Методические рекомендации по установке закладных деталей и анкерных болтов приклеиванием к бетону и защите их от коррозии
МИНИСТЕРСТВО ТРАНСПОРТНОГО СТРОИТЕЛЬСТВА СССР
ГОСУДАРСТВЕННЫЙ ВСЕСОЮЗНЫЙ ДОРОЖНЫЙ
НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ
СОЮЗДОРНИИ
МЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ
ПО УСТАНОВКЕ ЗАКЛАДНЫХ ДЕТАЛЕЙ
И АНКЕРНЫХ БОЛТОВ ПРИКЛЕИВАНИЕМ К БЕТОНУ
И ЗАЩИТЕ ИХ ОТ КОРРОЗИИ
Утверждены
Замдиректора Союздорнии
канд. тех. наук Б.С. Марышевым
СОДЕРЖАНИЕ
|
Предисловие . 1 1. Общие положения . 2 2. Конструкции закладных деталей и расчет их закрепления . 2 3. Материалы и оборудование . 5 4. Подготовка и приклеивание закладных деталей . 7 5. Контроль качества приклеивания закладных деталей . 9 6. Защита закладных деталей от коррозии . 9 7. Выписка из указаний по технике безопасности при работе с эпоксидным клеем .. 14
|
Позволяют обоснованно назначать геометрические параметры прикреплений закладных деталей и качественно выполнять приклеивание их к поверхности бетона и (или) в отверстиях, высверленных в нем.
Предусмотрено приклеивание к бетону закладных деталей в виде:
стальных пластин с приваренными к ним анкерными стержнями;
стальных пластин, прикрепляемых к бетону с помощью анкерных болтов;
анкерного стержня с кольцом, пластиной или крюком для крепления коммуникаций или оборудования;
стальных пластин, прикрепляемых к бетону с помощью сквозных анкерных болтов, закрепленных на накладке.
Описаны все виды необходимых работ: от конструирования и расчета закладных деталей до контроля качества их приклеивания.
Предисловие
В процессе эксплуатации мостовых сооружений возникает необходимость заменять изношенные деформационные швы, наращивать бордюры, устраивать вместо бордюров парапетные или барьерные ограждения, устанавливать дополнительную арматуру и т.д. При выполнении этих работ требуется прикреплять к бетону дополнительные закладные детали и анкерные болты.
В настоящих "Методических рекомендациях по установке закладных деталей и анкерных болтов приклеиванием к бетону и защите их от коррозии" приводится методика, позволяющая обоснованно назначать геометрические параметры прикрепляемых деталей и качественно выполнять перечисленные работы.
Методические рекомендации разработаны кандидатами технических наук Б.П. Беловым и И.Д. Сахаровой.
Авторы согласны оказать практическую помощь во внедрении рекомендаций на договорной основе.
Замечания и предложения по настоящей работе просим направлять по адресу: 143900, Московская обл. г. Балашиха-6, Союздорнии.
1. Общие положения
1.1. "Методическими рекомендациями по установке закладных деталей и анкерных болтов приклеиванием к бетону и защите их от коррозии" следует руководствоваться при установке закладных деталей и анкеров в железобетонные, бетонные и каменные конструкции любого назначения при их сооружении, ремонте или реконструкции.
1.2. Настоящие Методические рекомендации разработаны в развитие действующих норм и рекомендаций по проектированию стальных закладных деталей для железобетонных конструкций и отражают особенности конструирования закладных деталей, расчетов и технологии их установки приклеиванием к бетону.
2. Конструкции закладных деталей и расчет их закрепления
2.1. Закладные детали могут быть выполнены в виде:
стальных пластин с приваренными к ним анкерными стержнями (рис. 1, а);
стальных пластин, прикрепляемых к бетону с помощью анкерных болтов (рис. 1, б);
анкерного стержня с кольцом, пластиной или крюком для крепления коммуникаций или оборудования (рис. 1, в);
стальных пластин, прикрепляемых к бетону с помощью сквозных анкерных болтов, закрепленных на накладке (рис. 1, г).
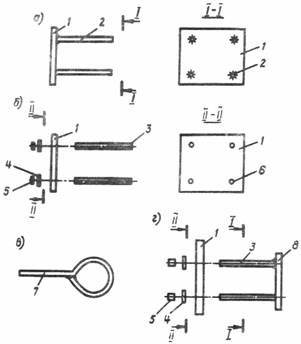
Рис. 1 . Закладные детали:
1 - стальная пластина; 2 - анкерный стержень; 3 - анкерный болт;
4 - шайба; 5 - гайка; 6 - отверстие; 7 - анкерный стержень с кольцом
для крепления; 8 - накладка
2.2. Толщину стальных пластин определяют по формуле ( 1), но она должна быть не менее 5 мм:
![]()
где d - диаметр анкерного стержня или болта;
Rs - расчетное сопротивление растяжению стали анкерного стержня или болта;
Rsq - расчетное сопротивление сдвигу стали пластины.
2.3. В качестве анкерных стержней и болтов следует использовать арматурную сталь периодического профиля диаметром 12-25 мм. Для болтов предпочтительно использовать арматурную сталь винтового профиля.
2.4. Расчет бетона на выкалывание анкерными стержнями (болтами) и определение числа и диаметра анкерных стержней выполняют так же, как и расчет при использовании закладных деталей, устанавливаемых в опалубку перед бетонированием конструкции.
2.5. При креплении закладных деталей к бетону, приклеивают стальные пластины по их плоскостям и вклеивают анкерные стержни и болты в отверстия ( рис. 2).
