ГОСТ 21549-76 Пайка. Метод определения эрозии паяемого материала

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПАЙКА
МЕТОД ОПРЕДЕЛЕНИЯ ЭРОЗИИ ПАЯЕМОГО МАТЕРИАЛА
ГОСТ 21549-76
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ПАЙКА Метод определения эрозии паяемого материала Brazing and soldering . |
ГОСТ |
Постановлением Государственного комитета стандартов Совета Министров СССР от 5 февраля 1976 г. № 347 срок введения установлен
с 01 .01 .77
Проверен в 1986 г. Постановлением Госстандарта от 07 .04 .86 № 907 срок действия продлен
до 01 .01 .92
Несоблюдение стандарта преследуется по закону
Настоящ и й стандарт устанавлив ает металлографический метод определения эрозии при пайке и лужении по ее глуби не.
Контроль глубины эрозии производят при выборе пр и поя и м атериала изделия, разработке технологического процесса пайки и лужения и изменении его параметров.
Стандарт не распространяется на изделия из тонкопленочных материалов.
(Измененная редакция, Изм. № 2 ).
1. ОТБОР ОБРАЗЦОВ
1 .1 . Шлифы для определения эрозии при пайке и лужени и изготовляют из паяных внахлестку или луженых образцов.
1 .2 . Коли чество образцов для испытаний должно быть не менее пяти для каждого режима и сочетания материалов и припоя.
1 .3 . Для и зделий, изготовляемых любым способом пайки, устанавливается образец внахлестку, форма и размеры которого должны соответствовать указанным на черт. 1.
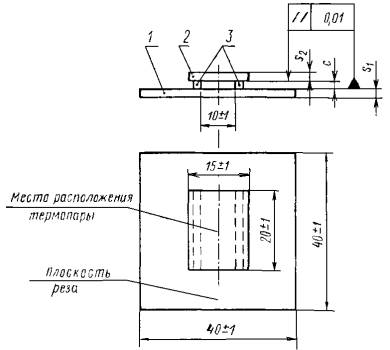
1 - н ижняя пластина; 2 - в ерхняя пластина; 3 - п рокладки
Черт. 1
Толщина нижней s 1 и верхней s 2 пластин образца - (1 ,0 … 2 ,0 ) ± 0 ,1 мм.
При толщине паяемого материала более 2 мм допускается механическая обработка пластин со стороны, не подвергаемой пайке, до требуемой толщины.
Примечание . В случае определения вели чи ны эрозии в паяном шве, с оеди няющем металлокерами ческий твердый сплав с металлом, толщин а пласти ны 2 твердого сплава - (1 ,0 … 6 ,0 ) ± 0 ,1 мм.
(Измененная редакция, Из м . № 1 ).
1 .4 . Для изделий, изготовляемых пайкой погружением и лужением, и спользуют образцы, форма и размеры которых должны соответствовать указанным на черт. 2.
Для драгоценных и редких металлов допускается применение образцов меньшей толщины при условии сохранения равномерности зазора при пайк е .
1 .5 . Образцы следует вырезать и з паяемого материала любым способом, не вызывающи м изменений в их структуре.
s = (0,5 … 2 ,0 ) ± 0 ,1 мм ; δ = (0 ,5 … 2,0 ) ± 0 ,1 мм;
d n = (0 ,5 … 2 ,0 ) ± 0 ,1 мм; d = (2,0 … 10 ,0 ) ± 0 ,1 мм.
Черт. 2
1 .6 . Образцы маркируют номером парти и или условным индексом на нерабочей части, к образцу из проволоки крепят би рку для маркировки.
2. ПОДГОТОВКА К ИСПЫТАНИЮ
2 .1 . Подготовка к испытанию образца вн ахлестку.
2 .1 .1 . Толщина каждой пластины должна быть измерена микрометром по ГОСТ 6507-78 не менее чем в трех местах с погрешностью не более 0 ,01 мм.
За толщину пластины следует прин и мать среднее арифметическое трех замеров.
2 .1 .2 . Способ подготовки поверхности образцов, форму и размещение припоя и величину зазора устанавливают в соответстви и с технологическим процессом изготовления паяного и зделия.
При отсутствии регламентированной подготовк и поверхности выбор способа подготовки и шероховатости поверхности - по результатам и спытаний ГОСТ 20485-75, ГОСТ 23904-79 и настоящего стандарта.
П римечание . При укладке пр и поя у зазора его следует размещать у меньшей сторон ы верхн ей пласти ны.
2 .1 .3 . Зазор (с) между пластинами следует устанавливать прокладками 3 - проволокой или полосками.
