ГОСТ 22356-77 Болты и гайки высокопрочные и шайбы. Общие технические условия

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
БОЛТЫ И ГАЙКИ ВЫСОКОПРОЧНЫЕ И ШАЙБЫ
ГОСТ 22356-77
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР
ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
БОЛТЫ И ГАЙКИ ВЫСОКОПРОЧНЫЕ И ШАЙБЫ Общие технические условия High strength bolts
and nuts а nd
washes. |
ГОСТ |
|
Постановлением Государственного комитета стандартов Совета Министров СССР от 7 февраля 1977 г. № 309 срок введения установлен с 01.01.79 Проверен с 1984 г. Постановлением Госстандарта от 27.11.84 № 400 срок действия продлен до 01.01.90 |
|
Настоящий стандарт распространяется на высокопрочные болты с шестигранной головкой, шестигранные гайки диаметром резьбы от 16 до 48 мм и шайбы к ним, предназначенные для стальных строительных конструкций (в том числе мостовых), а также для металлических конструкций, применяемых в тяжелом машиностроении.
(Измененная редакция, Изм. № 1).
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Высокопрочные болты, ганки и шайбы должны изготовляться в соответствии с требованиями настоящего стандарта, ГОСТ 22353-77 - ГОСТ 22355-77.
(Измененная редакция, Изм. № 1).
1.2. Высокопрочные болты, гайки и шайбы следует применять климатического исполнения У, категории размещения 1 в районах с расчетной температурой минус 40 °С и выше, климатического исполнения ХЛ, категории размещения 1 - в районах с расчетной температурой от минус 40 °С до минус 65 °С - по ГОСТ 15150-69.
1.3 . Механические свойства и материал болтов и гаек должны соответствовать указанным в табл. 1 и 2.
Таблица 1
Механические свойства болтов
|
Номинальный диаметр резьбы d , мм |
Механические свойства |
Марка стали по ГОСТ 4543-71* |
|||||
|
Временное сопротивление s в , МПа (кгс/мм2) |
Твердость по Бринеллю, НВ, наиб |
Относительное сужение j , %, не менее |
Относительное удлинение d 5 , %, не менее |
Ударная вязкость (КС U ) для болтов исполнения ХЛ,
Мдж/м2, |
|||
|
наим. |
наиб.*** |
||||||
|
От 16 до 27 |
1100
|
1350
|
388 |
35 |
8 |
0,5
|
40Х «селект» |
|
1350
|
1700
|
480 |
30Х3МФ
|
||||
|
30 |
950
|
1150
|
363 |
40Х «селект» |
|||
|
1200
|
1550
|
415 |
9 |
30Х3МФ
|
|||
|
36 |
750
|
950
|
363 |
8 |
40Х «селект» |
||
|
1100
|
1550
|
388 |
9 |
30Х3МФ |
|||
|
42 |
650
|
850
|
363 |
8 |
40Х «селект» |
||
|
1000
|
1550
|
9 |
30Х3МФ |
||||
|
48 |
600
|
800
|
8 |
40Х «селект» |
|||
|
900
|
1400
|
9 |
30Х3МФ |
||||
____________
* Применяется сталь с суженными пределами углерода: от 0,37 до 0,42 % для стали марок 40Х «селект».
** По стандартам и техническим условиям на материалы.
Примечания
1. Для болтов исполнения ХЛ из стали 40Х «селект» относительное сужение - не менее 40 %, твердость - не более НВ 363.
2. Нормы относительного удлинения распространяются на болты климатического исполнения ХЛ. Для болтов климатического исполнения У допускается относительное удлинение на 2 % меньше указанного в таблице.
