ГОСТ 17199-88 Отвертки слесарно-монтажные. Технические условия
ГОСТ 17199-88
МЕЖГОСУДАРСТВЕН НЫЙ СТ АНДАРТ
ОТВЕРТКИ СЛЕСАРНО-МОНТА ЖНЫ Е
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕН НЫЙ СТАНДАРТ
|
ОТВЕРТКИ СЛЕСАРН О-М ОНТАЖНЫЕ Технические условия Fitters screwdrivers . |
ГОСТ |
Дата введения 01 .07 .89
Настоящий стандарт распространяется на ручные слесарно-монтажн ы е отвертки для винтов и шурупов с прямыми и крестообразными шлицами и круглых гаек со шлицами на торце, изготовляемые для нужд народного хозяйства и на экспорт.
Стандарт не распространяется на отвертки для электротехнических работ.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Отвертки должны изготавливаться следующих типов:
- тип 1 исполнений: 1 - для винтов без головки с прямым шлицем (черт. 1, табл. 1) ; 2 - для круглых гаек со шлицем на торце (черт. 2, табл. 2);
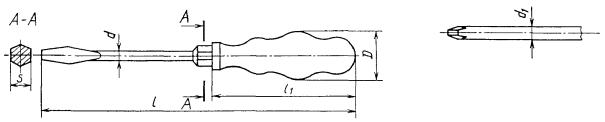
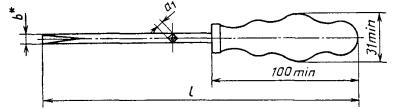
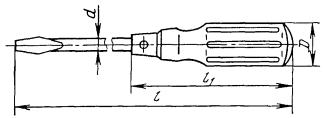
- тип 2 исполнений: 1 - д ля винтов и шурупов с прямым шлицем (черт. 3, табл. 3); 2 - д ля винтов и шурупов с крестообразным шлицем (черт. 3, табл. 3); 3 - двусторонние изогнутые для винтов с прямым шлицем (черт. 4, табл. 4); 4 - двусторонние изогнутые для винтов с крестообразным шлицем (черт. 5, табл. 5); 5 - для винтов и шурупов с прямым шлицем со стержнем круглого сечения с шестигранным поводком под ключ (черт. 6, табл. 6); 6 - для винтов и шурупов с крестообразным шлицем со стержнем круглого сечения с шестигранным поводком под ключ (черт. 6, табл. 6); 7 - со стержнем квадратного сечения для винтов и шурупов с прямым шлицем (черт. 7, табл. 7); 8 - для винтов и шурупов с прямым шлицем с деревянной ручкой (черт. 8, табл. 8); 9 - для винтов и шурупов с прямым шлицем с накладками (черт. 9, табл. 9).
Примечан ие . Черт. 1 - 8 не определяют конструкцию отверток.
Тип 1
Исполнение 1
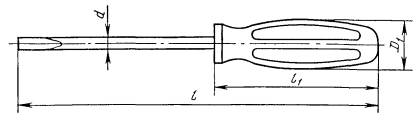
Черт. 1
Та блиц а 1
мм
|
Обозначение отверто к |
Применяемость |
Номинальный диаметр резьбы винта, шурупа |
Размер лопатки а × b по ГОСТ 24437 |
l |
l 1 |
D , не менее |
d |
|
Не менее |
|||||||
|
7810 -0963 |
|
1,2 ; 1 ,4 - 2 ,0 |
0 ,25 × 0 ,8 |
85 |
45 |
12 |
0 ,8 |
|
7810 -0964 |
|
2 ,5 ; 3 ,0 |
0 ,4 × 1 ,6 |
1 ,6 |
|||
|
7810 -0965 |
|
3 ,5 |
0 ,5 × 2 ,3 |
105 |
55 |
15 |
2 ,3 |
|
7810 -0966 |
|
4 ,0 |
0 ,6 × 2 ,8 |
155 |
80 |
18 |
2 ,8 |
|
7810 -0967 |
|
5 ,0 |
0 ,8 × 3 ,5 |
180 |
3 ,5 |
||
|
7810 -0968 |
|
6 ,0 |
1 ,0 × 4 ,5 |
215 |
90 |
22 |
4 ,5 |
|
7810 -0969 |
|
8 ,0 |
1 ,2 × 6 ,0 |
250 |
100 |
25 |
6 ,0 |
|
7810 -0971 |
|
10,0 |
1 ,6 × 8 ,0 |
8 ,0 |
|||
|
7810 -0972 |
|
12 ,0 ; 14 ,0 |
2 ,0 × 9 ,0 |
300 |
100 |
25 |
9 ,0 |
|
7810 -0973 |
|
16 ,0 |
2 ,5 × 11 ,0 |
11 ,0 |
|||
|
7810 -0974 |
|
18 ,0 ; 20 ,0 |
