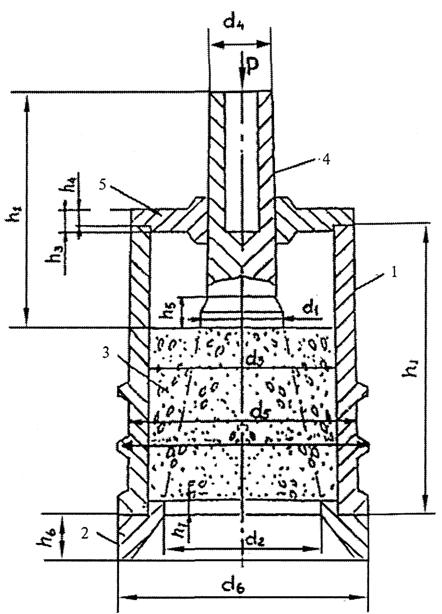
Рис. П.6. Сдвиговой
прибор:
1 - форма; 2 - упорное кольцо; 3 - испытуемый образец; 4 - штамп; 5 - насадка
Аппаратура. Сдвиговой прибор (рис. П.6) состоит из формы, в которую помещают образец асфальтобетона, упорного кольца, нагрузочного штампа и насадки, которая служит для центровки нагрузочного штампа на испытуемом образце. Сдвиговой прибор включает два типоразмера (табл. П.6): для испытания образцов h = d =50,5 мм из песчаных смесей и h = d =71,4 мм из мелкозернистых смесей по ГОСТ 12801. Внутренний диаметр испытательных форм сдвигового прибора должен быть больше номинальных размеров внутреннего диаметра форм для изготовления цилиндрических образцов, установленных ГОСТ 12801 на величину: для форм с внутренним диаметром 50,5 мм - 0,5 мм, 71,4 мм - 0,6 мм.
Таблица П.6.
Спецификация и размеры деталей сдвигового прибора
|
Спецификация и параметры деталей |
Размеры деталей, мм, для асфальтобетонных образцов высотой и диаметром, мм |
|
|
50,5 |
71,4 |
|
|
Форма |
|
|
|
h 1 |
100 |
120 |
|
d 3 |
51 |
72 |
|
d 5 |
62 |
84 |
|
d 7 |
70 |
92 |
|
Упорное кольцо |
|
|
|
h6 |
150 |
150 |
|
h7 |
4 |
4 |
|
d2 |
42 |
59 |
|
d 6 |
70 |
92 |
|
Штамп |
|
|
|
h 2 |
70 |
85 |
|
h5 |
10 |
10 |
|
d1 |
23 |
38 |
|
d4 |
18 |
24 |
|
Насадка |
|
|
|
h 3 |
30 |
30 |
|
h 4 |
20 |
20 |
Подготовка к испытанию. Изготовленные по стандартной методике ( ГОСТ 12801) цилиндрические образцы асфальтобетона до испытания выдерживают при комнатной температуре в течение 12…48 часов.
Перед испытанием образцы термостатируют при температуре (50+2)°С в течение 2 часов на воздухе или в течение 1 часа в воде. Кроме того, в термошкафу при этой же температуре следует выдержать: испытательную форму, нагрузочный штамп и упорное кольцо. Образцы, выдержанные в воде, перед испытанием на сдвиговую прочность вытирают мягкой тканью или фильтровальной бумагой.
Проведение испытания. Предел прочности при сдвиге асфальтобетонных образцов определяют на прессах с механическим или гидравлическим приводом по ГОСТ 28840-90 при скорости деформирования образца (3,0±0,3) мм/мин.
Перед проведением испытания на прессах с гидравлическим приводом следует установить скорость холостого хода поршня 3 мм/мин.
Пресс должен быть снабжен силоизмерителем любого типа, позволяющим определять прочность при сдвиге с погрешностью не более 2 % измеряемой нагрузки. Испытательный пресс должен регулярно (не реже 1 раза в год) проходить метрологическую поверку.
Непосредственно перед испытанием образец извлекают из воды или из термошкафа и производят измерение его высоты ( h ) с точностью +0,1 мм и значение высоты фиксируют в испытательном журнале.
Для получения достоверных данных необходимо, чтобы высота образцов отличалась от номинальной не более:
• для образцов из песчаных смесей ±1,0 мм;
• для образцов из мелкозернистых смесей ±1,5 мм.
На нижнюю плиту испытательного механического (гидравлического) пресса устанавливают упорное кольцо 2. Затем в нагретую испытательную форму 1 вставляют испытываемый образец 3, имеющий заданную температуру (50±2) °С. Образец должен входить в форму плотно, с небольшим нажатием, прикладываемым рукой, и не выпадать из нее под действием собственного веса. В случае необходимости образец обматывают калькой для обеспечения плотного контакта боковой поверхности образца и внутренней поверхности формы. Форму с образцом устанавливают на упорное кольцо сдвигового прибора. Сверху на торец образца по центру устанавливают нагрузочный штамп 4, центрируемый с помощью насадки 5. Для уменьшения потерь тепла образца и исключения прилипания к нему нагрузочного штампа между ними прокладывают кусок кальки.
К хвостовику нагрузочного штампа подводят верхнюю плиту испытательного пресса и прикладывают возрастающую нагрузку. В процессе испытания необходимо поддерживать скорость движения силовой плиты, равной 3,0+0,3 мм/мин. Нагружение продолжают до тех пор, пока показания силоизмерителя не начнут уменьшаться. При этом фиксируют максимальное усилие, что и принимают за разрушающую нагрузку. Затем снимают нагрузку и извлекают образец из формы. Для ускорений испытаний серии образцов и уменьшения теплопотерь испытуемых образцов целесообразно в комплекте каждого типоразмера сдвигового прибора иметь минимум по две испытательные формы, которые попеременно выдерживают в термошкафу при температуре 50±2°С. После проведения испытаний образец извлекают из формы выжимным приспособлением.
Обработка результатов. Предел прочности при сдвиге образцов асфальтобетона вычисляют с погрешностью 0,01МПа по формуле:
![]()
где: Pmax - разрушающее усилие, Н; α - угол между вертикальной плоскостью и плоскостью сдвига, который определен расчетным путем и равен 9°; d ш - диаметр штампа, мм; d кол - внутренний диаметр упорного кольца, мм; h - высота образца, мм.
При обеспечении стандартной высоты образцов при их изготовлении приведенная формула для практических расчетов может быть представлена в следующем виде:
• для образцов d = h =50,5 мм R 50 сдв =Р m ах /525, МПа;
• для образцов d = h =71,4 мм R 50 сдв =Р max /1100, МПа,
где Р m ах - разрушающее усилие, кгс.
За результат определения принимают округленное до второго десятичного знака среднеарифметическое значение испытаний трех образцов.
Приложение
7
ПРИМЕР СТАТИСТИЧЕСКОГО РЕГУЛИРОВАНИЯ КАЧЕСТВА УПЛОТНЕНИЯ АСФАЛЬТОБЕТОННОГО
ПОКРЫТИЯ
Реконструируется автомобильная дорога II технической категории. Минимальный требуемый коэффициент уплотнения для плотной смеси K =0,98, а плотность стандартных образцов ρст=2,24 г/см3. Допустимая нижняя граница плотности составляет ρн=ρст· K у =2,34·0,98=2,29 г/см3. Приемочный уровень дефектности 10 %; объем разовой пробы - пять точек измерения, а количество разовых проб за смену - шесть. Результаты контроля плотности приведены в таблице.
|
Порядковый номер разовой пробы |
Порядковый номер точки измерения в разовой пробе |
Расчетные показатели |
|||||||
|
1 |
2 |
3 |
4 |
5 |
|
ρmin |
ρmn |
Km |
|
|
1 |
2,33 |
2,31 |
2,29 |
2,31 |
2,30 |
2,308 |
2,33 |
2,29 |
0,45 |
|
2 |
2,31 |
2,32 |
2,32 |
2,28 |
2,29 |
2,304 |
2,32 |
2,28 |
0,35 |
|
3 |
2,32 |
2,35 |
2,32 |
2,30 |
2,28 |
2,316 |
2,35 |
2,29 |
0,43 |
|
4 |
2,30 |
2,31 |
2,30 |
2,29 |
2,32 |
2,304 |
2,32 |
2,29 |
0,47 |
|
5 |
2,31 |
2,28 |
2,31 |
2,32 |
2,30 |
2,304 |
2,32 |
2,28 |
0,35 |
|
6 |
2,32 |
2,29 |
2,31 |
2,30 |
2,29 |
2,302 |
2,32 |
2,29 |
0,40 |
Как следует из этой таблицы, текущий оценочный коэффициент качества K т изменяется от 0,35 до 0,47, что согласно данным, приведенным в табл. 1.19, соответствует удовлетворительному уровню качества. Поскольку значения Km =0,35…0,47 группируются между нижней K н =0,27 и предупреждающей Kmn =0,50 границами (см. § 1.7), то это означает, что технологическая операция уплотнения асфальтобетонной смеси стабильна, но недостаточно точна. Причиной этого, в частности, может быть начальная температурная неоднородность смеси при уплотнении.
Приложение
8
ПРИМЕР СТАТИСТИЧЕСКОГО ПРИЕМОЧНОГО КОНТРОЛЯ КАЧЕСТВА УПЛОТНЕНИЯ
АСФАЛЬТОБЕТОННОГО ПОКРЫТИЯ
Оценивается качество уплотнения 1 км покрытия шириной 7 м, построенного из плотной смеси. Минимальный требуемый коэффициент уплотнения K =0,98, а средняя плотность переформованных образцов ρпф=2,34 г/см3.
По длине участка количество точек испытаний должно составить 25, а допустимое значение приемочного оценочного коэффициента [ kn ]=0,936 (см. табл. 1.17). Допустимое значение плотности асфальтобетонного покрытия [ρ]= K ρпф=0,98·2,34=2,293 г/см3.
Определив
плотность в 25 точках покрытия и обработав полученные данные, имеем: среднее
арифметическое ![]() , а среднее квадратическое отклонение σ p =0,058
г/см3. Положив согласно табл.
1.18 требуемое значение коэффициента вариации плотности покрытия [ Cv ]=0,02,
рассчитываем оценочный коэффициент:
, а среднее квадратическое отклонение σ p =0,058
г/см3. Положив согласно табл.
1.18 требуемое значение коэффициента вариации плотности покрытия [ Cv ]=0,02,
рассчитываем оценочный коэффициент:
K =[2,326-2,293(1-0,02·0,936)]/0,058=1,31
По табл. 1.19 при количестве испытаний 25 и K =1,31 качество работ по уплотнению покрытия соответствует оценке «хорошо».
