ГОСТ 8617-81 Профили прессованные из алюминия и алюминиевых сплавов. Технические условия

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПРОФИЛИ
ПРЕССОВАННЫЕ
ИЗ АЛЮМИНИЯ
И АЛЮМИНИЕВЫХ СПЛАВОВ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 8617-81
(СТ СЭВ 3843-82 , СТ
СЭВ 3844-82 )
ИПК ИЗДАТЕЛЬСТВО СТАНДАР ТОВ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ПРОФИЛИ ПРЕССОВАННЫЕ
ИЗ АЛЮМИНИЯ И Технические условия . Pressed sections of aluminium and aluminium alloys . Specifications |
ГОСТ ( CT СЭВ 3843-82 , CT СЭВ 3844-82 ) |
Дата в ведени я 01 .01 .83
Настоящий стандарт распространяется на прессованные профили из алюминия и алюми н иевых сплавов, предназначенные для нужд наро дного хозяйства и для экспорта.
(Измененная редакция, Изм. № 2 , 3 ).
1. КЛАССИФИКАЦИЯ
1 .1 . Профили подразделяют:
по тип у :
сплошные площадью поперечного сечения до 200 см2 и диаметром описанной окружности до 350 мм;
полые площадью поперечного сечения до 60 см2 и диаметром о писанной окружности до 250 мм;
по сост о яни ю материала :
без термической обработки ( го рячепрессов анные) - обоз начаются маркой алюминия или алюминиевого сплава без дополнительных знаков;
отожжен н ые - М;
закаленные и естественно состаренные - Т;
закаленные и искусственно состаренные - Т1 ;
неполн о стью закаленные и и скусственно состаренные - Т5 ;
по виду прочнос ти :
нормальной прочности - обозначаются маркой сплава и состояния материала без дополн и тель ных зн аков;
повышенной прочности - П П .
Профили в закаленном и естественно или искусственно состаренном состоянии из сплавов марок АВ, Д 1 , Д16 , АК4 , АК6 , 1915 , 1925 изготавливают с максимальной толщиной полок и стенок не более 150 мм, из сплава марки В95 - не более 125 мм, из сплавов марок АД31 , АД33 , АД35 , 1925 С, 1935 , ВД1 , АВД1 , АК М - не более 100 мм.
по назначению :
общего назначен и я - из алюминия марок А6 , А5 , А0, АД0 , АД1 , АД С, АД и алюминиевых сплавов марок АМ ц, АМц С, АМ г2 , АМг3, АМг3С, АМг5 , АМг 6, АД31 , АД33, АД35 , АВ, Д1 , Д16 , АК4 , АК6 , В95 , 1915 , 1925 , 1925 С, ВД1 , АВД1 , АКМ;
электротехнического назначения - из алюминия марок АД0, А Д 00, А7 , А6 , А5 , А5 Е и алюминиевых сплавов марок АД31 , АД31 Е.
Примечание . В условном обозначении профилей электротехнического н аз начения дополнительно указываются буквы ЭН, которые ставят после номера или шифра профиля 440361 ЭН (ПК 0018 ЭН).
(Измененная редакция, Изм. № 2 , 3 ).
1 .2 . Номер или шифр, длину, назначение профилей, состояние материала и прочность указывают в заказе.
При отсутствии требования о назначен и и профилей их изготавливают как профили общего назначения.
(Введен дополнительно, Изм. № 3 ).
2. СОРТАМЕНТ
2 .1. Форма и размеры профилей, площади сечен ий, диаметры описанной окружности и теоретическая масса 1 м длины - по ГОСТ 13616-78 , ГОСТ 13617-82 , ГОСТ 13618-81 , ГОСТ 13619-81 , ГОСТ 13620-90 , ГОСТ 13621-90 , ГОСТ 13622-91 , ГОСТ 13623-90 , ГОСТ 13624-90 , ГОСТ 13737-90 , ГОСТ 13738-91 , ГОСТ 17575-90 , ГОСТ 17576-81 и чертежам, согласованным изготовителем с потребителем.
Примечание . Для профилей, подлежащих механической обработке, в чертеже указываетс я контур (контуры) чистовой детали с указанием чистовых размеров и привязки контура чистовой детали к контуру профиля.
(Измененная редакция, Изм. № 1 , 2 ).
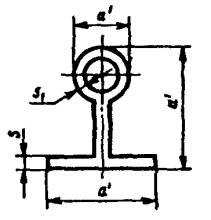
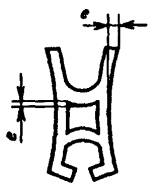
2 .2 . Предельные отклонения по толщине полок S и другим размерам поперечного сечения а (черт. 1 - 3) и а' (черт . 4 - 5 ), охватывающих монолитный металл профилей, должны соответствовать:
для профилей из алюминия и алюминиевых сплавов , за исключением сплавов марок АМг5 и АМг6 , - значени ям, указанн ым в табл. 1;
для профилей из алюминиев ы х сплавов марок АМ г5 и АМг 6 - значениям, указанным в таб л. 2 или на чертежах.
(Измененная редакция, Изм. № 1, 3 ).
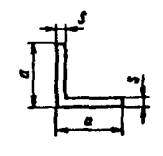
Черт. 1
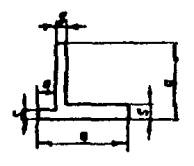
Черт. 2
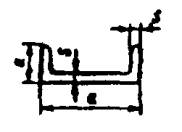
Черт. 3
2 .3 . Предельные отклонения по толщине стенок ( S 1 ), образующих полые пространства (черт. 4, 5), должны соответствовать значениям, указанным в табл. 1 или 2 с коэффициентом 1,5 или на чертежах.
(Измененная редакция, Изм. № 1 ).
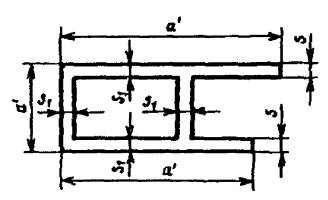
Черт. 4
Черт. 5
(Измененная редакция, Изм. № 1 ).
2.3 а. Допускается увеличение предельных минусовых отклонений не более чем в 2,5 раза на размеры поперечного сечения или отдельные элементы профилей, подвергаемые у потребителя механической обработке с учетом припуска на механическую обработку, которые должны быть указаны в чертежах.
(Введен дополнительно, Изм. № 2 ).
2 .4 , 2 .5 . (Исключены, Изм. № 1 ).
Черт. 6 - 9 .
(Исключены, Изм. № 1 ).