3 ,0 × 11 ,0 |
350 |
100 |
25 |
13 ,0 |
Тип 1
Исполнение 2
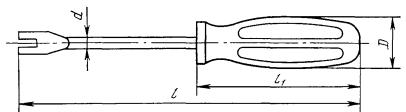
Черт. 2
Таблица 2
мм
|
Обозначение отверток |
Применяемость |
Размер лопатки а × b по ГОСТ 24437 |
l |
l 1 |
D , не менее |
d |
|
Не менее |
||||||
|
7810 -0401 |
|
0 ,3 × 3 ,2 |
95 |
55 |
15 |
3 |
|
7810 -0402 |
|
0,5 × 4 ,0 |
130 |
|||
|
7810 -0403 |
|
1 ,0 × 4 ,5 |
155 |
80 |
18 |
4 |
|
7810 -0405 |
|
1 ,0 × 6 ,3 |
||||
|
7810 -0407 |
|
1 ,2 × 6 ,3 |
200 |
100 |
25 |
6 |
|
7810 -0409 |
|
1 ,4 × 10 ,0 |
250 |
|||
|
7810 -0411 |
|
2 ,0 × 10 ,0 |
140 |
8 |
||
|
7810 -0413 |
|
225 |
||||
|
7810 -0415 |
|
2 ,8 × 12 ,0 |
175 |
|||
|
7810 -0417 |
|
300 |
||||
|
7810 -0419 |
|
3 ,0 × 16 ,0 |
250 |
10 |
||
|
7810 -0421 |
|
300 |
||||
|
7810 -0423 |
|
3 ,5 × 20,0 |
250 |
|||
|
7810 -0425 |
|
300 |
||||
Тип 2
Исполнение 1 Исполнение 2

Черт. 3
Таблица 3
мм
|
Обозначение отверток |
Применяемость |
Исполнение |
Размер лопатки а × b по ГОСТ 24437 |
Номер крестообразной части по ГОСТ 10754 |
Номинальный диаметр резьбы винта, шурупа |
l |
l 1 |
D , не менее |
d |
d 1 |
|
Не менее |
|
|||||||||
|
7810 -0901 |
|
1 |
0 ,25 × 1 ,7 |
- |
1 ,0 |
70 |
45 |
12 |
1 ,7 |
- |
|
7810 -0902 |
|
0 ,3 × 2 ,0 |
1 ,2 ; 1 ,4 |
85 |
2 ,0 |
|||||
|
7810 -0301 |
|
1 ,6 |
95 |
|||||||
|
7810 -0904 |
|
0 ,4 × 2 ,5 |
70 |
|||||||
|
7810 -0905 |
|
90 |
||||||||
|
7810 -0303 |
|
120 |
||||||||
|
7810 -0906 |
|
145 |
||||||||
|
7810 -1031 |
|
1 |
0 ,5 × 3 ,5 |
0 |
2 ,0 |
70 |
45 |
30 |
3,0 |
3,0 |
|
7810 -1032 |
|
2 |
||||||||
|
7810 -0907 |
|
1 |
80 |
55 |
15 |
|||||
|
7810 -1033 |
|
2 |
||||||||
|
7810 -0908 |
|
1 |
105 (95 ) |
|||||||
|
7810 -0975 |
|
2 |
||||||||
|
7810 -0909 |
|
1 |
130 |
|||||||
|
7810 -0976 |
|
2 |
||||||||
|
7810 -0911 |
|
1 |
155 |
|||||||
|
7810 -1034 |
|
2 |
||||||||
|
7810 -0912 |
|
1 |
180 * |
|||||||
|
7810 -1035 |
|
2 |
||||||||
|
7810 -1036 |
|
1 |
0 ,6 × 4 ,0 |
- |
2 ,5 |
70 |
45 |
30 |
4 ,0 |
- |
|
7810 -0913 |
|
105 |
80 |
18 |
||||||
|
7810 -0308 |
|
155 |
||||||||
|
7810 -0915 |
|
180 |
||||||||
|
7810 -0916 |
|
205 |
||||||||
|
7810 -0917 |
|
230 * |
||||||||
|
7810 -1037 |
|
1 |
0 ,8 × 5 ,5 |
1 |
3 ,0 ; 3 ,5 |
70 |
45 |
30 |
5 ,0 (4 ,5 ) |
4 ,0 (4 ,5 ) |
|
7810 -1038 |
|
2 |
||||||||
|
7810 -0311 |
|
1 |
( 80 ) |
22 (18 ) |
||||||
|
7810 -0918 |
|
1 |
115 (105 ) |
90 (80 ) |
||||||
|
7810 -0977 |
|
2 |
||||||||
|
7810 -0921 |
|
1 |
165 (155 ) |
|||||||
|
7810 -0978 |
|
2 |
||||||||
|
7810 -0922 |
|
1 |
190 (180 ) |
|||||||
|
7810 -0979 |
|
2 |
||||||||
|
7810 -0923 |
|
1 |
215 * |
|||||||
|
7810 -1039 |
|
2 |
||||||||
|
7810 -0314 |
|
1 |
240 * |
|||||||
|
7810 -1041 |
|
2 |
||||||||
|
7810 -0924 |
|
1 |
290 * |
|||||||
|
7810 -1042 |
|
2 |
||||||||
|
7810 -1043 |
|
1 |
4 ,0 |
70 |
45 |
30 |
6 ,0 |
- |
||