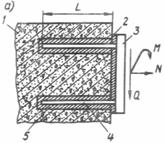
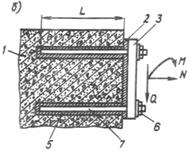
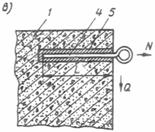
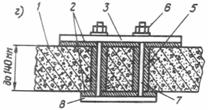
Рис. 2 . Крепление закладных деталей к бетонным, железобетонным и каменным элементам конструкций:
1 - бетонный, железобетонный или каменный элемент; 2 - клей; 3 - стальная пластина; 4 - анкерный стержень; 5 - отверстие, заполненное клеем; 6 - шайба и гайка; 7 - анкерный болт; 8 - накладка
2.6. Глубину вклеивания L анкерных стержней и болтов (см. рис. 2 , а, б) рекомендуется назначать не менее вычисленной по формуле
![]() (1)
(1)
где D - диаметр цилиндра, по поверхности которого проверяется скалывание;
т - коэффициент, учитывающий условия работы и зависящий от состава клея и глубины вклеивания анкерного стержня ; принимают по табл. 1;
R в, sh 1 - расчетное сопротивление соединения сдвигу принимают по табл. 2.
Таблица 1
|
Количество отвердителя, % оптимального количества |
Коэффициент т при глубине вклеивания анкерного стержня, см |
||||
|
10 |
20 |
30 |
40 |
50 и более |
|
|
100 и менее |
1, 10 1,10 |
0, 95 0,95 |
0,80 0,80 |
0, 65 0,65 |
0, 55 0,55 |
|
150 |
1, 10 1,00 |
0,95 0,85 |
0,80 0,70 |
0,65 0,60 |
0, 55 0,50 |
|
200 |
1, 10 0,75 |
0,95 0,65 |
0,80 0,55 |
0,65 0,45 |
0,55 0,40 |
|
250 |
0,90 0,45 |
0,75 0,38 |
0,60 0,30 |
0, 50 0,25 |
0, 40 0,25 |
Примечания: 1 . Над чертой приведены значения для соединений "бетон - клей", под чертой - “ клей - анкерный стержень ” .
2. Оптимальное количество отвердителя, вводимого в состав клея, рекомендуется принимать (% массы эпоксидной смолы): УП-0633М - 16, сложного амина - 15, диэтилентриамина - 9.
Расчетную глубину вклеивания анкерных стержней, вычисляют дважды (проверяют скалывание по соединениям “бетон - клей ” и "клей - анкерный стержень ”) и назначают соответствующий диаметр цилиндра скалывания и расчетное сопротивление соединения сдвигу.
Таблица 2
|
Показатель прочности соединения |
Значение показателя прочности соединения, МПа |
|
|
"бетон - клей ” |
"клей - анкерный стержень ” |
|
|
Расчетное сопротивление R в, sh 1 |
2,5 |
13,0 |
|
Временное сопротивление R в, sh 2 |
6, 0 |
20,0 |
|
Среднеквадратическое отклонение R в, sh 3 |
1, 0 |
1,8 |
Примечания: 1. При расчетах на долговременную нагрузку и выносливость значение показателя прочности следует умножать на коэффициенты соответственно 0,6 и 0,7.
2. Прочность соединения "бетон - клей" приведена при наличии в зоне приклеивания закладных деталей бетона класса В40. Чтобы установить прочность соединения при бетонах других классов, следует вводить поправочный коэффициент, принимаемый по табл. 3.
Таблица 3
|
Класс бетона по прочности на сжатие |
В30 |
В35 |
В40 |
В45 |
В50 |
В55 |
В60 |
|
Поправочный коэффициент |
0.75, |
0,85 |
1,00 |
1,12 |
1,24 |
1,37 |
1,50 |
2.7. Допускается глубину вклеивания анкерных стержней назначать менее установленной по п. 2.6. При этом число анкерных стержней, работающих на выдергивание, в наиболее напряженном ряду nsup следует вычислять по формуле:
где n - число анкерных стержней, работающих на выдергивание, в наиболее напряженном ряду, определенном в соответствии с п. 2.4;
ф(х) - функция нормального распределения (табулирована );
![]()
Rqu и Rqv - соответственно среднее значение и среднеквадратическое отклонение прочности заделки анкерных стержней, МПа;
![]()
![]()
Глубину вклеивания анкерных стержней рекомендуется назначать равной не менее 10 диаметров стержня.
2.8. Глубину вклеивания одиночного анкерного стержня (см. рис. 2, в) необходимо назначать не менее вычисленной по формуле ( 1), при этом расчетная сила Q (кН) не должна превышать вычисленную по формуле ( 2) и расчетное сопротивление стержня срезу:
![]() (2)
(2)
где d - диаметр анкерного стержня, см;
Rв - расчетное сопротивление бетона осевому сжатию, МПа.
При воздействии на анкерный стержень только сдвигающей силы глубину вклеивания допускается снижать до 7 диаметров анкерного стержня, при этом расчетная сдвигающая сила не должна быть более вычисленной по формуле
![]()
где Rв, loc - расчетное сопротивление бетона смятию.
2.9. Диаметр канала для вклеивания анкерных стержней и болтов необходимо выбирать таким, чтобы в процессе установки закладных деталей обеспечивалось попадание стержней - в каналы или болтов в отверстия закладной детали, исходя при этом из допустимых отклонений от проектных размеров между осями отверстий и стержней (болтов). Не рекомендуется назначать диаметр канала таким, чтобы проектный слой клея между стержнем и поверхностью канала превы шал 15 мм.
Допускается вклеивать анкерные стержни (болты) в пазы, если поверх пазов уложен слой армированного бетона или через них выше стержней проходит попе речная (к стержням) арматура.
