ГОСТ 1173-93 Ленты медные. Технические условия
ГОСТ 1173-93
МЕЖГОСУДАРСТВ ЕННЫ Й СТАНДАРТ
ЛЕНТЫ МЕДНЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
МЕЖГОСУДАРСТВЕННЫЙ
СОВЕТ
ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
Минск
Предисловие
1 РАЗРАБОТАН Госстандартом России
ВНЕСЕН Техническим секретариатом Межгосударственног о Совета по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизации , метрологии и сертификации 21 октября 1993 г.
За принятие проголосовали:
|
Наименование государства |
Наименование национального органа по стандартизации |
|
Азербайд жанская Республи ка |
Азгосстан дарт |
|
Республика Армен ия |
Армг осстандарт |
|
Республика Беларусь |
Госстандарт Республики Беларусь |
|
Грузи я |
Грузстан дарт |
|
Республика Казахстан |
Госстандарт Республи ки Казахстан |
|
Кыргызская Республика |
Кы ргы зстан дарт |
|
Республи ка Молдов а |
М олдов астан дарт |
|
Россий ская Федераци я |
Госстандарт России |
|
Республи ка Таджикистан |
Таджик станда рт |
|
Республи ка Узбеки стан |
Узгосст ан дарт |
|
Украин а |
Госстандарт Украин ы |
(Измененная редакция, Изм. № 1).
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 02.06.94 № 160 межгосуд а рственный стандарт ГОСТ 1173-9 3 введен в действие неп осредственно в качестве государственного стандарта Российской Федерации с 01.01.95
4 ВЗАМЕН ГОСТ 1173-77
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
ЛЕНТЫ МЕДНЫЕ Технические условия C opper
strips. |
ГОСТ |
Д ат а введения 01.01.95
Н астоящи й стандарт распространяется на медные холодн ок атаные ленты общего назн ачен ия.
Ста н дарт не распространяется на медные ле нты, предн азначенн ые для радиаторов.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1 .1. Ленты и зготовляют в соответстви и с требовани ями настоящего стандарта по технологи ческому регламен ту, утв ержденному в установленном п орядке, из меди маро к М1, М1 p , М 2, М2 р, М3 и М3р по ГОСТ 859.
1.2. Осно в ные п араметры и размеры
1.2 .1. Толщин а лент и предельные отклон ения по толщи не в зависи мости от ширины должны соответствовать приведенным в табл. 1.
1.2.2. Ш и рин а лент и предельные отклонения по ши ри не в зависи мости от толщины должн ы соответствовать при веденным в табл. 2.
1.2.3. Длина лент в зависимост и от толщин ы должн а соответ ств оват ь приведенной в табл. 2.
Таблица 1
мм
|
Толщина ленты |
Предельные отклонения по толщине лент при ширине |
|
|||
|
от 10 до 300 |
св. 300 до 600 |
|
|||
|
нормальной точности изготовления |
повышенной точности изготовления |
нормальной точности изготовления |
повышенной точности изготовления |
|
|
|
0,05 0,06 0,07 0,08 0,09 |
-0 ,01 |
- |
- |
- |
|
|
0,10 0,12 0,14 |
-0,02 |
-0 ,04 |
|
||
|
0,15 0,16 0,18 0,20 0,22 |
-0 ,03 |
-0 ,02 |
|||
|
-0 ,05 |
|||||
|
0,25 0,28 0,30 0,35 |
-0, 04 |
-0 ,03 |
|||
|
-0 ,06 |
|||||
|
0,40 0,45 |
-0 ,05 |
-0 ,04 |
-0,06 |
- |
|
|
0,50 0,55 0,60 0,65 0,70 |
-0,06 |
-0,07 |
-0 ,06 |
|
|
|
-0 ,08 |
-0 ,07 |
||||
|
-0,05 |
|
||||
|
0,75 0, 80 0,85 0,90 |
-0,07 |
-0 ,06 |
-0,09 |
-0 ,0 8 |
|
|
1,00 1, 05 1,10 1,20 |
-0 ,08 |
-0 ,11 |
-0,1 0 |
|
|
|
1,3 0 1,40 1, 50 |
-0 ,09 |
- 0,07 |
-0 ,12 |
-0 ,1 1 |
|
|
1,60 1,70 |
-0,1 0 |
-0 ,08 |
-0 ,14 |
-0,1 3 |
|
|
1,80 1,90 2,00 |
-0 ,11 |
-0 ,15 |
-0,1 4 |
||
|
- 0,09 |
|
||||
Примеч ания :
1. Ленты толщиной от 0,05 до 0,09 мм включ и тельно изготовляют ширино й от 10 до 170 мм.