Приложение 9
ПЕРИОДИЧНОСТЬ ЛАБОРАТОРНОГО КОНТРОЛЯ КАЧЕСТВА КОМПОНЕНТОВ АСФАЛЬТОБЕТОННОЙ
СМЕСИ
Таблица П.9.1
Щебень (гравий)
|
Наименование показателей |
ГОСТ |
Щебеночный завод |
Асфальтобетонный завод |
|
1 |
2 |
3 |
4 |
|
Определение зернового состава |
8269.0-97 |
Ежедневно одна объединенная проба с каждой технологической линии |
1 раз в 10 смен одна объединенная проба каждой фракции и при поступлении новых партий |
|
Содержание дробленых зерен в щебне из гравия |
8269.0-97 |
1 раз в 10 дней одна объединенная проба с каждой технологической линии |
1 раз в 10 смен одна объединенная проба каждой фракции и при поступлении новых партий |
|
Содержание пылевидных глинистых частиц |
8269.0-97 |
Ежедневно одна объединенная проба с каждой технологической линии |
1 раз в 10 смей одна объединенная проба каждой фракции и при поступлении новых партий |
|
Определение содержания глины в комках |
8269.0-97 |
Ежедневно одна объединенная проба с каждой технологической линии |
1 раз в 10 смен одна объединенная проба каждой фракции и при поступлении новых партий |
|
Определение зерен пластинчатой (левдадной) и игловатой формы |
8269.0-97 |
1 раз в 10 дней одна объединенная проба с каждой технологической линии |
1 раз в 10 смен одна объединенная проба каждой фракции и при поступлении новых партий |
|
Определение зерен слабых пород |
8269.0-97 |
Ежедневно одна объединенная проба с каждой технологической линии |
1 раз в 10 смен одна объединенная проба каждой фракции и при поступлении новых партий |
|
Определение дробимости щебня (гравия) при сжатии (раздавливании) |
8269.0-97 |
1 раз в квартал, 1 объединенная проба с каждой технологической линии |
1 раз в квартал и при поступлении новых партий, если при визуальном осмотре установлено изменение качественных показателей |
|
Определение истираемости в полочном барабане |
8269.0-97 |
1 раз в квартал, 1 объединенная проба с каждой технологической липни |
При отсутствии паспортных данных |
|
Определение сопротивления щебня (гравия) удару на копре ПМ |
8269.0-97 |
1 раз в квартал, 1 объединенная проба с каждой технологической линии |
По требованию проекта |
|
Определение насыпной плотности и пустотности щебня (гравия) |
8269.0-97 |
1 раз в квартал, 1 объединенная проба с каждой технологической линии |
При поступлении новых партий, если при визуальном осмотре установлено несоответствие с паспортными данными |
|
Определение морозостойкости |
8269.0-97 |
1 раз в год, 1 объединенная проба с каждой технологической линии |
При отсутствии паспортных данных |
|
Определение влажности |
8269.0-97 |
Ежедневно одну объединенную пробу с каждой технологической линии |
|
|
Определение устойчивости щебня (гравия) против распада |
8269.0-97 |
1 раз в квартал, 1 объединенная проба с каждой технологической линии |
При отсутствии паспортных данных |
|
Определение удельной эффективной активности естественных радионуклидов |
30108-94 |
1 раз в год, 1 объединенная проба с каждой технологической линии |
При отсутствии паспортных данных |
Песок
Таблица П.9.2
|
Наименование показателей |
ГОСТ |
При геологической разведке |
Карьер |
Асфальтобетонный завод |
|
|
Ежедневно |
Периодически |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Определение зернового состава и модуля крупности |
8735-88 |
Обязательно |
Обязательно |
|
1 раз в 10 смен и при поступлении новых партий |
|
Определение содержания пылевидных и глинистых частиц |
8735-88 |
Обязательно |
Обязательно |
|
1 раз в 10 смен и при поступлении новых партий |
|
Определение содержания глины в комках |
8735-88 |
Обязательно |
Обязательно |
|
1 раз в 10 смен и при поступлении новых партий |
|
Определение органических примесей |
8735-88 |
Обязательно |
|
По требованию потребителя |
|
|
Определение минерало-петрографического состава |
8735-88 |
Обязательно |
|
По требованию потребителя |
|
|
Определение истинной плотности |
8735-88 |
Обязательно |
|
По требованию потребителя |
При отсутствии паспортных данных и по необходимости |
|
Определение насыпной плотности |
8735-88 |
Обязательно |
Обязательно |
|
При поступлении новых партий, если при визуальном осмотре установлено изменение качественных показателей |
|
Определение пустотности |
8735-88 |
|
|
По требованию потребителя |
При отсутствии паспортных данных и по необходимости |
|
Определение влажности |
8735-88 |
Обязательно |
1 раз в смену и в случае выпадения осадков |
|
1 раз в 10 смен и при поступлении новых партий |
|
Определение коэффициента фильтрации |
25584-90 |
Обязательно |
|
По требованию потребителя |
|
|
Определение марки по прочности исходной горной породы песков из отсевов дробления |
8735-88 |
Обязательно |
|
1 раз в квартал |
1 раз в квартал, и при поступлении новых партий, если при визуальном осмотре установлено изменение качественных показателей |
|
Содержание вредных примесей |
8736-93 |
Обязательно |
|
1 раз в квартал |
При отсутствии паспортных данных |
|
Определение удельной эффективности активности естественных радионуклидов |
30108-94 |
Обязательно |
|
1 раз в год |
При отсутствии паспортных данных |
|
Определение морозостойкости песка из отсевов дробления |
8735-88 |
Обязательно |
|
1 раз в квартал |
При отсутствии паспортных данных |
Минеральный порошок
Таблица П.9.3
|
Наименование показателей |
ГОСТ |
Предприятие-изготовитель |
Потребитель |
|
|
Ежесуточно |
Периодически |
|||
|
1 |
2 |
3 |
4 |
5 |
|
Определение зернового состава |
12784-78 |
1 раз в смену |
|
Не реже 1 раза в 10 смен |
|
Определение удельного веса (истинной плотности) |
12784-78 |
|
По требованию потребителя |
При отсутствии паспортных данных по необходимости |
|
Определение средней плотности (объемной массы при уплотнении под нагрузкой) |
12784-78 |
|
По требованию потребителя |
При отсутствии паспортных данных по необходимости |
|
Определение пористости |
12784-78 |
|
2 раза в месяц |
При отсутствии паспортных данных по необходимости |
|
Определение набухания образцов из смеси минерального порошка с битумом |
12784-78 |
|
1 раз в месяц и при каждом изменении горной породы или количества и состава активирующей смеси |
При отсутствии паспортных данных по необходимости |
|
Определение показателя битумоемкости |
12784-78 |
|
По требованию потребителя |
При отсутствии паспортных данных по необходимости |
|
Определение гидрофобности |
12784-78 |
1 раз в смену |
|
Не реже 1 раза в 10 смен |
|
Определение влажности |
12784-78 |
|
|
Не реже 1 раза в 10 смен |
|
Определение однородности |
12784-78 |
1 раз в смену |
По требованию потребителя |
При отсутствии паспортных данных по необходимости |
|
Определение коэффициента водостойкости образцов из смеси минерального порошка с битумом для порошкообразных отходов промышленности |
12784-78 |
|
По требованию потребителя |
При отсутствии паспортных данных по необходимости |
|
Определение содержания водорастворимых соединений для порошкообразных отходов промышленности |
12784-78 |
|
По требованию потребителя |
При отсутствии паспортных данных по необходимости |
Битумы нефтяные, ПБВ
Таблица П. 9.4
|
Наименование показателей |
ГОСТ |
Предприятие-изготовитель |
Потребитель |
|
1 |
2 |
3 |
4 |
|
Глубина проникания иглы, при: |
11501-78 |
|
Для каждого рабочего котла и при поступлении новых партий |
|
25°С |
Обязательно |
||
|
0°С |
Обязательно |
||
|
Температура размягчения по кольцу и шару |
11506-73 |
Обязательно |
Для каждого рабочего котла и при поступлении новых партий |
|
Растяжимость: |
11505-75 |
|
1 раз в 10 дней и при изменении качества поступающего продукта При отсутствии паспортных данных и при изменении качества поступающего продукта |
|
25°С |
Обязательно |
||
|
0°С |
Не реже 1 раза в 10 дней |
||
|
Температура хрупкости |
11507-78 |
Обязательно |
1 раз в месяц и при изменении качества поступающего продукта |
|
Индекс пенетрации |
22245-90 |
Обязательно |
Обязательно |
|
Условная вязкость по вискозиметру с отверстием 5 мм, при 60°С, с (для жидких битумов) |
11503-74 |
Обязательно |
Из каждого рабочего котла и при поступлении новых партий |
|
Температура вспышки, °С |
4333-87 |
Не реже 1 раза в месяц |
1 раз в месяц и при изменении качества поступающего продукта |
|
Изменение температуры размягчения после прогрева |
11506-73 |
Не реже 1 раза в 10 дней |
1 раз в 10 дней и при изменении качества поступающего продукта |
|
Эластичность (для ПБВ) |
ОСТ 218.010-98 |
Обязательно |
1 раз в 10 дней и при изменении качества поступающего продукта |
|
Однородность (для ПБВ) |
ОСТ 218.010-98 |
Обязательно |
1 раз в 10 дней и при изменении качества поступающего продукта |
Приложение
10
Сравнительные данные распиливающего эффекта форсунок
|
Тип распылителя |
Давление, МПа Диаметр капель, мм |
|||||||||||
|
Механические центробежные форсунки |
0,4‑0,5 0,6 |
0,6‑0,7 0,5 |
0,8‑1,2 0,4 |
1,2‑1,4 0,33 |
1,4‑1,6 0,29 |
1,6‑1,8 0,25 |
1,8‑2,0 0,22 |
2,0‑2,5 0,2 |
||||
|
Воздушное распиливание |
1 0,4 |
2 0,2 |
3 0,13 |
4 0,10 |
5 0,08 |
6 0,065 |
7 0,049 |
8 0,030 |
||||
|
Пневматическое распыливание |
0,3 0,007 |
0,5 0,004 |
0,7 0,003 |
0,9 0,0025 |
||||||||
|
Паровое распыливание |
0,3 0,007‑0,008 |
0,5 0,005 |
0,8 0,003 |
1,0 0,002‑0,003 |
1,5 0,0015‑0,002 |
|||||||
Приложение 11
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ АСФАЛЬТОСМЕСИТЕЛЬНЫХ УСТАНОВОК
Таблица П.11.1
Отечественные асфальтосмесительные установки
|
Параметры |
Д-597 |
Д-597А |
Д-508 |
ДС-117-2Е |
ДС-П7-2К |
ДС-158 |
Д-617-2 |
Д-645-2 |
ДС-84-2 |
|
Производительность, т/ч |
25 |
25 |
25 |
25 |
32 |
40 |
50 |
100 |
200 |
|
Агрегат питания: |
|
|
|
|
|
|
|
|
|
|
число бункеров |
3 |
3 |
4 |
3 |
3 |
4 |
4 |
4 |
6 |
|
вместимость одного бункера, м3 |
3,3 |
3,3 |
5,35 |
3,3 |
6 |
6 |
4 |
4 |
10 |
|
Сушильный барабан |
|
|
|
|
|
|
|
|
|
|
диаметр, м |
1,2 |
1,4 |
1,4 |
1,4 |
1,4 |
1,4 |
1,8 |
2,2 |
2,6 |
|
длина, м |
5 |
6,5 |
6,5 |
5,6 |
5,6 |
5,6 |
6,0 |
8,0 |
9,6 |
|
мощность, кВт |
17 |
17 |
17 |
11 |
11 |
11 |
22 |
45 |
4×22 |
|
удельная производительность, т/(м3·ч) |
4,4 |
2,5 |
2,5 |
2,9 |
3,7 |
4,6 |
3,3 |
3,3 |
3,9 |
|
Смеситель: |
|
|
|
|
|
|
|
|
|
|
вместимость, кг |
600 |
600 |
600 |
600 |
600 |
600 |
1200 |
2000 |
3500 |
|
длина L , мм |
1418 |
1418 |
1418 |
1418 |
1418 |
1418 |
1649 |
1700 |
2140 |
|
ширина В, мм |
1020 |
1020 |
1020 |
1020 |
1020 |
1020 |
1320 |
1760 |
2108 |
|
частота вращения |
|
|
|
|
|
|
|
|
|
|
лопастных валов, об/мин. |
75,5 |
75,5 |
75,5 |
75,5 |
75,5 |
75,5 |
73,5 |
40 |
40 |
|
длительность цикла, с |
86,4 |
86,4 |
86,4 |
86,4 |
67,5 |
54,0 |
86,4 |
72 |
60 |
|
мощность привода, кВт |
22 |
22 |
30 |
22 |
22 |
22 |
40 |
75 |
130 |
|
Накопительные бункеры: |
|
|
|
|
|
|
|
|
|
|
вместимость, т |
- |
- |
32 |
- |
- |
70 |
100 |
200 |
|
|
мощность, кВт: |
22 |
22 |
30 |
- |
- |
26,5 |
45 |
||
|
электродвигателей |
- |
9 |
|
|
|
20 |
|
|
|
|
электронагревателей |
- |
- |
8 |
- |
- |
12,0 |
16 |
||
|
Общая установленная мощность, кВт |
73 |
130 |
197,5 |
286 |
213 |
195 |
470 |
600 |
966 |
|
Удельная мощность, кВт/(т·ч) |
2,92 |
5,2 |
7,9 |
11,44 |
6,65 |
4,87 |
9,4 |
6,0 |
4,83 |
Таблица П.11.2
Зарубежные асфальтосмесителыше установки
|
Фирма-производитель, торговая марка |
Тип |
Производительность, т/ч |
Количество бункеров холодной дозировки, шт. |
Емкость одного бункера холодной дозировки, м3 |
Длина/диаметр сушильного барабана, м |
Производительность сушильного барабана при 5% влажности, т/ч |
Количество бункеров горячего грохочения, шт. |
Общая емкость бункеров горячего грохочения, м3 |
Вид смесителя |
Вид пылеулавливателя |
Вместимость отгрузочного бункера, т |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
|
AMMANN |
смесительная установка - стационарная |
||||||||||
|
Universal 160/240 |
180 |
любое |
7,5/10,0/12,0 |
8,0; 10,0/2,2 |
154 |
4…6 |
45… 80 |
циклический |
тканевый фильтр |
2×52 |
|
|
Universal 240/320 |
260…310 |
любое |
7,5/10,0/12,0 |
9,0; 10,0/2,5; 2,7 |
22-266 |
4…6 |
120… 200 |
2×70 |
|||
|
смесительная установка - модульная |
|||||||||||
|
Global 80 Euro |
80 |
любое |
7,5/10,0/12,0 |
6,0/1,7 |
72 |
4…5 |