2.10. Если к стальным пластинам закладных деталей с анкерными стержнями или болтами после приклеивания будут непосредственно привариваться элементы конструкций, то между пластинами и бетоном (см. рис. 2) предусматривают вместо клея использование цементного раствора, укладываемого слоем 5-15 мм.
2.11. Прочность закрепления стальных пластин, прикрепляемых к бетону с помощью сквозных анкерных болтов (см. рис. 2, г) , проверяют обычными методами.
3. Материалы и оборудование
3.1. Для анкерных стержней и болтов рекомендуется арматурная сталь периодического профиля классов , A- I - A- III.
Марку стали для анкерных стержней назначают в зависимости от условий эксплуатации конструкций.
Пластины закладных деталей необходимо проектировать для конструкций, расчетная температура эксплуатации которых до минус 30°С включительно , из стали марок ВСт3кп2 и ВСт3кп2-1, ниже минус 30°С до минус 40°С включительно - из стали марок ВСт3пс6 ВСт3пс6 -1 и ВСт3пс6-2.
3.2. Для приклеивания пластин и вклеивания анкерных стержней рекомендуются составы клея, приведенные в табл. 4.
Таблица 4
|
Номер состава клея
|
Количество компонента, мас. ч. |
|||||||
|
Эпоксидная смола |
Пластификатор |
Отвердитель |
Наполнитель (цемент) |
Тиксотропная добавка |
||||
|
Фуриловый спирт |
Дибутилфталат |
УП-0633М |
Сложный амин |
Диэтилентриамин |
||||
|
Клей на эпоксидной смоле ЭД-20 или ЭИС-1 |
||||||||
|
1 |
100 |
20 |
- |
15-50 |
- |
- |
150-300 |
0-20 |
|
2 |
100 |
20 |
- |
- |
12-35 |
- |
150-300 |
0-20 |
|
3 |
100 |
20 |
- |
- |
- |
6-25 |
150-300 |
0-20 |
|
4 |
100 |
- |
20 |
16-50 |
- |
- |
150-250 |
0-20 |
|
5 |
100 |
- |
20 |
- |
15-45 |
- |
150-250 |
0-20 |
|
6 |
100 |
- |
20 |
- |
- |
9-20 |
150-250 |
0-20 |
|
Клей на эпоксидной смоле ЭД-14 или ЭД-16 |
||||||||
|
7 |
100 |
20 |
- |
13-50 |
- |
- |
150 |
0-15 |
|
8 |
100 |
20 |
- |
- |
11-35 |
- |
150 |
0-15 |
|
9 |
100 |
20 |
- |
- |
- |
6-7 |
150 |
0-15 |
|
10 |
100 |
- |
20 |
13-50 |
- |
- |
100-300 |
0-15 |
|
11 |
100 |
- |
20 |
- |
15-40 |
- |
100-300 |
0-15 |
|
12 |
100 |
- |
20 |
- |
- |
7-25 |
100-300 |
0-15 |
Количество отвердителя назначают в зависимости от требуемых температуры склеивания и величин технологической, адгезионной и когезионной жизнеспособности.
Технологическая жизнеспособность - это время, в течение которого клей может быть нанесен на склеиваемые поверхности или залит в отверстия; определяется по появлению нитей отрыва при извлечении из клея палочки. Рекомендуемая технологическая жизнеспособность клея - 0,5-2 ч.
Адгезионная жизнеспособность - это время, в течение которого соединяемые поверхности склеиваются ; определяется по потере прилипаемости к клею пальца руки. Рекомендуемая адгезионная жизнеспособность клея - 1-4 ч.
Когезионная жизнеспособность - это время, в течение которого клей набирает достаточную прочность (время полимеризации); определяется испытанием образцов. Рекомендуемая когезионная жизнеспособность клея - 6-24 ч.
Тиксотропную добавку (аэрозоль, аэросил, сажу, асбестовую крошку) вводят в состав клея для повышения его вязкости с целью предотвратить вытекание клея из отверстий и отекание с вертикальных поверхностей.
Предварительно (до начала выполнения работ) в лаборатории исходя из наличия материалов необходимо подобрать состав клея и количество компонентов в пределах рекомендуемых в табл. 4, применительно к конкретным условиям производства работ.
3.3. Для грунтования бетонных поверхностей перед склеиванием используют клей такого же состава, как и для склеивания, но без наполнителя и тиксотропной добавки. Взамен пластификатора или в дополнение к нему в состав грунтовки вводят растворитель (ацетон или толуол) в количестве, равном количеству (по массе) эпоксидной смолы.
3.4. В качестве каналообразователей для формирования в свежеуложенном бетоне отверстий для анкерных стержней рекомендуется применять резинотканевые рукава или полиэтиленовые трубки.
3.5. Для сверления в затвердевшем бетоне отверстий для анкерных стержней рекомендуется, использовать станок передвижной марки ИЭ-1801, укомплектованный кольцевыми алмазными сверлами.
Допускается сверлить отверстия перфораторами электрическими (например, марки ИЭ-4707), электромагнитными (ИЭ-4709) или пневматическими (П-47).
3.6. Приготавливать клей рекомендуется в клеемешалке ( рис. 3), предназначенной для получения клея в небольших объемах.
3.7. Для заполнения клеем горизонтальных, наклоненных кверху и идущих снизу вверх отверстий, рекомендуется изготовить приспособление в виде шприца.
3.8. Для заполнения зазора между бетонным элеметом и стальной пластиной закладной детали, к которой непосредственно приваривают элементы конструкций , рекомендуется применять цементопесчаный раствор подвижностью 2-3 см и с водоцементным отношением не более 0,45, приготовленный на цементе марки не ниже 400.