Т аблица 1
мм
|
Номинальный размер поперечного сечения профиля |
Предельное отк л онен ие размеров поперечн ого сечения профиля п ри диаметре описанной окружности |
|||||||
|
До 30 ,0 |
Св. 30 ,0 до 60 ,0 |
Св. 60 ,0 до 100 ,0 |
Св. 100 ,0 до 150 ,0 |
Св. 150 ,0 до 200 ,0 |
С в . 200 ,0 до 250 ,0 |
Св. 250 ,0 до 300 ,0 |
Св. 300 ,0 до 350 ,0 |
|
|
До 1,5 вклю ч. |
± 0 ,15 |
± 0 ,20 |
± 0 ,25 |
- |
- |
- |
- |
- |
|
Св. 1, 5 до 3,0 включ. |
± 0 ,20 |
± 0 ,25 |
± 0 ,30 |
± 0 ,30 |
± 0 ,35 |
± 0 ,40 |
- |
- |
|
" 3 ,0 " 6 ,0 " |
± 0 ,25 |
± 0 ,30 |
± 0 ,35 |
± 0 ,35 |
± 0 ,40 |
± 0 ,45 |
± 0 ,45 |
± 0 ,45 |
|
" 6 ,0 " 10 ,0 " |
± 0 ,30 |
± 0 ,35 |
± 0 ,40 |
± 0 ,40 |
± 0 ,45 |
± 0 ,50 |
± 0 ,50 |
± 0 ,50 |
|
" 10 ,0 " 15 ,0 " |
± 0 ,35 |
± 0 ,40 |
± 0 ,45 |
± 0,50 |
± 0 ,55 |
± 0 ,55 |
± 0 ,60 |
± 0 ,60 |
|
" 15 ,0 " 30 ,0 " |
± 0 ,45 |
± 0 ,50 |
± 0 ,50 |
± 0 ,60 |
± 0 ,65 |
± 0 ,65 |
± 0 ,70 |
± 0 ,70 |
|
" 30 ,0 " 50 ,0 " |
- |
± 0 ,60 |
± 0 ,60 |
± 0 ,70 |
± 0 ,75 |
± 0 ,75 |
± 0 ,80 |
± 0 ,80 |
|
" 50 ,0 " 75 ,0 " |
- |
± 0,70 |
± 0 ,70 |
± 0 ,80 |
± 0 ,85 |
± 0 ,85 |
± 0 ,90 |
± 0 ,90 |
|
" 75 ,0 " 100 ,0 " |
- |
- |
± 0 ,85 |
± 0 ,90 |
± 0 ,95 |
± 0 ,95 |
± 1 ,00 |
± 1 ,00 |
|
" 100 ,0 " 150 ,0 " |
- |
- |
- |
± 1 ,10 |
± 1 ,20 |
± 1 ,20 |
± 1 ,30 |
± 1 ,30 |
|
" 150 ,0 " 200 ,0 " |
- |
- |
- |
- |
± 1 ,30 |
± 1 ,30 |
± 1 ,40 |
± 1 ,40 |
|
" 200 ,0 " 250 ,0 " |
- |
- |
- |
- |
- |
± 1 ,60 |
± 1 ,60 |
± 1 ,70 |
|
" 250 ,0 " 300 ,0 " |
- |
- |
- |
- |
- |
- |
±1,90 |
± 2,00 |
|
" 300 ,0 " 350 ,0 " |
- |
- |
- |
- |
- |
- |
- |
± 2,20 |
Таблица 2
|
Номинальный размер попереч н ого сечения профиля |
Предельное отклонение размеров поперечного сечения профиля при диаметре описанной окружности |
|||||||
|
До 30 ,0 |
Св. 30 ,0 до 60 ,0 |
Св. 60 ,0 до 100 ,0 |
Св . 100 ,0 до 150 ,0 |
Св . 150 ,0 до 200 ,0 |
Св. 200 ,0 до 250 ,0 |
Св. 250 ,0 до 300 ,0 |
Св. 300 ,0 до 350 ,0 |
|
|
До 1 ,5 вклю ч. |
± 0 ,20 |
± 0 ,30 |
± 0 ,35 |
- |
- |
- |
- |
- |
|
Св. 1,5 до 3 ,0 вклю ч. |
± 0 ,30 |
± 0 ,35 |
± 0 ,40 |
± 0 ,40 |
± 0 ,50 |
± 0,55 |
- |
- |
|
" 3 ,0 " 6 ,0 " |
± 0 ,35 |
± 0 ,40 |
± 0,50 |
± 0,50 |
± 0,55 |
± 0 ,65 |
± 0 ,65 |
± 0 ,65 |
|
" 6 ,0 " 10 ,0 " |
± 0 ,40 |
± 0,50 |
± 0 ,55 |
± 0 ,55 |
± 0 ,65 |
± 0 ,70 |
± 0 ,70 |
± 0 ,70 |
|
" 10 ,0 " 15 ,0 " |
± 0 ,50 |
± 0,55 |
± 0 ,65 |
± 0 ,70 |
± 0 ,75 |
± 0 ,75 |
± 0 ,85 |
± 0 ,85 |
|
" 15 ,0 " 30 ,0 " |
± 0 ,65 |
± 0 ,70 |
± 0 ,70 |
± 0 ,85 |
± 0 ,90 |
± 0 ,90 |
± 1 ,00 |
± 1 ,00 |
|
" 30 ,0 " 50 ,0 " |
- |
± 0 ,85 |
± 0 ,85 |
± 1 ,00 |
± 1 ,05 |
± 1 ,05 |
± 1 ,10 |
± 1 ,10 |
|
" 50 ,0 " 75 ,0 " |
- |
± 1 ,00 |
± 1 ,00 |
± 1 ,10 |
± 1 ,20 |
± 1 ,20 |
± 1 ,25 |
± 1 ,25 |
|
" 75 ,0 " 100 ,0 " |
- |
- |
± 1 ,20 |
± 1 ,25 |
± 1 ,35 |
± 1,35 |
± 1 ,40 |
± 1 ,40 |
|
" 100 ,0 " 150 ,0 " |
- |
- |
- |
± 1 ,55 |
± 1 ,70 |
± 1 ,70 |
± 1 ,80 |
± 1 ,80 |
|
" 150 ,0 " 200 ,0 " |
- |
- |
- |
- |
± 1 ,80 |
± 1 ,80 |
± 1 ,95 |
± 1 ,95 |
|
" 200 ,0 " 250 ,0 " |
- |
- |
- |
- |
- |
± 2 ,25 |
± 2 ,25 |
± 2 ,40 |
|
" 250 ,0 " 300 ,0 " |
- |
- |
- |
- |
- |
- |
± 2 ,65 |
± 2 ,80 |
|
" 300 ,0 " 350 ,0 " |
- |
- |
- |
- |
- |
- |
- |
± 3 ,10 |
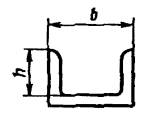
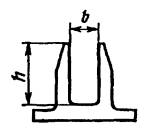
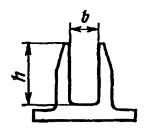
2 .6 . Предельные отклонения по размеру b между свободными концами элементов поперечного сечения профилей , характерные формы которых приведены на черт. 10 - 13, устанавливают как сумму предельного отклонения номинального размера, взятого из табл. 1 или 2, и предельного отклонения наклона полок профиля, равного ±0 ,02 от высоты полки h .
(Измененная редакция, Изм. № 1 ).
Черт. 10
Черт. 11
Черт. 12
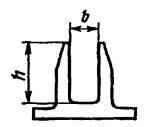
Черт. 13
2 .7 . Величину радиусов скругления углов, если они не указаны на чертежах, устанавливают:
не более 0 ,5 мм при толщине полки и стенки до 3 мм вклю ч.
" " 0 ,6 мм " " " " св. 3 до 6 мм включ;
" " 0 ,8 мм " " " 6 " 10 мм "
" " 1 ,0 мм " " " " " 10 " 18 мм "
" " 1 ,2 мм " " " " " 18 " 30 мм "
" " 1 ,6 мм " " " " " 30 " 50 мм "
" " 2 ,0 мм " " " " " 50 мм.
В местах сопряжения полок и стенок различной толщины определение допустимого радиуса скругления проводят по большей толщине.
(Измененная редакция, Изм. № 1 ).
2 .7 .1 . Предельные отклонения по размерам радиусных или цилиндрических поверхностей, если они не указаны в чертежах, не должны превышать ±10 % от величины радиуса, но не менее ±0 ,5 мм.
(Измененная редакция, Изм. № 2 ).
2 .7 .2 . Величина притупления острых кромок допускается:
до 0 ,3 мм при толщине полки или стенки до 3 мм включ.;
" 0 ,5 мм " " " св. 3 до 15 мм вкл юч.;
" 1 ,0 мм " " " св. 15 мм "
(Измененная редакция, Изм. № 2 ).
2 .7 .3 . Радиусы скругления углов и притупления острых кромок величиной до 1 ,0 мм обеспечиваются технологией изготовления.
(Измененная редакция, Изм. № 2 ).
2 .8 . Угол скручивания вокруг продольной оси на 1 м длины любого участка профиля не должен превышать:
3 ° - при ширине базовой поверхности до 50 мм;
2 ° - при ширине базовой поверхности св. 50 до 200 мм;
1 ° - при ширине базовой поверхности св. 200 до 350 мм.
2 .8 .1 . В договорно-правовых отношениях скручивание профиля не должно быть более значений, указанных в табл. 3а.