113 |
циклический |
тканевый фильтр |
100 |
|
|
Global 120 Euro |
120 |
любое |
7,5/10,0/12,0 |
7,0/2,0 |
108 |
4…5 |
113 |
100 |
|||
|
Global 160 Euro |
160 |
любое |
7,5/10,0/12,0 |
8,0/2,2 |
154 |
4…5 |
113 |
100 |
|||
|
Global 200 Euro |
200 |
любое |
7,5/10,0/12,0 |
9,0/2,2 |
172 |
4…5 |
113 |
100 |
|||
|
ASKOM |
смесительная установка - модульная |
||||||||||
|
VS 80 |
80 |
4 |
12 |
8×1,75 |
80 |
6 |
20 |
циклический |
тканевый фильтр |
132 |
|
|
VS 100 |
100 |
4 |
12 |
8×2,0 |
100 |
6 |
20 |
160 |
|||
|
VS 120 |
120 |
4 |
12 |
8×2,2 |
120 |
7 |
50 |
198 |
|||
|
VS 160 |
160 |
4 |
12 |
9×2,2 |
160 |
7 |
50 |
198 |
|||
|
VS240 |
240 |
4 |
12 |
10×2,4 |
240 |
7 |
50 |
380 |
|||
|
ASTEC |
мобильные заводы Turbo Six Pack с барабаном Double Barrel |
||||||||||
|
Six-Pack 5' |
110 |
2…6 |
10,0…25,0 |
8,5/1,5 |
110 |
- |
- |
непрерывный |
многоконусный коллектор циклонный уловитель/ рукавный фильтр |
50…100 |
|
|
Six-Pack 6' |
160 |
2:..6 |
10,0…25,0 |
10,1/1,8 |
160 |
- |
- |
50…100 |
|||
|
Six-Pack 7' |
240 |
2…6 |
10,0…25,0 |
10,67/2,13 |
240 |
- |
- |
50…100 |
|||
|
перемещаемые заводы М-Раск с барабаном Double Barrel |
|||||||||||
|
М-Раск 5' |
110 |
2…6 |
10,0…25,0 |
8,53/1,52 |
110 |
- |
- |
непрерывный |
многоконусный коллектор/ циклонный уловитель/ рукавный фильтр |
силоса длительного хранения емкостью 90-270 т каждый |
|
|
М-Раск 6' |
160 |
2…6 |
10,0…25,0 |
10,06/1,83 |
160 |
- |
- |
||||
|
М-Раск 7' |
240 |
2…6 |
10,0…25,0 |
10,67/2,13 |
240 |
- |
- |
||||
|
|
|
|
|
|
|
|
|
||||
|
стационарные заводы с барабаном Double Barrel |
|||||||||||
|
Stationary 5' |
110 |
2…6 |
10,0…25,0 |
8,53/1,52 |
110 |
- |
- |
непрерывный |
многоконусный коллектор/ циклонный уловитель/ рукавный фильтр |
силоса длительного хранения емкостью 90-270 т каждый |
|
|
Stationary 6' |
160 |
2…6 |
10,0…25,0 |
10,06/1,83 |
160 |
- |
- |
||||
|
Stationary 7' |
240 |
2…6 |
10,0…25,0 |
10,67/2,13 |
240 |
- |
- |
||||
|
BENNINGHOVEN |
смесительная установка - контейнерная |
||||||||||
|
ТВА 120 |
120 |
4…5 |
8,0/10,0/12,0 |
8,0/1,8 |
100 |
4…5 |
80 |
циклический |
тканевый фильтр |
80 |
|
|
ТВА 160 |
155 |
4…5 |
8,0/10,0/12,0 |
8,0/2,0 |
125 |
4…5 |
80 |
100 |
|||
|
ТВА 200 |
185 |
4…5 |
8,0/10,0/12,0 |
8,0/2,2 |
155 |
4…5 |
80 |
150 |
|||
|
ТВА 240 |
220 |
4…5 |
8,0/10,0/12,0 |
9,0/2,2 |
180 |
4…5 |
80 |
200 |
|||
|
смесительная установка - модульная |
|||||||||||
|
МВА 60 |
60…80 |
4 |
6,0 |
7,0/1,8 |
70 |
4…5 |
80 |
циклический |
|
60 |
|
|
МВА 120 |
100…120 |
4 |
6,0 |
8,0/1,8 |
100 |
4…5 |
80 |
80 |
|||
|
МВА 160 |
120… 160 |
4 |
6,0 |
8,0/2,0 |
125 |
4…5 |
80 |
100 |
|||
|
ERMONT |
Трансбатч - транспортабельные АБЗ периодического действия |
||||||||||
|
ТВ 160* |
160, |
4/6 |
5,0 |
8,0/2,0 |
140 |
4 |
10 |
циклический |
мешковой фильтр Nomex |
30/2×25/2 × 50 |
|
|
Родбатч - мобильные АБЗ периодического действия на двух шасси |
|||||||||||
|
RB 160** |
160 |
4/6 |
5,0 |
8,0/1,70 |
115 |
4 |
10 |
циклический |
мешковой фильтр Nomex |
2×25 |
|
Приложение
12
Технические характеристики сушильных барабанов
(влажность материала 5 %)
|
Фирма (страна) |
Диаметр |
Длина |
Объем, м3 |
Производительность, т/ч |
Удельная производительность, т/(ч м3) |
|
м |
|||||
|
«МАРИНИ» (Италия) |
1,1 |
5 |
4,75 |
25 |
5,2 |
|
1,3 |
6,35 |
8,42 |
45 |
5,3 |
|
|
1,5 |
7,35 |
13 |
60 |
4,6 |
|
|
2,74 |
9,6 |
56,6 |
300 |
5,3 |
|
|
«АРА» (Финляндия) |
1,65 |
5,5 |
11,8 |
50 |
4,24 |
|
1,9 |
6,6 |
18,7 |
90 |
4,82 |
|
|
2,5 |
9,0 |
44,2 |
180 |
4,07 |
|
|
«ПАРКЕР» (Англия) |
1,1 |
4,26 |
4,05 |
50 |
12,4 |
|
1,5 |
6,5 |
11,5 |
60 |
5,25 |
|
|
1,8 |
8 |
20,6 |
120 |
5,83 |
|
|
2,2 |
9 |
34,2 |
250 |
7,3 |
|
|
2,5 |
10 |
49,1 |
400 |
8,13 |
|
|
«БАРБЕР-ГРИН» (США) |
1,52 |
6,7 |
12,15 |
100 |
8,23 |
|
1,83 |
7,31 |
19,2 |
158 |
8,23 |
|
|
2,13 |
9,14 |
32,55 |
236 |
7,25 |
|
|
2,74 |
10,97 |
64,65 |
410 |
6,34 |
|
|
«Дормаш» (Украина) |
1,4 |
5,6 |
8,6 |
25 |
2,9 |
|
1,8 |
8 |
20,4 |
50 |
2,45 |
|
|
2,2 |
8,6 |
32,7 |
100 |
3,05 |
|
|
2,8 |
10 |
61,6 |
200 |
3,25 |
|
Приложение
13
РЕГУЛИРОВКА И ПОВЕРКА ВЕСОВЫХ ДОЗАТОРОВ
Весовые дозаторы являются точными измерительными приборами, показания которых должны укладываться в заданные допуски. Поэтому дозатор должен быть правильно смонтирован, тщательно проверен в работе, обеспечен систематическим уходом и наблюдением. Правильно смонтированные и отрегулированные дозаторы должны обладать чувствительностью, постоянством и верностью показаний.
Под чувствительностью дозатора понимается та наименьшая масса материала, которая способна отклонить указатель дозатора на определенную для его конструкции величину.
Не менее важным качеством дозаторов является постоянство показаний. Взвешивая одну и ту же массу материала повторно, можно убедиться, что результаты взвешиваний будут неодинаковы. Непостоянство показаний весового дозатора вызывается несовершенством его отдельных частей и условиями, в которых производится взвешивание.
Верность показаний дозатора определяется правильным соотношением плеч рычагов. Для обеспечения этих свойств дозаторов необходимо периодически производить их поверку. Методика и сроки поверок дозаторов разрабатываются и устанавливаются Комитетом стандартов, мер и измерительных приборов. Правила поверок издаются в виде специальных инструкций по отдельным типам весовых дозаторов.
Поверка весовых дозаторов заключается в их предварительном техническом осмотре, в поверке показаний и чувствительности вначале без нагрузки, а затем под различными нагрузками. Для поверки необходимо иметь комплект образцовых гирь (массой 20 кг каждая).
При поверке определяются неравноплечность коромысла весов, чувствительность и постоянство показаний. Для этого прежде всего необходимо убедиться в том, что весы при выключенных механизмах для автоматической работы и выключенном регуляторе находятся в равновесии. Если равновесие отсутствует и оно не восстанавливается от прибавления грузика допуска, то в полость придержателя добавляется или изымается из нее соответствующий груз. Равновесие должно сохраняться и после передвижения призм коромысла по подушкам вдоль оси призм в крайние положения до упора призм в щечки.
Затем производится поверка чувствительности весов и правильности отношения плеч коромысла. При этом в бункере размещают необходимое количество образцовых гирь, наблюдая, чтобы не было перекоса бункера и неравномерного натяжения подвесок. Для облегчения размещения гирь внутри бункера или под ним подвешивают специальную площадку.
При поверке дозатора в работе производится наблюдение за прохождением минерального материала через дозатор и поверяется правильность полученной порции.
При испытаниях бесперебойности автоматической работы через дозатор пропускают подряд не менее 10 порций материала. При этом убеждаются в нормальном поступлении продукта в бункер весов, а также в том, не захватывается ли закрывающимся дном материал после высыпания взвешенной порции.
Затем приступают к поверке правильности массы автоматически отвешенных порций. Для контроля массы порций могут быть использованы те же автоматические весы, отключаемые каждый раз от автоматического механизма.
При автоматическом дозировании материалов точность дозирования определяется:
• отклонением средней массы нескольких подряд отвешенных порций (обычно 10) от номинальной массы порции;
• отклонением массы отдельной порции от средней массы.
Отрегулированный автоматический дозатор в процессе эксплуатации будет изменять достигнутую при регулировке точность взвешивания, которая зависит от точности весового механизма как прибора и равномерности потока материала, поступающего в дозатор. Практика эксплуатации весовых дозаторов показывает, что основная погрешность вносится неравномерностью подачи материала к дозатору, которая к тому же снижает его производительность.
Не следует ограничиваться только механической регулировкой весов.
При работе автоматического дозатора может наблюдаться выход погрешности отдельных порций за границы допуска как на плюс, так и на минус от средней массы порции. Этот случай наблюдается в основном при неравномерной подаче материала к дозатору. Поскольку регулировка производилась при определенной интенсивности подачи материала, когда его струя при досыпке уравновешивалась соответствующей установкой передвижной гири регулятора, то при колебаниях подачи продукта установка гири уже не будет соответствовать количеству продукта, попадающему в бункер после закрытия заслонки. При этом, чем сильнее будут колебания в подаче материала, тем больше, в свою очередь, будут погрешности отдельных порций.
В этом случае улучшить показания весов можно, отрегулировав их на работу с возможно малой струей досыпки, а также приняв меры к обеспечению более равномерной подачи материала.
Если погрешность по абсолютной величине близка к норме, но одного знака, т.е. порции идут все время с перевесом или недовесом, это обусловливается изменением скорости подачи материала. Если его поток стал интенсивным, то порции при прежней регулировке пойдут с перевесом. При уменьшении подачи, наоборот, будет недовес. Подобным образом на ход дозирования влияет изменение объемной массы дозируемого материала. Улучшить показания весов следует повторной регулировкой или соответствующим изменением скорости подачи материала. Аналогичное изменение погрешностей может быть вызвано и сбоями в механизме весов. Например, появлением каких-либо задержек в движении рычагов вследствие дефектов или задевания за посторонние предметы. Подобные неполадки могут вызвать систематический перевес порций.
Систематически нарастающее увеличение погрешности в одну сторону, когда, например, перевес порции или недовес все время возрастает, может быть вызвано исключительно разлаживанием механизма, нарушением его регулировки. Например, при ослаблении крепления регулировочной гири она может сползать в ту или другую сторону и вызывать увеличение погрешности.
Приложение
14
Технические характеристики строительных автомобилей-самосвалов
|
Параметры |
ЗИЛ-ММЗ-555 |
ЗИЛ-ММЗ-4502 |
ЗИЛ-ММЗ-45021 |
ЗИЛ-ММЗ-4505 |
ЗИЛ-ММЗ-45054 |
КамАЗ-5511 |
МАЗ-5549 |
МАЗ-5551 |
КрАЗ-256Б |
«Татра-13851» |
«Татра-14851» |
«Магирус-232» |
|
Грузоподъемность, кг |
5250 |
5800 |
5800 |
6000 |
5300 |
10000 |
8000 |
8500 |
12000 |
12700 |
15000 |
10000 |
|
Объем кузова, м3 |
3,0 |
3,8 |
3,8 |
3,8 |
3,8 |
7,2 |
5,1 |
5,5 |
6,0 |
5,6 |
9,0 |
6,8 |
|
Внутренние размеры кузова, мм |
|
|
|
|
|
|
|
|
|
|
|
|
|
длина |
2593 |
2600 |
2600 |
2990 |
2990 |
4805 |
3285 |
3860 |
4445 |
3500 |
3800 |
4300 |
|
ширина |
2210 |
2300 |
2300 |
2270 |
2270 |
2310 |
2285 |
2276 |
2230 |
2120 |
2150 |
2300 |
|
высота |
650 |
635 |
635 |
580 |
580 |
816 |
670 |
630 |
700 |
750 |
1156 |
600 |
|
Мощность двигателя, кВт |
110 |
110 |
81 |
110 |
88 |
154 |
132 |
132 |
176 |
132 |
156 |
171 |
|
Наибольшая скорость, км/ч |
90 |
90 |
80 |
90 |
90 |
80 |
75 |
83 |
68 |
70 |
70 |
77 |
|
Угол наклона платформы, град. |
55 |
|
50 |
50 |
50 |
60 |
55 |
50 |
60 |
- |
- |
- |
|
Время подъема платформы с грузом, с |
15 |
15 |
15 |
15 |
15 |
19 |
15 |
15 |
20 |
- |
- |
- |
Приложение
15
МЕТОДИКА РАСЧЕТА ТЕМПЕРАТУРНО-ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ ТРАНСПОРТНЫХ ОПЕРАЦИЙ
АСФАЛЬТОБЕТОННОЙ СМЕСИ
Температурно-технологические параметры транспортных операций включают в себя: максимально допустимое расстояние L транспортирования асфальтобетонной смеси, взаимосвязанное с минимально допустимым временем их выполнения [τт] (загрузка, перевозка, выгрузка), и минимальную, с теплофизической надежностью Р, температуру смеси. tpmin после ее выгрузки в приемный бункер асфальтоукладчика. Эти параметры должны удовлетворять равенству
|
|
(1) |
в котором Δt у - снижение температуры смеси в процессе ее укладки (ориентировочно изменяется от 5 до 10°С); [ tmin ] - минимально допустимая температура смеси после ее укладки из условия технической возможности уплотнения за минимально допустимое время [τ min ], рассчитывается по методике, изложенной в прил. 22.