2. Ленты толщиной 0,50 мм и бол е е изготовляют ш ириной 20 мм и более.
3. Теоретическая масса 1 м2 лент приведена в приложении 1.
Таблица 2
мм
|
Ширина ленты |
Предельные отклонения по ширине лент при толщине |
|||
|
до 1,00 включ. |
св. 1,00 |
|||
|
нормальной точности изготовления |
повышенной точности изготовления |
нормальной точности изготовления |
повышенной точности изготовления |
|
|
10, 12, 15, 18, 20, 22, 25, 28, 30, 32, 34, 35, 40, 42, 45, 50, 53, 6 0, 63, 75, 80, 85, 90, 95, 100, 120, 125, 140, 150, 160, 170 |
-0 ,5 |
-0 ,4 |
-0,8 |
-0 ,6 |
|
180, 200, 220, 230, 250, 280, 300 |
-0 ,8 |
-0 ,7 |
-1,3 |
-1 ,0 |
|
350, 400, 450, 500, 6 00 |
-1,2 |
-1,0 |
-1,6 |
-1,2 |
Таблица 3
|
Толщина ленты, мм |
Длина ленты, м, не менее |
|
От 0,05 д о 0,5 включ . |
30 |
|
» 0,55 » 1,00 » |
20 |
|
» 1,05 » 2,00 » |
10 |
Примечание. Допускаются ленты меньшей длины , но не менее 5 м в количестве не более 5 % от массы партии .
Усло в ные обозн ачени я лент проставляют по схеме:
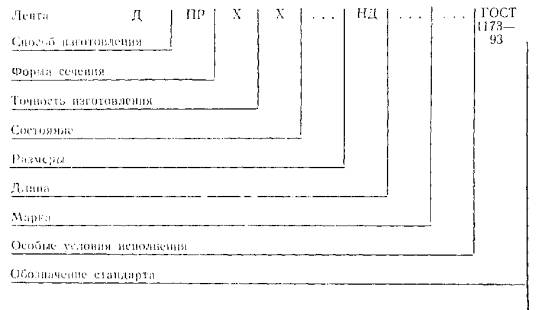
п ри следующих сокращен иях:
способ изготовления:
х олод нодефо рми рованн ая (холоднокатан ая) - Д
форма сечен и я:
прямоугольная - ПР
точность изготовления:
нормаль н ая точность по толщине и ширине - Н
н ормальная точность по толщине и повы шенная точность по ши рин е - К
нормаль н ая точность по толщине и высокая т очность по ширине - Р
повыше нн ая точн ость по толщи не и но рмальная точность по ш ирине - И
повышенная точ н ость по толщине и повышенн ая точн ость по ши рин е - П
повышенная точность по тол щин е и высокая точность по ширине - Л
высокая точность по толщ и не и нормальная точность по ширине - З
высокая точность по толщ и не и п овышенная точность по ширине - С
высокая точность по толщ ин е и ши ри не - В
состояние:
мягкая - М
полутвердая - П
твердая - Т
длина:
немерная - НД
особые условия исполнения:
увеличе нн ой длины - УД
для силовых к онд ен саторов и обмоток трансформаторов - КО
с нор ми рованным пр огибом - ПГ
с норм и рованн ой глубин ой выдавливания - ГВ
Пр имеры условны х обозн ачений
Лента повышенной точности и зготовлен ия по толщин е и ширин е, полутвердая, толщи ной 0,70 мм, шириной 35 мм, из меди марки M 1:
Лента Д П РП П 0,70 × 35 НД М1 ГОСТ 1173- 93
То же, повышенной точ н ости по толщине и нормальн ой точности по ши ри не, мягкая, толщ ин ой 1,00 мм, ши риной 100 мм, из меди марки М1р , с нормированной глубин ой выдавли вания :
Лента Д ПРИМ 1,00 × 100 НД М1р Г В ГО СТ 11 73-9 3
1.3. Характер и стики
1.3.1. Обязатель н ое и сполнени е
1.3.1.1. По состоя ни ю материала ленты и зготовляют мягкими , полутвердыми и твердыми . Ленты толщин ой менее 0,10 мм и зготовляют твердыми.