Таблица 2
Механические свойства гаек
|
Болты |
Гайки |
|||||
|
Номинальный диаметр резьбы, мм |
Марка стали |
Напряжение от испытательной нагрузки МПа (кгс/мм2), не менее |
Твердость по Брюнеллю, НВ |
Марка стали |
Номер стандарта |
|
|
наим. |
наиб. |
|||||
|
От 16 |
40Х «селект» |
1100 |
241 |
341 |
35,
40, |
ГОСТ 1050-74; |
|
30 |
950 |
229 |
341 |
|||
|
36 |
750 |
|||||
|
42 |
650 |
|||||
|
48 |
600 |
|||||
|
От 16 |
30Х3МФ |
1350 |
241 |
341 |
40Х |
ГОСТ 4543-71; |
|
От 16 |
30Х3МФ |
1550 |
269 |
388 |
30Х3МФ
|
|
|
30 |
30Х3МФ |
1200 |
241 |
341 |
40Х |
|
|
36 |
30Х3МФ |
1100 |
||||
|
42 |
1000 |
|||||
|
48 |
900 |
|||||
(Измененная редакция, Изм. № 1).
1.4. (Исключен, Изм. № 1).
1.5. Допускается по соглашению между потребителем и изготовителем болты диаметром резьбы менее 20 мм изготовлять из стали марки 40Х.
1.6. Болты для железнодорожных мостов северного исполнения должны применяться с гайками из стали марки 40Х. По требованию потребителя болты для автодорожных и городских мостов северного исполнения должны применяться с гайками из стали марки 40Х.
1.7. Шайбы должны быть изготовлены из стали марок: ВСт5сн2, ВСт5пс2, ВСт5 Гпс2 по ГОСТ 380-71, 35 и 40 по ГОСТ 1050-74 и ГОСТ 10702-78.
1.8 . Шайбы должны иметь твердость HR Сэ 32 ¼ 46,5.
(Измененная редакция, Изм. № 1).
1.9 . Болты должны иметь коэффициент закручивания не более 0,20 и не менее 0,14.
1.10. При изготовлении болтов и гаек не допускаются:
- рванины и выкрашивания на поверхности резьбы, если они по глубине выходят за пределы среднего диаметра резьбы и если их общая протяженность по длине превышает четверть витка;
- заусенцы на опорных поверхностях головок болтов и заусенцы на головках болтов, выходящие за пределы опорной шайбы.
(Измененная редакция, Изм. № 1).
1.11. Допускается увеличение диаметра стержня болта до 0,25 мм сверх номинального на длине до 20 мм от опорной поверхности головки болта.
1.12. Остальные отклонения от правильной геометрической формы болтов и гаек - по ГОСТ 1759-70.
(Измененная редакция, Изм. № 1).
1.13 . Требования к микроструктуре болтов, виду излома, относительному сужению в резьбе после разрыва и относительному удлинению в резьбе допускается устанавливать по соглашению между потребителем и изготовителем.
2. ПРАВИЛА ПРИЕМКИ
2.1. Предприятие-изготовитель должно проводить приемо-сдаточные испытания для проверки соответствия болтов, гаек, шайб требованиям настоящего стандарта.
2.2. Болты должны быть подвергнуты испытанию:
на разрыв;
на растяжение образцов;
на определение ударной вязкости;
на разрыв на косой шайбе (но требованию потребителя);
на определение коэффициента закручивания;
на определение твердости.
(Измененная редакция, Изм. № 1).
2.3. Гайки должны быть подвергнуты испытанию:
на испытательную нагрузку;
на определение коэффициента закручивания;
на определение твердости.
2.4. У шайбы должна быть измерена твердость.
2.5. Болты, гайки и шайбы должны предъявляться к приемке партиями, состоящими из изделий одного условного обозначения, изготовленных из стали одной плавки, термически обработанных по одному режиму.
Масса партии болтов не должна превышать 1000 кг, гаек и шайб - 500 кг.
2.6. Правила приемки болтов, гаек и шайб по внешнему виду и размерам - по ГОСТ 17769-83.
2.7. Для контроля механических свойств болтов, гаек и шайб от партии отбирают по 5 шт. для каждого вида испытаний. Допускается проводить испытания на определение твердости, коэффициента закручивания и на разрыв на одних и тех же изделиях. Если хотя бы одно изделие не выдержало испытания, должно быть произведено повторное испытание на удвоенном количестве изделий.