Таблица 3а*
мм
|
Диаметр описанной окружности |
Допускаемое скручивание, не более |
|
|
на 1 м |
н а длину профиля до 6 м |
|
|
До 20 включ. |
1 ,5 |
3 ,0 |
|
Св. 20 до 40 включ. |
2 ,5 |
7 ,0 |
|
" 40 " 80 " |
3 ,0 |
9 ,0 |
|
" 80 " 120 " |
4 ,0 |
12 ,0 |
|
" 120 " 200 " |
5,0 |
15 ,0 |
|
" 200 |
6,0 |
18 ,0 |
(Введен дополнительно, Изм. № 1 ).
* Табл. 3 исключена.
2 .9 . Предельные отклонения угловых размеров поперечного сечения профилей, если угол не имеет предельных отклонений, ограничивающих его размеры, должны соответствовать указанным в табл. 4.
Т а блица 4 *
|
Ширина меньшей полки, мм |
Пре д ельные отклонения, градусы |
|
До 100 |
± 3 |
|
Св. 100 |
± 2 |
* Таблица 5 исключена.
2 .10 . Профили должны быть прямыми. Продольное плавное отклонение от прямолинейности относительно любой плоскости на любом участке длиной 1 м, за исключением профилей, имеющих буль бу или хотя бы один клиновидный элемент, не должно превышать:
4 мм - на профилях с толщиной полок или стенок св. 4 до 10 мм включите льно;
3 мм - на профилях толщиной полок или стенок свыше 10 мм.
На профилях, имеющих бульбу или хотя бы один клинов и дный элемент, с толщиной полки свыше 4 мм отклонение от прямолинейности относительно любой плоскости на любом участке профиля длиной 1 м не должно пре вышать 4 мм.
По требованию потребителя на профилях с толщиной полок и стенок свыше 4 до 10 мм отклонение от прямолинейности не должно превышать 3 мм.
(Измененная редакция, Изм. № 1 ).
2 .11 . На профилях с толщиной полок до 4 мм вклю чительно, в том числе на профилях, имеющих бульбу или хотя бы один клиновидный элемент, допускается продольное отклонение от прямолинейности на 1 м длины, устраняемое путем приложения усилия не более 50 Н (5 кгс ) на профиль, установленный на плоской плите.
(Измененная редакция, Изм. № 1 ).
2.12 . Общие допускаемые продольные отклонения от прямолинейности, скручивание профиля не должны превышать произведения допускаемого отклонения от прямолинейности, скручивания на 1 м на длину профиля в метрах.
(Измененная редакция, Изм. № 1 ).
2 .13 . На профилях допускается плавная волнистость с высотой волны не более 1 мм, а на профилях, имеющих бульбу или хотя бы один клиновидный элемент - не более 2 мм.
Количество таких волнистых мест не должно быть более одного на 1 м длины профиля.
Волнистость с высотой волны до 0 ,2 мм не лимитируется.
2 .14 . Поперечное плавное отклонение от плоскостности (выпуклость и вогнутость) е профилей, характерные формы поперечного сечения которых приведены на черт. 14 - 18, не должно превышать:
1 % от ширины полки - для сплошных профилей;
2 % от ширины полки или ширины стенки - для полых профилей, но не менее 0 ,3 мм.
По требованию потребителя на полых профилях поперечное отклонение от плоскостности не должно превышать 1 ,5 % .
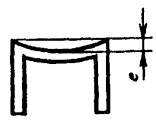
Черт. 14
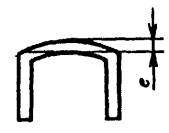
Черт. 15
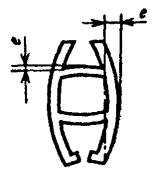
Черт. 16
Черт. 17
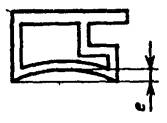
Черт. 18
(Измененная редакция, Изм. № 1) .
2 .15 . (Исключен, Изм. № 1 ).
2 .16 . Профили изготовляют длиной:
от 1 до 6 м - при площади поперечного сечения до 0 ,8 см2;
от 1 до 8 м - при площади поперечного сечения св. 0 ,8 до 1 ,5 см2;
от 1 до 10 м - при площади поперечного сечения св. 1,5 до 200 см2.
Профили с площадью поперечного сечения до 1,5 см из алюминия и алюминиевых сплавов марок АМц и АМцС изготовляют длиной до 3 м.
2 .16 .1 . Профили изготовляют немерной, мерной или кратной мерной длины в пределах размеров, указанных в п. 2.16.
2 .16 .2 . Профили кратной мерной длины должны изготовлять с учетом припуска на каждый рез 5 мм.
(Измененная редакция, Изм. № 1 ).
2 .17 . Предельные отклонения по длине профилей мерной и кратной мерной длины до 6 м не должны превышать:
+ 10 мм - для профилей с диаметром описанной окружности до 150 мм включительно;
+ 15 мм - для профилей с диаметром описанной окружности свыше 150 мм.
Предельные отклонения по длине профилей мерной и кратной мерной длины свыше 6 м не должны превышать +20 мм.
(Измененная редакция, Изм. № 1 ).
2 .18 . Профили должны быть обрезаны под прямым углом. Косина реза не должна превышать 3 ° и выводить профили за пределы сдаточной длины.
2 .19 . Предельные отклонения отдельных размеров элементов профилей, не предусмотренные настоящим стандартом, в том числе предельные отклонения размеров полости, при необходимости должны быть указаны в согласованных изготовителем с потребителем чертежах.
2 .20 . Предельные отклонения размеров поперечного сечения, углы скручивания и отклонение от прямолинейности профилей, с резко выраженным неравномерным сечением или профилей с соотношением толщины полок более 4 :1, указывают в согласованн ых изготовителем с потребителем чертежах.
Примеры условных обозначений
Профиль из сплава марки Д 16 , в закаленном и естественно состар енном состоянии (Т), нормальной прочности, фасонного сечения (номер или шифр профиля), длиной 3000 мм:
Профиль Д 16 .Т (номер или шифр)×3000 ГОСТ 8617-81 .
То же, повышенной прочности (П П) , немерной длины:
Профиль Д 16 .Т.ПП (номер или шифр) ГОСТ 8617-81 .
Профиль из сплава марки А Д31, в закаленном и естественно состаренном состоянии (Т), нормальной прочности, таврового сечения с номером 420019 по ГОСТ 13622-79 , немерной длины:
Профиль (или Тавр) А Д31 .Т 420019 ГОСТ 8617-81 /ГО СТ 13622-79 .
То же, длиной кратной ( КД ) 2000 мм:
Профиль (или Тавр) А Д31 .Т 420019×2000 КД ГОСТ 8617-81 /ГОСТ 13622-79 .
Профили электротехнического назначения из алюминиевого спла в а марки АД31 , в закаленном и искусственно состаренном состояния (Т1 ), фасонного сечения, длиной кратной (КД) 2000 мм:
Профиль АД31.Т1 (номер профиля) ЭН×2000 КД ГОСТ 8617-81 .
Допускается в заказе ссылку на стандарты с размерами профилей не указывать.
(Измененная редакция, Изм. № 1 , 2 , 3 ).
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3 .1 , Профили изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, ут вержд енному в установленн ом порядке.
(Измененная редакция, Изм. № 3 ).
3 .1 .1 . Профили общего назначения изготовляют из алюминия марок А6 , А5 , А0 с химическим составом по ГОСТ 11069-74 , алюминия марок А Д 0, АД1, АДС, АД и алюминиевых сплавов марок АМц, АМцС, АМг2 , АМг3, АМг3С, АМг5 , АМг6 , АД31 , АД33 , АД35 , АВ, Д1 , Д16, АК4, АК6 , В95 , 1915 , 1925 , 1925 С с химическим составом по ГОСТ 4784-74 ; из алюминиевых сплавов марок ВД 1 , АВД1 и АКМ с химическим составом по ГОСТ 1131-76 ; из алюминиевого сплава марки 1935 с хими ческим составом по нормативно-технической документации.