Расчет температурно-технологических параметров выполняется в следующем порядке:
1. Определяется
математическое ожидание (МО) ![]() и дисперсия DTτ времени выполнения транспортных операций (загрузка - индекс
«З»; перевозка - индекс «П»; выгрузка - индекс «В»),
и дисперсия DTτ времени выполнения транспортных операций (загрузка - индекс
«З»; перевозка - индекс «П»; выгрузка - индекс «В»),
• При порционной загрузке смеси непосредственно из смесителя в кузов автосамосвала:
|
|
(2) |
где n 3 - количество замесов смеси,
загружаемой в кузов автосамосвала; ![]() - среднее время
замеса;
- среднее время
замеса; ![]() - вариация времени
загрузки (для организованных систем «АБЗ - автосамосвалы» <0,2).
- вариация времени
загрузки (для организованных систем «АБЗ - автосамосвалы» <0,2).
При загрузке смеси из накопительного бункера дисперсия времени этой операции практически равна нулю, а
|
|
(3) |
где G - масса смеси, загружаемой в кузов автосамосвала, кг; q - регулируемый расход смеси из бункера (для автосамосвалов ЗИЛ-ММЗ-555 составляет 0,5·103 кг/с; для МАЗ-205 и МАЗ-5035 - 0,75·103 кг/с; для КрАЗ-256Б и КАМАЗ - 1,0·103 кг/с.)
• При перевозке смеси автосамосвалом на расстояние l
|
|
( 4 ) |
|
|
(5) |
где mv , Dv , αv - МО, дисперсия и частный параметр изменчивости скорости автосамосвала, км/ч, км2/ч2, км-1, ориентировочные значения которых приведены в табл. П.15.1.
Таблица П.15.1
|
Группа дороги |
Дорожное покрытие |
Параметры скорости движения |
||
|
mv |
Dv |
αv |
||
|
I |
Усовершенствованное |
50 |
50 |
0,25 |
|
II |
Твердое и грунтовое улучшенное |
37 |
64 |
0,30 |
|
III |
Естественное грунтовое |
28 |
81 |
0,45 |
На случай с разнородными типами покрытий на k участках дороги МО и дисперсия времени перевозки имеют вид
|
|
(6) |
• При ожидании в очереди и выгрузке смеси из автосамосвала в приемный бункер асфальтоукладчика
|
|
(7) |
где ![]() - МО времени ожидания
в очереди и маневрирования перед разгрузкой; n - доля смеси, загружаемой в
приемный бункер асфальтоукладчика в процессе его работы (0,7…0,9);
- МО времени ожидания
в очереди и маневрирования перед разгрузкой; n - доля смеси, загружаемой в
приемный бункер асфальтоукладчика в процессе его работы (0,7…0,9); ![]() - коэффициент
вариации времени выгрузки смеси (для организованных систем ≤0,2); П a -
эксплуатационная производительность асфальтоукладчика, т/ч.
- коэффициент
вариации времени выгрузки смеси (для организованных систем ≤0,2); П a -
эксплуатационная производительность асфальтоукладчика, т/ч.
2.
Определяется темп охлаждения смеси VG , ч-1, для каждой
транспортной операции (загрузка ![]() , перевозка
, перевозка ![]() , ожидание и выгрузка
, ожидание и выгрузка ![]() ) по формуле:
) по формуле:
|
|
(8) |
Здесь Ψ - коэффициент темпа охлаждения (при порционной загрузке и выгрузке 1,5; при загрузке из накопительного бункера 1,7; при перевозке 1,0); Fi - площадь i -й поверхности теплообмена смеси в кузове автосамосвала, м2; с - удельная теплоемкость смеси, кДж/(кг(К); kai - коэффициент теплоотдачи i -й поверхности смеси, рассчитываемый по формуле
|
|
(9) |
где α i - коэффициент теплообмена i -й поверхности смеси (табл. П.15.2), зависящий от скорости ветра v и скорости движения автосамосвала V , Вт/(м2· K ); R у - термическое сопротивление утеплителя смеси, м2·К/Вт, принимаемое в зависимости от материала (брезент - 9, мешковина - 26, минеральная вата толщиной 0,05м - 950).
Таблица П.15.2
|
Поверхность теплообмена смеси |
Коэффициент теплообмена а i Вт/(м2· K ) |
Площадь теплообмена смеси для автосамосвалов Fi , м2 |
|||
|
загрузка и выгрузка смеси при скорости ветра, м/с |
перевозка смеси при скорости ветрового потока, м/с |
МАЗ-503 |
КрАЗ-256Б |
||
|
до 5 |
более 5 |
более 5 |
|||
|
Верх |
18 |
9,5+ l ,7 v |
9,5+ l ,7( v + V ) |
7,0 |
10,0 |
|
Стенки |
18 5,2 |
9,5+ l ,7 v 5,2 |
9,5+l,7(v+V) 5,2 |
3,0 |
5,0 |
|
Днище |
18 5,2 |
9,5+ l ,7 v 5,2 |
9,5+l,7(v+V) 5,2 |
6,0 |
8,0 |
Примечание. Числитель - без обогрева кузова выхлопными газами, знаменатель - с обогревом.
Определяется средневзвешенный темп охлаждения за время выполнения транспортных операций по формуле:
|
|
(10) |
где ![]() - МО времени
выполнения транспортных операций смеси, являющееся суммой МО времени выполнения
отдельных операций:
- МО времени
выполнения транспортных операций смеси, являющееся суммой МО времени выполнения
отдельных операций:
|
|
(11) |
3. Рассчитывается МО температуры смеси после ее выгрузки в приемный бункер асфальтоукладчика
|
|
(12) |
где ![]() - МО температуры
смеси при загрузке автосамосвала из смесителя или накопительного бункера, °С; tB
- температура воздуха, °С.
- МО температуры
смеси при загрузке автосамосвала из смесителя или накопительного бункера, °С; tB
- температура воздуха, °С.
4. Рассчитывается суммарная дисперсия температуры смеси в приемном бункере асфальтоукладчика
|
|
(13) |
с предварительным определением частных дисперсий температуры:
• из-за температурной неоднородности смеси при загрузке из смесителя
|
|
(14) |
где ![]() - дисперсия
температуры смеси в течение смены при выгрузке; значение ее определяется
зависимостью
- дисперсия
температуры смеси в течение смены при выгрузке; значение ее определяется
зависимостью
![]()
в
которой ![]() - верхний и нижний
нормируемые уровни температуры приготовления смеси, значения которых
принимаются по табл. 1.9. При
загрузке смеси из накопительного бункера можно полагать
- верхний и нижний
нормируемые уровни температуры приготовления смеси, значения которых
принимаются по табл. 1.9. При
загрузке смеси из накопительного бункера можно полагать ![]() ;
;
• из-за неравномерности охлаждения смеси по массе при выполнении транспортных операций
|
|
(15) |
• из-за случайности времени доставки смеси в приемный бункер асфальтоукладчика с дисперсией
|
|
(1 6 ) |
по формуле
|
|
(17) |
5. Задаваясь теплофизической надежностью Р, оценивают минимальную температуру смеси после ее выгрузки в приемный бункер асфальтоукладчика по формуле
|
|
(18) |
в которой qp - одностороннее нормированное отклонение (при Р=0,95 составляет 1,64).
Расстояние перевозки смеси l , при котором выполняется равенство (1), принимается за максимально допустимое L .
6. Оценивается максимально допустимое время транспортных операций смеси на максимально допустимое расстояние L .
|
|
(19) |
здесь параметры m ( L ) и D ( L ) рассчитываются соответственно по формулам (11) и (13).
Пример. Асфальтобетонная смесь выпускается в течение смены в температурном интервале от tCmin =140°С до tCmax =160°С с последующей загрузкой .( m τ 3 =0,1ч, Cv 3 =0,2), перевозкой на расстояние l =30 км автосамосвалами МАЗ-503 с параметрами скорости движения mv =40 км/ч, Dv =50 км2/ч2 и αv =0,25 км-1, ожиданием в очереди и выгрузкой ( mτ в =0,15 ч, Cv в =0,2). Температура воздуха 10°С, скорость ветра 5 м/с. Необходимо оценить возможность доставки смеси с температурой после укладки [ tmin ]=120° C .
• Определяем темп охлаждения смеси массой G =7000 кг, удельной теплоемкостью 1,0 кДж/(кг· K ) и площадью теплоотдачи F =16 м2 для транспортных операций.
При загрузке, ожидании и разгрузке смеси α =18 Вт/(м2· K ):
![]()
При перевозке смеси α =38,7 Вт/(м2· K ):
![]()
Средневзвешенный темп охлаждения за время транспортных операций составит:
![]()
• Определяем математическое ожидание температуры смеси после разгрузки в приемный бункер асфальтоукладчика:
![]()
• Оцениваем дисперсии времени перевозки смеси на расстояние l =30 км и до начала укладки:
![]()
![]()
• Рассчитываем частные и суммарные дисперсии температуры смеси в приемном бункере асфальтоукладчика:
![]()
![]()
![]()
![]()
• Определяем с теплофизической надежностью Р=0,95 температуру после ее укладки ( Δt у =5°С):
![]()
Для доставки смеси с температурой после ее укладки ( tmin )=120°С необходимо уменьшить расстояние перевозки с 30 до 23км или же снизить коэффициент теплоотдачи смеси kα , утеплив ее при перевозке.
Приложение
16
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ МАШИН ДЛЯ ПЕРЕГРУЗКИ АСФАЛЬТОБЕТОННОЙ СМЕСИ
|
Фирма-производитель, торговая марка |
Тип |
Наименование |
Масса, кг |
Габаритные размеры, мм |
Вместимость накопителя бункера, т |
Производительность по подаче смеси, т/ч |
Мощность двигателя, кВт |
|
METSO MINERALS, DYNAPAC |
MF -250 |
загрузчик с приемным бункером |
14700 |
8150×2550×2510 |
10,0 |
1440 |
123 |
|
ROADTEC |
MTV-1000 В |
антисегрегационный перегружатель без бункера |
24948 |
12900×3220×3680 |
- |
544 |
206 |
|
S В-1500В |
антисегрегационный перегружатель с бункером |
27216 |
16030×3330×3170 |
13,6 |
544 |
206 |
|
|
S В-2500С |
антисегрегационный перегружатель с бункером |
34246 |
17000×3150×3660 |
22,7 |
544 |
206 |
|
|
TEREX CEDA-RAPIDS |
С RMS -3 |
антисегрегационный перегружатель с бункером |
8679 |
5311×3162×3429 |
3,5 |
1200 |
75 |
|
С RMS -4 |
антисегрегационный перегружатель с бункером |
10206 |
5436×3201×3734 |
70 |
1200 |
75 |
|
|
VOGELE |
МТ-1000 |
загрузчик с приемным бункером |
16000 |
7395×3600×2500 |
20,0 |
700 |
109 |
Приложение
17
СОДЕРЖАНИЕ ЕЖЕСМЕННОГО ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ АСФАЛЬТОУКЛАДЧИКОВ И КАТКОВ
Цель - обеспечение надежной работы машин в течение смены.
Асфальтоукладчики
1. Проверить наружным осмотром комплектность.
2. Проверить отсутствие течи:
- масла в соединениях блока двигателя с картером, из-под крышки распределительных шестерен, пробок сливных отверстий;
- воды из-под прокладки цилиндров, через сальники водяного насоса, сливные краники и в соединениях патрубков;
- топлива через сливные краники, в соединениях топливопроводов с двигателем, фильтром-отстойником и в соединениях топливопроводов системы обогрева.
3. Очистить асфальтоукладчик от грязи, пыли и остатков асфальтобетонной смеси.
4. Проверить крепление: радиатора и его облицовки, вентилятора, шиберных заслонок бункера; несущих рычагов рабочих органов в местах присоединения к раме гусеничной тележки; сменных секций трамбующего бруса.