|
7810 -0316 |
|
( 80 ) |
22 |
|||||||
|
7810 -0925 |
|
115 |
90 |
|||||||
|
7810 -0927 |
|
1 ,0 × 6 ,5 |
- |
165 |
||||||
|
7810 -0928 |
|
190 |
||||||||
|
7810 -0320 |
|
240 |
||||||||
|
7810 -0931 |
|
290 * |
||||||||
|
7810 -1044 |
|
1 |
1 ,2 × 8 ,0 |
2 |
5,0 |
70 |
45 |
30 |
7 ,0 (6 ,0 ) |
6 ,0 |
|
7810 -1045 |
|
2 |
||||||||
|
7810 -0932 |
|
1 |
125 (115 ) |
100 (90 ) |
25 (22 ) |
7 ,0 |
||||
|
7810 -0981 |
|
2 |
||||||||
|
7810 -0324 |
|
1 |
200 (190 ) |
|||||||
|
7810 -0982 |
|
2 |
||||||||
|
7810 -1046 |
|
1 |
225 (215 ) |
|||||||
|
7810 -0983 |
|
2 |
||||||||
|
7810 -0935 |
|
1 |
250 * |
|||||||
|
7810 -1047 |
|
2 |
||||||||
|
7810 -1048 |
|
1 |
275 * |
|||||||
|
7810 -1049 |
|
2 |
||||||||
|
7810 -1051 |
|
1 |
1 ,6 × 10 ,0 |
3 |
6 ,0 |
70 |
45 |
30 |
8 ,0 |
8 ,0 |
|
7810 -1052 |
|
2 |
||||||||
|
7810 -0937 |
|
1 |
125 |
100 |
25 |
|||||
|
7810 -0984 |
|
2 |
||||||||
|
7810 -1053 |
|
1 |
200 |
|||||||
|
7810 -1054 |
|
2 |
||||||||
|
7810 -0941 |
|
1 |
250 |
|||||||
|
7810 -0985 |
|
2 |
||||||||
|
7810 -1055 |
|
1 |
275 |
|||||||
|
7810 -1056 |
|
2 |
||||||||
|
7810 -0942 |
|
1 |
300 |
|||||||
|
7810 -1057 |
|
2 |
||||||||
|
7810 -0943 |
|
1 |
350 |
|||||||
|
7810 -1058 |
|
2 |
||||||||
|
7810 -1059 |
|
1 |
2 ,0 × 13 ,0 |
4 |
8 ,0 |
70 |
45 |
30 |
10 ,0 |
10 ,0 |
|
7810 -1061 |
|
2 |
||||||||
|
7810 -0944 |
|
1 |
260 |
110 |
28 |
|||||
|
7810 -1062 |
|
2 |
||||||||
|
7810 -0945 |
|
1 |
310 |
|||||||
|
7810 -0986 |
|
2 |
||||||||
|
7810 -0946 |
|
1 |
360 |
|||||||
|
7810 -1063 |
|
2 |
||||||||
|
7810 -0947 |
|
1 |
2 ,5 × 16 ,0 |
- |
10,0 |
310 |
- |
|||
|
7810 -0948 |
|
360 |
||||||||
|
7810 -0951 |
|
410 |
||||||||
|
7810 -0346 |
|
3 ,0 × 18 ,0 |
12,0 ; 14 ,0 |
310 |
12 ,0 |
|||||
|
7810 -0952 |
|
360 |
||||||||
|
7810 -0953 |
|
410 |
||||||||
|
7810 -0954 |
|
4 ,0 × 23 ,0 |
16 ,0 ; 18 ,0 |
360 |
15 ,0 |
|||||
|
7810 -0955 |
|
410 |
||||||||
|
* Допускается изготовлять по заказу потребителя. Примечан ия : 1. Отвертки с размерами, указанными в скобках, допускается изготовлять до 01 .07 .91. 2 . Размер длины рукоятки l 1 и D допускается выполнять с предельным
отклонением |
||||||||||
Тип 2
Исполнение 3
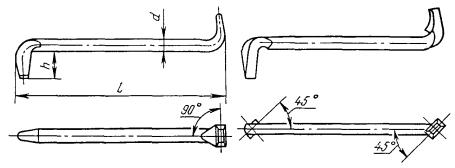
Черт. 4
Таблица 4
мм
|
Обозначение отверток |
Применяемость |
Размер лопатки а × b по ГОСТ 24437 |
Номинальный диаметр резьбы винта, шурупа |
l , не менее |
d |
h |
|
7810 -0993 |
|
0 ,6 × 4 ,0 |
2 ,5 |
75 |
4 ,0 |
20 |
|
7810 -0994 |
|
0,8 × 5 ,5 |
3 ,0 ; 3 ,5 |
100 |
5 ,5 |
|
|
7810 -0995 |
|
1 ,0 × 6 ,5 |
4 ,0 |
125 |
6 ,5 |
25 |
|
7810 -0996 |
|
1 ,2 × 8 ,0 |
5 ,0 |
150 |
8 ,0 |
|
|
7810 -0997 |
|
1 ,6 × 10 ,0 |
6 ,0 |
175 |
9 ,0 |
30 |
|
7810 -0998 |
|
2 ,0 × 13 ,0 |
8 ,0 |
200 |
9 ,5 |
|
|
7810 -0999 |
|
2 ,5 × 13 ,5 |
10 ,0 |
225 |
11 ,0 |
40 |
