ГОСТ 18321-73 Статистический контроль качества. Методы случайного отбора выборок штучной продукции

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СТАТИСТИЧЕСКИЙ КОНТРОЛЬ КАЧЕСТВА
МЕТОДЫ СЛУЧАЙНОГО ОТБОРА ВЫБОРОК ШТУЧНОЙ ПРОДУКЦИИ
ГОСТ 18321-73
(СТ СЭВ 1934-79)
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО УПРАВЛЕНИЮ КАЧЕСТВОМ ПРОДУКЦИИ И СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
СТАТИСТИЧЕСКИЙ КОНТРОЛЬ КАЧЕСТВА Методы случайного отбора выборок штучной продукции Statistical quality control. |
ГОСТ (СТ СЭВ 1934-79) |
Постановлением Государственного комитета стандартов Совета Министров СССР от 9 января 1973г. № 33 срок введения установлен
с 01.01.74
Настоящий стандарт устанавливает правила отбора единиц продукции в выборку при проведении статистического приемочного контроля качества, статистических методов анализа и регулирования технологических процессов для всех видов штучной продукции производственно-технического назначения и товаров народного потребления.
Термины, использованные в настоящем стандарте, - по ГОСТ 15895-77.
Стандарт полностью соответствует СТ СЭВ 1934-79.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Продукция поступает на контроль партиями. Объем выборки следует устанавливать в зависимости от объема контролируемой партии или потока продукции.
1.2. Метод случайного отбора единиц продукции в выборку зависит от способа представления продукции на контроль.
1.3. Партия продукции, представленной на контроль, должна быть однородной, чтобы внутри ее, по возможности, исключалась продукция, изготовленная из различных партий сырья и материалов, в различных производственных условиях и т.д.
Если на контроль будут представлены недостаточно однородные партии, то их следует подразделить на однородные части.
1.4. При ссылке на настоящий стандарт следует указать обозначение стандарта и метод отбора единиц продукции в выборку.
2. СПОСОБЫ ПРЕДСТАВЛЕНИЯ ПРОДУКЦИИ НА КОНТРОЛЬ
2.1. Продукция может быть представлена на контроль одним из четырех способов: «ряд», «россыпь», «в упаковке», «поток».
2.1.1. Способ «ряд» характеризуется следующими особенностями:
единицы продукции, поступающие на контроль, должны быть упорядочены; они могут быть пронумерованы сплошной нумерацией и расположены таким образом, чтобы единицу продукции, отмеченную любым номером, можно было легко отыскать и достать;
единицы продукции должны поступать на контроль в виде однородных партий ( справочное при ложение 1, пример 1 ).
2.1.2. Способ «в упаковке» характеризуется теми же особенностями, как и способ «ряд», но продукция при этом находится в упаковочных единицах (первичных, вторичных и т.д.). Условный порядковый номер единицы продукции состоит из двух (трех и т.д.) подгрупп: порядковый номер первой упаковочной единицы; порядковый номер штуки в первой упаковочной единице и т.д. Как правило, отыскать и достать единицу продукции возможно лишь при нарушении упаковки ( справочное приложение 1, пример 2).
2.1.3. Способ «россыпь» характеризуется следующими особенностями:
единицы продукции неупорядочены, их трудно нумеровать и практически невозможно отыскать и достать определенную единицу продукции;
в партии большое количество единиц продукции;
единицы продукции поступают на контроль в виде партий, сформированных независимо от количества продукции, изготовленной в процессе производства.
Примерами продукции, поступающей на контроль способом «россыпь», могут служить шайбы, резисторы, кнопки и т.д.
2.1.4. Способ «поток» характеризуется следующими особенностями:
единицы продукции поступают непрерывным потоком одновременно с выпуском продукции;
на контроль поступает большое количество единиц продукции;
единицы продукции упорядочены, можно легко отыскать и достать каждую вторую, пятую, десятую и т.д. единицы продукции ( справочное приложение 1, пример 3).
2.2. На практике второй и третий способы представления продукции на контроль применяются одновременно, при отборе выборки эти способы применяются самостоятельно, т.е. выбирают определенное количество упаковочных единиц (первичных, вторичных и т.д.), где продукция находится не в «ряд», а в «россыпь». При этом образцы следует брать примерно в равных количествах из выбранных упаковочных единиц ( справочное приложение 1, пример 4).
3. МЕТОДЫ ОТБОРА ЕДИНИЦ ПРОДУКЦИИ В ВЫБОРКУ
3.1. В зависимости от способа представления продукции на контроль применяются следующие методы отбора единиц продукции в выборку:
отбор с применением случайных чисел;
многоступенчатый отбор;
отбор «вслепую»;
систематический отбор.
3.2. Отбор с применением случайных чисел
3.2.1. Данный метод применяется для однородной продукции, представленной на контроль способом «ряд».