Допускается изготовлять зазор путем изготовления паза на одной из пластин, как указано в п. 1.5.
Форма и размеры паза должны соответствовать указанным на черт. 3.
2 .1 .4 . Пластины фиксируют в заданном положении струбциной или любым другим способом.
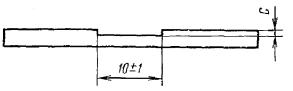
Предельное отклонение размера с … ± 0 ,01 мм.
Черт. 3
2 .1 .5 . Матери ал прокладок и фиксирующего приспособления при пай ке не должен плавиться автономно или в контакте с материалом образца или припоем.
2 .1 .6 . Объем припоя для пайки образца внахлестку должен составлять 150 % от объема зазора.
2 .1 .7 . Пайку образцов, установленных в горизонтальном положении, следует проводить в газовой среде, вакууме или с флюсом по режимам, применяемым в соответствующих технологических процессах.
2 .1 .8 . Для измерения температуры следует при менять термоп ары по ГОСТ 6616-74 и приборы по ГОСТ 7164-78 .
2 .1 .9 . Рабочий конец термопары следует крепить в центре наружной поверхности одной из пластин (см. черт. 1) зачеканк ой , точечной сваркой или другим методом, обеспечи вающим надежный тепловой контакт с образцом.
Прямое воздействие источника нагрева на термопару н е допускается.
2 .2 . Подготовка к испытанию образцов из полосы, трубы и проволоки .
2 .2 .1 . Толщину полосы или стенки трубы, диаметр проволоки перед лужени ем следует измерять микрометром по ГОСТ 6507-78 и ли с помощью ми кроскопа с погрешностью не более 0 ,01 мм.
2 .2 .2 . Подготовка поверхности полосы, трубы и проволоки по п. 2.1.2.
2 .2 .3 . Подготовленную полосу, трубу или проволоку необходимо погрузи ть в тигель с расплавленным припоем на глубин у не менее 20 мм. Нижни й конец образца не должен касаться дна тигля.
Объем припоя должен быть не менее 6 см3.
Примечан ия :
1 . Не допускается взаимодействие матери ала ти гля с припоем.
2 . Каждый образец следует погружать в н овую порцию припоя .
3 . Полосу, трубу и проволоку при лужен ии подвешивают за технологическое отверстие или петлю.
2 .2 .4 . Процесс лужения образца следует проводить в газовой среде, вакууме или под флю сом по режимам, при меняемым в соответствующи х технологических процессах.
2 .2 .5 . Измерени е температуры - с огласно п. 2.1.8.
3. ПРОВЕДЕНИЕ ИСПЫТАНИЯ
3 .1 . Для изготовления шлифов образцы следует разрезать способом, указанным в п. 1.5. Плоскость реза указана на черт. 1 и 2.
3 .2 . Способ изготовления шлифов не регламентируется.
3 .3 . Плоскость шлифа должна быть перпендикулярна паяным или луженым поверхностям образца. Завал кромок не допускается.
3 .4 . Выявление структуры паяного соединения на шлифе следует производить химическим, электрохимическим или другими методами в зависимости от химического состава паяемого материала и припоя, обеспечивающими выявлени е границы паяного шва.
Наиболее распространенные реактивы для хим и ческого травления металлографических шлифов приведены в справочном приложении 1.
3 .5 . При изготовлении шлифов и выявлении их структуры не допускается повреждение паяного соединения - выкрашивание, выгорание, вытравливание его составляющих или изменени е в его структуре.
3 .6 . Шлифы следует исследовать под металлографическим микроскопом.
3 .7 . На паяных образцах внахлестку следует и змерять минимальную толщину каждой пластины у капиллярного участка паяного шва с общей химической эрозией при увеличении 50 - 120 × и максимальную глубину локальной хими ческой эрозии у галтели и капиллярного участка паяного шва при увеличении 200 - 500 × . Погрешность измерения общей химической эрозии - не более 0 ,02 мм, локальной хи мической эрозии - не более 0 ,01 мм. Схема измерения приведена на черт. 4.
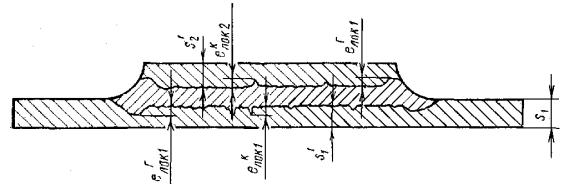
Черт. 4
(Измененная редакция, Изм. № 1) .
