Инструкция 2.1 Инструкция по монтажу плетеной сальниковой графитовой набивки для арматуры, работающей с нефтью и нефтепродуктами
УТВЕРЖДАЮ
Зам. генерального директора
По производству ТРГ
ЗАО «НОВОМЕТ Пермь»
__________О.Ю. Исаев
«_____» ________
ИНСТРУКЦИЯ № 2.1.
по монтажу плетеной сальниковой графитовой набивки для арматуры, работающей с нефтью и нефтепродуктами.
Содержание
|
1. ОБЩИЕ УКАЗАНИЯ 2. УКАЗАНИЕ МЕР БЕЗОПАСНОСТИ. 3. ПОДГОТОВКА К СБОРКЕ САЛЬНИКОВОГО УЗЛА. 4. ПОДГОТОВКА НАБИВОК К МОНТАЖУ В САЛЬНИКОВЫЙ УЗЕЛ. 5. ПОРЯДОК СБОРКИ САЛЬНИКОВЫХ УЗЛОВ. |
1. ОБЩИЕ УКАЗАНИЯ
1.1. Настоящая инструкция
распространяется на плетеную графитовую набивку марки НГ-100 (НГ-Л) и марки
НГ-200 (НГ-Н), предназначенную для герметизации сальниковых уплотнений
арматуры, установленной на трубопроводах и оборудовании, работающем с нефтью и
продуктами ее переработки при давлении: НГ-100 - до 25 МПа, НГ-200 - до 35 МПа
в интервале температур от минус
1.2. Характеристики набивки отображены в паспорте качества на каждую партию продукции в соответствии с ТУ 2573-002-12058737-2005. К использованию допускается партия набивки, имеющая паспорт качества и прошедшая входной контроль.
1.3. Рекомендуемое количество колец из набивки в пакете -5-6 штук. При давлении до 6,ЗМПа допускается установка колец с полным заполнением сальниковой камеры.
1.4. Кольца из набивки НГ-100 и НГ-200, при обеспечении оптимального выбора конструкции и усилия сжатия сальника, обеспечивают ресурс работы уплотнения не менее 10 000 циклов в течение 4 лет.
1.5. Повторное использование набивки не рекомендуется.
2. УКАЗАНИЕ МЕР БЕЗОПАСНОСТИ.
2.1. К работе по установке сальниковых уплотнений из набивки допускаются работники, изучившие инструкцию по монтажу.
3. ПОДГОТОВКА К СБОРКЕ САЛЬНИКОВОГО УЗЛА.
3.1. Перед установкой набивки в сальниковую камеру поверхности шпинделя и камеры очистить от грязи и старой набивки, убедиться в отсутствии изгиба шпинделя и следов коррозии.
3.2. Зазор между штоком, грундбуксой, корпусом и подсальниковым кольцом, а также шероховатость поверхности штока не должна превышать показателей, указанных на Рис. 1. При наличии эксцентриситета между осями шпинделя и камеры сальника его необходимо устранять. Изгиб шпинделя (штока) не допускается.
ВНИМАНИЕ: Не допускается применение корродированного (поврежденного) штока (шпинделя).
3.3. Поверхности грундбуксы, подсальникового кольца или дна сальниковой камеры не должны иметь сколов и фасок. Острые кромки притупить, но не закруглять.
3.4. Для исключения потери герметичности сальникового уплотнения не рекомендуется применение грундбуксы и подсальникового кольца со скошенными торцами (15°).
3.5. Если сальниковая камера имеет большую глубину, необходимо изготовить по месту подсальниковое кольцо.
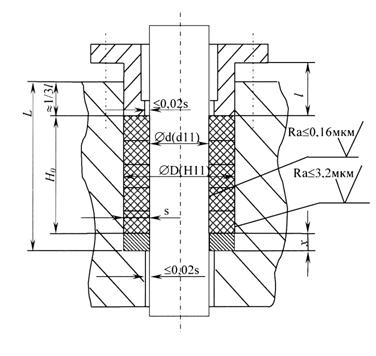
Рис. 1.
Высота подсальникового кольца χ определяется как разность между глубиной сальниковой камеры L и суммой высоты сальникового пакета Н0 и 1/3 длины рабочей части грундбуксы l . (Рис. 1).