3.2.2. Метод отбора с применением случайных чисел используется и при всех остальных способах представления однородной продукции (если это не ведет к большим трудностям экономического или технического порядка).
3.2.3. Метод предполагает предварительную сплошную нумерацию единиц продукции. Все номера должны иметь одно и то же количество цифр. Существующие номера с разным количеством цифр следует в начале дополнять слева нулями.
3.2.4. При методе отбора единиц продукции в выборку с применением случайных чисел используют:
таблицы случайных чисел по СТ СЭВ 546-77;
карточки (числа в урне) ( справочное приложение 1, пример 6).
3.3. Многоступенчатый отбор
3.3.1. Метод многоступенчатого отбора единиц продукции применяют для однородной продукции, представленной на контроль в упаковке, т.е. в упаковочных единицах, содержащих одинаковое количество единиц продукции.
3.3.2. При многоступенчатом отборе выборку образуют по ступеням и единицы продукции в каждой ступени отбирают случайным образом из единиц, отобранных в предыдущей ступени.
3.3.3. Кроме объема выборки, следует предварительно указывать и количество упаковочных единиц (первичных, вторичных и т.д.), выбранных для составления выборки. Из этих отобранных упаковочных единиц отбирается выборка.
3.3.4. Выборку составляют из примерно одинаковых объемов продукции, взятых из отобранных упаковочных единиц.
3.3.5. Если первичные упаковочные единицы содержат вторичные и т.д. упаковочные единицы, то сначала отбирают первичную, затем вторичную и т.д. упаковочные единицы. Допускается единицы продукции паковать в первую (вторую и т.д.) упаковочную единицу россыпью.
3.3.6. Для упаковочных единиц следует применять метод отбора с применением случайных чисел. Если продукция находится в «россыпи», то следует применять метод «вслепую» ( справочное приложение 1, пример 5).
3.4. Отбор «вслепую» (метод наибольшей объективности)
3.4.1. Метод «вслепую» применяется для продукции, представленной на контроль россыпью, а также в том случае, когда применение метода отбора с применением случайных чисел технически затруднительно или экономически невыгодно.
3.4.2. Метод «вслепую» не следует применять в тех случаях, когда бракованные единицы продукции можно определить органолептически.
3.4.3. В выборку должны быть включены единицы продукции из разных частей контролируемой партии.
3.4.4. Единицы продукции следует отбирать независимо от субъективных предположений контролера относительно качества отбираемой единицы продукции ( справочное приложение 1, пример 7).
3.5. Систематический отбор
3.5.1. Метод систематического отбора применяется для продукции, представленной на контроль в виде потока ( справочное приложе ние 1, пример 8 ).
3.5.2. Единицы продукции следует отбирать через определенный интервал времени или количество единиц продукции. Например, если выборка должна составить 5% от контролируемой партии, то отбирают каждую двадцатую единицу продукции. Начало отсчета определяется случайным образом, например с помощью таблиц случайных чисел по СТ СЭВ 546-77.
3.5.3. Данным методом можно образовать выборку, если имеется определенный порядок следования единиц продукции. При этом необходимо учитывать, что в следующих одна за другой единицах продукции значение контролируемого параметра не должно меняться с той же периодичностью, что и периодичность отбора единиц в выборку.
4. ОБЕСПЕЧЕНИЕ ПРЕДСТАВИТЕЛЬНОСТИ ВЫБОРОК
4.1. Для отбора представительной выборки необходимо обеспечить однородность партии и предупредить смешивание однородных подпартий. Сохранение однородности партии необходимо для того, чтобы после проведения контроля заключение было сделано именно о той партии единиц продукции, из которой была произведена контрольная выборка.
4.2. Если сформировать однородную партию продукции не удается, но можно выделить однородные части, то для обеспечения отбора представительной выборки следует использовать расслоение партии. В этом случае в выборку отбирают единицы продукции от каждой однородной части пропорционально объему этой части.
4.3. При формировании выборки обязательным условием является ее случайность.
4.3.1. Наилучшим образом случайность выборки обеспечивается применением таблиц случайных чисел по СТ СЭВ 546-77, что позволяет исключить систематические ошибки отбора и обеспечивает независимость и равную вероятность попадания каждой единицы продукции в выборку.
4.3.2. Метод систематического отбора обеспечивает равную вероятность попадания каждой единицы продукции при случайном смещении начала отсчета, но не обеспечивает независимости попадания единицы продукции в выборку.
4.3.3. Метод «вслепую» обеспечивает независимость попадания единиц продукции в выборку, но не обеспечивает равную вероятность попадания единиц продукции в выборку.
4.4. Если продукция однородна и поступает на контроль в хорошо перемешанном виде, все методы приводят к одинаковым результатам, так как представительность обеспечивается однородностью продукции, а случайность - ее предварительным перемешиванием (случайность попадания на каждое определенное место).