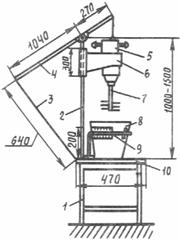
Рис. 3 . Установка для приготовления клея:
1 - подставка; 2 - направляющие стойки; 3 - крюк, фиксирующий положение мешалки в нерабочем положении; 4 - рычаг; 5 - электродвигатель; 6 - направляющая обойма; 7 - мешалка; 8 - емкость с клеем; 9 - хомут; 10 - станина
При вертикальном положении стальной пластины допускается применять более подвижный раствор при условии обеспечения требуемой морозостойкости раствора.
4. Подготовка и приклеивание закладных деталей
4.1. Качество приклеивания закладных деталей обе спечивается правильным подбором, состава клея, хорошей подготовкой бетонных и стальных поверхностей к склеиванию и соблюдением технологии работ.
4.2. Стальные пластины перед приклеиванием очищают от ржавчины и окалины с помощью наждака или пескоструйным аппаратом. Не разрешается хранить очищенные пластины более 8 ч до приклеивания.
Анкерные стержни и болты должны быть очищены от ржавчины с помощью стальной щетки или другими способами.
4.3. Бетонные поверхности перед склеиванием очищают от грязи и пыли металлическими щетками и продувают сжатым воздухом.
Поверхности, загрязненные маслами (например, при применении жирных смазок для обработки щитов опалубки), необходимо обработать 10%-ным раствором каустической соды, промыть сильной струей воды, просушить и очистить металлическими щетками либо двукратно промыть 5%-ным раствором соляной кислоты (при расходе 150 г раствора на 1 м2), просушить и очистить щетками.
4.4. Отверстия для вклеивания анкерных стержней и болтов продувают сжатым воздухом.
4.5. Компоненты клея тщательно перемешивают (химикаты должны быть перед дозированием перемешаны, а наполнитель и тиксотропная добавка просушены и просеяны).
Рекомендуется следующая технология получения клея:
в строительной лаборатории приготавливают компаунд, состоящий из эпоксидной смолы, пластификатора и наполнителя, причем сначала перемешивают смолу с пластификатором, а затем с наполнителем. Компаунд развешивают в небольшие емкости, вместимость которых рассчитана для разового использования. Дозируют в количестве, соответствующем емкости с компаундом, отвердитель и тиксотропную добавку, вводимую в количестве, необходимом для обеспечения требуемой вязкости клея (добиваясь, чтобы он не вытекал из отверстий, зазоров между бетоном и пластиной);
на строительной площадке компаунд тщательно перемешивают сначала с отвердителем, а затем с тиксотропной добавкой до получения однородной массы.
4.6. Рекомендуется следующая технология установки закладных деталей с анкерными стержнями (см. рис. 2, а):
очищают поверхность бетона, отверстия и стальную пластину;
грунтуют поверхность бетона и отверстия, просушивают грунтовку в течение 2-4 ч;
устанавливают закладную деталь насухо и определяют необходимую толщину слоя клея;
заполняют клеем отверстия;
наносят клей на поверхность бетона слоем 2-3 мм и на пластину слоем необходимой толщины;
устанавливают пластину в проектное положение, добиваясь выдавливания клея из отверстий и по всему периметру пластины;
фиксируют закладную деталь в проектном положении в течение когезионной жизнеспособности клея.
4.7. Рекомендуется следующая технология установки закладных деталей с анкерными болтами и одиночных анкерных стержней (см. рис. 2, б, в):
очищают отверстия для анкеров;
грунтуют отверстия и просушивают в течение 2-4 ч;
заполняют отверстия клеем;
устанавливают анкерные болты или стержни, добиваясь выдавливания клея из отверстий;
фиксируют анкерные болты (например, расклиниванием их в отверстиях) в проектном положении в течение когезионной жизнеспособности клея;
очищают поверхность бетона (в том числе от подтеков клея) и стальную пластину;
устанавливают закладную деталь насухо и определяют необходимую толщину слоя клея;
наносят клей на поверхность бетона слоем 2-3 мм и на пластину слоем необходимой толщины;
устанавливают пластину в проектное положение, добиваясь выдавливания клея по всему ее периметру;
фиксируют пластину в проектном положении с помощью гаек в течение когезионной жизнеспособности клея;
подтягивают гайки.
4.8. Если отверстия не были предусмотрены при изготовлении элементов, то их высверливают специальным инструментом.
4.9. Рекомендуется следующая технология установки закладных деталей с анкерными стержнями или болтами при горизонтальном положении стальных пластин, к которым непосредственно приваривают элементы конструкций:
очищают отверстия для анкеров;
грунтуют отверстия и просушивают в течение 2-4 ч ;
заполняют отверстия клеем;
смачивают поверхность бетона водой;
приготавливают цементный раствор и разравнивают его на поверхности бетона;
устанавливают закладную деталь в проектное положение;
фиксируют закладную деталь в проектном положении в течение когезионной жизнеспособности клея.
4.10. Рекомендуется следующая технология установки закладных деталей с анкерными стержнями или болтами при вертикальном положении стальных пластин, к которым непосредственно приваривают элементы конструкций:
очищают отверстия для анкеров;
грунтуют отверстия и просушивают в течение 2-4 ч;
заполняют отверстия клеем;
устанавливают закладные детали в проектное положение с зазором относительно бетонной поверхности, добиваясь выдавливания клея из отверстий;
фиксируют закладную деталь в проектном положении в течение когезионной жизнеспособности клея;
промывают зазор водой;
законопачивают зазор по нижней и боковым кромкам стальной пластины;
приготавливают текучий цементный раствор и заполняют им зазор, заливая раствор сверху через воронку или закачивая снизу насосом.