1.3.1.2. П оверхн ость лент должн а быть чистой, т.е. свободной от загрязнени й, затрудняющих осмотр. На поверхности д опускают ся ц вета побежалости, местные потемнени я, следы технологи ческой смазки, а также местные дефекты, не выводящи е ленты при кон трольн ой зачистке за предельные отклон ени я по толщ ине.
1.3.1.3. Ленты должны быть ровно обрезаны и не должны и меть значительных заусенцев (по ГОСТ 15467 ). Мятая и рваная кромка не допускается. Допускается н ебольшая волни стость, исчезающая при контрольном и згибе.
Сер п овидн ост ь лент не должна превышать 3 мм на 1 м длины.
1.3.1.4. Механ и чески е свой ства ле нт должны соответствовать приве денн ым в табл. 4.
Таб л ица 4
|
Состояние материала |
Временное сопротивление σв, МПа (кгс/мм2) |
Относительное удлинение δ, %, не менее |
|
Мягко е |
200 - 260 (20 - 2 7) |
36 |
|
Полу тве рдое |
250 - 3 10 (25 - 3 2) |
15 |
|
Тве рд ое |
Не менее 290 (30) |
3 |
П ри ме чани я :
1. Ве рхн ий предел време нн ого сопроти вления может быть выше, но н е боле е че м на 20 МПа (2 к гс/мм 2 ) при сохранении относи тельного удлинения, приведенного в таблице.
2. Относительное удлин ени е для лент ши риной 300 - 6 00 мм в тв ердом состоянии (для образц ов, вырезанных поп ерек прокатки) допускается не менее 2 %.
3. Времен ное соп ротив лени е определяют для лент толщиной 0,3 мм и боле е отно си тельн ое удлинени е - для лент толщиной 0,5 мм и более. Механи ческие свойства для лент толщи ной мене е 0,3 мм являются справочн ыми.
4. Величин а твердости при ведена в приложении 2.
1.3.2. Исполнение по требованию потребителя
1.3.2 .1. Ленты толщи ной 0,10 - 0 ,45 мм и шири ной 300 - 6 00 мм изгот овля ют нормальной точности по толщине с предельными отклонени ями минус 0,04 мм для лент толщи ной 0, 10 - 0 ,20 м м, минус 0,05 мм для ле нт толщи ной 0,22 - 0 ,30 мм и минус 0,06 для лент то лщи ной 0,35 - 0 ,45 мм.
1.3.2.2. Ленты толщ и ной 1,60 - 2 ,00 мм и шири ной 300 - 6 00 мм из готов ляют высокой точности по толщине с предельн ыми отклонениями минус 0,11 мм для лент толщи ной 1,60 мм и ми нус 0,12 мм для лент толщиной 1,70 - 2 ,00 мм.
1.3.2.3. Ленты толщиной до 0,25 мм включительно и ши риной 10 - 100 мм изготов ляют высокой точнос ти по шири не с предельн ым отклон ени ем минус 0,2 мм.
1. 3 .2.4. Ленты толщин ой до 0,25 мм включительно изготовляют длин ой н е мен ее 60 м.
1.3.2.5. Ленты толщ ин ой 0,05 мм, предназначенн ые для силовых кон ден саторов, а также ленты для обмотки трансформаторов, не должн ы и меть заус енцев.
1.3.2.6. Прогиб не до л жен превышать 1 мм для лент шириной от 10 до 100 мм и 1 мм на каждые 100 мм ширины для лент ши рин ой с выше 100 мм.