χ = L -(Н0 + 1/3 l )
Наружный и внутренний диаметры подсальникового кольца вычисляется по формулам;
Dk = D - 0,2 (мм)
d к = d + 0,2 (мм)
При невозможности установить подсальниковое кольцо (нет свободного доступа к штоку арматуры) вместо него для заполнения сальниковой камеры можно использовать набивку ХБС до температуры плюс 150°С или углеродную набивку марки НУ-201 (УНФ) до температуры плюс 600°С
|
Пример: |
|
|
Среда |
нефть; |
|
Давление |
4,0 МПа; |
|
Температура |
100°С; |
|
Размеры узла сальника: |
|
|
Ø штока |
|
|
Ø камеры |
|
|
глубина камеры |
|
|
длина рабочей части грундбуксы |
|
Для уплотнения сальниковой камеры используем 5 колец из набивки НГ-Л сечением 8×8 мм;
|
Высота сальникового пакета |
5×8 = |
|
1/3 рабочей длины грундбуксы |
1/3×40 = |
|
Необходимая глубина сальниковой камеры |
40+13 = |
|
Высота подсальникового кольца |
100-53 = |
Вместо кольца можно использовать шесть колец набивки ХБС сечением 8×8 мм.
3.6. При наличии на грундбуксе фаски и невозможности ее устранения, согласно п.п. 3.3.-3.4. настоящей инструкции или если дно сальниковой камеры скошено, то для предотвращения возможного экструдирования набивки в зазор необходимо использовать запорные кольца из плетеной хлопчатобумажной набивки марки ХБС до температуры плюс 150°С или углеродной набивки марки НУ-201 (УНФ) до температуры плюс 600 °С.
3.7. Для уменьшения адгезии (налипания) графита на контактирующие с ним поверхности штока, грундбуксы, эти поверхности натереть графитом марки ГС ГОСТ 8295-73.
4. ПОДГОТОВКА НАБИВОК К МОНТАЖУ В САЛЬНИКОВЫЙ УЗЕЛ.
4.1. Подобрать набивку необходимого сечения ( S ) исходя из размера сальниковой камеры:
![]()
D - диаметр сальниковой камеры;
d - диаметр шпинделя.
4.2. « Разбивать», «раздавливать» до большего размера, «забивать» сальниковую набивку при уплотнении сальниковых камер категорически запрещается.
4.3. Длину заготовки для набивочных колец можно определить по формуле (см. Рис. 2):
L = ( d + S ) × π × 1.07; где
d - диаметр шпинделя (штока), мм;
S - размер набивки, мм;
1.07 - поправочный коэффициент.
|
|
|
|
Рис. 2 |
Рис. 3 |
4.4. Кольца должны отрезаться по возможности под углом 45°. При этом вырезается точно отрезок для первого кольца и используется далее как шаблон для нарезки последующих колец.
4.5. Возможно применение намоточного метода нарезки колец. Для этого шнур набивки плотно наматывают на вспомогательную втулку диаметром, равным диаметру вала, и разрезают на кольца. Разрезку выполняют под углом 45° к оси по спирали (рис. 3.а) или по разметке (рис. 3.б)
Аккуратный разрез получается при дополнительной обмотке втулки с набивкой тонкой клейкой лентой.
4.6. Смазка колец какими-либо составами перед установкой, при установке не допускается.
5. ПОРЯДОК СБОРКИ САЛЬНИКОВЫХ УЗЛОВ.
5.1. Кольца устанавливаются в камеру по одному со смещением разрезов на 90°, например: 0°, 90°, 180°, 270° и т.д.
5.2. Для обеспечения герметизации первоначально весь пакет колец обжимается грундбуксой на 20÷30% от величины сечения. Окончательное обжатие всего пакета осуществляется на 40÷43%
5.3. от первоначальной высоты пакета.
Изменение высоты пакета ∆Н:
- предварительное ∆Н = 0,2÷0,3 H 0
- окончательное ∆Н = 0,4÷0,43 H 0
где H 0 - начальная высота пакета
5.3. Перед окончательным обжатием пакета сделать 5-6 перемещений шпинделя на величину, большую, чем высота сальника.
5.4. Выполнять п.п. 5.2.;5.3. до тех пор, пока не прекратится ослабление затяжки болтов после требуемых 5-6 перемещений шпинделя.
ВНИМАНИЕ: при затяжке перекос грундбуксы не допускается.