5. Проверить натяжение ремня вентилятора. Прогиб ремня при нажатии с усилием 5 кг должен быть равен 10… 15 мм.
6. Проверить состояние: тросов подвески рычагов рабочих органов, опорных катков гусеничного хода и крепление их крышек, цилиндров и маслопроводов гидравлической системы.
7. Проверить уровень масла в картере двигателя и гидравлической системы, топлива в баках и воды в радиаторе.
8. Смазать детали и узлы асфальтоукладчика согласно карте смазки.
Катки
1. Проверить комплектность наружным осмотром, очистить каток от пыли и грязи.
2. Проверить в емкостях наличие топлива.
3. Проверить уровень масла в картере основного и пускового двигателей и редукторах.
4. Проверить уровень воды в радиаторе.
5. Проверить состояние соединений трубопроводов и натяжение ремней вентилятора.
6. Проверить состояние крепления агрегатов и приборов.
7. Смазать элементы двигателя согласно таблице смазки.
Приложение
18
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА МАШИН ДЛЯ РАЗДЕЛКИ ТРЕЩИН
|
Производитель, страна |
Тип |
Глубина резания, мм |
Ширина резания, мм |
Мощность двигателя, кВт |
Масса, кг |
Вид машины |
|
BREINING , Германия |
FF 6- SF |
до 40,0 |
12,0 |
4,5 |
180 |
ручная |
|
CEDIMA . Германия |
CRF -60 B |
до 60,0 |
до 20,0 |
5,9 |
95 |
ручная |
|
GRUN , Германия |
- |
до 35,0 |
до 15,0 |
9,6 |
210 |
ручная |
|
CRAFCO , США |
РС-200 |
до 50,0 |
до 50,0 |
18,4 |
230 |
ручная |
|
SCHAEFER, Германия |
S-FF12 |
до 40,0 |
10,0…12,0 |
10,0 |
470 |
самоходная |
|
S - FF 19 |
до 40,0 |
10,0…12,0 |
14,0 |
1100 |
самоходная |
|
|
S - FF 27 |
до 40,0 |
10,0…12,0 |
19,0 |
1300 |
самоходная |
|
|
ГРУППА КОМПАНИЙ «СПЛИ1СГОУВ» Россия |
Сплитстоун CS -913 |
50 |
- |
7,5 |
160 |
ручная |
|
Сплитстоун CS -910 E |
50 |
- |
9,6 |
140 |
ручная |
Приложение
19
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА МАШИН ДЛЯ ХОЛОДНОГО ФРЕЗЕРОВАНИЯ
|
Фирма-производитель, торговая марка |
Тип |
Эксплуатационная масса, кг |
Габаритные размеры, мм |
Скорость передвижения транспортная, км/ ч/рабочая, м/мин. |
Мощность двигателя, кВт |
Количество колес/число гусеничных тележек |
Ширина фрезерования, мм |
Глубина фрезерования, мм |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
«БРЯНСКИЙ АРСЕНАЛ» |
ДС-197 |
12000 |
11000×2550/2008×2350 |
114 |
3,9/10,0 |
4 двойн. бандажн. колеса 630×320 |
250/500/750/1000 |
100 |
|
CATERPILLAR |
РМ -465 |
25885 |
13100×2500×4600 |
373 |
6,0/- |
4 |
2006 |
305 |
|
РМ -56 В 5 |
38000 |
14500×3151×4535 |
466 |
6,0/- |
4 |
2100 |
305 |
|
|
KOMATSUG |
C380F-2 |
28960 |
10500/3280/2480 |
488/364 |
26,0/30,0 |
6 |
2070 |
150 |
|
MARINI |
MP 1000 |
18600 |
13250/9860×2100×2750 |
205 |
6,2/28,0 |
4 |
1000 |
320 |
|
MP 1300 |
18850 |
13250/9860×2220×2750 |
205 |
6,2/28,0 |
4 |
1300 |
320 |
|
|
MP 2000 |
30600 |
14800/1183×2470×3830/3080 |
364 |
4,7/33,0 |
4 |
2010 |
320 |
|
|
МР 2100 |
31500 |
14800/12170×2500×3980/2980 |
440 |
5,0/30,0 |
4 |
2000/2100 |
320 |
|
|
METSO MINERALS, DYNAPAC |
Dunapac PL360S |
2800 |
3592×1291×1620 |
45 |
5,8/25,0 |
3 колеса |
350 |
100 |
|
Dunapac PL600S |
12000 |
10750×1900×2800 |
129 |
6,0/40,0 |
4 колеса |
600 |
300 |
|
|
Dunapac PL2000S |
33500 |
15020×2682×3090 |
447 |
5,0/40.0 |
4 гусеничн . блока |
2010 |
320 |
|
|
Dunapac PL2100S |
33500 |
15020×2682×3090 |
447 |
5,0/40,0 |
4 гусеничн блока |
2100 |
320 |
|
|
ROADTEC |
RX-10 |
7213 |
3080×1930×2820 |
80 |
8,7/29,0 |
4/- |
305 |
152 |
|
RX60C |
41677 |
15350×2580×3440 |
597/642 |
5,6/48,0 |
-/3 |
2184-3810 |
305 |
|
|
RX70B |
46348 |
15350×3960×3440 |
597 |
5,1/37,0 |
-/4 |
3810 |
203 |
|
|
CIR 1100 риесайклер |
58967 |
11310×3480×3940 |
746 |
4,0/25,0 |
-/4 |
3050 |
152 |
|
|
CIR 1200 риесайклер |
66996 |
12670×4620×3940 |
783 |
4,0/25,0 |
-/4 |
3800 |
152 |
|
|
CIR 900 риесайклер |
40709 |
15350×3580×3450 |
642 |
6,8/48,6 |
-/3 |
3200 |
305 |
|
|
RX500 |
24740 |
13919×2337×2591 |
373/447 |
5,1/46,0 |
-/3(4) |
1900/2000/2184 |
330 |
|
|
RW400 |
23100 |
11650×2180×2390 |
425 |
12,9/55,0 |
4/- |
1000/1200/1500/1800 |
305 |
|
|
TEREX CMI |
PR-525 |
27215 |
15060×2500×2990 |
390 |
5,6/32,3 |
-/3 |
1900 |
305 |
|
PR -600 |
38101 |
15718×2590×3256 |
447 |
5,0/48,0 |
-/4 |
2185 |
356 |
|
|
PR -800-7 |
37671 |
15748×2499×3000 |
641 |
5,0/76,0 |
-/3 |
2134-2566 |
305 |
Приложение
20
ТЕХНОЛОГИЧЕСКАЯ СХЕМА ПРИГОТОВЛЕНИЯ ВСПЕНЕННОГО БИТУМА
Практика показала, что применение для подгрунтовки основания вспененного битума позволяет обеспечить высокое качество этой операции, сократить расход битума, увеличить производительность работ.
Преимущества использования вспененного битума обусловлены уникальной особенностью битумной пены, позволяющей направленно регулировать свойства поверхностного слоя вяжущего. Битумная пена получается путем введения в нагретый битум воды в количестве 2…2,5 %.
Для вспенивания битума на автогудронаторе устанавливается апробированное дополнительное оборудование согласно схеме рис. П.20.
Рис. П.20. Технологическая
схема приготовления вспененного битума:
1 - битумная емкость; 2 - распределительная труба; 3 - гидродинамический смеситель; 4 -битумный насос; 5 - расходомер
воды; 6 - обратный клапан; 7 -
водяной бак; 8 - клапан
давления
Адрес для запросов: 634003, г. Томск, Соляная пл., 2, НИИ строительных материалов при ТГАСУ.
Приложение
21
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ АСФАЛЬТОУКЛАДЧИКОВ
Таблица П.21.1
Отечественные асфальтоукладчики
|
Параметры |
Тип |
||||||||
|
ДС-48 (Д-699) |
ДС-94 |
ДС-126А |
ДС-113 |
ДС-114 |
СД-404М |
ДС-143 |
ДС-155 |
ДС-173 |
|
|
Производительность, т/ч |
150…200 |
100…150 |
До 150 |
200…250 |
300…400 |
200 |
До 170 |
До 250 |
|
|
Ширина укладываемой полосы, м |
3,03…3,78 |
3,0…4,5 |
3,0…3,75 |
3,0…7,5 |
До 12,0 |
3,0…7,5 |
До 4,5 |
3,0…7,0 |
7,0 |
|
Толщина укладываемого слоя, мм |
30…150 |
20…150 |
До 200 |
До 150 |
До 150 |
20…300 |
|
До 200 |
|
|
Вместимость бункера, т |
10 |
8 |
7 |
10 |
10 |
10 |
10 |
12 |
|
|
Скорость передвижения: |
|
|
|
|
|
|
|
|
|
|
рабочая, м/мин |
1,9…17,1 |
1,48…13,7 |
1,6…12,8 |
1,2…18,07 |
1,2…1,07 |
0,927…9,7 |
1,58…8,57 |
1,7…21,64 |
|
|
транспортная, км/ч |
9,5 |
5,2 |
20 |
До 15 |
До 15 |
13,34 |
4,64 |
10,33 |
|
|
Ходовая часть |
Колесная |
Гусеничная |
Колесная |
Колесная |
Гусеничная |
Колесная |
|
||
|
Мощность двигателя, кВт |
66 |
37 |
66 |
95 |
97 |
44 |
44 |
|
|
Таблица П.21.2
Зарубежные асфальтоукладчики типа «Супер»
|
Тип |
Ширина укладываемой полосы, м |
Производительность, кВт, т/ч |
Мощность двигателя, кВт/об/мин |
|
Супер-Бой |
1,10…2,6 |
50 |
28/1800 |
|
Супер-1400 гусеничный |
2,0 |
300 |
46/2500 |
|
Супер-1500 гусеничный |
2,5…6,5 |
350 |
70/2150 |
|
Супер-1502 колесный |
2,5…6,0 |
350 |
70/2150 |
|
Супер-1600 гусеничный |
2,5…8,0 |
400 |
79/2150 |
|
Супер-1800 гусеничный |
2,5…10,0 |
600 |
121/2150 |
|
Супер-1804 колесный |
2,5…8,0 |
600 |
121/2150 |
|
Супер-1800 SF гусеничный |
2,5…6,5 |
500 |
133/2500 |
|
Супер-2000 гусеничный |
3,0…12,5 |
800 |
160/1800 |
Таблица П. 21.3
Современные отечественные асфальтоукладчики
|
Параметры |
Тип |
||||
|
ДС-195 гусеничный |
ДС-179 гусеничный |
ДС-181 колесный |
СД-404Б колесный |
АК-7,5 колесный |
|
|
Производительность, т/ч |
210 |
250 |
250 |
450 |
450 |
|
Ширина укладываемой полосы, м |
3…4,5 |
3…7 |
3…7,5 |
3…7 |
3…7,5 |
|
Толщина укладываемого слоя, мм |
30…220 |
300 |
300 |
300 |
300 |
|
Вместимость бункера, кг |
10000 |
12000 |
10000 |
12000 |
- |
|
Скорость рабочая, км/ч |
1,75…8,57 |
1-14 |
15 |
1,6…5,6 |
- |
|
Скорость транспортная, км/ч |
0,95…4,64 |
4,6 |
15,5 |
17 |
17 |
|
Масса, кг |
13500 |
17600 |
20000 |
17300 |
17500 |
|
Габариты, м |
5,25×3,15×3,3 |
6,15×3,15×3,6 |
7,2×3,2×2,81 |
6,4×3,15×3,6 |
- |
Приложение
22
МЕТОДИКА РАСЧЕТА ТЕМПЕРАТУРНО-ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ УПЛОТНЕНИЯ
АСФАЛЬТОБЕТОННЫХ СЛОЕВ
Температурно-технологические
параметры уплотнения включают в себя: минимально допустимую температуру смеси
после укладки [ tmin ] из условия практической возможности ее уплотнения за
минимально допустимое время [τ min ] и математическое ожидание (МО)
времени охлаждения слоя ![]() до критической, по
условиям уплотнения смеси, температуры [ tk ].
до критической, по
условиям уплотнения смеси, температуры [ tk ].
Расчет температурно-технологических параметров выполняется в следующем порядке.
1. Минимально допустимая температура смеси после ее укладки рассчитывается по формуле
|
|
(1) |

где t В , to - температуры воздуха и
основания, °С; ![]() - минимальные
относительные температуры слоя толщиной R соответственно за счет стока
тепла в основание и воздух за минимально допустимое время [ τmin ].
Это время, при современном парке средств уплотнения асфальтобетонных слоев,
ориентировочно составляет 0,4 ч.
- минимальные
относительные температуры слоя толщиной R соответственно за счет стока
тепла в основание и воздух за минимально допустимое время [ τmin ].
Это время, при современном парке средств уплотнения асфальтобетонных слоев,
ориентировочно составляет 0,4 ч.
Относительные
температуры слоя ![]() определяются по
номограмме ( рис. П.22.1) при значениях параметров:
критерий Фурье Fomin = a [ τmjn ]/ R 2 ; критерий Био Bi = αR / λ ;
соотношение коэффициентов тепловой активности материала асфальтобетонного слоя
и материала основания k в = b / b 0 .