Тип 2
Исполнение 4
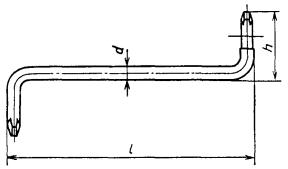
Черт. 5
Таб ли ца 5
мм
|
Обозначение отверток |
Применяемость |
Номер крестообразной рабочей части по ГОСТ 10754 |
Номинальный диаметр резьбы винта, шурупа |
l , не менее |
d |
d 1 |
h |
|
|
|||||||
|
7810 -1064 |
|
0 × 1 |
2 ,0 ; 3 ,0 ; 3 ,5 |
75 |
4 ,0 |
3 ,0 |
20 |
|
7810 -1065 |
|
1 × 2 |
3 ,0 ; 3 ,5 ; 5 ,0 |
100 |
6 ,0 |
4 ,0 |
25 |
|
7810 -1066 |
|
2 × 3 |
5 ,0 ; 6 ,0 |
125 |
8 ,0 |
6 ,0 |
30 |
|
7810 -1067 |
|
3 × 4 |
6,0 ; 8 ,0 |
150 |
10 ,0 |
8 ,0 |
40 |
Тип 2
Исполнение 5 Исполнение 6
Черт. 6
Таблица 6
мм
|
Обозначение отверток |
Применяемость |
Исполнение |
Размер лопатки а × b по ГОСТ 24437 |
Номер крестообразной части по ГОСТ 10754 |
Номинальный диаметр резьбы винта, шурупа |
l |
l 1 |
D , не менее |
d |
d 1 |
S |
|
Не менее |
|
||||||||||
|
7810 -1068 |
|
5 |
0 ,8 × 5 ,5 |
- |
3 ,0 ; 3 ,5 |
120 |
45 |
30 |
5 ,0 |
- |
8 |
|
7810 -0956 |
|
165 |
90 |
18 |
|||||||
|
7810 -1069 |
|
190 |
|||||||||
|
7810 -1071 |
|
5 |
1 ,0 × 6 ,5 |
- |
4 ,0 |
120 |
45 |
30 |
6 ,0 |
- |
10 |
|
7810 -1072 |
|
165 |
90 |
18 |
|||||||
|
7810 -0957 |
|
190 |
|||||||||
|
7810 -1073 |
|
240 |
|||||||||
|
7810 -1074 |
|
5 |
1 ,2 × 8 ,0 |
2 |
5 ,0 |
120 |
45 |
30 |
7 ,0 |
6 ,0 |
12 |
|
7810 -1075 |
|
6 |
|||||||||
|
7810 -1076 |
|
5 |
190 |
100 |
31 |
||||||
|
7810 -1077 |
|
6 |
|||||||||
|
7810 -0958 |
|
5 |
225 |
||||||||
|
7810 -1078 |
|
6 |
|||||||||
|
7810 -1079 |
|
5 |
250 |
||||||||
|
7810 -1081 |
|
6 |
|||||||||
|
7810 -1082 |
|
5 |
1 ,6 × 10 ,0 |
3 |
6,0 |
120 |
45 |
30 |
9 ,0 |
8 ,0 |
|
|
7810 -1083 |
|
6 |
|||||||||
|
7810 -0959 |
|
5 |
250 |
100 |
31 |
||||||
|
7810 -1084 |
|
6 |
|||||||||
|
7810 -1085 |
|
5 |
300 |
||||||||
|
7810 -1086 |
|
6 |
|||||||||
|
7810 -1087 |
|
5 |
2 ,0 × 13 ,0 |
4 |
8 ,0 |
120 |
45 |
30 |
10 ,0 |
10 ,0 |
14 |
|
7810 -1088 |
|
6 |
|||||||||
|
7810 -1089 |
|
5 |
250 |
100 |
31 |
||||||
|
7810 -1091 |
|
6 |
|||||||||
|
7810 -0961 |
|
5 |
300 |
||||||||
|
7810 -1092 |
|
6 |
|||||||||
|
7810 -1093 |
|
5 |
2 ,5 × 16 ,0 |
- |
10 ,0 |
120 |
45 |
30 |
11 ,0 |
- |
17 |
|
7810 -1095 |
|
300 |
100 |
31 |
|||||||
|
7810 -0962 |
|
350 |
|||||||||
|
7810 -1098 |
|
3 ,0 × 18 ,0 |
- |
12 ,0 ; 14 ,0 |
120 |
45 |
30 |
12 ,0 |
- |
||
|
7810 -1101 |
|
300 |
100 |
31 |
|||||||
|
7810 -1103 |
|
350 |
|||||||||
|
7810 -1105 |
|
4 ,0 × 23 ,0 |
- |
16 ,0 ; 18 ,0 |
120 |
45 |
30 |
15 ,0 |
- |
19 |
|
|
7810 -1107 |
|
350 |
100 |
31 |
|||||||
|
7810 -1109 |
|
400 |
|||||||||
|
Примечан ие . Допускается изготовлять стержень шестигранного сечения. |
|||||||||||
Тип 2
Исполнение 7
* b - ширина рабочей части должна быть равна диагонали квадрата для отверток с квадратным стержнем или диаметру описанной окружности для отверток с шестигранным стержнем.