Профили электротехнического назначения изготовляют из алюминия марок А 7 , А6 , А5 , А5 Е с химическим составом по ГОСТ 11069-74, алюминия марок АД00 , АД0 и алюминиевого сплава марки АД31 с химическим составом по ГОСТ 4784-74 и марки АД31 Е с химическим составом по ОСТ 192014-76 .
(Введен дополнительно , Изм. № 3).
3 .2 . Механические свойства профилей нормальной прочности при растяжении должны соответствовать величинам, указанным в табл. 6.
(Измененная редакция, Изм. № 1 , 2 ).
Таблица 6
|
Марка сплава |
Состояние материала профилей при изгот о влении |
Состояние материала образцов при испытании |
Толщина полки и л и стенки, мм |
Временное сопротивление σв , МП а (кгс /мм2 ) |
Предел текучести σ0,2 , МПа (кгс /мм2) |
Относительное уд л инение δ , % |
|
не менее |
||||||
|
А 7 А 6 А 5 А5Е А0 А Д00 А Д0 А Д1 АД |
Без термической обработки |
Б ез термической обработки |
Все размеры |
59 (6 ,0 ) |
- |
20 ,0 |
|
А Д С |
Без термической обработки |
Без термической обработки |
Все размеры |
60 (6 ) |
- |
20 ,0 |
|
А Мц А Мц С |
Без термической обработки |
Без термической обработки |
Все размеры |
98 (10 ,0 ) |
- |
16 ,0 |
|
А Мг2 |
Без термической обработки Отожжен н ое |
Без термической обработки Отожженное |
Все размеры |
147 (15 ,0 ) Не более 225 (23 ,0 ) |
59 (6 ,0 ) 59 (6 ,0 ) |
13 ,0 13 ,0 |
|
А Мг 3 |
Без термической обработки Отожженное |
Без термической обработки Отожженное |
Все размеры |
176 (18 ,0 ) 176 (18 ,0 ) |
78 (8 ,0 ) 78 (8 ,0 ) |
12 ,0 12 ,0 |
|
А Мг 3С |
Без термической обработки |
Без термической обработки |
Все размеры |
175 (18 ) |
80 (8 ) |
14 |
|
А Мг5 |
Без термической обр аботки Ото жженно е |
Без термической обработки Отожженное |
Все размеры |
255 (26 ,0 ) 255 (26 ,0 ) |
127 (13 ,0 ) 127 (13 ,0) |
15 ,0 15 ,0 |
|
А Мг6 |
Без термической обработки Отожженное |
Без термической обработки Отожженное |
Все размеры |
314 (32 ,0 ) 314 (32 ,0 ) |
157 (16 ,0 ) 157 (16 ,0 ) |
15 ,0 15 ,0 |
|
А Д31 А Д31 Е |
Без термической обработки |
Зак а ленное и естественно состаренное |
Все размеры |
127 (13 ,0 ) |
69 (7 ,0 ) |
13 ,0 |
|
Закаленное и естественно состаренное |
То же |
До 100 вклю ч. |
127 (13 ,0 ) |
69 (7 ,0 ) |
13 ,0 |
|
|
Закале н ное и искусственно состаренное |
Закаленные и искусственно состаренные |
До 100 включ. |
196 (20 ,0 ) |
147 (15 ,0 ) |
10 ,0 |
|
|
Неполност ью закаленное и искусственно состаренное |
Неполностью закаленные и искусственно состаренные |
До 100 включ. |
157 (16 ,0 ) |
118 (12 ,0 ) |
8 ,0 |
|
|
А Д 33 |
Без термической обработки |
Закаленные и естественно состаренные |
Все размеры |
176 (18 ,0 ) |
108 (11 ,0 ) |
15 ,0 |
|
Закаленное и естественно сост а ренное |
То же |
До 100 включ. |
176 (18 ,0 ) |
108 (11 ,0 ) |
15 ,0 |
|
|
Закаленное и искусственно состаренное |
Закаленные и искусственно состаренные |
До 10 включ. |
255 (26 ,0 ) |
225 (23 ,0 ) |
6 ,0 |
|
|
Св. 10 до 100 включ. |
265 (27 ,0 ) |
225 (23 ,0 ) |
10,0 |
|||
|
А Д35 |
Б ез термической обработки |
Закаленные и естествен н о состаренные |
Все размеры |
196 (20 ,0 ) |
108 (11 ,0 ) |
12 ,0 |
|
Закаленное и естественно состаренное |
То же |
До 100 вклю ч. |
196 (20 ,0 ) |
108 (11 ,0 ) |
12 ,0 |
|
|
Закаленное и ис к усственно состаренное |
Закаленные и искусственно состаренные |
До 100 включ. |
314 (32 ,0 ) |
245 (25 ,0 ) |
8 ,0 |
|
|
АВ |
Без термической обработки |
Закаленные и естественно состаренные |
Вс е размеры |
176 (18 ,0 ) |
- |
14 ,0 |
|
Закаленное и естественно состаренное |
То ж е |
До 150 включ. |
176 (18 ,0 ) |
- |
14 ,0 |
|
|
Закаленное и ис к усственно состаренное |
Закаленные , и иск усственно состаренные |
До 150 включ. |
294 (30 ,0 ) |
225 (23 ,0 ) |
10 ,0 |
|
|
Д1 |
Без термической обработки |
За к аленные и естественно состаренн ые |
До 10 включ. |
333 (34 ,0 ) |
186 (19 ,0 ) |
12 ,0 |
|
|
|
Св. 10 до 20 включ. |
353 (36 ,0 ) |
196 (20 ,0 ) |
10 ,0 |
|
|
Отожженное |
Отожженные |
Св. 20 |
363 (37 ,0 ) |
206 (21 ,0 ) |
10 ,0 |
|
|
Все размеры |
Не более 245 (25 ,0 ) |
- |
12 ,0 |
|||
|
Закале нн ое и естественно состаренное |
Закален н ые и естественно состаренные |
До 10 вклю ч. |
333 (34 ,0 ) |
206 (21 ,0 ) |
12 ,0 |
|
|
Св. 10 до 20 включ. |
353 (36 ,0 ) |
216 (22 ,0 ) |
10 ,0 |
|||
|
Св. 20 до 150 включ. |
363 (37 ,0 ) |
226 (23 ,0 ) |
10 ,0 |
|||
|
Д 16 |
Без термической обработки |
Закаленные и естественно сост а ренные |
До 5 включ. |
373 (38 ,0 ) |
265 (27 ,0 ) |
10 ,0 |
|
Св. 5 до 10 включ. |
392 (40 ,0 ) |
265 (27 ,0 ) |
10 ,0 |
|||
|
Св. 10 |
402 (41 ,0 ) |
284 (29 ,0 ) |
10 ,0 |
|||
|
Отожженное |
Отожженные |
Все размеры |
Не более 245 (25 ,0 ) |
- |
12 ,0 10 ,0 10 ,0 |
|
|
Закаленное и естественно состаренное |
Закаленные и естес т венно состаренные |
До 5 включ. |
373 (38 ,0 ) |
275 (28 ,0 ) |
10 |
|
|
Св. 5 до 10 включ. |
392 (40 ,0 ) |
275 (28 ,0 ) |
|
|||
|
Св. 10 до 150 включ. |
412 (42 ,0 ) |
234 (29 ,0 ) |
|
|||
|
В 95 |
Без термической обработки |