1.3.2.7. Глубина выдавливания мягких лент толщиной от 0,10 до 1,50 мм включительно пр и испытании на вытяжку сферической лунки должна соответствовать значениям, приведен н ым в табл. 5, при этом времен ное сопротивление и отн оси тельное удли нение не определяют.
(Измененная редакция, Изм. № 1).
Таблица 5
мм
|
Радиус пуансона |
Глубина сферической лунки, не менее, при толщине ленты |
||||
|
0,10 - 0,16 |
0,18 - 0,28 |
0,30 - 0,55 |
0,60 - 1,10 |
1,20 - 1,50 |
|
|
10 |
7,5 |
8,0 |
8 ,5 |
9,5 |
10,0 |
|
4 |
3,4 |
3,8 |
4,0 |
- |
- |
|
1,5 |
1,5 |
1,8 |
2,1 |
- |
- |
(Измененная редакция, Изм. № 1).
Примеча н ия :
1 Нормы глубины выдавливания д ля лент толщин ой 0,1 0 и 0,12 мм при ради усе пуансон а 10 мм факультативн о до 01 .09.2004.
2 Нормы глуби ны выда вли вания для лент толщин ой 0,10 и 0,1 2 мм п ри ради усе пуан сона 4 и 1 ,5 мм устанавлив аются по согласовани ю изготовителя с потребителем.
(Введен дополнительно, Изм. № 1).
1.3.2.8. Допускается требован и я к качеству поверхности устан авливать по образцам, утвержденным в установленн ом порядке.
1.3.3. Исполнение п о согласовани ю изготови те ля с потреби телем.
1.3.3.1. Ленты изготовляют промежуточных размеров по толщ и не и ширине с предельными отклонениями для следующего большего размера, приведенными в табл. 1 и 2.
1.3.3.2. Ленты толщ и ной 0,05 - 0, 09 мм изготовляют ши рин ой свыше 170 до 200 мм включительно с предельн ыми отклон ени ями, приведенными в табл. 2.
1.3.3.3. Допу с кается изготовлять ленты с плюсовыми предельными отклонениями по ширине.
1.3.3.4. Ленты изготовляют длиной, превышающей привед е нн ую в табл. 3. П ри этом п редельные отклонения по т олщине и ширине и требования к качеству поверхности устанавли вают по согласованию и зготови теля с потребителем.
1.3.3.5. Допускается устанавливать дополнительные показатели механических свойств. При этом нормы временного сопрот и влени я, относи тельного удли нения и глуби ны выдавли ван ия устанавливают по согласованию изготовителя с потреби теле м.
1.3.3.6. Ленты толщ ин ой менее 0,3 мм изготовляют с регламе нтированными механи ческими свойствами .
1.3.3.7. Мя г кие ленты изготовляют с регламентированной вели чиной зерна.
1.3.3.8. Ленты изготовляют с регламентированной массо й ру лон а.
1.4. Марк и ровка
1.4.1. К каждому рулону должен быть пр и креплен ярлык, на котором указывают:
товарный знак или на и меновани е и товарный знак предприяти я-и зготови теля;
услов н ое об означение ленты;
номер парт ии .
Кроме того, на ярлык и ли на коне ц рулона должен быть нан есе н штамп или клеймо технического контроля.
1.4.2. Транспортная маркировка - по ГОСТ 14192 с нанесе ние м манипу ляци онны х знаков «Беречь от влаги», «Верх».
1. 5. Упаковка
1.5 .1 . Ленты должны быть сверн уты в рулоны. В одном рулоне не должн о быть более трех отрезков ленты.
Рекомендуемые размеры в н утренних диаметров рулонов: 40, 50, 60, 75, 100, 120, 1 50, 200, 250 , 300, 320, 350, 400, 500 мм. Конкретный ди аметр устанавливают по согласованию потреби теля и изгото ви теля .
Намотка должна исключать изменение формы рулона под де й ств ием с илы тяжести.