Черт. 7
Таблица 7
мм
|
Обозначение отверток |
Применяемость |
Толщина лопатки а по ГОСТ 24437 |
Номинальный диаметр резьбы винта, шурупа |
a 1 |
l , не менее |
|
7810 -0352 |
|
1 ,6 |
6,0 |
8 |
250 |
|
7810 -0354 |
|
300 |
|||
|
7810 -0356 |
|
400 |
|||
|
7810 -0358 |
|
2 ,0 |
8 ,0 |
250 |
|
|
7810 -0360 |
|
300 |
|||
|
7810 -0362 |
|
400 |
|||
|
7810 -0364 |
|
2 ,5 |
10 ,0 |
10 |
300 |
|
7810 -0366 |
|
400 |
|||
|
7810 -0368 |
|
3 ,0 |
12 ,0 ; 14 ,0 |
13 |
300 |
|
7810 -0370 |
|
400 |
|||
|
7810 -0373 |
|
4 ,0 |
16 ,0 ; 18 ,0 |
17 |
400 |
|
Примечан ие . Допускается изготовлять стержень шестигранного сечения. |
|||||
Тип 2
Исполнение 8
Черт. 8
Таблица 8
мм
|
Обозначение отверток |
Применяемость |
Номинальный диаметр резьбы винта, шурупа |
Размер лопатки a × b по ГОСТ 24437 |
l |
l 1 |
D , не менее |
d |
|
Не менее |
|||||||
|
7810 -0374 |
|
2 ,0 |
0 ,5 × 3 ,5 |
155 |
80 |
22 |
3 ,0 |
|
7810 -0375 |
|
200 |
100 |
||||
|
7810 -0376 |
|
2 ,5 |
0 ,6 × 4 ,0 |
150 |
25 |
4 ,0 |
|
|
7810 -0377 |
|
200 |
|||||
|
7810 -0378 |
|
3 ,0 ; 3 ,5 |
0,8 × 5 ,5 |
210 |
110 |
28 |
4 ,5 |
|
7810 -0379 |
|
260 |
|||||
|
7810 -0380 |
|
4 ,0 |
1 ,0 × 6 ,5 |
210 |
6 ,0 |
||
|
7810 -0382 |
|
260 |
|||||
|
7810 -0384 |
|
5 ,0 |
1 ,2 × 8 ,0 |
245 |
120 |
30 |
|
|
7810 -0386 |
|
6 ,0 |
1 ,6 × 10 ,0 |
250 |
125 |
32 |
8 ,0 |
|
7810 -0388 |
|
8 ,0 |
2 ,0 × 13 ,0 |
240 |
140 |
10,0 |
|
|
7810 -0390 |
|
315 |
|||||
|
Примечан ие . Допускается изготовлять отвертки с диаметром стержня d , равным ширине лезвия лопатки. |
|||||||
Тип 2
Исполнение 9
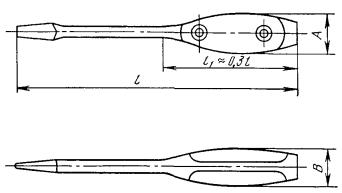
Черт. 9
Таблица 9
мм
|
Обозначение отверток |
Применяемость |
Размер лопатки а × b по ГОСТ 24437 |
Номинальный диаметр резьбы винта, шурупа |
l , не менее |
А |
B |
|
Не менее |
||||||
|
7810 -0987 |
|
0 ,6 × 4 ,0 |
2 ,5 |
100 |
18 |
14 |
|
7810 -0988 |
|
0 ,8 × 5 ,5 |
3 ,0 ; 3 ,5 |
125 |
20 |
16 |
|
7810 -0989 |
|
1 ,0 × 6 ,5 |
4 ,5 |
160 |
22 |
18 |
|
7810 -0395 |
|
1 ,2 ×8 ,0 |
5 ,0 |
200 |
28 |
22 |
|
7810 -0397 |
|
1 ,6 × 10 ,0 |
6 ,0 |
250 |
32 |
25 |
|
7810 -0991 |
|
2 ,0 × 13 ,0 |
8 ,0 |
280 |
36 |
28 |
|
7810 -0992 |
|
2 ,5 × 16 ,0 |
10 ,0 |
315 |
||
Пример условного обозначения отвертки типа 2 , исполнения 1, длиной l = 180 мм с лопаткой типа 3 , исполнения В, размерами а × b = 0 ,6 × 4 ,0 мм по ГОСТ 24437, группы применения 1 , с хромовым покрытием толщиной 1 мкм с подслоем никеля толщиной 12 мкм:
Отвертка 7810 - 0915 3 В 1 Н 12 Х ГОСТ 17199-88
То же, типа 2 , исполнения 2 , длиной l = 250 мм с крестообразной рабочей частью номер 2 , исполнения А по ГОСТ 10754, группы применения 2 , с хромовым покрытием толщиной 1 мкм с подслоем никеля толщиной 12 мкм:
Отвертка 7810 - 0985 А 2 Н 12 Х ГОСТ 17199-88
(Поправка).
1 .2 . Основные конструктивные размеры рукояток отверток указаны в приложении.
1 .3 . Отвертки должны изготовляться в соответствии с требованиями настоящего стандарта, ГОСТ 24437 и ГОСТ 10754 по чертежам, утвержденным в установленном порядке.
1 .4 . Стержни отверток должны изготовляться из сталей марок: У7 по ГОСТ 1435 , 50 ХФА по ГОСТ 14959 или других марок, обеспечивающих выполнение требований твердости, прочности и надежности, установленных настоящим стандартом.
1 .5 . Рукоятки отверток должны изготовляться из материалов, указанных в табл. 10 .
Таблица 10
|
Группа применения |
Материал рукояток |
|
1 - контакт с нефтепродуктами и парами бензина |
Поликрилат ы *, фенопласты марок 03-010-02 и ВХ3-090-14 по ГОСТ 28804 и аминопл асты марок КФА1 , К ФА2 , КФА3, МФВ2 по ГОСТ 9359 |
|
2 - отсу тствие контакта с нефтепродуктами и парами бензина |
Полистирол одной из марок по ГОСТ 20282 и его сополимеры* |
|
* Изготовляются по технической документации, утвержденной в установленном порядке. Примечан ие . Допускается применение пластмасс других марок, обеспечивающих выполнение требований прочности, установленных настоящим стандартом. |
|
1 .6 . Рукоятки отверток типа 2 , исполнения 8 и накладки отверток типа 2 , исполнения 9 должны изготавливаться из древесины твердых пород (бук, граб, ясень, береза) 1- го сорта по ГОСТ 2695 , влажностью не более 12 % .