Закал е нные и и скусствен но состаренные |
До 10 включ. |
510 (52 ,0 ) |
461 (47 ,0 ) |
6 ,0 |
|
Св. 10 |
520 (53 ,0 ) |
451 (46 ,0 ) |
6 ,0 |
|||
|
Отожженное |
Отожженные |
Все размеры |
Не более 275 (28 ,0 ) |
- |
10 ,0 |
|
|
Закаленное и искусственно состаренное |
Закаленные и искусственно состаренные |
До 10 включ. |
510 (52 ,0 ) |
461 (47 ,0 ) |
6 ,0 |
|
|
Св. 10 до 125 включ. |
530 (54 ,0 ) |
461 (47 ,0 ) |
6 ,0 |
|||
|
А К 6 |
Без термичес к ой обработки |
Закаленные и искусственно состаренные |
Все размеры |
353 (36 ,0 ) |
- |
12 ,0 |
|
Закаленное и естественно состаренное |
То же |
До 150 вкл юч. |
353 (36 ,0 ) |
- |
12 ,0 |
|
|
Закаленное и искусственно состаренное |
|
До 150 включ. |
353 (36 ,0 ) |
- |
12 ,0 |
|
|
1915 |
Без термической обработки |
Горячепрессова нны е с естественным старением в течение 30 - 35 сут |
До 12 включ. |
314 (32 ,0 ) |
196 (20 ,0 ) |
10 ,0 |
|
Без термической обработки |
Горячепрессованные с естественным старением в течение 2 - 4 сут |
До 12 включ. |
265 (27 ,0 ) |
167 (17 ,0 ) |
10 ,0 |
|
|
Отожженное |
Отожженные |
Все размеры |
Не более 277 (28 ,0 ) |
176 (18 ,0 ) |
12 ,0 |
|
|
Зак а ленное и естественно состаренное |
Закаленные и естественно состаре н ные в течение 30 - 35 сут |
До 150 включ. |
343 (35 ,0 ) |
216 (22 ,0 ) |
10 ,0 |
|
|
Закаленное и естественно состаренное |
Закаленные и ес т ественно состаренные в течение 2 - 4 сут |
До 150 включ. |
275 (28 ,0 ) |
176 (18 ,0 ) |
10 ,0 |
|
|
Закаленное к естественно состаренное |
Закаленные и искусст в енно состаренные |
Св 12 до 150 включ. |
373 (38 ,0 ) |
245 (25 ,0 ) |
8 ,0 |
|
|
1925 |
Без термической обработки |
Горячепрессо в анные с естественным старением в течение 30 - 35 сут |
До 12 вклю ч. |
343 (35 ,0 ) |
196 (20 ,0 ) |
9 ,0 |
|
Без термической обработ к и |
Горячепрессованные с естественным старением в течение 2 - 4 сут |
До 12 включ. |
275 (28 ,0 ) |
176 (18 ,0 ) |
10 ,0 |
|
|
Отожженное |
Отожженные |
Все размеры |
Не более 294 (30 ,0 ) |
- |
12 ,0 |
|
|
Закаленное и естественно состаренное |
Закаленные и естественно состаренные в течение 30 - 35 сут |
Св. 12 до 150 включ. |
343 (35 ,0 ) |
196 (20 ,0 ) |
10 ,0 |
|
|
Закаленное и естественно состаренное |
Закаленные и естественно состаренные в течение 2 - 4 сут |
До 150 включ. |
275 (28 ,0 ) |
176 (18 ,0 ) |
10 ,0 |
|
|
1925 С |
Закаленное и естес т венно состаренное |
Закаленные и естественно состаренные в течение 30 - 35 сут |
До 100 включ. |
310 (32 ) |
200 (20 ) |
10 ,0 |
|
1935 |
Без термичес к ой обр аботки |
Естест в енно состаренное в течение 30 - 35 сут |
До 10 включ. |
245 (25 ) |
155 (16 ) |
10 ,0 |
|
В ез терми ческ ой обработки |
Е ст ественно состаренное в течение 2 - 4 сут |
До 10 включ. |
185 (19) |
120 (12 ) |
12 ,0 |
|
|
Закаленное и естественно состаренное |
Закаленное и естественно состаренное в течение 30 - 35 сут |
До 100 вклю ч. |
245 (25 ) |
155 (16 ) |
10 ,0 |
|
|
Закаленное и естественно состаренное |
Закаленное и естественно состаренное в течение 2 - 4 сут |
До 100 включ. |
185 (19 ) |
120 (12 ) |
12 ,0 |
|
|
ВД 1 |
Без термической обработки |
Закаленные и естественно состаренные |
Все размеры |
333 (34 ,0 ) |
- |
12 ,0 |
|
Закаленное и естественно состаренное |
То же |
До 100 включ. |
333 (34 ,0 ) |
- |
12 ,0 |
|
|
А В Д1-1 |
Без термической обработки |
Закаленные и естественно состаренные |
Все размеры |
333 (34 ,0 ) |
- |
12 ,0 |
|
Закаленное и естественно состаренное |
То же |
До 100 включ. |
333 (34,0 ) |
- |
12 ,0 |
|
|
А КМ |
Без термической обработки |
Закаленные и естественно состаренные |
Все размеры |
314 (32 ,0 ) |
- |
12 ,0 |
|
|
Закаленные и искусственно состаренные |
Все размеры |
333 (34,0 ) |
- |
10 ,0 |
|
|
Отожженное |
Отожженные |
Все размеры |
Не более 196 (20 ,0 ) |
- |
14 ,0 |
|
|
Закаленное и естествен н о состаренное |
Закаленные и естестве н но состаренные |
До 100 включ. |
314 (32 ,0 ) |
- |
14 ,0 |
|
|
А К4 |
Без термической обработки |
Закаленные и искусственно состаренные |
Все размеры |
355 (36 ,0 ) |
- |
8 ,0 |
|
Закаленное и естественно состаренное |
|
До 150 вкл юч. |
355 (36 ,0 ) |
- |
8 ,0 |
|
|
Закаленное и искусственно состаренное |
|
|
355 (36 ,0 ) |
- |
8 ,0 |
|
|
Примечания : 1 . Механические свойства профилей любого состояния материала из алюминия марок А7 , А6 , А5 , А5 Е, А0, АД00 , АД0 , АД, АД С, АД1 и алюминиевых сплавов марок АМц, АМц С, АМ г2 , АМг 3, АД31 , АД31 Е, АД33, АД35 , АВ, Д1 , 1925 , ВД1 , АВ Д1-1 и АК М, а также показатели механическ их свойств профилей без термической обработки и в отожженном состоянии из алюминиевых сплавов марок Д16 , В95 , 1915 и 1935 обеспечиваются технологией изготовления. 2 . По требованию потребителя нормы относительного удлинения профилей из сплава марки АМ г2 должны быть не менее 15 % . |
||||||
3 .3 . Механические свойства профилей повышенн ой прочности при растя жении должн ы соо тветствовать величинам, указанным в табл. 7.