определяются по
номограмме ( рис. П.22.1) при значениях параметров:
критерий Фурье Fomin = a [ τmjn ]/ R 2 ; критерий Био Bi = αR / λ ;
соотношение коэффициентов тепловой активности материала асфальтобетонного слоя
и материала основания k в = b / b 0 .
Теплофизические свойства для асфальтобетона а, λ , и b принимаются по рис. П.22.2 в зависимости от его плотности ρ, а коэффициент теплоотдачи слоя α в зависимости от скорости ветра v - по данным табл. П.22.
Таблица П. 22
|
Коэффициент теплоотдачи α, Вт/(м2·К) при скорости ветра v , м/с |
||
|
0 |
до 5 |
более 5 |
|
15 |
15+ v |
11,5+1,7 v |
Для обеспечения технической возможности уплотнения слоя за время [ τmin ] полученное значение [ tmin ] должно удовлетворять условию
|
|
(2) |
где tpmin - минимальная температура смеси после ее выгрузки в приемный бункер асфальтоукладчика, рассчитываемая по формуле (18) прил.15 ; Δt у - снижение температуры смеси в процессе ее укладки (ориентировочно изменяется от 5 до 10°С).
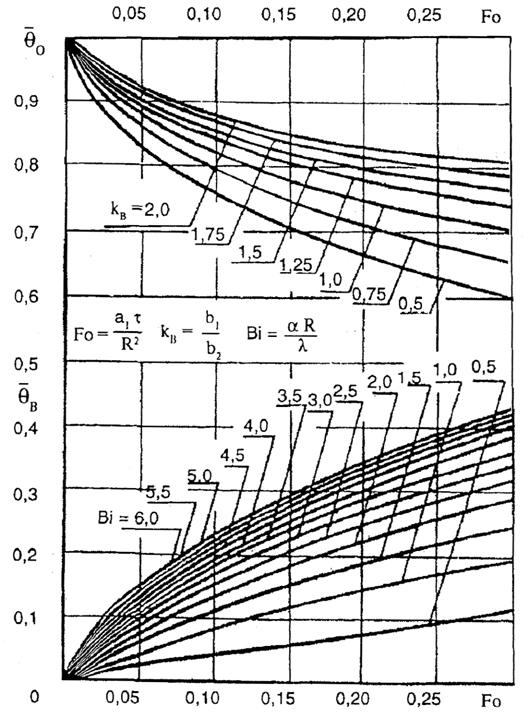
Рис. П.
22.1. Номограмма для определения
относительных температур ![]() в битумоминеральном
слое толщиной R .
в битумоминеральном
слое толщиной R .
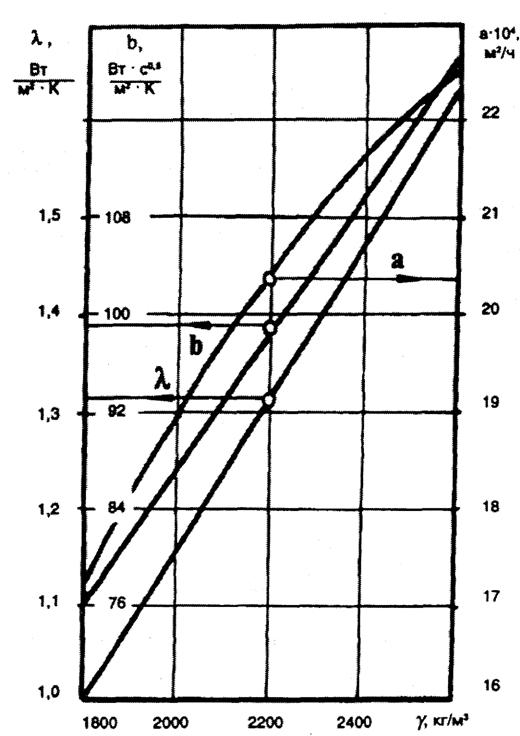
Рис. П.22.2. Зависимость тепло-физических свойств асфальтобетонной смеси от плотности р. λ - коэффициент теплопроводности; а -коэффициент температуропроводности; в - коэффициент тепловой активности
2. Рассчитывается МО времени m τ k охлаждения слоя толщиной R до критической температуры [ tk ] из условия равенства
|
[tk]=mt(R,τ), |
(3) |
в котором МО температурного режима слоя определяется по формуле
|
mt ( R , τ )= to + θo ( Fo , k в )[ mTt ( l )- Δty - to ]- |
(4) |
где θo , θ в - относительные температуры слоя, определяемые по номограмме (см. рис. П.22.1) при Fo =а1τ/ R 2 ; Bi = αR /λ1; k в = b 1 / b 2 ; mtT (1) - МО температуры смеси после ее выгрузки в приемный бункер асфальтоукладчика, °С, рассчитываемое по формуле (12) ( прил.15).
Пример. Рассчитать температурно-технологические параметры уплотнения асфальтобетонного слоя R =0,1 м при начальном условии, сложившемся после завершения транспортных операций (пример расчета их параметров при температуре воздуха t в =10°С и скорости ветра v =5 м/с приведен в прил. 15: mtT =122°С, DtT =31,6°С2). Асфальтобетонный слой устраивается на цементобетонном основании ( b 2 =22,2·102 Вт·с0,5/(м2· K )) с температурой to =12°С из малощебенистой смеси типа В на битуме БНД 90/130 с [ tk ]=65°С и требуемой плотностью ρ=2200 кг/м3.
• Определяем по рис. П.22.2 теплофизические свойства асфальтобетона: λ1=1,3 (Вт/м·К); а1=20,2·10-4 м2/ч; b 1 =16,6·102 Вт·с0,5/(м2· K ), а по табл. П.22 - коэффициент теплоотдачи слоя α=20 Вт/(м2· K ).
• Вычисляем при [ τmin ]=0,4 ч
![]()
![]()
По
номограмме ( рис. П.22.1)
находим ![]()
![]() и рассчитываем по (1)
минимально допустимую температуру слоя:
и рассчитываем по (1)
минимально допустимую температуру слоя:
![]()
• Проверяем согласно (2) возможность уплотнения слоя с минимально допустимой температурой после укладки [ tmin ]=92 °С:
![]()
которая подтверждается.
• Рассчитываем по формуле (4) МО времени охлаждения слоя mKτ до критической температуры [ tK ]=65° C последовательным увеличением времени τ . В момент времени mkτ =1,0 ч, для которого выполняется равенство (3), имеем:
mτ (0,1;1,0)=12+0,71(0,2;0,75)(122-5-12)-0,19(0,2;1,54)×
×(122-5-10)=67°С≈[ tK ]=65° C .
Приложение
23
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ КАТКОВ
Таблица П.23.1
Самоходные гладковальцовые статического действия катки
|
Параметры |
ДУ-Н |
ДУ-50 |
ДУ-8В |
ДУ-18 |
ЦУ - 48А |
ДУ-9В |
ЦУ-49А, ДУ-49В |
|
Масса, т: |
|
|
|
|
|
|
|
|
без балласта |
6,4 |
6,5 |
8 |
10 |
10 |
10,3 |
11 |
|
с балластом |
- |
8 |
13 |
13 |
13 |
18 |
18; 18,5 |
|
Число осей |
2 |
2 |
2 |
2 |
2 |
3 |
3 |
|
Диаметр вальца, м: |
|
|
|
|
|
|
|
|
переднего |
0,9 |
1,0 |
1,3 |
1,0 |
1,0 |
1,3 |
1,3 |
|
среднего |
- |
- |
- |
- |
- |
1,3 |
1,3 |
|
заднего |
1,3 |
1,3 |
1,6 |
1,6 |
1,6 |
1,6 |
1,6 |
|
Ширина уплотняемой полосы, м |
1,8 |
1,8 |
1,3 |
1,8 |
1,85 |
1,3 |
1,3; 1,39 |
|
Скорость передвижения, м/с: |
|
|
|
|
|
|
|
|
на первой передаче |
0,67 |
0,76 |
До 0,65 |
0,5…1,05 |
До 0,54 |
До 0,65 |
До 0,65 |
|
на второй передаче |
0,98 |
2,17 |
До 1,46 |
0,6…2,1 |
До 1,2 |
До 1,46 |
До 1,46 |
|
транспортная |
1,94 |
2,17 |
До 2,2 |
- |
До 1,8 |
До 2,2 |
До 2,2 |
Таблица П.23.2
Самоходные пневмоколесные катки
|
Параметры |
ДУ-31А |
ДУ-28 |
ДУ-55 |
|
Масса катка, т |
|
|
|
|
без балласта |
13,5 |
15 |
20 |
|
с балластом |
16 |
30 |
|
|
Количество колес |
|
|
|
|
ведущих |
4 |
4 |
8 |
|
ведомых |
3 |
3 |
1 |
|
Ширина уплотняемой полосы, мм |
1920 |
2220 |
2500 |
|
Размер шин |
12,00…20 |
370…508 |
|
|
Давление воздуха в шинах, МПа |
0,5 |
0,3…0,8(0,5) |
0,3…0,8 |
|
Скорость движения, км/ч |
До 25 |
До 20 |
0…14,7 |
|
Мощность двигателя, кВт |
66 |
95 |
|
|
Габаритные размеры, м |
|
|
|
|
длина |
4,75 |
6,16 |
6,4 |
|
ширина |
1,80 |
2,89 |
2,50 |
|
высота |
3,09 |
3,41 |
2,30 |
Таблица П. 23.3
Самоходные пневмоколесные катки
|
Фирма-производитель, торговая марка |
Тип |
Эксплуатационная масса, кг |
Габаритные размеры, мм |
Мощность двигателя, л.с./кВт |
Ширина уплотнения, мм |
Количество шин (спереди/сзади) |
Стандартное обозначение шин |
Максимальная нагрузка на одну шину, кг |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
BITELLI |
RG279 |
16280…27000 |
4830×2470×… |
133 |
2358 |
5/4 |
11,0…20 |
3000 |
|
CATERPILLAR |
PS -150 B |
4900…12400 |
4299×1750×х3000 |
71/52 |
1727 |
5/4 |
7,5×15 |
1438 |
|
PS -200 В |
4950…18100 |
4299×1750××3000 |
107/79 |
1727 |
5/4 |
7,5×15 |
2016 |
|
|
PS -300 B / |
4400…23100 |
5300×2000×3000 |
109/80 |
1900 |
3/4 |
13×80 R 20 |
3300 |
|
|
PS -360 В |
8500…25000 |
4850×2150×2530 |
107/79 |
2530 |
3/4 |
14/70×20 |
3570 |
|
|
PS-500 |
35000 |
6270×2500×3630 |
152/112 |
2420 |
3/4 |
17×80R24 |
5000 |
|
|
НАММ |
GRW5 |
4600…12500 |
н . д . |
70 |
1725 |
5/4 |
7,5×15 |
1390 |
|
GRW10 |
8800…20000 |
н . д . |
86 |
1744 |
4/4 |
11,0…20 |
2500 |
|
|
GRW15 |
11500…24000 |
н . д . |
86 |
1744 |
4/4 |
11,0…20 |
3000 |
|
|
GRW18 |
14500…28000 |
н . д . |
101 |
1744 |
4/4 |
11,0…20 |
3500 |
|
|
GRW30 |
15000…32000 |
н . д . |
224 |
1848 |
4/4 |
12,00…20 |
4000 |
|
|
GRW35 |
20000…36000 |
н . д . |
224 |
1848 |
4/4 |
12,00…20 |
4500 |
|
|
HYPAC |
С 530 АН |
4525…12245 |
4445×1727×2870 |
81/60 |
1727 |
4/5 |
7,50×15 ply equivalent/ radial |
1360 |
|
С 560 В |
15000…24000 |
5075×2265×3080 |
111,5/82 |
1986 |
4/4 |
11.00-20-18 ply |
|
|
|
METSO MINERALS |
Dynapac СР132 |
4300…12500 модульная система балласта |
3580×1760×3170/2275 |
105/74 |
1760 |
5/4 |
7,50×15, 12 сл. |
478/1389 б/балласта/ с максимальным балластом |
|
Dynapac СР 221 |
7950…21000 |
4750×1820×3300/2680 |
105/74 |
1820 |
3/4 |
11.00×20, 18 сл . |
1136/3000 б/балласта/ с максимальным балластом |
|
|
Dynapac СР 271 |
11400…27000 |
5170×2350×3430/2790 |
105/74 |
2350 |
5/4 |
11.00×20, 18 сл . |
1267/3000 б/балласта/ с максимальным балластом |
|
|
PROTEC |
Roadstar PR-20 |
20000 |
5000×2050×3000 |
108/80 |
1863/2092 |
3/4 |
13/80-R20 16PR (11.00-20 12PR) |
2857/2222 |
|
Roadstar PR-24 |
24000 |
5000×2050×3000 |
108/80 |
1863/ 2092 |
3/4 (4/5) |
13/80-R20 16PR (11.00-20 12PR) |
3429/2667 |
|
|
Roadstar PR-30 |
28900 |
5000×2050×3000 |
108/80 |
2065 |
4/5 |
10.00-R20 ×16PR |
3211 |
|
|
STAVOS-TROJ |
VP-2400 |
2000…24000 |
н . д . |
106/79 |
2000 |
4/4 |
Compactor 11.00-20 |
3000 |
|
VIBRO- МАХ |
W-24T |
8600…24000 |
н.д. |
88 |
1986 |
4/4 |
11.0-20 |
3000 |
Таблица П.23.4
Самоходные вибрационные катки
|
Параметры |
ДУ-54А |
ДУ-47Б |
|
1 |
2 |
3 |
|
Масса катка, т |
|
|
|
без балласта |
1,5 |
6,0 |
|
с балластом |
2,2 |
8,0 |
|
Ширина укладываемой полосы, м |
0,87 |
1,40 |
|
Диаметр вальцов, м |
|
|
|
ведущего вибрационного |
0,725 |
1,400 |
|
направляющего |
0,610 |
1,000 |
|
Радиус разворота по внутреннему следу, м |
3,0 |
3,6 |
|
Габаритные размеры, м |
|
|
|
длина |
2,8 |
4,65 |
|
ширина |
1,1 |
1,8 |
|
высота |
2,2 |
2,85 |
|
Скорость движения, км/ч на передаче |
|
|
|
1-й |
1,80 |
1,89 |
|
2-й |
3,00 |
3,70 |
|
3-й |
6,00 |
6,80 |
Таблица П.23.5
Самоходные комбинированные катки (с изменяющимися параметрами вибрации)
|
Параметры |
ДУ-52 |
ДУ-57-1 |
ДУ-58 |
ДУ-62 |
|
Масса катка, т |
16,0 |
20,5 |
16,0 |
13,0 |
|
Ширина уплотняемой полосы, м |
2,0 |
2,4 |
2,0 |
2,2 |
|
Мощность двигателя, кВт |
110 |
147 |
95,5 |
95,5 |
|
Скорость движения, км/ч |
0…10,8 |
0…8,0 |
0…16,0 |
0…16,0 |
|
Габаритные размеры, м |
|
|
|
|
|
длина |
5,7 |
6,2 |
5,9 |
6,0 |
|
ширина |
2,4 |
2,7 |
2,4 |
2,4 |
|
высота |
3,4 |
3,2 |
3,3 |
3,2 |
|
Пневматические колеса |
|
|
|
|
|
число колес, шт. |
4 |
2 |
4 |
2 |
|
давление в шинах, МПа |
0,30…0,80 |
0,35 |
0,30…0,80 |
0,30…0,80 |
|
Вибропалец |
|
|
|
|
|
диаметр, м |
1,6 |
1,6 |
1,6 |
1,6 |
|
ширина, м |
2,0 |
2,4 |
2,0 |
2,0 |
|
Число колебаний вибровозбудителя, Гц |
26,0 |
26,6 |
25,0…40,0 |
26,0…38,0 |
|
Наибольшая возмущающая сила, кН |
150 |
270 |
150 |
100-150 |
Приложение
24
Ориентировочные режимы работы машинно-дорожных отрядов и параметры потока