1 .5.2. Рулоны лент толщи ной до 0,5 мм включи тельно должны б ыть обернуты бумагой по ГОСТ 8273 , упакованы в сплошные деревянные ящики типов I , II , III по ГОСТ 2991 и типа I по ГОСТ 10198 и переложены древесной, стружкой или другими матери алами , обеспечивающими сохранность качества продукции. Размеры ящиков - по ГОСТ 21140 и Т У 48-2 1-7 77.
Д опускается ленты толщиной до 0,8 мм и ши риной свыше 300 мм наматывать на деревянные катушки.
Рулоны лент толщиной более 0,5 мм должны быть обвяза н ы лептой по ГОСТ 3560, ГОСТ 1173 или проволокой по ГОСТ 3282 и о бернуты в синтетический или нетканый материал, обеспечивающи й сохранность качества продукци и.
Без упаковк и в ящики, бумагу и синтетические и нетканые мат ери алы допускается транспортировать ленты в железнодорожных конт ейнерах, крытых автомаши нах и вагон ах в один адрес без перегрузки в пути в специальной оборотной таре по ГОСТ 15102, ГОСТ 20435, ТУ 48-2 1А-0 08.
В эт ом случае между рядами рулон ов должна быть проложена прок ладк а и з бумаги и ли гофрированного картона.
Доп ус кается применять други е виды упаковки и упаковочных матери алов, н е уступающие по прочности перечи сленным выше и об еспечи вающие сохранн ость качества продукци и.
1.5.3. Масса грузового места не должна превышать 2000 кг. Масса грузового места в крытых вагонах не должна превышать 1250 к г .
У крупн ение грузовых мест в транспортные пакеты проводи тся в соответствии с требова ниями ГОСТ 26663. Средства ск репления в тра н спортные пакеты - по ГОСТ 21650. Пакетиров ани е проводится на поддонах с использовани ем брусков высотой не менее 50 м м, с обвязкой в продольном и поперечном направлени ях проволокой диаметром не менее 2 мм по ГОСТ 3282 или лентой размерами н е менее 0,3 × 30 мм по ГОСТ 3560. Скрепление концов: проволоки - скруткой не менее пяти витков, ленты - в замок.
1.5.4. Упаковывание лент в районы Крайнего Севера и при рав ненн ые к ним труднодоступные районы - по ГОСТ 15846 по группе «Металлы и металлические и зделия».
2. ПРИЕМКА
2.1. Ленты принимают партиями. Партия должна состоять и з лен т одной марки меди, одного размера, одного состояния мате риала, одной точности изготовления и должн а быть оформле на документом о качестве, содержащим:
товарный знак или наим е нование и товарный знак предпри ятия-и зготовителя;
услов н ое обозначение ленты;
результаты испытаний (по требованию потребителя );
номер партии;
массу партии;
количество рулонов (по требованию потребителя ).
Допускается оформлять один документ о качестве на нескольк о партий лент одного размера, одного состояния материала, одной точности изготовления, одной марки меди, отгружаемых одн ому потребителю, с указан ием номеров па ртий.
2.2. Для контроля размеров, внешнего в и да, серповидн ости и прогиба лент примен яют одноступен чатый нормальный план выборочного контроля по альтерн ати вному признаку в соотв етствии с ГОСТ 18242 * с приемочным уровнем дефектности 4 %. Отбор рулонов лент в выборку осуществляют «вслепую» (методом на и большей объективности) по ГОСТ 18321 .
* На территории Российской Феде рац ии действует ГОСТ Р 50779.71-99.
(Введен дополнительно, Изм. № 1).
Если объем парт и и не пре вышает трех рулонов, проверке по две ргают каждый рулон лент.
2.3. Количество отб и раемых для контроля толщин ы рулонов лент определяют в соотве тствии с табл. 6.
Количество ко н тролируемых точек в каждом отобранном рулоне определяют в зависи мости от длины ленты в рулон е в соответствии с табл. 7.
Длину ленты в рулоне для выбора ч и сла контролируемых точек в рулоне определяют по формуле, приведенной в п. 3.2.