Таблица 7
|
Марка сплава |
Состояние материала профилей |
Состояние испытываемых образцов |
Толщина п о лки или стенки, мм |
Време н ное сопротивление σв , МП а (кгс /мм2 ) |
Предел текучести σ0,2, МПа (кгс /мм2 ) |
Относительное удлинение δ, % |
|
не менее |
||||||
|
Д1 |
Без термической обработки |
Закаленные и естественно состаренные |
До 10 вкл юч. |
333 (34 ,0 ) |
196 (20 ,0 ) |
12 ,0 |
|
Св. 10 до 20 включ. |
353 (36 ,0 ) |
206 (21 ,0 ) |
12 ,0 |
|||
|
Св. 20 |
382 (39 ,0 ) |
226 (23 ,0 ) |
10 ,0 |
|||
|
Закаленное и естественно состаренное |
То же |
До 10 включ. |
353 (36 ,0 ) |
216 (22 ,0 ) |
12 ,0 |
|
|
Св. 10 до 20 включ. |
373 (38 ,0 ) |
226 (23 ,0 ) |
12 ,0 |
|||
|
Св. 20 до 150 включ. |
402 (41 ,0 ) |
245 (25 ,0 ) |
10 ,0 |
|||
|
Д 16 |
Без термической обработки |
Закаленные и естественно состаренные |
До 5 включ. |
382 (39 ,0 ) |
265 (27 ,0 ) |
10 ,0 |
|
Св. 5 до 10 включ. |
402 (41 ,0 ) |
275 (28 ,0 ) |
10 ,0 |
|||
|
Св. 10 до 20 " |
412 (42 ,0 ) |
284 (29 ,0 ) |
10 ,0 |
|||
|
Св. 20 до 40 " |
422 (43 ,0 ) |
294 (30 ,0 ) |
10 ,0 |
|||
|
Св. 40 до 80 " |
461 (47 ,0 ) |
333 (34 ,0 ) |
10 ,0 |
|||
|
Св. 80 |
451 (46 ,0 ) |
333 (34 ,0 ) |
10 ,0 |
|||
|
Закаленное и естественно состаренное |
То же |
До 2 включ. |
392 (40 ,0 ) |
294 (30 ,0 ) |
10 ,0 |
|
|
Св. 2 до 10 включ. |
412 (42 ,0 ) |
294 (30 ,0 ) |
10 ,0 |
|||
|
Св. 10 до 20 включ. |
422 (43 ,0) |
304 (31,0) |
10 ,0 |
|||
|
Св. 20 до 40 " |
441 (45 ,0) |
314 (32 ,0 ) |
10 ,0 |
|||
|
Св. 40 до 80 " |
480 (49 ,0) |
353 (36 ,0 ) |
10 ,0 |
|||
|
Св. 80 до 150 " |
451 (46 ,0 ) |
333 (34 ,0 ) |
10 ,0 |
|||
|
В95 |
Без термичес к ой обработки |
Закаленное и искусственно состаренное |
До 5 вкл юч. |
510 (52 ,0 ) |
461 (47 ,0 ) |
6 ,0 |
|
Св. 5 до 10 включ. |
520 (53 ,0 ) |
471 (48 ,0 ) |
6 ,0 |
|||
|
Св. 10 до 75 " |
539 (55 ,0 ) |
480 (49 ,0 ) |
6 ,0 |
|||
|
Св. 75 до 112 " |
539 (55 ,0 ) |
471 (48 ,0 ) |
6 ,0 |
|||
|
С в . 112 до 125 " |
520 (53 ,0 ) |
451 (46 ,0 ) |
6 ,0 |
|||
|
Закаленное и искусствен н о состаренное |
То же |
До 5 включ. |
520 (53 ,0 ) |
471 (48 ,0 ) |
6 ,0 |
|
|
Св. 5 до 10 включ. |
530 (54 ,0 ) |
480 (49 ,0 ) |
6 ,0 |
|||
|
Св. 10 до 75 " |
549 (56 ,0 ) |
490 (50 ,0 ) |
6 ,0 |
|||
|
Св. 75 до 125 " |
549 (56 ,0 ) |
480 (49 ,0 ) |
6 ,0 |
|||
(Измененная редакция, Изм. № 2 ).
3 .4 . Допускается и зготовление профилей из сплавов марок АД31, 1915 , 1925, ВД1 и АВД1-1 без термической обработки (вместо состояния закаленного и естественно состаренного), при услови и, если механические свойства профилей соответствуют требованиям закаленного и естественно состаренного состояния.
3 .5 . Показатели механических свойств по временному сопроти влению и пределу текучести профилей из сплавов марок АД31, АД33 , АД35 , АВ, Д1 , Д16 , АК6 и В95 , изготовляемых в закаленном и состаренном состоянии и прошедших перезакалку на предприятии-потребителе, могут быть меньше, но не более чем на 20 МП а (2 кгс/ мм2) показателей, приведенных в табл. 6 или 7.
3 .5 а. Электрическое сопротивление профилей электротехнического назначения постоянному току, пересчи танное на сечение 1 мм2 , длину 1 м и температуру 20 °С, не должно быть более:
0 ,0290 Ом - из алюминия марок АД0 , АД00, А7, А6 , А5, А5 Е;
0 ,0310 Ом - из алюминиевых сплавов марок АД31 и АД31 Е без термической обработки (го рячепрессованн ых);
0 ,0350 Ом - из алюминиевых сплавов марок АД31 и АД31 Е в закаленном и естественно состаренном состоянии;
0 ,0325 Ом - из алюминиевых сплавов марок АД31 и АД31Е в закаленном и искусственно состаренном состоянии;
0 ,0330 Ом - из алюминиевого сплава марки АД31 неполностью закаленном и искусственно состаренном состоянии.
(Введен дополнительно, Изм. № 3 ).
3 .6 . Поверхность профилей не должна иметь трещин, расслоений, пузырей, неметаллических включений, пятен коррозионного прои схождения и следов селитры.
( И змененная редакция, Изм . № 1 ).
3 .7. На наружной поверхности профилей допускаются:
плены, забоины, вмятины, различного рода запрессовки, если глубина их залегания не выводит профиль за минусовые предельные отклонения по размерам;
риски, задиры и царапины, если глубина и х залегания для всех сплавов, кроме АМг5 и АМг6, не превышает 0 ,15 мм, а для сплавов марок АМг5 и АМг6 - не более 0 ,20 мм и если контрольная зачистка их не выводит профиль за минусовые предельные отклонения по размерам;
цвета побежалости, темные и светлые пятна и полосы; следы зачистки дефектов абразивным кругом в виде продольных и круговых рисок глубиной не более 0,1 мм.
По требова н ию пот ребите ля на ли цев ой пов ерхн ости профилей, указанн ой на чертеже, из сплавов марок АМ ц, АМцС и АД31 допускаются риски глубиной не боле е 0,03 мм, плены, забоин ы, вмяти ны, различного рода за прессовки, задиры, царапи ны глуби ной не более 0 ,1 мм.
( И змененная редакция, Изм . № 1 ).
3 .8 . Допускается на профилях или элементах профилей, подвергаемых у потре бителя механической обработке, глубина залегания поверхностных дефектов в пределах половины припуска на механиче скую обработку.
(Измененная редакция, Изм. № 2 ).
3 .9 . Допускается местная пологая зачистка профилей, если она не выводит размеры профилей за минусовые предельные отклонения. Зачи стка трещин не допускается.
3.10 . Макроструктура профилей не должна иметь трещин, рыхл от и утяжи н.
3 .11 . На макро структуре профилей допускаются неметалли ческие включения в виде точек размером не более 0 ,5 мм или в виде шт рихов протяж енн ост ью не более 3 мм, если коли чество их не превышает:
2 шт. - для профилей сечени ем до 10 см;
3 шт. - для профилей сечением св. 10 до 50 см;
5 шт. - для профилей сечением св. 50 см;
и нтерметал лид ы на профилях из сплава марки АМг5 размером до 0 ,5 мм в количестве не более 5 шт., а на профилях из сплава марки АМг6 размером не более 0 ,1 мм в виде един ичных разрозненных точек; поверхностные отслоени я на глубину не более минусового предельного отклонения;
крупнокр и сталлический ободок по всему периметру, если глубина ег о залегания не превышает 5 мм;
несплошность сварного шва на полых профилях в виде штрихов, если суммарная их протяженность не превышает 30 % от чистовой толщи ны стенки профиля в месте шва;
поверхностные дефекты глубиной в пределах установленных предельных отклонений.
П рим ечани я :
1. Д опускается крупнокристаллический ободок, выходящих за п ределы допускаемой глубин ы залегания, если механические свойства образцов, вырезанных из ободка в долевом направ лени и, будут соответствов ать указанным в табл. 6 или 7 для соот ветств ующей толщины полки.
2 . Допускается протяженность штрихов в сварн ом шве, выходяща я за пределы указанн ой нормы, если механические свойства обра зцов, вырез анных по месту сварного шва в поперечном направлении, будут соответствовать ука за нным в табл. 6 или 7 или при испытании на раздачу (расклин иван ие) образ цов не произошло их разрушен ия или разрушени е прои зошло не по сварному шву.
3.12 . Допускается на макроструктуре профи лей, подвергающихся механической обработке, поверхностные отслоения глубиной не более прип уска на механическую обработку и крупн окрист аллически й ободок по в сему периметру, если глубина его залегания не прев ышает 5 мм сверх припуска на механическую обработку.
3 .13 . На профилях, подвергаемых закалке, с толщиной полки или стенки до 10 мм включительно, допускается сквозная рекристалли зация по всему сечению полки или стенки , если механически е свойства образцов, вырезанных из них, соответств уют указанным в табл. 6 или 7.
3 .14 . В зоне сварного шва полых профилей допускается рекри сталлизация по всей толщине стенки б ез ограничения ее ширины.
3 .15 . Микроструктура профилей, прошедших закалку, не должна иметь следов пережога.