ПРИЛОЖЕНИЕ 1
Справочное
ПРИМЕРЫ ПРИМЕНЕНИЯ СПОСОБОВ ПРЕДСТАВЛЕНИЯ ПАРТИЙ И МЕТОДОВ ОТБОРА ЕДИНИЦ ПРОДУКЦИИ В ВЫБОРКУ
Пример 1. Представление продукции на контроль способом «ряд».
К продукции, поступающей на контроль способом «ряд», можно отнести электродвигатели, пакеты химикатов, бутылки растительного масла ( чер т. 1 ):
N - объем партии; n1 - количество колонок; n2 - количество строк; i - номер строки; j - номер колонки.
Черт. 1
Пример 2. Представление продукции на контроль в упаковке ( черт. 2).
N - объем партии; k - количество упаковочных единиц; n0 - количество штук в упаковочной единице; n – объем выборки; k1 - количество упаковочных единиц, выбранных для образования выборки.
Черт. 2
Пример 3. Представление продукции на контроль «потоком».
Примером продукции, поступающей на контроль способом «поток», может служить продукция, изготовляемая на станках-автоматах, поступающая на конвейер ( черт. 3).
Черт. 3
Пример 4. Партия болтов упакована в ящики и представлена на контроль. При приемке партии болтов контролируют внешний вид, размеры, механические свойства и покрытие.
Количество ящиков (первичных упаковочных единиц), подлежащих отбору от партии, должно соответствовать указанным в табл. 1 .
Таблица 1
|
Количество ящиков в партии |
Количество ящиков, подлежащих отбору |
|
1-5 |
Все |
|
6-99 |
5 |
|
100-399 |
1/20 часть (5%) |
|
400 и более |
20 |
Объем выборки в зависимости от объема партии определяется по табл. 2.
Таблица 2
|
Объем партии, шт. |
Объем выборки, шт., для контроля |
||
|
внешнего вида и размеров |
механических свойств |
||
|
без разрушения |
с разрушением |
||
|
До 1200 |
32 |
13 |
5 |
|
1201-3200 |
50 |
||
|
3201-10000 |
80 |
20 |
|
|
10001-35000 |
125 |
||
Образцы для контроля механических свойств отбирают из выборки для контроля внешнего вида и размеров.
Пусть объем партии 20000 шт., упакованных в 100 ящиках, содержащих каждый 200 шт. Внутри ящиков болты находятся в россыпи. В данном случае отбирается по таблице случайных чисел (СТ СЭВ 546-77) 5 ящиков. Затем из ящиков болты отбираются методом «вслепую», так как нумерация отдельных болтов технически затруднительна.
За начало отсчета принимают строку 15 колонки 4 в таблице СТ СЭВ 546-77, получим числа 8, 53, 10, 73, 31. Таким образом необходимо взять 8, 10, 31, 53, 73 ящика.
По таб л. 2 данного примера объем выборки для внешнего вида и размеров 125 шт. Из каждого ящика отбирают методом «вслепую» 125/5=25 шт. Порядок штук следует по возможности сохранять; не допускается перемешивать образцы из отдельных ящиков.
Для контроля механических свойств без разрушения по табл. 2 в выборку требуется 20 шт. Они отбираются методом «вслепую», 4 шт. от каждого ящика, т.е. из раньше отобранных 25 шт. По ящикам отбирают 4 т.е. 5 ´ 4=20 шт.
Для контроля механических свойств с разрушением аналогично отбирается 1 шт. от каждого ящика, так как 5 ´ 1=5 шт.
Если партия имела бы 200 ящиков, содержащих каждый 100 шт., то следовало бы открыть 10 ящиков и отобрать из них 125/10, т.е. 12 или 13 всего 125 шт., как раньше. Далее поступать, как выше указано. При необходимости количество образцов округляется по СТ СЭВ 546-77.
Пример 5. Продукция, представленная на контроль в виде «ряда», состоит из 4000 единиц продукции, расположенных в 80 строках и 50 колонках ( см че рт. 1 ). Требуется случайным образом отобрать для контроля 8 единиц продукции.
Применяем таблицу случайных чисел по СТ СЭВ 546-77. Присваиваем каждой строке порядковый номер от 00 до 79 и каждой колонке от 00 до 49. Каждая единица продукции определяется условным четырехзначным номером строки и колонки. В данном случае первые порядковые номера меньше или равны 79, вторые меньше или равны 49. Начало отсчета установлено: 1-я строка, 1-я колонка, СТ СЭВ 546-77. Получим следующие цифры: (9268), (4561), 1449, (3955), 0408, 0829, 3337, (6366), (6099), 7711, (4255), 3922, (5283), (3595), 1234, 0723 (цифры в скобках следует исключать, так как они выходят за пределы интервала).