строительства асфальтобетонных покрытий в холодное время
|
Максимально допустимое время укладки и уплотнения смеси, мин. |
Тип смеси коэффициент уплотнения |
Марка укладчика |
Частота колебания |
Уплотняющие средства |
Протяженность потока, общего частного |
||
|
рабочая скорость его передвижения, м/мин |
трамбующего бруса, уд/мин |
виброплиты, кол/мин |
тип катка рабочая скорость, км/ч |
количество проходов по следу |
|||
|
30 |
А 0,97‑0,98 |
Супер ‑750 2,5 |
660-700 |
2500-3000 |
ДУ ‑49А 5 |
8 |
80/40 |
|
40 |
-»- |
-»- |
-»- |
-»- |
-»- |
-»- |
100/50 |
|
50 |
-»- |
-»- |
-»- |
-»- |
-»- |
-»- |
120/60 |
|
30 |
А 0,94‑0,96 |
Супер ‑750 2,5 |
600-700 |
2500-3000 |
ДУ ‑31А 5 |
6 |
75/25 |
|
|
|
|
|
|
ДУ ‑62 6 |
8 |
|
|
50 |
-»- |
->>- |
-»- |
-»- |
-»- |
-»- |
120/40 |
|
30 |
Б 0,92‑0,94 |
Супер ‑750 3,0 |
700-800 |
2500-3000 |
ДУ ‑48А 4-5 |
5 |
90/30 |
|
|
|
|
|
|
ДУ ‑49А 4-5 |
7 |
|
|
50 |
-»- |
-»- |
-»- |
-»- |
-»- |
-»- |
150/50 |
|
30 |
В 0,85‑0,90 |
ДС ‑126А 2,5 |
600-720 |
1500-2000 |
ДУ ‑50 3-4 |
2 |
80/20 |
|
|
|
|
|
|
ДУ ‑48Б 5 |
7 |
|
|
50 |
-»- |
-»- |
-»- |
-»- |
-»- |
5 |
140/35 |
Примечание. Ширина полосы смеси, укладываемой асфальтоукладчиком, принята равной 3,75 м.
Приложение
25
Перечень нормативных и рекомендательных документов по строительству
асфальтобетонных покрытий из горячих смесей
|
Индекс документа |
Наименование документа |
Примечание |
|
1 |
2 |
3 |
|
ГОСТ 3344-83** |
Щебень и песок шлаковые для дорожного строительства. Технические условия |
Взамен ГОСТ 3344-73, ГОСТ 23756 Введен с 01.04.2000 |
|
ГОСТ 8267-93* |
Щебень и гравий из плотных горных пород для строительных работ. Технические условия |
Взамен ГОСТ 8267-82 ГОСТ 8268-82 ГОСТ 10260-82 ГОСТ 23254-78 ГОСТ 26873-86 Введен с 01 .04. 2001 |
|
ГОСТ 8269.0-97* |
Щебень и гравий из плотных горных пород и отходов промышленного производства для строительных работ. Методы испытаний |
Взамен ГОСТ 8269-97 ГОСТ 3344-83 ГОСТ 7392-85 Введен с 01.01.98 |
|
ГОСТ 8735-88* |
Песок для строительных работ. Методы испытаний |
Взамен ГОСТ 8735-75, ГОСТ 25589.83 |
|
ГОСТ 8736-93* |
Песок для строительных работ. Технические условия |
Взамен ГОСТ 8736-85 ГОСТ 26193-84 |
|
ГОСТ 9128-97* |
Смеси асфальтобетонные дорожные, аэродромные и асфальтобетон. Технические условия |
Взамен ГОСТ 9128-84 с 01.01.99 |
|
ГОСТ 11022-90 |
Топливо минеральное. Методы определения зольности |
|
|
ГОСТ 11501-78* |
Битумы нефтяные. Метод определения глубины проникания иглы |
Взамен ГОСТ 11 50 1-73 с 01.01.80 |
|
ГОСТ 11503-74* |
Битумы нефтяные. Метод определения условной вязкости |
Взамен ГОСТ 11503-65 |
|
ГОСТ 11505-75* |
Битумы нефтяные. Метод определения растяжимости |
Взамен ГОСТ 11505-65 с 01.01.77 |
|
ГОСТ 11506-73* |
Битумы нефтяные. Методы определения температуры размягчения по кольцу и шару |
Взамен ГОСТ 11 506-65 с 01.07.74 |
|
ГОСТ 11507-78* |
Битумы нефтяные. Метод определения температуры хрупкости по Фраасу |
Взамен ГОСТ 11 507-65 с 01.01.80 |
|
ГОСТ 11508-74* |
Битумы нефтяные. Метод определения сцепления битума с мрамором и песком |
Взамен ГОСТ 11508-65, ГОСТ 11509-65 с 01.01.75 |
|
ГОСТ 11512-65* |
Битумы нефтяные. Метод определения зольности |
Взамен ГОСТ 2400-51 в части разд. XII с 01.01.66 |
|
ГОСТ 11955-82* |
Битумы нефтяные дорожные жидкие. Технические условия |
Взамен ГОСТ 11955-74 с 01.01. 84 |
|
ГОСТ Р 52 21 9-2003 |
Порошок минеральный для асфальтобетонных и органоминеральных смесей. Методы испытаний |
Взамен ГОСТ 12784-71 с 01.10.2003 |
|
ГОСТ 12801-98* |
Материалы на основе органических вяжущих для дорожного и аэродромного строительства. Методы испытаний |
Взамен ГОСТ 12801-84 с 01.01.99 |
|
ГОСТ Р 52 12 9 -2003 |
Порошок минеральный для асфальтобетонных и органоминеральных смесей. Технические условия |
Взамен ГОСТ 16557-78 . ГОСТ 12784-78 с 01.10.2003 |
|
ГОСТ 17789-72* |
Битумы нефтяные. Метод определения содержания парафина |
Срок действия продлен |
|
ГОСТ 18180-72* |
Битумы нефтяные. Метод определения изменения массы после прогрева |
|
|
ГОСТ Р 52128-2003 |
Эмульсии битумные дорожные. Технические условия |
Взамен ГОСТ 18659-61 с 01.10.2003 |
|
ГОСТ 20739-75 |
Битумы нефтяные. Метод определения растворимости |
Взамен ГОСТ 2400-51 в части разд. VII |
|
ГОСТ 21822-87* |
Битумы нефтяные хрупкие. Технические условия |
Взамен ГОСТ 21822-76 с 01.01.88 |
|
ГОСТ 22688-77** |
Известь строительная. Методы испытаний |
|
|
ГОСТ 26433.0-94 |
Система обеспечения геометрических параметров в строительстве. Правила выполнения измерений. Общие положения |
Введен с 01.01.96 |
|
ГОСТ 28478-90 |
Вещества поверхностно-активные. Определение содержания неорганического сульфата |
Введен впервые с 01.07.91 |
|
ГОСТ 28967-91 |
Битумы нефтяные. Рентгенофазовый метод определения парафинов |
Введен впервые с 01.07.92 |
|
ОСТ 218.010-98 |
Вяжущие полимерно-битумные дорожные на основе блоксополимеров типа СБС. Технические условия |
Введен впервые |
|
ГОСТ 30108-94 |
Материалы и изделия строительные. Определение удельной эффективности естественных радионуклидов |
Введен с 01.01.95 |
|
ГОСТ 30412-96 |
Дороги автомобильные и аэродромы. Методы измерения неровности покрытий |
Введен впервые с 01.01.97 |
|
ГОСТ 30413-96 |
Дороги автомобильные. Метод определения коэффициента сцепления колеса автомобиля с дорожным покрытием |
Введен впервые с 01.01.97 |
|
ГОСТ 30491-97* |
Смеси органоминеральные и грунты, укрепленные органическими вяжущими, для дорожного и аэродромного строительства. Технические условия |
Введен ГОСТ с 01.04.2001 |
|
ГОСТ 310 15-2002 |
Смеси асфальтобетонные и асфальтобетон щебнемастичные Технические условия |
Введен впервые с 01.05.2003 |
|
ГОСТ Р 50597-93 |
Автомобильные дороги и улицы. Требования к эксплуатационному состоянию, допустимому по условиям обеспечения безопасности движения |
Введен с 01.07.94 |
|
ГОСТ Р 51000.4-96 |
Государственная система стандартизации Российской Федерации. Общие требования аккредитации испытательных лабораторий |
Изм. ИУС1996, № 11 |
|
ГОСТ Р 51000.6-96 |
Государственная система стандартизации Российской Федерации. Система аккредитации. Общие требования к аккредитации органов по сертификации продукции и услуг |
|
|
ГОСТ Р 51000.3-96 |
Система аккредитации органов по сертификации испытательных и измерительных лабораторий. Общие требования к испытательным лабораториям |
|
|
СНиП 23-01-99 |
Строительная климатология |
с 01.01.2000 |
|
СНиП 2.05.02-85* |
Автомобильные дороги |
С 01.01.87 |
|
СНиП 2.05.11-83 |
Внутрихозяйственные автомобильные дороги в колхозах, совхозах и др. сельскохозяйственных предприятиях и организациях |
С 01.01.85 |
|
СНиП 3.01.01-85* |
Организация строительного производства |
С 01.01.86 |
|
СНиП 3.01.04-87* |
Приемка в эксплуатацию законченных строительством объектов. Основные положения |
С 01.01.88 |
|
СНиП 3.06.03-85 |
Автомобильные дороги |
С 01.01.86 |
|
СНиП III-4-80* |
Техника безопасности в строительстве |
С 01.01.81 |
|
СНиП 32-03-96 |
Аэродромы |
|
|
|
Пособие по приготовлению и применению битумных дорожных эмульсий (к СНиП 3.06.03-85) |
Союздорнии |
|
|
Пособие по строительству асфальтобетонных покрытий и оснований автомобильных дорог и аэродромов (к СНиП 3.06.03-85; СНиП 3.06.06-88) |
Союздорнии,1991 |
|
|
Пособие по производственному контролю качества при строительстве автомобильных |
НИЦ «Инженер», 1998 |
|
ОСТ 152.001-95 |
Отраслевая система стандартизации Министерства транспорта Российской Федерации. Основные положения |
Введен с 01.07.95 |
|
ОСТ 152.002-95 |
Отраслевая система стандартизации Министерства транспорта Российской Федерации. Порядок разработки нормативных документов по стандартизации |
Введен с 01.07.95 |
|
ОСТ 152.003-95 |
Рекомендации по стандартизации. Организация работ по стандартизации в Министерстве транспорта РФ |
Введен с 01.07.95 |
|
ОСТ 218.001-02 |
Система нормативных и методических документов дорожного хозяйства. Основные положения |
Введен с 01.06.2002 |
|
ОСТ 218.010-98 |
Вяжущие полимерно-битумные на основе блокса и полимеров типа СБС. Технические условия |
Введен с 01.06.98 |
|
ВСН 8-89 |
Инструкция по охране природной среды при строительстве, ремонте и содержании автомобильных дорог |
Минавтодор РСФСР с 01.01.90 |
|
ВСН 19-89 |
Правила приемки работ при строительстве и ремонте автомобильных дорог |
Минавтодор РСФСР с 14.07.89 |
|
ВСН 26-90 |
Инструкция по проектированию и строительству автомобильных дорог нефтяных и газовых промыслов Западной Сибири |
Минтрансстрой СССР с 01.01.91 |
|
ВСН 37-84 |
Инструкция по организации движения и ограждению мест производства дорожных работ |
Минавтодор РСФСР с 05.03.84 |
|
ВСН 38-90 |
Технические указания по устройству дорожных покрытий с шероховатой поверхностью |
Минавтодор РСФСР с 01.01.91 |
|
ВСН 41-88 |
Региональные и отраслевые нормы межремонтных сроков службы нежестких дорожных одежд и покрытий |
Минавтодор РСФСР |
|
ВСН 42-91 |
Нормы расхода строительных материалов на строительство и ремонт автомобильных дорог и мостов |
Концерн «Росавтодор» с 10.09.91 |
|
ОДН 218.046-01 |
Проектирование нежестких дорожных одежд |
Росавтодор взамен ВСН 46-83 с 01.01.2001 |
|
ОДН 218.0.006-2002 |
Правила диагностики и оценки состояния автомобильных дорог. Основные положения |