4. ПРАВИЛА ПРИЕМКИ
4 .1 . Профили принимают партиями. Партия должна состоять из профилей одной марки алюминия или алюминиевого сплава, одного состояния материала, одной плавки или садки термической обработки, одного размера, одного вида прочности и оформлена одним документом о качестве.
Допускается составлять партии из термо о брабо танных профилей, взятых из нескольких садок термической обработки, или из профилей без термической обработки, взятых из нескольких плавок, при условии, что каждая садка или плавка соответствует требованиям настоящего стандарта.
Документ о качестве должен содержать:
наименование и товарный знак предприятия-изготовителя;
наименование потребителя;
марку алюминия или алюминиевого сплава, состояния материала и вид прочности;
обозначение (номер или шифр) профиля;
номер партии;
массу нетто партии;
результаты испытаний (для механических свойств указать только максимальные и минимальные значения);
дату отгрузки;
обозначение настоящего стандарта.
(Измененная редакция, Изм. № 2 ).
4 .2 . Для определения химического состава отбирают два профиля от партии.
Допуск ае тся из готови телю определять химический состав алюми ния и алюминиевых сплав ов на каждой плав ке. Каждую плавку подвергают химическому ана лизу для опреде лен ия леги рующих компонент ов и основных при ме се й. Прочие примеси не оп ределя ют.
4 .3 . Прове рке состоя ни я наружной поверхности и геоме триче ских размеров подвергают каждый профиль.
На профилях, имеющих бул ь бу, контрольные измерения по бульбам не проводят.
Размеры для справок или обеспечивающиеся инструментом на профилях не контролируют.
(Измененная редакция, Изм. № 2 , 3 ).
4 .4 . Для проверки механических свойств профилей общего назначения из алюминиевых сплавов марок АМг3С, Д16 , АК6 , В95 , 1915 , 1925 С, 1935 и АК4 в закаленном и состаренном состоянии отбирают 5 % профилей (прессовок), а для сплавов марок АМг5 и АМг6 любого состояния материала - 2 % , но не менее двух профилей (прессовок) от партии.
Проверку механических свойств профилей из сплава марок 1915 и 1935 в закаленном и состаренном состоянии изготовитель проводит после 2 - 4 сут естественного старения, а потребитель - после 30 - 35 сут естественного старения.
(Измененная редакция, Изм. № 1 , 2 , 3 ).
4.4 а. Для проверки механических свойств и электрического сопротивления профилей электротехнического н азначения отбирают не менее 2 % профилей от партии, но не менее трех штук.
(Введен дополнительно, Изм. № 3 ).
4 .5 . Для проверки макроструктуры профилей из алюминиевых сплавов марок АМг5 , АМг6 , Д16 , АК 6, В95 , 1915 и АК4 отбирают 2 % профилей (прессовок) от партии, но не менее двух профилей (прессовок).
Проверку макроструктуры профилей общего назначения из остальных сплавов проводят по требованию потребителя.
(Измененная редакция, Изм. № 3 ).
4 .6 . При комплектовании партии из нескольких садок термической обработки или из нескольких плавок проверку механических свойств и макроструктуры проводят не менее чем на двух профилях от каждой садки термической обработки или плавки.
4 .7 . (Исключ ен, Изм. № 2 ).
4 .8 . Для проверки микроструктуры профилей общего назначения, подвергаемых закалке, на пережог отби рают один профиль от каждой плавки в садке термической обработки.
Профили из сплавов марок 1915 , 1925 , 1925 С, 1935 и АД31 , подвергаемые закалке на прессе, проверке микроструктуры на отсутствие пережога не подвергают.
(Измененная редакция, Изм. № 1 , 2 , 3 ).
4 .9 . Для проверки профилей общего назначения, закаливаемых в селитровых ваннах, на наличие на поверхности селитры отбирают 1 % профилей от партии, но не менее одного профиля от каждой партии.
4 .10 . При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей, по нему проводят повторное испытание на удвоенной выборке, взятой от той же партии. Результаты повторных испытаний распространяются на всю партию.
Допускается изготовителю проводить поштучное испытание профилей .
(Измененная редакция, Изм. № 1 ).
5. МЕТОДЫ ИСПЫТАНИЙ
5 .1 . Отбор и подготовку проб для определения химического состава профилей проводят по ГОСТ 24231-80 .
Определение химического состава алюминия проводят химическим методом по ГОСТ 25086-87, ГОСТ 12697.1-77 - ГОСТ 12697.12-77 или спектральным методом по ГОСТ 3221-85, алюминиевых сплавов проводят химическим методом по ГОСТ 25086-87, ГОСТ 11739.1-90, ГОСТ 11739.2-90, ГОСТ 11739.3-82, ГОСТ 11739.4-90, ГОСТ 11739.5-90, ГОСТ 11739.6-82, ГОСТ 11739.7-82 , ГОСТ 11739,8 -90 - ГОСТ 11739.10-90, ГОСТ 11739.11-82 - ГОСТ 11739.15-82, ГОСТ 11739.16-90 - ГОСТ 11739.19-90, ГОСТ 11739.20-82, ГОСТ 11739.21-90, ГОСТ 11739.22-90, ГОСТ 11739.23-82, ГОСТ 11739.24-82 или спектральным методом по ГОСТ 7727-81.
При наличии разногласий химический состав определяют химическим методом.
(Измененная редакция, Изм. № 1 , 2 ).
5 .2 . Измерение размеров поперечного сечения профилей проводят микрометром по ГОСТ 6507-90 или ГОСТ 4381-87 , штанген ц иркулем по ГОСТ 166-89 , угломером по ГОСТ 3749-77 , рад и усомеро м по ТУ 2-034-228-88 , нутромером по ГОСТ 10-88 .
Измерение длины профилей проводят измерительной метал ли ческой рулеткой по ГОСТ 7502-89 или металлической ли нейкой по ГОСТ 427-75. Допускается производить измерение другими измерительными инструментами, обеспечивающими необходимую точность измерения.
(Измененная редакция, Изм. № 3 ).
5 .2 .1 . Отклонение от прямолинейности профилей проверяют следующим способом: профиль помещают на контрольную плиту по нормативно-технической документации. К проверяемому профилю прикладывают измерительную металлическую линейку длиной 1 м по ГОСТ 427-75 и с помощью щупов по ТУ 2-034-225-87 измеряют максималь ное расстояние между линейкой и профилем по ГОСТ 26877 -86 .
Допускается применять другие методы и измер и тельн ые инструменты, обеспечивающие необходимую точность.
При наличии разногласий отклонение от прямолинейности опред е ляют по ГОСТ 26877-86 .
(Измененная редакц и я, Изм. № 2 ).
5 .3 . Осмотр поверхности профилей проводят без применения увеличительных приборов.
Глубину з алегания дефектов и змеряют про фил омет ро м по ГОСТ 19300-86 или глубиномером индикаторным (специальным) по нормативно-технической документации.
(Измененная редакция, Изм. № 2 , 3 ).
5 .3 .1 . Зачистка профилей проводится только в продольн ом направлении абразивным кругом, шабером или шлифовальной шкуркой на тканевой основе не крупнее 6 -го номера зернистости по ГОСТ 5009-82 .
Окончательную зачистку до гладкой поверхности проводят шлифовальной шкуркой на бумажной основе не крупнее 10 -го номера зернистости по ГОСТ 6456-82.
5 .4 . Отбор образцов для испытания на растяжение проводят по ГОСТ 24047-80 .
Испытания механических свойств проводят методом разрушающего контроля по ГОСТ 1497-84 или методом неразрушающего контроля (вихревых токов) по нормативно-технической документации предприятия-изготов и теля.
(Измененная редакция, Изм. № 1 , 2 ).
5 .4 .1. Для проверки механических свойств методом разрушающего контроля от каждого проверяемого профиля с выходного конца в продольном направлении вырезают один образец.
Расчетную длину обра з ца при толщине полки п ро фил я 10 мм и менее устанавливают по формуле l 0 = 5 ,65√ F 0 , а при толщине полки более 10 мм по формуле l 0 = 5 d 0 .