В условиях настоящего примера получим числа 0408, 0723, 0829, 1234, 1449, 3337, 3922, 7711.
Пример 6. Необходимо проконтролировать 8 тыс. ящиков с лампами бегущей волны. Известно, что в каждом ящике лежат по две лампы. Объем выборки равен 320 лампам (160 ящиков).
Ящики уложены в четыре штабеля по 2 тыс. шт., в каждом. В каждом штабеле ящики плотно уложены в четыре этапа по 500 шт. (20 ´ 25) в каждом этапе. Доступ к каждому штабелю одинаково свободен с любой стороны.
Для обеспечения представительности формируем расслоенную выборку - каждый штабель представляет собой выборочный слой. Объем выборки из каждого слоя пропорционален количеству ящиков в штабеле и составляет 40 ящиков.
В связи с тем, что доступ к центру штабеля затруднителен и по верхней и боковым поверхностям находится значительная часть ящиков, выборку формируем следующим образом: из одного штабеля, например, второго, выбранного методом случайного отбора по карточкам настоящего стандарта, производим выборку из всего объема. Из остальных трех штабелей (1, 3 и 4-го) производим выборку только по верхней и боковым поверхностям.
Для отбора ящиков второго штабеля применяем таблицу случайных чисел.
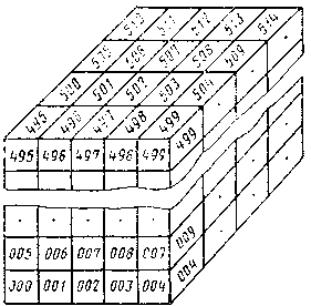
Ящики второго штабеля нумеруем от 0000 до 1999 по черт. 4. Если за начало отсчета взять строку 16 колонки 9 в табл. 2 СТ СЭВ 546-77, то отбрасывая числа больше 1999, получим числа 1858, 1961, 0061, 1270, 0076, 1860, 1392, 1743, 1838, 0716, 1167, 1028, 1099, 0267, 1675, 0221, 0709, 1577, 178 l , 0891, 1953 и т.д. до тех пор, пока не наберем 40 чисел. Следовательно, для контроля необходимо взять: 61, 76, 221, 267, 709, 716, 891, 1028, 1099, 1167, 1270, 1392, 1577, 1675, 1743, 1781, 1838, 1860, 1953, 1961 и т.д. ящики.
Ящики 1, 3 и 4-го штабелей, контролируемых по верхней и боковым поверхностям, нумеруем от 000 до 514 каждый ( черт. 5).
Сквозная нумерация 2-го штабеля
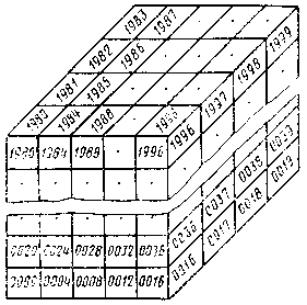
Черт. 4
Несквозная нумерация 1, 3 и 4-го штабелей
Черт. 5
Выбрав случайным образом для каждого штабеля начало отсчета по таблицам случайных чисел СТ СЭВ 546-77, определяем номера тех 40 ящиков по штабелям, которые необходимо включить в выборку.
Полученная таким образом выборка будет являться представительной и характеризовать свойства представленной для контроля партии.
Пример 7. Продукция представлена на контроль россыпью, количество единиц продукции 1000, необходимо проконтролировать 100 единиц. Единицы продукции уложены в 10 ящиков по 100 единиц в каждом. Из каждого ящика «вслепую» отбираем для контроля по 10 любых единиц продукции.
Пример 8. Необходимо проконтролировать продукцию, поступающую с конвейера за первые пять смен месяца. Выборка должна составить 10% от продукции, изготовляемой за смену. За смену изготовляют 100 единиц продукции. Для отбора единиц в выборку применяем метод систематического отбора. Случайным образом выбираем начало отсчета для первых пяти смен. Если возьмем 21 строку 4, 5, 6, 7, 8 колонок в табл. 3 случайных чисел СТ СЭВ 546-77, то получим числа 8, 5, 1, 9, 4. Так как выборка в 10%, то отбираем каждую десятую единицу. Для первой смены в выборку попадут единицы 8, 18, 28, 38, 48, 58, 68, 78, 88, 98. Для второй смены в выборку попадут единицы 5, 15, 25, 35, 45, 55, 65, 75, 85, 95 и т.д.
Приложение 2. (Исключено, Изм. № 1).
СОДЕРЖАНИЕ
|
1. Общие положения . 1 2. Способы представления продукции на контроль . 1 3. Методы отбора единиц продукции в выборку . 2 4. Обеспечение представительности выборок . 3 Приложение 1 Примеры применения способов представления партий и методов отбора единиц продукции в выборку . 3 |