Таблица 6
шт.
|
Количество рулонов в партии |
Количество контролируемых рулонов |
|
4 - 25 |
3 |
|
26 - 9 0 |
13 |
|
91 - 150 |
20 |
|
151 - 2 80 |
32 |
|
281 - 5 00 |
50 |
|
501 - 1200 |
80 |
Ото б ранн ый рулон ленты счи тается годным, если число результ атов измерени я, не соответствующих требованиям т абл. 1, менее браковочного числа, приведенного в табл. 7.
Таблица 7
|
Длина ленты, м |
Количество контролируемых точек в рулоне, шт. |
Браковочное число |
|
От 5 до 12 вк лю ч. |
3 |
1 |
|
Св. 1 2 » 45 » |
13 |
2 |
|
» 45 » 75 » |
20 |
3 |
|
» 75 » 140 » |
32 |
4 |
|
» 140 » 250 » |
50 |
6 |
|
» 250 » 600 » |
80 |
8 |
|
» 600 »1600 » |
125 |
11 |
При п олучении неудовлетворительных результатов измерения хотя бы на одном и з кон тролируемых рулонов партию бракуют.
Д опускается и зготовителю контролиров ать каждый рулон партии.
Допуска е тся и зготовителю контроль толщины проводить в процессе производства.
2 .4 . Для контроля шири ны, в нешнего вида, серповидн ости и проги ба от партии отбирают рулоны в соотве тствии с табл. 8.
Парт и я счи тается годной, если чи сло рулонов, не соотв етствующих требованиям табл. 2, п п. 1.3.1.2, 1.3.1.3, и 1.3.2.6, менее браков очн ог о числа, приведенного в табл. 8.
Допускается и зготови телю контролировать каждый рулон партии.
2.5. Для и спытания на растяжени е, вытяжку сфери ческой лунки и опре деле ния ве ли чи ны зерна от партии отби рают по три рулон а от каждых полных и неполных 1000 кг.
Таблица 8
|
Количество рулонов в партии, шт. |
Количество контролируемых рулонов, шт. |
Браковочное число |
|
4 - 2 5 |
3 |
1 |
|
26 - 9 0 |
13 |
2 |
|
91 - 1 50 |
20 |
3 |
|
15 1 - 2 80 |
32 |
4 |
|
281 - 5 00 |
50 |
6 |
|
501 - 1200 |
80 |
8 |
При производстве укрупненных рулонов методом сварк и допускается изготовителю для испытания на растяжение, вытяжку сфериче ской лунки и определения величины зерна от парти и отби рать по три рулона от каждых полных и неполных 3000 кг партии.
2.6. Хим и ческий состав лент определяют на двух рулонах, взятых от партии.
Допускается на предприяти и -изготовителе отбор проб п ров одить от расплавленного металла.
2.7. При получении неудовлетвор и тельных результатов и сп ыта ний хотя бы по одному из показателей, указанных в п п. 2.5 и 2.6, по нему проводят повторное и спытание на удвое нн ой выборке, взятой от той же партии. Результаты повторного испытания распространяют на всю партию.
3. МЕТОДЫ КОНТРОЛЯ
3.1. Внешний вид лент проверяют осмотром без пр и менен ия увеличи тельных приборов.
3.2. Толщину лент измеряют микрометром п о ГОСТ 6507 ил и рычажным микрометром по ГОСТ 4381 .
Измерение толщ и ны ленты проводят на расстоянии не менее 100 мм от конца и не менее 10 мм от кромки . Для лент ши рин ой 20 мм и менее измерени е проводят посередин е.
Толщину ленты измеряют на каждом отобран н ом рулоне в точках, расположенных равномерно-случайно по длин е рулона.
Дли н у ленты ( L ) в м етрах вычи сляют по формуле
![]() ,
,
где D и d - соответственно наружный и внутре нн ий диаметры рулона, измеряемые линейкой по ГОСТ 427, мм;
b - толщи н а ленты, мм.
Результаты и змерен ия толщ ины ленты, не соотв етствующие требовани ям табл. 1, не должны отличаться от допускаемых более чем на полови ну поля допуска.
3.3. Ш и рин у ленты изме ряют штангенциркулем по ГОСТ 166 . Измерение проводят в одном месте на расстояни и н е менее 100 мм от конц а.