Примечан ие . Допускается изготовление накладок из ударопрочных пластмасс.
1 .7 . Твердость рабочего конца отверток на длине не меньшей, чем тройная ширина лопатки b по ГОСТ 24437 , а для отверток для винтов с крестообразным шлицем - не меньшей, чем тройной диаметр стержня d по ГОСТ 10754 , должна иметь 47,0 … 52,0 Н R С э .
1 .8 . Отвертки должны иметь прочность, определяемую испытательным крутящим моментом, приведенным в табл. 11 .
Таб ли ца 11
|
Толщина лопатки по ГОСТ 24437 , мм |
Номер крестообразной рабочей части по ГОСТ 10754 |
Испытательный крутящий момент М для испытания рабочих концов отверток, Н · м, не менее |
Крутящий момент М1 для испытания соединения стержня и рукояток отверток, Н · м, не менее |
||
|
Тип 2 |
Тип 1 |
Тип 2 |
Тип 1 |
||
|
0 ,25 |
- |
0 ,7 (0 ,05 ) |
0 ,05 |
0 ,07 (0 ,05 ) |
0 ,05 |
|
0 ,30 |
- |
0 ,18 (0 ,09 ) |
- |
0 ,18 (0 ,09 ) |
- |
|
0,40 |
- |
0 ,40 (0 ,20 ) |
0 ,25 |
0 ,40 (0 ,20 ) |
0 ,25 |
|
0 ,50 |
0 |
0 ,7 |
0 ,60 |
0 ,7 |
0 ,60 |
|
0 ,60 |
- |
1 ,3 |
1 ,00 |
1 ,3 |
1 ,0 |
|
0 ,80 |
1 |
2 ,6 |
2 ,40 |
2 ,6 |
2 ,4 |
|
1 ,00 |
- |
5 ,5 |
4 ,50 |
5 ,5 |
4 ,5 |
|
1 ,20 |
2 |
11 ,5 |
8 ,60 |
11 ,5 |
8 ,6 |
|
1 ,60 |
3 |
25 ,6 |
20 ,4 |
25 ,6 |
20 ,4 |
|
2 ,00 |
4 |
48 ,0 |
36 ,0 |
30 ,0 |
30 ,0 |
|
2 ,50 |
- |
87 ,5 |
69 ,0 |
30 ,0 |
30 ,0 |
|
3 ,00 ; 3 ,50 |
- |
162 ,0 |
117 ,0 |
30 ,0 |
30 ,0 |
|
4 ,00 |
- |
368 ,0 |
- |
30 ,0 |
30 ,0 |
|
Примечан ие . По согласованию с потребителем допускается изготовлять отвертки с испытательным крутящим моментом , указанным в скобках. |
|||||
1 .9 . Допуск перпендикулярности торца лопатки по ее ширине относительно оси стержня отвертки не должен превышать 0 ,5 мм на 10 мм ширины.
1.10 . Допуск симметричности выемки лопатки относительно оси отверток типа 1 , исполнения 2 не должен превышать 0 ,15 мм для отверток к гайкам до М 3 и 0 ,3 мм - д ля остальных гаек.
1.11 . Параметр R а шероховатости поверхностей отверток по ГОСТ 2789 должен быть не более, мкм:
лицевых рабочих граней лопаток ................................................................................. 3 ,2
поверхностей торца лопаток; поверхностей, образующих крестообразный шлиц;
наружной поверхности стержня .................................................................................. 6 ,3
боковых нерабочих граней .............................................................................................................................................. 12 ,5
Примечан ие . Допускается на лопатках отверток для винтов с прямым шлицем наносить насечку с размерами, указанными в приложении на черт. 5.
1.12 . Параметр шероховатости поверхностей деревянных рукояток и накладок отверток должен быть не более R 2 max 100 мкм по ГОСТ 7016 .
1.13 . Металлические поверхности отверток должны иметь одно из защитно-декоративных покрытий, указанных в табл. 12 .
Таблица 12
|
Группа условий эксплуатации по ГОСТ 9.303 |
Вид покрытий |
Обозначение покры т ий по |
|
|
ГОСТ 9.306 |
ГОСТ 9.032 |
||
|
1 |
Окисное с промасливанием Фосфатное с промасливанием Хромовое толщиной 9 мкм Лакокрасочное |
Хим. Ок c . прм Хим. Фос. прм Х 9 |
Лак ВЛ-725 Бесцв. III 9 |
|
2 - 4 |
Хромовое толщиной 1 мкм с подслоем никеля толщиной 12 мкм, нанесенного электролитическим способом |
Н12.Х |
- |
|
|
Цинковое толщиной 15 мкм хроматированное |
Ц 15.хр |
|
|
5 - 8 |
Кадмиевое толщиной 21 мкм хроматированное Хромовое толщиной 1 мкм с подслоем никеля, нанесенного электролитическим способом, толщиной 14 мкм и никеля, нанесенного тем же способом, толщиной 7 мкм |
Кд 21.хр. Н 14. Н 7.Х |
- |
|
Примечан ия : 1 . Допускается по согласованию с потребителем применять другие металлические и неметаллические покрытия по ГОСТ 9.306 и ГОСТ 9.032 , по защитно-декоративным свойствам не уступающие указанным в табл. 12 . 2 . Отвертки, выпускаемые для продажи через розничную торговую сеть, должны иметь защитно-декоративное покрытие не ниже 2 -й группы условий эксплуатации по ГОСТ 9.303 . Допускается по согласованию с потребителем для продажи через розничную торговую сеть применение покрытий, соответствующих 1 -й группе условий эксплуатации по ГОСТ 9.303 . 3 . Заданная толщина покрытия должна быть выдержана на рабочем конце лопатки отвертки, не имеющей насечки, на расстоянии 2 - 5 мм от ребер, а для отверток для винтов с крестообразным шлицем не меньшей, чем тройной диаметр стержня d по ГОСТ 10754 . На остальной части стержня отверток допускается уменьшение толщины покрытий. 4 . Допускается по согласованию с потребителем изготовление отверток с рабочей частью без покрытий на длине, равной ширине лопатки b отверток для винтов с прямым шлицем , и на длине крестообразной части отверток для винтов с крестообразным шлицем, с последующей консервацией этих поверхностей смазкой типа НГ-203 по НТД. |
|||
1 .14 . Поверхность деревянных рукояток и накладок должна быть покрыта олифой по ГОСТ 7931 или ГОСТ 190 или бесцветным лаком по документации, утвержденной в установленном порядке.