4.11. Рекомендуется следующая технология установки закладных деталей со сквозными анкерными болтами (см. рис. 2, г):
очищают поверхность бетона, отверстия и стальные накладки и пластины;
грунтуют поверхность бетона и отверстия и просушивают в течение 2-4 ч;
устанавливают закладную деталь насухо и определяют необходимую толщину слоя клея;
наносят клей на поверхность бетона слоем 2-3 мм и на накладку слоем необходимой толщины;
устанавливают накладку в проектное положение, добиваясь выдавливания клея по всему периметру накладки;
фиксируют накладку с анкерными болтами;
заполняют клеем отверстия;
наносят клей на поверхность бетона слоем 2-3 мм и на пластину слоем необходимой толщины;
устанавливают пластину в проектное положение, добиваясь выдавливания клея по всему периметру пластины, подтягивая гайки;
выдерживают в течение когезионной жизнеспособности клея;
подтягивают гайки на анкерных болтах.
В случаях необходимости приварить непосредственно к пластинам закладные детали элементов конструкций после приклеивания пластин вместо клея под пластиной предусматривают использование текучего цементного раствора (работы выполняются в соответствии с п./ п. 4.9 и 4.10).
5. Контроль качества приклеивания закладных деталей
5.1. Испытания образцов с целью проверить качество приклеивания закладных деталей проводят после установления наличия валика клея по всему периметру закладной детали.
5.2. Образцы изготавливают, склеивая бетонные кубики и стальные пластины ( рис. 4) по той же технологии и тем же составом клея, что и при приклеивании закладных деталей. Образцы испытывают на сдвиг по плоскости склеивания. Разрушающее скалывающее напряжение должно быть не менее 2,5 МПа.
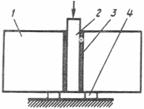
Рис. 4 . Схема образца и испытания соединения “ бетон - клей - сталь" на сдвиг:
1 - бетонный кубик размером 10 ´ 10 ´ 10 см; 2 - стальная пластина
размером 2 ´ 10 ´ 12 см; 3 - клеевой шов; 4 - прокладка шириной 2 см,
6. Защита закладных деталей от коррозии
6.1. Способ антикоррозионной защиты закладных деталей и материалы назначают, руководствуясь соответствующими нормативными документами, учитывая при этом назначение закладной детали, условия ее эксплуатации, конструкцию узла с закладными деталями.
6.2. В технологический процесс антикоррозионной защиты входят следующие основные операции:
обезжиривание поверхностей закладной детали;
удаление сварочных брызг, заусенцев, обработка кромок;
очистка поверхности от окалины струйно-абразивным методом либо с помощью шлифовальных механизмов;
очистка поверхности от ржавчины струйно-абразивным методом либо преобразователями коррозии;
нанесение материала, обеспечивающего защиту от коррозии в соответствии с выбранной системой защиты;
сушка защитного материала после нанесения каждого слоя.
6.3. Закладные детали, устанавливаемые в бетонную конструкцию, могут иметь защитное покрытие межоперационного либо эксплуатационного назначения, что определяется дальнейшими операциями, которым впоследствии подвергается закладная деталь (приварка, бетонирование и т.д.).
6.4. Для обезжиривания поверхностей закладных деталей их промывают специально приготовленными в горячей воде щелочными растворами (70-75°С). Состав раствора (в расчете на 1 л): сода кальцинированная ( ГОСТ 5100-85Е) - 10-12 г; тринатрийфосфат - 5-3 г.
Промывают очищаемую поверхность, погружая детали в раствор; при сильном загрязнении их протирают волосяными щетками, а затем промывают водой.
Качество очистки должно соответствовать первой степени обезжиривания поверхностей по ГОСТ 9.402-80.
Очищенная от жировых загрязнений поверхность должна быть гидрофильной.
При протирке очищенной поверхности чистой сухой белой тряпкой на ней не должно оставаться следов грязи.
6.5. Поверхность пластин закладных деталей должна быть очищена от окалины и окислов. Класс чистоты поверхности - второй. При визуальном осмотра не должны обнаруживаться окалина, ржавчина и т.п.
6.6. Шероховатость поверхности, подготовленной под антикоррозионное покрытие, должна быть 40-60 мкм.
6.7. Очистку поверхности от окалины и окислов предпочтительно производить струйно-абразивным методом либо, при производстве работ на открытом воздухе, - пескоструйным.
6.8. Для струйно-абразивной очистки следует применять чугунную колотую дробь типа ДЧК № 0,8; 1,0; 1,4 по ГОСТ 11964-81Е либо кварцевый песок по ТУ ИЭС 54/14-89 с крупностью зерен 0,7-2,0 мм и влажностью не более 5 %.
6.9. При небольшом объеме работ для очистки пластин можно использовать пневматические щетки с реверсивной головкой УПРЩ-1, ручные стальные щетки по ТУ 1-4-23, ЩПС по ТУ 102.10.78, молоток и зубило. После обработки ручным или механизированным инструментом обрабатываемую поверхность необходимо обдуть воздухом.
6.10. Удалить ржавчину можно травлением металла травильными пастами либо преобразователями коррозии.
6.11. Травильную пасту наносят шпателем, штукатурной лопаткой и т.п. Поверхность металла выдерживают под травильной пастой в течение 1-6 ч, промывают водой и высушивают.
Рекомендуемые составы паст приведены в табл. 5. Расход травильной пасты на 1 м2 поверхности 2-3 кг, пассивирующей - 1,0-1,5 кг.