3.4. С ерпови дн ость ленты измеряют по ГОСТ 26877 в одном месте на любом участке рулона.
3.5. Прог и б ленты изме ряют по ГОСТ 26877 в одном месте на любом участке руло н а на расстояни и н е менее 100 мм от конца.
3.6. Для испытания на растяже н ие от каждого отобранного рулон а вырезают по одн ому образцу. Отбор образцов для испытан ия на растяжение проводят по ГОСТ 24047 .
Испыта н ие
на растяжени е лен т проводят по ГОСТ 11701
на образцах ти па I ил и I I с ![]() и bo = 2 0 мм. Испытание на растяжени е ле нт шири ной менее 20 мм проводят на образцах ширин ой, равн ой ши рине ленты, при этом кромки
образцов могут быть обработаны механи чески м способом.
и bo = 2 0 мм. Испытание на растяжени е ле нт шири ной менее 20 мм проводят на образцах ширин ой, равн ой ши рине ленты, при этом кромки
образцов могут быть обработаны механи чески м способом.
3.7. Для и спытания на вытяжк у сфе ри ческ ой лу нки от каждого отобранн ого рулона вырезают по одному образцу. Ис пытани е проводят по ГОСТ 10510 .
Ленты шириной до 20 мм, толщ и ной до 0,55 мм и спытывают пуансоном р адиусом 1,5 мм; ши риной более 20 до 90 мм, толщин ой до 1,10 м м - пуансоном радиусом 4,0 мм; ши риной более 90 мм, толщи ной от 0,10 мм до 1, 50 мм - пуансоном радиусом 1 0 мм.
И спытани е на вытяжку сферической лунки лент толщ иной 0,10 - 0 ,45 мм допускается проводить на машинах в ручном режи ме.
3.8. Для анал и за хими ческого состава от каждого отобранн ого р улон а вырезают по одн ому образцу.
А нали з химического состава лент проводят по ГОСТ 13938.1 - ГОСТ 13938.12, ГОСТ 9717.1 - ГОСТ 9717.3 . Допускается проводи ть хи ми чески й анализ другими методами, н е ус тупающими по точности указанным. Допускае тся на заводе-изготовителе кон троли ровать содержани е приме сей висмута, сурьмы, мышья ка, серы, и ки сл орода периодически - один раз в три месяца при условии гаран ти и их содержани я требовани ям ГОСТ 859.
Пр и возни кновении разногласий в оценке химического состава анализ проводят по ГОСТ 13938.1 - ГОСТ 13938.12 .
Отбор проб для анализа х и ми ческого состава проводят по ГОСТ 24231.
3.9. Вол н истость кромки ленты проверяют огибанием ее вокруг оправки диаметром 100 - 1 20 мм. Если волнистость не исчезает, рулон ленты бракуют.
3.10. Для определ ени я величины зерна от каждого отобранного рулона вы резаю т по одному образц у. Определени е вели чины зерна проводят по ГОСТ 21073.1 .
3. 11. Допускается и зготовит елю применять други е методы контроля и с редс тва измерения, обеспечивающие необходи мую точность.
При возник н овении разногласи й в определени и показате лей к онт роль проводят методами, указанными в стандарте.
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Ленты транспортируют всем и ви дами транспорта в крытых транспортных средствах в соответствии с правилами перевозки грузов , действующими на транспорте дан ного вида.
4.2. Ленты долж ны храни ться в крытых помещени ях. При тран спортиров ании и хране нии ле нты должны быть защи щен ы от механ ических повреждени й, возде йстви я влаги и акти вн ых хи ми чески х веще ств.
Ящ и ки с лентами должн ы быть выде ржан ы на складе в упаковке и зго товителя 1 - 2 сут для выравнивания температуры лент с температурой помещени я. По истечени и указанного срока ящи ки должн ы быть распакованы.
При соблюдении указанных услов и й хране ни я потреби те льски е свойства лент при хранени и не изменяются.