3 .8 . На луженых образцах должны быть измерены минимальная толщина полосы или стен ки трубы или минимальный ди аметр пров олоки при увеличении 50 - 120 × и максимальная глубина локальной хими ческой эрозии при увеличении 200 - 500 × . Погрешность измерения общей хи мической э розии - н е более 0 ,02 мм, локальной химической эроз ии не более 0,01 мм.
4. ОБРАБОТКА РЕЗУЛЬТАТОВ
4 .1 . Глубину хи ми ческой эрозии следует определять в милли метрах.
4 .2 . Для каждого паяного образца внахлестку следует определять общую хи мическую эрози ю и локальн ую химическую эрозию пласти н в галтели и в кап иллярном участке паяного шва.
4 .3 . Общая хи ми ческая эрозия паяного соединения внахлестку равна разности в толщине каждой пластины до и после пайки ( s 1 - s '1 ) и ( s 2 - s '2 ).
4 .4 . Локальная химическая эрозия в галтели и в капиллярном участке паяного шва н ахлесточн ого соединения равна измеренной под микроскопом глубине локальной химической эрозии образца на эти х участках.
(Изменен н ая редакция, Изм. № 1 ).
4 .5 . Обща я хи ми ческая эрозия луженой по лосы , трубы и проволоки равна половине разности толщины полосы, стенки трубы, диаметра проволоки до и после лужения.
4 .6 . Локальн ая хи ми ческая эрози я полосы, трубы и проволоки равна и змеренной под микроскопом глубине локальной химической эрозии образца.
4 .7 . Величину каждого вида эрозии паяемого материала следует определять как среднее арифметическое значение эрозии установленн ого количества образцов.
4 .8 . При степени ди сперсности результатов испытаний более 20 %, выходе и з строя термопары или обнаружении непропая более 5 % от площади нахлестки испытания должн ы быть повторены, при этом коли чество обра зцов должно соответствовать чи слу н едействи тельных результатов и спытаний.
4 .9 . Результаты испытания каждого образца необходимо заносить в протокол, форма которого приведена в обязательном при ложении 2 к ГОСТ 21548-76.
ПРИЛОЖЕНИЕ 1
Справочное
НАИБОЛЕЕ РАСПРОСТРАНЕННЫЕ РЕАКТИВЫ ДЛЯ ХИМИЧЕСКОГО ТРАВЛЕНИЯ МЕТАЛЛОГРАФИЧЕСКИХ ШЛИФОВ ПАЯНЫХ СОЕДИНЕНИЙ
|
Исследуемый матер и ал |
Химический состав реактива |
|
|
Наименование компонента |
Количество |
|
|
А люми ниевые сплавы |
Плавиковая к и слота (концентри рованная) Вода |
0 ,5 см3 99 ,5 см3 |
|
Сплав системы алюминий - медь - магний - кремний |
Едкий натрий Вода |
5 г 95 см3 |
|
Сплав системы алюм ин ий - кремний - медь |
Плавиковая кислота (концентрированная) Азот н ая кислота (концентрированная ) |
67 см3 33 см3 |
|
Вольфрам и его спла в ы |
Перекись водорода ( 30 %) Едкий натрий Вода |
3 см3 5 г 200 см3 |
|
Золото и его сплавы |
Азотная кислота (концентрированная) Соляная к и слота (концентри рованная) Вода |
25 см3 125 см3 150 см3 |
|
Сплавы на основе индия |
Трехок и сь хрома Меднокислый натрий Вода |
200 г 15 г 1000 см3 |
|
Сплавы индий - олово |
Хлор н ое железо Соляная к и слота (концен трированная) Вода |
5 г 50 см3 100 см3 |
|
Сплавы кадмия с цинком и оловом |
Трехокись хрома Меднокислый натрий Вода |
200 г 15 г 1000 см3 |
|
Азотная кислота (концентрированная) Спирт |
4 см3 100 см3 |
|
|
Магниевые сплавы |
Азотная кислота (концентрированная) Спирт |
2 см3 98 см3 |
|
Щавелевая к и слота (концентрирован ная) Вода |
2 г 98 см3 |
|
|
Молибден и его сплавы |
Персульфат аммония Вода |
10 г 100 см3 |
|
Медь и лату н ь |
Хлорное железо Соляная к и слота (кон цен трированная) Вода |
5 г 50 см3 100 см3 |
|
Перекись водорода ( 30 %) |
|
|
|
Аммиак (концентрированный раствор) |
|
|
|