Таблица 5
|
Состав (назначение) пасты |
Количество компонента, % массы |
Продолжительность выдерживания, ч |
Последующие операции |
|
Травильная (удаление ржавчины): |
|
1-6 |
Промывка, пассивация |
|
Ортофосфорная кислота |
2,4 |
|
|
|
Серная кислота |
7,7 |
|
|
|
Соляная кислота |
21,3 |
|
|
|
Ингибитор (ПБ-5, катапин и т.п.) |
0,5 |
|
|
|
Контакт Петрова |
0,5 |
|
|
|
Вода |
17,0 |
|
|
|
Сульфитцеллюлозный щелок |
14,6 |
|
|
|
Инфузорная земля (трепел) |
36,0 |
|
|
|
Пассивирующая (обработка после удаления ржавчины травильной пастой): Едкий натр |
0,9 |
0, 5-1 |
Промывка, сушка |
|
Бихромат натрия (или калия) |
2,3 |
|
|
|
Сульфитцеллюлозный щелок |
9, 6 |
|
|
|
Инфузорная земля (трепел) |
40,0 |
|
|
|
Вода |
47,2 |
|
|
6.12. Обработке преобразователями ржавчины подвергаются продукты коррозии, плотно сцепленные с поверхностью металла, слоем до 100 мкм.
В качестве грунтовок - преобразователей ржавчины применяют грунтовки: ЭВА-0112 (ТУ 6-10-1234-85), выпускаемую Загорским лакокрасочным заводом; ЭВА-01-ГИСИ (ТУ 81-05-121-78), выпускаемую заводом "Оргсинтез" и ПО "Белместбытхим"; МС-0152 (ТУ 6-10-100-86-77), выпускаемую Ленинградским НПО "Пигмент"; ЭП-01 80 (ТУ 6-10-1658-82), выпускаемую предприятиями "Союзкраски"; кислотный модификатор ржавчины № 3, выпускаемый объединениями Метбытхимпрома; ЭП-0199, выпускаемую Одесским лакокрасочным заводом.
Грунтовки - преобразователи ржавчины, представляющие собой многокомпонентные системы, - приготавливают непосредственно перед применением (пропорции указаны в табл. 6).
Таблица 6
|
Компонент грунтовки |
Массовое соотношение компонентов грунтовки |
|||||
|
ЭВА-0112 |
ЭВА-01-ГИСИ |
ЭП-0180 |
МС-0152 |
№ 3 |
ЭП-0199 |
|
|
Основа грунтовки |
100 |
100 |
100 |
100 |
- |
100 |
|
Ортофосфорная кислота 70 %-ная |
- |
5-7 |
- |
- |
- |
- |
|
85 %-ная |
3 |
- |
|
- |
- |
- |
|
40 %-ная |
- |
- |
- |
- |
90 |
- |
|
Отвердитель № 1 |
- |
- |
7,5 |
- |
- |
4,4 |
|
Цинк |
- |
- |
- |
- |
10 |
- |
Нанесение грунтовки осуществляют методом пневматического или безвоздушного распыления с помощью краскораспылителя, а также вручную (кистью, валиком) при температуре не ниже 5°С на поверхность металла, очищенную от рыхлой и пластовой ржавчины и предварительно смоченную водой. До рабочей вязкости грунтовку разводят обессоленной водой (конденсатом).
6.13. В целях межоперационной защиты пластины, на которые впоследствии наносят долговременное защитное покрытие, а также металлические поверхности, контактирующие с бетоном, покрывают грунтовками МС-067 (по ТУ 6-10-789-79); ЭФ-0121 (ТУ 6-10-1499-75); ВЛ-02 ВЛ-023 ( ГОСТ 12707-77).
6.14. На закладные детали, находящиеся при эксплуатации на воздухе, наносят лакокрасочные материалы ( табл. 7), металлизационные покрытия, а также покрытия на основе битумно-бутилкаучуковых мастик, хлорсульфированного полиэтилена, полиуретановых красок и т.п.
Таблица 7
|
Лакокрасочный материал |
Нормативный документ |
Условия применения |
|
Первая группа материалов |
||
|
Пенфталевые: Лаки ПФ-170 и |
ГОСТ 15907-70 |
Наносятся по грунтовкам ГФ-021, |
|
ПФ-171 |
ГОСТ 5494-71Е |
ГФ-0119, ГФ-0163, ПФ-020 |
|
Эмали ПФ-115 |
ГОСТ 6465-76 |
Наносятся по грунтовкам первой |
|
Эмаль ПФ-133 |
ГОСТ 926-82 |
группы |
|
Эмаль ПФ-1126 (быстросохнущая) |
ТУ 6-10-1540-78 |
|
|
Эмали ПФ-1189 |
ТУ 6-10-1710-79 |
Наносятся без грунтовки |
|
Грунтовка ПФ-020 |
ГОСТ 18186-79 |
|
|
Грунтовка ПФ-0142 |
ТУ 6-10-1689-78 |
|
|
Глифталевые: Грунтовка ГФ-021 |
ГОСТ 25129-82 |
Под эмали первой группы |
|
Грунтовка ГФ-0119 |
ГОСТ 23343-78 |
Допускаются под эмали перхлорви- |
|
Грунтовка ГФ-0163 |
ОСТ 6-10-409-77 |
ниловые и на сополимерах винилхлорида второй, третьей групп по СНиП 2.03.11-85 |
|
Алкидно-уретановые: Эмаль УРФ-1128 (быстросохнущая ) |
ТУ 6-10-1421-76 |
Наносится по грунтовкам первой группы по СНиП 2.03.11-85 |
|
Алкидно-стирольные: Грунтовка МС-0141 (быстросохнущая) |
ТУ 6-10-1568-76 |
Под эмали первой и второй групп по СНиП 2.03.11-85 |
|
Масляные: Краски масляные густотертые для наружных работ |
ГОСТ 8292-85 |
Наносятся по железному сурику на олифе оксоль, по грунтовкам ГФ-021, ПФ-020, ГФ-0119 |