Результаты повторных испытаний являются окончательными и распространяются на всю партию.
(Измененная редакция, Изм. № 1).
3. МЕТОДЫ ИСПЫТАНИЙ
3.1. Осмотр изделий должен производиться без применения увеличительных приборов.
3.2. Контроль размеров, предельных отклонений формы и расположения поверхностей, шероховатости поверхности, испытание болтов на разрыв ( п. 1.3), испытание на разрыв на косой шайбе следует проводить по ГОСТ 1759-70. Временное сопротивление разрыву должно соответствовать табл. 1 настоящего стандарта. Значения расчетных площадей и нагрузок при контроле болтов на разрыв приведены в справочном приложении 1.
Примечание. При испытании на разрыв болты, длина которых недостаточна для установки их в захваты, разрешается испытывать со специальной технологической гайкой, навинченной сразу на дна болта. Высота технологической гайки должна быть, не менее удвоенной высоты гайки по ГОСТ 22354-77.
3.3. Твердость болтов и гаек ( п. 1.3) следует определять по ГОСТ 9012-59, шайб ( п. 1.8) - по ГОСТ 9013-59.
Твердость болтов должна проверяться на торце стержня. Для болтов диаметром до 24 мм допускается измерять твердость на гранях головки. Для болтов длиной стержня более 200 мм допускается измерение твердости на гладкой части стержня болта.
Твердость гаек должна проверяться на торцевой поверхности или на одной из граней.
3.4. Испытание на растяжение образцов ( п. 1.3) следует проводить по ГОСТ 1497-84.
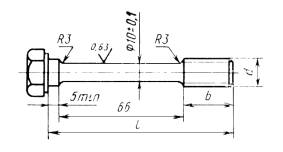
Для болтов длиной 70 мм и более испытанию подвергаются короткие цилиндрические образцы диаметром 10 мм. Для болтов длиной менее 70 мм испытанию подвергаются короткие цилиндрические образцы диаметром 6 мм.
Допускается испытывать образцы с формой и размерами, указанными на черт. 1.
|
|
d - наружный диаметр резьбы; l - длина болта. |
|
Черт. 1
3.2 - 3.4. (Измененная редакция, Изм. № 1).
3.5. Определение ударной вязкости ( п. 1.3) следует проводить по ГОСТ 9454-78.
3.6. Образцы для испытании на растяжение и ударную вязкость ( п. 3.4 и 3.5) должны изготовляться из болтов принимаемой партии или из стержней заготовок для болтов (если длина болта не позволяет изготовить стандартный образец), прошедших термическую обработку вместе с принимаемой партией.
3.7. Контроль гаек на испытательную нагрузку ( п. 1.3) следует проводить по ГОСТ 1759-70. Таблица расчетных площадей и нагрузок при контроле гаек на испытательную нагрузку приведена в справочном приложении 1.
3.8. Коэффициент закручивания ( п. 1.9) следует определять на специальном приборе, позволяющем одновременно фиксировать натяжение болта N и крутящий момент Мкр, прикладываемый к гайке, с точностью до ±5 %. Методика определения приведена в рекомендуемом приложении 2.
Изделия, на которых производилось испытание, не должны быть использованы для повторного испытания данного вида. Допускается использование шайб при условии, что с гайкой будет контактировать другая поверхность шайбы.
(Измененная редакция, Изм. № 1).
3.9. Для испытания берут от каждой партии не менее пяти комплектов изделий (болт, гайка и шайба). Поверхность изделий должна быть чистая (без грязи и ржавчины), смазанная минеральным маслом по ГОСТ 20799-75. Гайка свободно от руки должна навинчиваться на болт по всей длине резьбы болта.
3.10. Эталоны микроструктур и изломов и методики испытаний болтов ( п. 1.13) должны утверждаться потребителем и изготовителем.
4. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. На каждый болт должна быть нанесена маркировка, показывающая временное сопротивление в МПа деленное на 10, клеймо предприятия-изготовителя и условное обозначение номера плавки. Болты климатического исполнения ХЛ дополнительно маркируются буквами ХЛ.
Маркировка должна быть выпуклой и наносится на торцевой стороне головки болта ( черт. 2).
|
|
1 - Клеймо предприятия-изготовителя; временное сопротивление болта в МПа, деленное на 10; знак исполнения "ХЛ" 2 - Условное обозначение номера плавки |
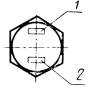
Черт. 2
4.2. Остальные требования маркировки - по ГОСТ 1759-70.
4.3. Транспортирование изделий в контейнерах без упаковки в тару не допускается.
4.4. На торцевой стороне тары должно быть, указано:
наименование или товарный знак предприятия-изготовителя;
условное обозначение изделия;
номер партии;
масса нетто.
4.5. Каждая партия должна быть снабжена сертификатом, в котором должно быть указано:
номер сертификата;
наименование предприятия-изготовителя;
условное обозначение изделия;
номер партии, номер плавки, условное обозначение номера плавки;
результаты проведенных испытании;
масса нетто.
(Измененная редакция, Изм. № 1).
4.6. Остальные правила упаковки изделии и маркировка тары - по ГОСТ 18160-72.
ПРИЛОЖЕНИЕ 1
Справочное
ЗНАЧЕНИЯ РАСЧЕТНЫХ ПЛОЩАДЕЙ И НАГРУЗОК ПРИ КОНТРОЛЕ БОЛТОВ НА РАЗРЫВ И ГАЕК НА ИСПЫТАТЕЛЬНУЮ НАГРУЗКУ
|
Номинальный диаметр более, мм |
Расчетная площадь сечения при разрыве, мм2 |
Временное сопротивление разрыву, МПа (кгс/мм2) |
||||||||||||||
|
600 |
650 |
750 |
800 |
850 |
900 |
950 |
1000 |
1100 |
1150 |
1200 |
1350 |
1400 |
1550 |
1700 |
||
|
Нагрузка относительно расчетной площади, кН (тс) |
||||||||||||||||
|
16 |
157 |
- |
- |
- |
- |
- |
- |
- |
- |
173 |
- |
- |
212 |
- |
- |
267 |
|
18 |
192 |
- |
- |
- |
- |
- |
- |
- |
- |
211 |
- |
- |
259 |
- |
- |
326 |
|
20 |
245 |
- |
- |
- |
- |
- |
- |
- |
- |
270 |
- |
- |
331 |
- |
- |
416 |
|
22 |
303 |
- |
- |
- |
- |
- |
- |
- |
- |
333 |
- |
- |
409 |
- |
- |
515 |
|
24 |
352 |
- |
- |
- |
- |
- |
- |
- |
- |
387 |
- |
- |
475 |
- |
- |
598 |
|
27 |
459 |
- |
- |
- |
- |
- |
- |
- |
- |
505 |
- |
- |
620 |
- |
- |
780 |
|
30 |
560 |
- |
- |
- |
- |
- |
- |
532 |
- |
- |
644 |
672 |
- |
- |
868 |
- |
|
36 |
816 |
- |
- |
612 |
- |
- |
- |
775 |
- |
898 |
- |
- |
- |
- |
1264 |
- |
|
42 |
1120 |
- |
728 |
- |
- |
952 |
- |
- |
1120 |
- |
- |
- |
- |
- |
1736 |
- |
|
48 |
1472 |
883 |
- |
- |
1178 |
- |
1325 |
- |
- |
- |
- |
- |
- |
2060 |
- |
- |
ПРИЛОЖЕНИЕ 2
Рекомендуемое
МЕТОДИКА ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА ЗАКРУЧИВАНИЯ
|
|
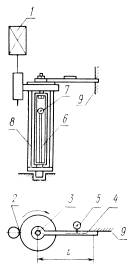
1 - электромотор; 2 - редуктор; 3 - проверяемый болт; 4 - динамометрический ключ; 5 - индикатор динамометрического ключа; 6 - динамометр для измерения усилия натяжения болта; 7 - индикатор динамометра; 8 - корпус прибора; 9 - упор ключа |
|
Прибор состоит из поворачиваемого корпуса (8), в котором смонтировано дилатометрическое устройство (6) с измерительным прибором (7) (обычно - индикатором часового типа с ценой деления до 0,01 мм) для измерения усилия натяжения болта (3). Динамометрическое устройство нижней частью кренится шарнирно к корпусу прибора; через корпус прибора, к верхней части динамометра присоединяется контролируемый болт (3). В верхней части корпуса смонтирован червячный редуктор (2), связанный с электромотором (1). Передаточное число редуктора подбирается так, чтобы скорость вращения корпуса при работе приспособления была в пределах 10 об/мни. Измерение крутящего момента, прикладываемого к гайке, производится с помощью съемного динамометрического ключа (4) с регистрирующим измерительным устройством (5). При вращении корпуса приспособления свободный конец ключа упирается в упор (9).