Медь, латунь, оловя ни сты е и алюми ниевые бронзы |
Хлористое железо Соляная кислота (концентр и рованная) Вода |
10 г 25 см3 100 см3 |
|
Хромистые бро н зы и м едн ом арганц евы е сплавы |
Серная кислота (концентрированная) Азо тн ая ки слота (концентриров анн ая) |
15 см3 85 см3 |
|
Соляная кислота (концентриро в анная ) П е репи сь водорода (30 %) |
95 ,5 см3 0 ,5 см3 |
|
|
Аммиак ( 25 %) Перек и сь водорода (3 %) |
50 см3 50 см3 |
|
|
Медные сплавы |
Двухромово ки слый кали й Сер н ая к ислота (концентрированная) Соляная к и слота (к онц ен три ров анн ая) |
2 г 8 см3 2 см3 |
|
Мед н оникелевы е сплавы |
Персульфат аммония Вода |
10 г 90 см3 |
|
Никель и его сплавы |
Азот н ая кислота (концентри рованная) Уксусная кислота (концентрирован н ая) |
50 см3 50 см3 |
|
Хлорное железо Соляная к и слота (концен трированная) Вода |
10 г 30 см3 100 см3 |
|
|
Ни обий |
Плавиковая кислота (концентриро в анная) Азотная кислота (концентр и рованная) |
33 см3 67 см3 |
|
Олово |
Соляная кислота (концентрированная) Сп и рт |
2 см3 98 см3 |
|
Олово и его сплавы |
Азотная кислота (конце н три рованная) Спирт |
3 - 5 см3 97 - 95 см3 |
|
Олово и его сплавы, не сод е ржащие свинец (не действует на сп лавы систем олово - железо, олово - медь) |
Соляная кислота (концентр и рованная) Хлористое железо Спирт |
5 см3 30 см3 60 см3 |
|
Оловян н о-свинцовые сплавы |
Азотная кислота (концентр и рованн ая) Спирт |
4 см3 90 см3 |
|
Азотная кислота (концентрированная) Уксусная кислота (концентрированная) Гл и церин |
1 см3 1 см3 98 см3 |
|
|
Персульфат аммония Вода |
10 г 100 см3 |
|
|
Сплавы системы олово - висмут |
Перекись водорода (концентрированная) |
|
|
Сплавы системы палладий - никель |
Азот н ая кислота (концентрированная) Уксусная кислота (концентрированная) Соляная кислота (концентрирован н ая) Реактив Марбле |
40 см3 40 см3 10 см3 10 см3 |
|
Свинец |
Азотная кислота (концентрирова н ная) |
|
|
Серебро и его сплавы |
Персульфат аммония Вода |
10 г 100 см3 |
|
Хромовый ангидрид Серная кислота (концентрированная) Вода |
2 г 2 см3 1000 см3 |
|
|
Серебро |
Персульфат аммония Вода |
10 г 90 см3 |
|
Низкоуглеродистая сталь |
Азотная кислота (концентрированная) Сп и рт |
4 см3 96 см3 |
|
Сталь типа Э И -962 |
Хлор н ое железо Соляная ки слота (концентри рованная) Вода |
10 г 30 см3 100 см3 |
|
Титан |
Плавиковая кислота (концентриров а нн ая ) Аз отная ки слота (концентрированн ая) Вода |
2 см3 2 см3 96 см3 |
|
Плавиковая кислота (концентриро в ан ная) Азот н ая кислота (концен трированная) |
33 см3 67 см3 |
|
|
Титан и его спла в ы |
Плавиковая кислота (концентрирова н ная) Вода |
10 см3 90 см3 |
|
Сплавы тита н а с медью |
Плавиковая кислота (концентриро в анная) А зотн ая ки слота (концентрированная) Гл и церин Этиловый сп и рт |
25 см3 25 см3 25 см3 25 см3 |
|
Сплавы цинка |
Азотная кислота (концентрированная) Вода |
3 см3 97 см3 |
|
Соляная кислота (концентр и рованная) Спирт |
5 см3 95 см3 |
|
|
Сплавы с большим содержанием цинка |
Азотная к и слота (концентрированная) |
|
|
Примечания : 1 . При травлении паяных соеди нений сначала следует выявлять структуру паяного шва. 2 . Режи мы травления п одби рают экспери ментально. |
||
ПРИЛОЖ Е НИ Е 2
(И сключено, Изм. № 1 ).
СОДЕРЖАНИЕ
|
1. Отбор образцов . 1 2. Подготовка к испытанию .. 3 3. Проведение испытания . 4 4. Обработка результатов . 5 Приложение 1 Наиболее распространенные реактивы для химического травления металлографических шлифов паяных соединений . 5 |