При невозможности изготовления стандартного образца испытания проводят на образцах, форму и размеры которых устанавливает предприятие-и з готовитель. При этом определяют только временн ое сопротивление.
При невозмож н ости изготовления образца профили поставляют без испытания механических свойств.
5 .4 .2 . Проверку механических свойств методом вихревых токов проводят по поверхности профилей в состоянии после закалки и старения.
5 .5 . Макроструктуру профилей проверяют на поперечном макро темплете, вырезанном с утяжи нного конца п роверяе мого профиля.
Качество сварного шва на полых профилях проверяют на поперечном макр от емпл ет е, вырезанном с выходн ого конца проверяемого профиля.
При наличии утяжины на проверяемых профилях (при условии соответствия макроструктуры остальным требованиям) она должна быть полностью удалена , при этом остальные профили партии обрезают на величину, равную длине отрезанного конца от проверяемого профиля.
(Измененная редакция, Изм. № 2 ).
5 .5 .1 . Проверку макроструктуры тонкостенных профилей (толщина полки до 5 мм) допускается проводить методом излома.
5 .6 . Микроструктуру профилей проверяют металлографическим способом на одном образце или методом вихревых токов по методике предприятия-изготовителя.
При наличии пережога повторный контроль микроструктуры не допускается.
5 .7 . Наличие селитры проверяют нанесением на поверхность профиля в любом месте капли 0 ,5 %-н ого раствора дифениламина в серной кислоте (к навеске 0 ,5 г дифениламина приливают 10 см дистиллированной воды и 25 см серной кислоты плотностью 1 ,84 г/см3).
При растворении дифениламина объем раствора доводят до 100 см прибавлением серной кислоты плотностью 1,84 г/см3. Интенсивное посинение капли раствора через 10 - 15 с указывает на присутствие в данном месте селитры. После испытания каплю удаляют фильтровальной бумагой, а испытанный участок тщательно промывают водой и насухо вытирают.
При обнаружении селитры партия профилей подлежит повторной промывке и повторному контролю на наличие селитры на поверхности профилей.
5 .8 . Электрическое сопротивление профилей определяют по ГОСТ 7229-76 или другими методами, обеспечивающими заданную точность измерения.
При наличии разногласий определение электрического сопротивления проводят по ГОСТ 7229-76.
(Введен дополнительно, Изм. № 3 ).
6. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6 .1 . Профили связывают в пучки, к которым крепитс я ярлы к с указанием марки сплава, состояния материала, вида прочности, номера партии и клейма отдела технического конт роля предприятия-изготовителя .
6 .1 .1 . На профи лях, не связываемых в пучки, должны быть выбиты или нанесены краской: товарный знак предприятия-изготовителя, марка алюминия или алюминиевого сплава, состояние материала, вид прочности, номер партии и клеймо технического контроля предприятия-изготовителя.
Клеймо наносят на выходном конце на расстоянии от торц а профиля не более 20 мм - для профилей с плоской частью более 30 мм и не более 50 мм - д ля профилей с плоской частью от 15 до 30 мм.
(Введен дополнительно, Изм. № 1 ).
6 .2 . На профилях, от которых отбирались образцы для механических испытаний, дополнительно наносят маркировку с указанием порядкового номера.
6 .3 . Временная противокоррозионная защита, упаковка, транспортирование и хранение - ГОСТ 9.510-93 .
(Измененна я редакция, Изм. № 2 ).
6 .4 . Транспортная маркировка грузовых мест - по ГОСТ 14192-77 с дополнительными надписями:
наименование полуфабриката;
марка сплава;
состояние материала и вид прочности;
номер или шифр профиля;
номер партии.
6 .4 .1 . Маркировку профилей, предназ наченных для экспорта, проводят в соответствии с заказ-нарядом внешнеторгового объединения.
(Введен дополнительно, Изм. № 2 ).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1 . УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 27 .02 .81 № 1093
2 . ВВЕДЕН ВЗАМЕН ГОСТ 8617-75
3 . Стандарт полностью соответствует СТ СЭВ 3843-82 , СТ СЭВ 3844-82
4 . Стандарт соответствует международному стандарту ИСО 6362 /2-87 для марок АД31 , АД33, АД35 в части временного сопротивления и предела текучести
5 . ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение Н Т Д, на который дана ссылка |
Номер пункта, подпункта, перечисления, приложения |
Обо з начение НТД, на который дана ссылка |
Номер пункта, подпу н кта, перечисления, прил ожения |
|
ГОСТ 9.510-93 |
6.3 |
ГОСТ 11739.16-90 - ГОСТ 11739.19-90 |
5.1 |
|
ГОСТ 10-88 |
5.2 |
ГОСТ 11739.20-82 |
5.1 |
|
ГОСТ 166-89 |
5.2 |
ГОСТ 11739.21-90 |
5.1 |
|
ГОСТ 427-75 |
5.2, 5.2.1 |
ГОСТ 11739.22-90 |
5.1 |
|
ГОСТ 1131-76 |
3.1 |
ГОСТ 11739.23-82 |
5.1 |
|
ГОСТ 1497-84 |
5.4 |
ГОСТ 11739.24-82 |
5.1 |
|
ГОСТ 3221-85 |
5.1 |
ГОСТ 12697.1-77 - ГОСТ 12697.12-77 |
5.1 |
|
ГОСТ 3749-77 |
5.2 |
ГОСТ 13616-78 |
2.1 |
|
ГОСТ 4381-87 |
5.2 |
ГОСТ 13617-82 |
2.1 |
|
ГОСТ 4784-74 |
3.1 |
ГОСТ 13618-81 - ГОСТ 13620-90 |
2.1 |
|
ГОСТ 5009-82 |
5.3.1 |
ГОСТ 13621-90 |
2.1 |
|
ГОСТ 6507-90 |
5.2 |
ГОСТ 13622-91 |
2.1 |
|
ГОСТ 6456-82 |
5.3.1 |
ГОСТ 13623-90 |
2.1 |
|
ГОСТ 7229-76 |
5.8 |
ГОСТ 13624-90 |
2.1 |
|
ГОСТ 7502-89 |
5.2 |
ГОСТ 13737-90 |
2.1 |
|
ГОСТ 7727-81 |
5.1 |
ГОСТ 13738-91 |
2.1 |
|
ГОСТ 11069-74 |
3.1.1 |
ГОСТ 14192-77 |
6.3 |
|
ГОСТ 11739.1-90 |
5.1 |
ГОСТ 17575-90 |
2.1 |
|
ГОСТ 11739.2-90 |
5.1 |
ГОСТ 17576-81 |
2.1 |
|
ГОСТ 11739.3-82 |
5.1 |
ГОСТ 19300-86 |
5.3 |
|
ГОСТ 11739.4-90 |
5.1 |
ГОСТ 24047-80 |
5.4 |
|
ГОСТ 11739.5-90 |
5.1 |
ГОСТ 24231-80 |
5.1 |
|
ГОСТ 11739.6-82 |
5.1 |
ГОСТ 25086-87 |
5.1 |
|
ГОСТ 11739.7-82 |
5.1 |
ГОСТ 26877-86 |
5.2.1 |
|
ГОСТ 11739.8-90 - ГОСТ 11739.10-90 |
5.1 |
ТУ 2-034-225-87 |
5.2.1 |
|
ГОСТ 11739.11-82 - ГОСТ 11739.15-82 |
5.1 |
Т У 2 -034-228-88 |
5.2 |
6 . Ограничение срока действия снято Постановлением Госстандарта СССР от 07 .09 .92 № 1116
7 . Переиздание (август 1995 г.) с Изменениями № 1 , 2 , 3 , утвержденными в декабре 1983 г., июне 1987 г., июле 1989 г. (ИУС 4-84 , 11-87 , 11-89 )
СОДЕРЖАНИЕ
|
1. Классификация . 1 2. Сортамент . 2 3. Технические требования . 8 4. Правила приемки . 13 5. Методы испытаний . 14 6. Маркировка, упаковка, транспортирование и хранение . 16 |