|
Железный сурик густотертый на олифе оксоль |
ГОСТ 8868-76 |
Под масляные краски |
|
Маслянобитумные: Краска БТ-177 |
ОСТ 6-10-426-79 |
Наносится по грунтовкам ГФ-021, ПФ-020 |
|
Нитроцеллюлозные : Эмаль НЦ-132 |
ГОСТ 6631-74 |
Наносится по грунтовкам ГФ-021, ГФ-0163, ПФ-020, ФЛ-03К |
|
Вторая группа материалов |
||
|
Фенолоформальдегидные : Грунтовка ФЛ-03К |
ГОСТ 9109-81 |
Под эмали второй, третьей групп перхлорвиниловые, на сополимерах винилхлорида, хлоркаучуковые |
|
Полиакриловые и акрилсиликоновые: Эмали АС-182 |
ГОСТ 19024-79 |
Наносятся по грунтовкам ГФ-021, ГФ-0163, ПФ-020, ФЛ-03К |
|
Перхлорвиниловые и на сополимерах винилхлорида: Эмали ХВ-16 |
ТУ 6-10-1301-78 |
Наносятся по грунтовкам ГФ-021, |
|
Эмали ХВ-113 и ХВ-110 |
ГОСТ 18374-79 |
ГФ-0163, ГФ-0119, ФЛ-03К, ПФ-020 |
|
Эмали ХС-119 |
ГОСТ 21824-76 |
Наносятся по грунтовкам ГФ-021, |
|
Эмали ХВ-124 и ХВ-125 |
ГОСТ 10144-74 |
ГФ-0119, ФЛ-03К, ПФ-020 |
|
Третья группа материалов |
||
|
Фенолоформальдегидные: Грунтовка ФЛ-03К |
ГОСТ 9109-81 |
Под краски второй группы |
|
Полиуретановые: Эмали УР-175 |
ТУ 6-10-682-76 |
Наносятся по грунтовкам третьей группы |
|
Эпоксидные: Эмаль ЭП-1155 (толстослойная) |
ТУ 6-10-1504-75 |
Наносится по грунтовке ЭП-057, шпатлевке ЭП-0010 |
|
Шпатлевка ЭП-0010 |
ГОСТ 10277-76 |
Под эпоксидные .эмали |
|
Грунтовка ЭП-057 |
ТУ 6-10-1117-75 |
Под эмали эпоксидные, перхлор виниловые и на сополимерах винилхлорида |
|
Полистирольные : Эмали ПС-1184 и ПС-1186 |
ТУ 51-164-83 |
Наносятся по грунтовке ВЛ-02 |
|
Перхлорвиниловые и на сополимерах винилхлорида: Эмали ХВ-1100 |
ГОСТ 6993-79 |
Наносятся по грунтовкам ГФ-021, |
|
Эмали ХВ-124, ХВ-125 |
ГОСТ 10144-74 |
ГФ-0163, Гф-0119, ФЛ-03К, ПФ-020 |
|
Кремнийорганические: Эмаль КО-813 |
ГОСТ 11066-74 |
Наносится по грунтовкам ГФ-021, ФЛ-03К, ГФ-0163, ГФ-01 19, ПФ-020 |
6.15. При защите металлических поверхностей с использованием материалов, приведенных в табл. 7, наносят 1-2 слоя грунтовки и 1-2 слоя основного лакокрасочного материала, так чтобы общая толщина защитного покрытия составила 100-200 мкм.
Ориентировочный срок службы лакокрасочного защитного покрытия - не менее 8 лет.
Требования к лакокрасочному покрытию
6.1 6. Лакокрасочные защитные покрытия необходимо наносить в такой технологической последовательности: наносят и сушат грунтовку, а затем наносят и сушат покровные слои.
6.17. Лакокрасочные материалы перед применением должны быть перемешаны и отфильтрованы. Вязкость их должна соответствовать способу нанесения. Ориентировочная вязкость по В3-4 при 18-22 °С - 14-22 с.
6.18. Целесообразно наносить лакокрасочные материалы воздушным или безвоздушным напылением. Допускается применение кистевого метода.
6.19. Лакокрасочные материалы необходимо наносить сплошным слоем постоянной толщины. Адгезия покрытия должна соответствовать 1-2 баллам по ГОСТ 15140-78.
Подтеки, пузыри, сморщивание, кратеры, непрокрашенные места не допускаются.
6.20. При работе с краскораспылителями необходимо:
сопло распылителя располагать перпендикулярно к окрашиваемой поверхности на постоянно одинаковом расстоянии от нее;
передвигать распылитель с постоянной скоростью;
наносить лакокрасочный материал, последовательным наложением полос, не проходя дважды по одному месту;
следить за правильным соотношением подаваемых в распылитель воздуха и краски: при недостатке воздуха краска из краскораспылителя поступает неравномерно крупными брызгами, а при избытке - резкими толчками и пульсирующей струей.
6.21. Расстояние от краскораспылителя до окрашиваемой поверхности должно быть 300-400 мм, ширина отпечатка плоского факела 300-500 мм, круглого 100 мм. Работы предпочтительно производить плоским факелом.
6.22. Металлизационные покрытия наносят непосредственно на поверхность металла. Толщина покрытия при горячем цинковании 60-100 мкм, при горячем алюминировании - не менее 50 мкм; при газо-термическом напылении цинка - 120-180 мкм, алюминия - 200-250 мкм. Срок службы металлизационных покрытий в зависимости от металла, примененного для защиты, и толщины слоя - от 10 до 50 лет.