Тарировка регистрирующего измерительного прибора динамометрического ключа производится с помощью грузов, подвешенных на свободном конце (плечо l ) горизонтально закрепленного ключа. По результатам тарировки строится тарировочный график в координатах: Мкр в Н × м (кгс × м) - показание регистрирующего измерительного прибора ключа.
Тарировка динамометрического устройства осуществляется на разрывной машине с построением тарировочного графика в координатах: усилие натяжения болта в кН (тс) - показание регистрирующего измерительного прибора динамометра.
Болт устанавливают в приспособление с постановкой шайбы под гайку. С помощью динамометрического ключа болт затягивают вращением гайки до заданного усилия натяжения, значение которого выбирается по таблице в зависимости от номинального диаметра болта и уровня его прочности.
Примечание. Допускается предварительное натяжение болта завинчиванием гайки ручным накидным ключом длиной 250 - 300 мм до отказа.
В момент достижения заданного усилия натяжения болта, определяемого по измерительному устройству динамометра прибора, по измерительному устройству динамометрического ключа фиксируется значение крутящего момента Мкр приложенного к гайке.
По найденным значениям N и Мкр определяется коэффициент закручивания К по формуле:
![]() ,
,
где Мкр - крутящий момент, приложенный к гайке для натяжения болта на заданное усилие, в Н × м (кгс × м);
N - усилие натяжения болта в кН (т c );
d - номинальный диаметр болта в мм.
|
Номинальный диаметр резьбы, мм |
Усилие натяжения болтов в кН (тс) при определении коэффициентов закручивания болтов при уровне прочности в МПа (кгс/мм2) |
|||||||||
|
600 (60) |
650 (65) |
750 (75) |
900 (90) |
950 (95) |
1000 (100) |
1100 (110) |
1200 (120) |
1350 (135) |
1550 (155) |
|
|
16 |
- |
- |
- |
- |
- |
- |
120 |
- |
140 |
160 |
|
18 |
- |
- |
- |
- |
- |
- |
140 |
- |
170 |
200 |
|
20 |
- |
- |
- |
- |
- |
- |
180 |
- |
220 |
250 |
|
22 |
- |
- |
- |
- |
- |
- |
220 |
- |
270 |
320 |
|
24 |
- |
- |
- |
- |
- |
- |
260 |
- |
320 |
360 |
|
30 |
- |
- |
- |
- |
360 |
- |
- |
450 |
- |
- |
|
36 |
- |
- |
410 |
- |
- |
- |
600 |
- |
- |
- |
|
42 |
- |
490 |
- |
- |
- |
750 |
- |
- |
- |
- |
|
48 |
590 |
- |
- |
890 |
- |
- |
- |
- |
- |
- |
Приложения 1, 2. (Измененная редакция, Изм. № 1).