1 .15 . Технические требования к качеству покрытия - по ГОСТ 9.301 и ГОСТ 9.032 .
1.16 . Каждая отвертка должна иметь маркировку:
а) товарного знака предприятия-изготовителя;
б) цены (для отверток розничной продажи);
в) толщины и ширины лопатки (а × b ) или номера крестообразной рабочей части.
Примечан ия :
1 . До 01 .07 .92 допускалось маркировать толщину лопатки и длину отвертки (а × l ) .
2 . При комплектовании отверток в наборы допускается цену наносить на футляре.
1 .17 . Внутренняя упаковка отверток - ВУ-1 , ВУ-2 , ВУ-3 и ВУ-7 по ГОСТ 9.014 .
1.18 . Отвертки, предназначенные для продажи через розничную торговую сеть, должны быть уложены в индивидуальную потребительскую тару.
1.19 . Остальные требования к маркировке и упаковке транспортной потребительской тары - по ГОСТ 18088 .
1 .20 . Отвертки должны применяться только для крепежа винтов и шурупов с размерами шлицев по ГОСТ 24669 и ГОСТ 10753 соответствующих размерам рабочего конца отверток.
1 .21 . При эксплуатации отверток не допускается пользование ими как рычагами.
2. ПРИЕМКА
Правила приемки - по ГОСТ 26810.
3. МЕТОДЫ КОНТРОЛЯ (ИСПЫТАНИЙ)
3.1. Размеры рабочих концов отверток должны проверяться специальными и универсальными средствами измерения.
Крестообразную рабочую часть отверток для винтов и шурупов с крестообразным шлицем допускается проверять комплексным калибром.
3 .2 . Твердость отверток проверяют по ГОСТ 9013 .
3 .3 . Прочность отверток проверяют установкой их в захвате со вставкой для соответствующих рабочих концов с последующим наг ру жением крутящим моментом, указанным в табл. 11.
Прикладываемая нагрузка должна исключать изгибающий момент на отвертке. Нагрузку следует увеличивать постепенно до величины крутящего момента, указанного в табл. 11.
Твердость вставок должна быть не ниже 65 Н R С э .
После испытаний отвертка не должна иметь остаточной деформации, трещин и других повреждений. Рукоятка и стержень не должны иметь взаимного проворачивания.
Примечан ие . Допускается повреждение защитно-декоративных покрытий на рабочей части отверток в местах контакта с захватом.
3 .4 . Пластмассовые рукоятки отверток должны выдерживать трехкратный удар при падении с высоты 1 ,5 м на горизонтальную каменную или бетонную плиту без появления на рукоятке трещин, сколов и ослабления соединения рукоятки со стержнем.
Отвертки с рукоятками из фенопластов допускается на удар не испытывать.
3 .5 . Внешний вид защитно-декоративных покрытий должен проверяться по ГОСТ 9.302 и ГОСТ 9.032 .
Толщина покрытия должна проверяться по ГОСТ 9.301.
3 .6 . Шероховатость поверхностей отверток проверяют сравнением с образцами шероховатости по ГОСТ 9378 или проф ил омет рами.
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение - по ГОСТ 18088.
5 . ГАРАНТИИ ИЗГОТОВИТЕЛЯ
5.1. Изготовитель гарантирует соответствие отверток требованиям настоящего стандарта при соблюдении условий эксплуатации.
5 .2 . Гарантийный срок эксплуатации - 12 мес со дня продажи отверток через розничную торговую сеть, а для отверток, предназначенных для внерыночного потребления, - 12 мес с момента их получения.