ПРИЛОЖЕНИЕ 1
Справочное
Та бли ца 9
Теоретическая масса 1 м2 медных лент
|
Толщина ленты, мм |
Масса 1 м2 ленты, кг |
Толщина ленты, мм |
Масса 1 м2 ленты, кг |
|
0,05 |
0,44 |
0,55 |
4,90 |
|
0,06 |
0,53 |
0,60 |
5,34 |
|
0,07 |
0,62 |
0,65 |
5,79 |
|
0,08 |
0,71 |
0,70 |
6,23 |
|
0,09 |
0,80 |
0,75 |
6,68 |
|
0,10 |
0,89 |
0,80 |
7,12 |
|
0,12 |
1,07 |
0,85 |
7,57 |
|
0,14 |
1,25 |
0,90 |
8,01 |
|
0,15 |
1,33 |
1,00 |
8, 90 |
|
0,16 |
1,42 |
1,05 |
9,35 |
|
0,1 8 |
1,60 |
1,10 |
9,79 |
|
0,20 |
1,78 |
1,20 |
10,68 |
|
0,22 |
1,96 |
1,30 |
11,57 |
|
0,25 |
2,23 |
1,40 |
12,46 |
|
0,28 |
2,50 |
1,50 |
13,35 |
|
0,30 |
2,67 |
1,60 |
14,24 |
|
0,35 |
3,12 |
1,70 |
15,13 |
|
0,40 |
3,56 |
1,80 |
16,02 |
|
0,45 |
4,01 |
1,90 |
16,91 |
|
0 ,50 |
4,45 |
2,00 |
17,80 |
П ри мечание . Теоретическую массу ленты вычисляют при н оминальной толщи не и плотност и меди, равной 8,9 г /см3.
ПРИЛОЖЕНИЕ 2
Справочное
Та бли ца 10
|
Состояние материала |
Твердость по Бринеллю |
|
Мя гкое |
55 |
|
Полутв ердое |
75 |
|
Тве рдое |
95 |
ИНФОРМАЦИОННЫЕ ДАННЫЕ
ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХ Н ИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ГОСТ 166-89 |
3.3 |
ГОСТ 14192-96 |
1.4.2 |
|
ГОСТ 427-75 |
3.2 |
ГОСТ 15102-75 |
1.5.2 |
|
ГОСТ 859-78 |
3.8 |
ГОСТ 15467-79 |
1.3.1.3 |
|
ГОСТ 1173-93 |
1.5.2 |
ГОСТ 15846-79 |
1.5.4 |
|
ГОСТ 2991-85 |
1.5.2 |
ГОСТ 18242-72 |
2.2 |
|
ГОСТ 3282-74 |
1.5.2; 1.5.3 |
ГОСТ 18321-73 |
2.2 |
|
ГОСТ 3560-73 |
1.5.2; 1.5.3 |
ГОСТ 20435-75 |
1.5.2 |
|
ГОСТ 4381-87 |
3.3 |
ГОСТ 21073.1-75 |
3.10 |
|
ГОСТ 6507-90 |
3.3 |
ГОСТ 21140-88 |
1.5.2 |
|
ГОСТ 8273-75 |
1.5.2 |
ГОСТ 21650-76 |
1.5.3 |
|
ГОСТ 9717.1-82 - ГОСТ 9717.3-82 |
3.8 |
ГОСТ 24047-80 |
3.6 |
|
ГОСТ 10198-91 |
1.5.2 |
ГОСТ 24231-80 |
3.9 |
|
ГОСТ 10510-80 |
3.7 |
ГОСТ 26663-85 |
1.5.3 |
|
ГОСТ 11701-84 |
3.6 |
ГОСТ 26877-91 |
3.5 |
|
ГОСТ 13938.1-78 - ГОСТ 13938.12-78 |
3.8 |
ТУ 48-2 1-7 77-8 5 |
1.5.2 |
|
|
|
ТУ 48-2 1А-0 08-8 9 |
1.5.2 |
(Измененная редакция, Изм. № 1).
СОДЕРЖАНИЕ
|
1. Технические требования . 2 2. Приемка . 7 3. Методы контроля . 8 4. Транспортирование и хранение . 9 Приложение 1. Теоретическая масса 1 м2 медных лент . 10 Приложение 2 . 10 |