с 03.10.2002 |
|
ВСН 123-77 |
Инструкция по устройству покрытий и оснований из щебеночных, гравийных и песчаных материалов, обработанных органическим вяжущим |
Минтрансстрой взамен ВСН 123-65 с 22.03.77 |
|
ОДН 218. 1.052-2002 |
Оценка прочности нежестких дорожных одежд |
Минтранс России с 01.12.2002 |
|
ВСН 143-68 |
Технические указания по применению и обогащению отходов дробления изверженных горных пород в транспортном строительстве |
Минтрансстрой |
|
|
Правила приемки в эксплуатацию законченных строительством федеральных автомобильных дорог |
Минтранс РФ от 25.07.94 № 59 |
|
|
Руководство по оценке ровности дорожных покрытий толчкомером |
Минтранс России 2002 |
|
|
Рекомендации по расчету и технологии устройства оптимальных конструкций дорожных одежд с армирующими прослойками при строительстве, реконструкции и ремонте дорог с асфальтобетонными покрытиями |
ФДД, 1993 |
|
|
Рекомендации по применению асфальтобетонов на основе разнопрочных каменных материалов |
Минавтодор РСФСР, Гипродорнии, 1986 |
|
|
Методические рекомендации по строительству асфальтобетонных покрытий с применением дробленой резины |
Союздорнии, 1985 |
|
|
Рекомендации по применению гибких прослоек, замедляющих процессы усталостного разрушения асфальтобетонных покрытий |
М, 1988 |
|
ТОИ Р-66-23-95 |
Типовая инструкция по охране труда для асфальтобетонщиков |
Минстрой России Пост. 18-22 от 13.03.95 |
|
ТОИ Р-66-31-95 |
Типовая инструкция по охране труда для машинистов гудронаторов |
Минстрой России Пост. 18-22 от 13.03,95 |
|
ТОИ Р-66-36-95 |
Типовая инструкция по охране труда для машинистов катков самоходных с гладкими вальцами |
Минстрой России Пост. 18-22 от 13.03.95 |
|
ТОИ Р-66-45-95 |
Типовая инструкция по охране труда для машинистов укладчиков асфальтобетона |
Минстрой России Пост. 18-22 от 13.03.95 |
|
ТУ 5718-001-01393728-96 |
Вяжущие полимерно-битумные на основе «Каудест-Д» и полимерасфальтобетон |
|
|
ТУ 5718-001-39363581-99 |
Смеси для устройства трещинопрерывающих слоев |
Введен впервые ХМАО |
|
ТУ 5718-004-05204773-95 |
Битум нефтяной* дорожный, модифицированный нефтеполимерной смолой БНДМ |
Введены с 01.04.95 Росдорнии |
|
ТУ 38-101583-75 |
Сырье для производства нефтяных вязких дорожных битумов |
Миннефтехимпром СССР с 01.01.88 |
|
ТУ 38-108035-87 |
Резина дробленая марок РД, РДС и РДЕ Технические условия |
Миннефтехимпром СССР |
|
ТУ 431-1362739-192 |
Порошок минеральный шлаковый для асфальтобетонной смеси |
С 20.04.93 |
Примечание. Одной звездочкой отмечено обозначение стандарта, к которому принято изменение.
Использованная литература
1. Афиногенов О.П., Серегин Н.П., Санников А.Ф. Управление качеством дорожных работ/ Под. ред. О.П. Афиногенова. - Томск: Изд-во Том. ун-та, 1997.-153 с.
2. Афиногенов О.П., Санников А.Д., Белокобыльский А.С. Управление качеством дорожных работ на территориальном уровне. - Кемерово: Кузбасс-вузиздат, 2002. - 176 с.
3. Акишин И. П. Особенности применения технических средств для контроля качества материалов и работ в дорожном строительстве // Наука и техника в дорожной отрасли. - 1997. - № 1. - С. 9-11.
4. Адамов В. А. Сжигание мазута в топках котлов. - Л.: Недра, 1989. - 304 с.
5. Баринов Е.Н. Основы теории и технологии применения асфальтобетонов на вспененных битумах. - М.: Изд-во Ленингр. ун-та, 1990, - 180 с.
6. Борисов В.А. Технологическая точность асфальтобетонных заводов и методы ее повышения. - Саратов: Изд-во Саратов, ун-та, 1975. - 160 с.
7. Банит Ф.Г., Мальчик А.Д. Пылеулавливание и очистка газов в промышленности строительных материалов - М.: Стройиздат, 1979. - 351 с.
8. Битумные эмульсии в дорожном строительстве: Учетно-справочное пособие / Сост.: Ю. В. Соколов, В. Н. Шестаков. - Омск: ГУИПП. «Омский дом печати», 2000.-256 с.
9. Ворожейкин В.М. Исследование скорости массообмена в двухвальном лопастном смесителе// Исследования и испытания дорожных машин: Труды СибАДИ, вып. 55.-Омск, 1975.-С. 100-104.
10. Ворожейкин В.М. К развитию процесса распределения вяжущего по поверхности минеральных материалов в двухвальном лопастном смесителе // Исследование рабочих процессов в строительных и дорожных машинах: Сб. науч. трудов. - Омск: ОМПИ, 1986.-С. 59-65.
11. Горелышев Н.В. Асфальтобетон и другие битумоминеральные материалы.-М.: Можайск-Терра, 1995.-176 с.
12. Грушко И.М., Королев И.В., Борщ И.М., Мищенко Г.М. Дорожностроительные материалы. - М.: Транспорт, 1991.-357 с.
13. Дорожная техника, технология. Каталог-справочник. С.-Петербург: И.А. Партнер, 2000-2004.
14. Золотарев В.А. Долговечность дорожных бетонов. - Харьков: Вища школа, 1977.-114 с.
15. Королев И.В. Пути экономии битума в дорожном строительстве. - М.: Транспорт, 1986.-149 с.
16. Ковалев Я.Н. Активационно-технологическая механика дорожного асфальтобетона.-Минск: Выш. шк., 1990.-180 с.
17. Методические рекомендации по оптимальным режимам хранения в накопительных бункерах и транспортирования асфальтобетонных смесей/ Союздорнии. - М., 1985.-10 с.
18. Методические рекомендации по укладке и уплотнению асфальтобетонных смесей различного типа при использовании высокопроизводительных асфальтоукладчиков и катков / Союздорнии. - М., 1984.-12 с.
19. Методические рекомендации по строительству асфальтобетонных покрытий при пониженных положительных и отрицательных (до минус 10°С) температурах воздуха/ Союздорнии.-М., 1990.-52 с
20. Методические рекомендации по оценке сдвигоустойчивости асфальтобетона / Росавтодор. - М., 2002.-20 с.
21. Оборудование асфальтобетонных заводов и эмульсионных баз / В.А. Тимофеев, А.А. Васильев, И.А. Васильев и др. - М.: Машиностроение, 1989.- 256. с.
22. Пермяков В.Б. К вопросу оптимальных режимов уплотнения асфальтобетонной смеси // Изв вузов. Строительство и архитектура. - 1985,-№ 7,- С. 102-105.
23. Пермяков В.Б., Захаренко А.В. Обоснование величины контактных давлений для уплотнения асфальтобетонных смесей // Строительные и дорожные машины,-1989.-№ 5.-С. 12-13.
24. Печеный Б.Г. Долговечность битума и битумоминеральных покрытий. - М.: Стройиздат, 1981.-123 с.
25. Практическое пособие по метрологическому обеспечению строительного производства. - М.: Стройиздат, 1973.-64 с.
26. Руководство по, строительству дорожных асфальтобетонных покрытий / Союздорнии. - М.: Транспорт, 1978.-192 с.
27. Руководство по строительству дорожных покрытий из горячего асфальтобетона / Пер. с англ.-341 с.
28. Руководство по статистическому контролю и регулированию качества при строительстве и капитальном ремонте автомобильных дорог / Гипродорнии Минавтодора РСФСР. - М., 1981.-30 с.
29. Рекомендации Центра лабораторного контроля диагностики и сертификации по применению модифицированных битумов в дорожном строительстве. - М., 1999.-11 с.
30. Руководство по контролю качества и приемке аэродромных покрытий / ОНТИ. - М.: Аэропроект, 1978.-132 с.
31. Руденский А.В. Дорожные асфальтобетонные покрытия. - М.: Транспорт, 1992.-253 с.
32. Рокас С.Ю, Статистический контроль качества в дорожном строительстве. - М.: Транспорт, 1977.-152 с.
33. Семенов В.А. Качество и однородность автомобильных дорог. - М.: Транспорт, 1989.-125 с.
34. Семенов В.А., Мепуришвили Д.Г. Опыт применения статистических методов контроля качества в строительстве и ремонте автомобильных дорог. - М.: Транспорт, 1988.-47 с.
35. Семенов В.А. Результаты контроля качества строительства асфальтобетонных покрытий // Тез. докл. семинара: Повышение качества строительства асфальтобетонных дорог в Нечерноземной зоне РСФСР. - Владимир, 1970.-С. 25-35.
36. Сиденко В.М. Стандартизация и контроль качества в дорожном строительстве. - Киев: Вища школа, 1985.-256 с.
37. Сиденко В.М., Рокас С.Ю. Управление качеством в дорожном строительстве. - М.: Транспорт, 1981.-252 с.
38. Строительство улиц и городских дорог / Под. ред. А.Я. Тулаева. - М.: Строийздат, 1988.-367 с.
39. СНиП 32-03-96. Аэродромы/ Минстрой России, ГУПЦПП.-1996.-23 с.
40. Технология устройства и ремонта асфальтобетонных покрытий: Учебн. пособие / Ищенко И. С, Калашникова Т.Н., Семенов Д.А.-М.: Аир-Арт, 2001.-176 с.
41. Технологические схемы и правила укладки и уплотнения горячих многощебенистых асфальтобетонных смесей при устройстве покрытий автомобильных дорог. - С.-Петербург, Павловск, 1996.-47 с.
42. Технический документ Т-123. Гладкость покрытия. Дж. Дон Брок.-27 с.
43. Технический документ Т-134. Разрушение покрытия из-за разницы температур внутри смеси. Дж. Дон Брок, Герб Якоб.-13 с.
44. Финские нормы на асфальт 2000: Совещательная комиссия по покрытиям PANK .-Хельсинки, 2000.-72 с.
45. Шестаков В. Н. Оценка теплофизической надежности технологии строительства асфальтобетонных покрытий/Труды СибАДИ. Вып. 2, ч. 1-Омск: Изд-во СибАДИ, 1998.-С. 176-184.
46. Шестаков В. Н., Шестаков А. Н. Номограмма для расчета охлаждения асфальтобетонных слоев//Автомобильные дороги.-1978.-№ 1,-С. 22.
47. Шиндовский Э., Шварц О. Статистические методы управления качеством. - М.: Мир, 1976.-598 с.
48. Экологические проблемы строительства и эксплуатации автомобильных дорог. Ч. 1. Воздействие автомобильных дорог на окружающую среду/ Под. ред. М. В. Немчинова. - М.: Иркутск, 1997.-232с.