ПРИЛОЖЕНИЕ
Рекомендуемое
ОСНОВНЫЕ КОНСТРУКТИВНЫЕ РАЗМЕРЫ ПЛАСТМАССОВЫХ РУКОЯТОК
1. Размеры рукояток для отверток длиной l = 70 мм (черт. 10)

Черт. 10
Размеры рукояток для отверток типов 1 и 2 , исполнений 1 и 2
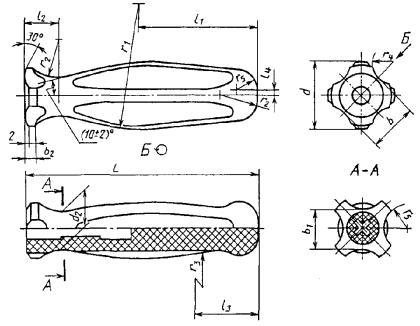
Черт. 11
Таблица 13
мм
|
Номинальный размер лопатки по ГОСТ 24437 а × b |
Номер крестообразного шлица по ГОСТ 10754 |
l |
l 1 |
l 2 |
l 3 |
l 4 |
b |
b 1 |
b 2 |
d |
d 1 |
d 2 |
r |
r 1 |
r 2 |
r 3 |
r 4 |
r 5 |
|
0 ,5 × 3 ,5 |
0 |
55 |
32 |
10 |
17 |
2 |
10 |
10 |
4 ,0 |
15 |
14 |
8 |
10 |
19 |
9 |
15 ,0 |
4 |
6 |
|
0 ,8 × 5 ,5 |
1 |
80 |
40 |
12 |
20 |
2 |
11 |
11 |
4 ,0 |
18 |
17 |
8 |
12 |
22 |
9 |
20 ,0 |
5 |
6 |
|
1 ,2 × 8 ,0 |
2 |
90 |
45 |
15 |
22 |
2 |
15 |
15 |
5 ,0 |
22 |
21 |
12 |
16 |
30 |
10 |
22 ,0 |
7 |
7 |
|
1 ,6 × 10 ,0 |
3 |
100 |
50 |
16 |
36 |
6 |
19 |
18 |
6 ,0 |
25 |
24 |
17 |
18 |
60 |
18 |
28 ,0 |
8 |
8 |
|
2 ,0 × 13 ,0 |
4 |
110 |
60 |
20 |
45 |
1 |
23 |
20 |
6 ,0 |
28 |
27 |
21 |
25 |
90 |
20 |
35 ,5 |
11 |
9 |
Размеры рукояток для отверток типа 2 , исполнений 5 , 6 , 7
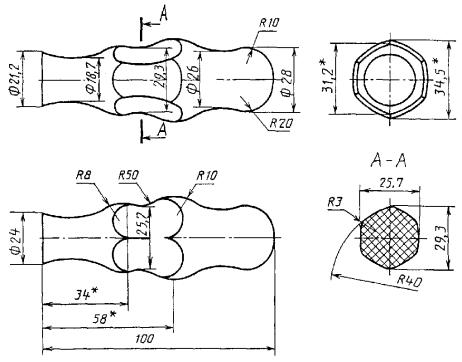
* Размеры для справок
Черт. 12
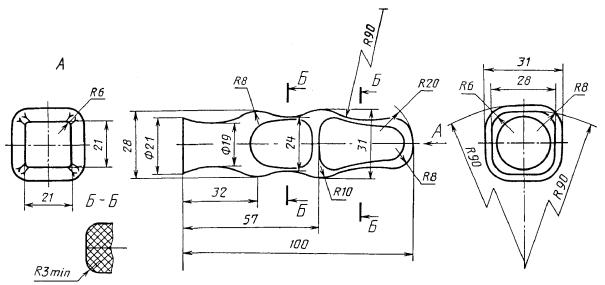
Черт. 13
Размеры насечки и место ее расположения на отвертках с прямым шлицем типа 2
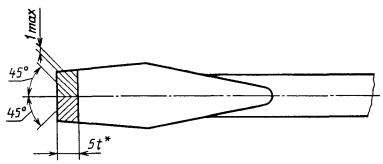
* t - размер по ГОСТ 24437.
Черт. 14
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1 . РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2 . УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 21 .07 .88 № 2702
3 . Стандарт полностью соответствует СТ СЭВ 3136-81 , СТ СЭВ 2513-80
Стандарт полностью соответствует международному стандарту ИСО 2380
4 . ВЗАМЕН ГОСТ 17199 -71
5 . ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер раздела, пункта, приложения |
|
ГОСТ 9.014-78 |
1.17 |
|
ГОСТ 9.032-74 |
1.13, 1.15, 3.5 |
|
ГОСТ 9.301-86 |
1.15, 3.5 |
|
ГОСТ 9.302-88 |
3.5 |
|
ГОСТ 9.303-84 |
1.13 |
|
ГОСТ 9.306-85 |
1.13 |
|
ГОСТ 190-78 |
1.14 |
|
ГОСТ 1435-99 |
1.4 |
|
ГОСТ 2695-83 |
1.6 |
|
ГОСТ 2789-73 |
1.11 |
|
ГОСТ 7016-82 |
1.12 |
|
ГОСТ 7931-76 |
1.14 |
|
ГОСТ 9013-59 |
3.2 |
|
ГОСТ 9359-80 |
1.5 |
|
ГОСТ 9378-93 |
3.6 |
|
ГОСТ 10753-86 |
1.20 |
|
ГОСТ 10754 -93 |
1.1, 1.3, 1.7, 1.8, 1.13, приложение |
|
ГОСТ 14959-79 |
1.4 |
|
ГОСТ 18088-83 |
1.19, раздел 4 |
|
ГОСТ 20282-86 |
1.5 |
|
ГОСТ 24437-93 |
1.1, 1.3, 1.7, 1.8, приложение |
|
ГОСТ 24669-81 |
1.20 |
|
ГОСТ 26810-86 |
Раздел 2 |
|
ГОСТ 28804-90 |
1.5 |
6 . Ограничение срока действия снято по протоколу № 3-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУ С 5 -6-93 )
7 . ИЗДАНИЕ (март 2003 г.) с Поправкой (ИУС 1 -90 )
СОДЕРЖАНИЕ
|
1. Технические требования . 1 2. Приемка . 11 3. Методы контроля (испытаний) 11 4. Транспортирование и хранение . 11 5 . Гарантии изготовителя . 11 Приложение Основные конструктивные размеры пластмассовых рукояток . 11 |