Требования к металлизационным покрытиям
6.23. Металлизационные покрытия наносят вручную газопламенным или электродуговым способом.
Проволока, используемая для создания металлизационного покрытия, должна быть гладкой, чистой, без перегибов и не иметь вспученных оксидов. При необходимости проволоку очищают от консервационной смазки растворителями, от загрязнений - наждачной бумагой № 0.
6.24. Металлизация вручную должна осуществляться последовательным нанесением взаимно перекрываемых полос. Покрытия наносят в несколько слоев, при этом каждый последующий необходимо наносить перпендикулярно предыдущему.
6.25. Для обеспечения высокого качества защитного покрытия, устраиваемого электродуговым способом, необходимо соблюдать следующие условия:
расстояние от точки плавления проволоки до защищаемой поверхности - 80-150 мм;
оптимальный угол нанесения металловоздушной струи - 65-80°;
оптимальная толщина одного слоя - 50-60 мкм;
температура защищаемой поверхности при нагреве - не более 150°С.
6.26. Для устройства покрытия методом газо-термического напыления, следует применять установки газопламенного напыления типа Л-5405А, УН-121, УГПН Института электросварки им. О.Е. Патона.
6.27. Металлизационное покрытие должно быть сплошным, однородного цвета, без частиц нерасплавленного металла , без трещин, отслоений (вздутий), следов местной коррозии.
6.28. Способом металлизации целесообразно защищать открытую поверхность закладных деталей, эксплуатируемых в условиях сильно агрессивной среды.
6.29. Защита стальных армирующих пластин может быть выполнена герметизирующими резинобитумными мастичными материалами "Вента" (ТУ 21-27-39-77), “Вента У" (ТУ 21-27-101-83), "БЛЭМ-20", "Гермабутил" (РСТ УССР 5018-86), которые наносят на загрунтованную в один слой грунтовкой поверхность (толщина 30-40 мкм) слоем 1,5-2 мм.
Ориентировочный срок службы покрытия 20 лет.
6.30. Производственный контроль качества работ должен осуществляться на всех этапах подготовки и выполнения антикоррозионных работ.
6.31. При входном контроле проверяют соответствие материалов требованиям технических условий.
6.32. При операционном контроле проверяют подготовку поверхности, соблюдение условий производства антикоррозионных работ (температуру и влажность окружающего воздуха и защищаемых поверхностей, чистоту сжатого воздуха), толщину отдельных слоев и общую толщину законченного защитного покрытия.
6.33. При приемочном контроле выполненных защитных покрытий проверяют их сплошность, сцепление с защищаемой поверхностью и толщину.
Техника безопасности при выполнении антикоррозионных работ
6.34. При выполнении антикоррозионных работ следует соблюдать требования главы СНиП III-4-80.
6.35. При подготовке поверхности к окрашиванию необходимо соблюдать требования безопасности по ГОСТ 9.402-80
6.36. Все окрасочные работы должны проводиться в соответствии с требованиями "Санитарных правил при окрасочных работах с применением ручных распылителей" № 991-72, утвержденных Министерством здравоохранения СССР.
7. Выписка из указаний по технике безопасности при работе с эпоксидным клеем
7.1. При выполнении работ, связанных с приготовлением клея, приклеиванием закладных деталей, вклеиванием анкерных стержней, следует соблюдать общие правила техники безопасности и изложенные ниже.
7.2. Работа с клеем на основе эпоксидных смол и их составляющих (отвердителя, пластификатора, растворителя) требует осторожности и аккуратности, так как он токсичен, оказывает на организм человека вредное воздействие.
Наиболее токсичный компонент клея - гексаметил - диамин. Поэтому, рекомендуется во всех возможных случаях заменять его менее токсичным отвердителем, например полиэтиленполиамином, диэтилентриамином, УП-0633М.
7.3. Перед зачислением на работу рабочие должны пройти специальное обучение и инструктаж, а также медицинский осмотр.
В состав медицинской комиссии при проведении регулярных осмотров должны входить отоларинголог и дерматолог.
В процессе работ должен проводиться специальный медицинский надзор.
7.4. Не допускаются к работе лица, с повышенной чувствительностью к веществам с сенсибилизирующими свойствами (эпоксидные смолы).
7.5. При попадании эпоксидных смол на кожу или в глаза необходимо промыть кожу водой с мылом, а глаза - водой с физиологическим раствором, после чего обратиться к врачу.
В случае плохого самочувствия во время работы или после нее, а также при появлении отечности во круг глаз надо немедленно обратиться к врачу.
7.6. Для лиц, работающих ежедневно с полимерными материалами, устанавливается 7-часовой рабочий день, предоставляются дополнительный отпуск и молоко в количестве 0,5 л в день.
7.7. Вспомогательные и бытовые помещения должны соответствовать требованием пожарной безопасности в соответствии с ГОСТ 12.1.004-85 и оснащаться пожарной техникой по ГОСТ 12.4.003-75.
7.8. Если пролито даже небольшое количество отвердителя, необходимо немедленно засыпать это место опилками, смоченными керосином, затем обработать 10%-ной серной кислотой, и обязательно промыть водой.
Загрязненные ветошь и мусор надлежит собирать в специальное ведро и выносить в железный ящик вне помещения или закапывать в отведенном месте.
7.9. При выполнении работ, связанных с применением эпоксидных составов, необходимо соблюдать меры по сохранению чистоты окружающей среды.
7.10. Ответственность за соблюдение правил техники безопасности при работе с полимерными материалами и противопожарных мер несут непосредственный исполнитель, руководитель производства и инженер по технике безопасности.